Изобретение относится к области металлургии, в частности к обработкам жаропрочных хромистых сталей мартенситного класса, содержащим 9-12% Cr, для тепловых энергетических установок с рабочей температурой пара до 620-630°С. Жаропрочные хромистые стали мартенситного класса, подвергнутые обработке по предлагаемому способу, могут быть использованы в качестве материала изготовления элементов котлов, паропроводов, пароперегревателей, роторов и лопаток паровых турбин энергетических установок с рабочими температурами до 630-650°C.
На сегодняшний день в России новые химические составы жаропрочных высокохромистых сталей мартенситного класса типа 10Х9К3В2МФБР, 10Х9К3В3МФБР, 10Х10К3В2МФБР, 02Х9К3В2МФБР и другие могут быть рассмотрены в качестве материалов изготовления элементов энергетических установок. Интервал температур применения новых сталей может достигать 600°С при длительной эксплуатации и 620°С при краткосрочной эксплуатации. В результате данные стали способны обеспечить высокий уровень жаропрочности при сверхкритических параметрах пара (550-620°С, 20-25 МПа), однако, ограничены в применении для суперсверхкритических параметров пара (620-650°С, 25-30 МПа). Дальнейшее повышение жаропрочности сталей мартенситного класса может быть достигнуто только за счет комбинации совершенствования легирующей базы с применением термомеханической обработки.
Термическая обработка жаропрочных сталей мартенситного класса сочетает в себе операции (а) гомогенизации с высокотемпературной ковкой при температурах 1150 - 1250°С для выравнивания химического состава, устранения ликваций, придания равноосности формируемой структуре, (б) нормализации с выдержкой в аустенитной области при 1000 - 1200°C с последующим охлаждением на воздухе для образования 100% мартенситной структуры и (в) отпуском при температурах 720 - 800°C с охлаждением на воздухе для формирования реечной структуры троостита отпуска. Различные вариации термической обработки в рамках выше указанной схемы применяют к сталям мартенситного класса с химическими составами типа (мас.%): углерод 0,01-0,2, кремний не более 0,2, марганец 0,01-0,6, хром 9,0-13,0, никель не более 0,2, вольфрам 0,5-2, молибден 0,5-1,0, кобальт 0,1-5,0, ванадий 0,18-0,25, ниобий 0,03-0,1, азот 0,04-0,1, бор 0,0005-0,005, сера не более 0,01, фосфор не более 0,01, алюминий не более 0,02, медь не более 0,05, железо – остальное.
При нормализации в процессе выдержки в аустенитной области при температурах 1000 - 1200°С происходит практически полное растворение частиц вторичных фаз, что определяет размер исходного аустенитного зерна. При дальнейшем охлаждении на воздухе или в воде в сталях реализуется мартенситное превращение, в результате которого формируется структура пакетного мартенсита. Последующий отпуск при температурах 720 - 800°С приводит к выделению частиц карбидов М23С6 (размером 50 - 170 нм) и карбонитридов MX (размером 14 – 30 нм) [Danielsen, H.K. Review of Z phase precipitation in 9–12 wt-%Cr steels. Mat. Sci. Tech. 2016, 32, 126-137; Abe, F.; Ohba, T.; Miyazaki, H.; Toda, Y.; Tabuchi, M. Effect of W-Mo balance on long-term creep life of 9Cr steel, Mater. at High Temperatures 2019, 36, 314–324]. Значительное повышение длительной прочности этих сталей связано с дисперсией наноразмерных карбонитридов MХ. Эти карбонитриды МХ характеризуются высоким сопротивлением к укрупнению в условиях высоких температур и выступают в качестве препятствий для перестройки свободных дислокаций в низкоэнергетические конфигурации либо встраивания свободных дислокаций в уже существующие дислокационные реечные границы. Считается, что дисперсионное упрочнение от этих частиц вносит существенный вклад в общее упрочнение 9-12% Cr мартенситных сталей, стабилизируя реечную структуру троостита отпуска в условиях эксплуатации (F. Abe, T.-U. Kern, R. Viswanathan, Creep-resistant steels, Woodhead Publishing, Cambridge (2008) p. 800).
Сочетание дислокационной структуры троостита отпуска с наночастицами вторичных фаз обеспечивает уникальные жаропрочные характеристики новых сталей мартенситного класса по сравнению с бейнитными или ферритными сталями типа 08X13, 12X13, 15Х11МФ, 15Х12ВНМФ, которые в настоящее время используются в качестве материалов для паровых турбин энергетических установок. Сочетание легирования и термической обработки дало возможность эксплуатировать новые стали при сверхкритических температурах. Применение термомеханической обработки для сталей с химическим составом типа 10Х9М1ФБР, 10Х9В1М1ФБР и 10Х9В2МФБР (российские аналоги широко используемых за рубежом сталей Р91, Р911 и Р92) приводит к повышению сопротивления ползучести этих сталей.
Согласно патенту US 6899773B2, для сталей с химическим составом 0.05<C<0.15; 7.5<Cr<15; 1<Ni<7; Co<10, Cu<5; Mn<5; Si<1.5; (Mo+W)<4; 0.01<Ti<0.75: 0.135<(1.17Ti+0.6Nb+0.6Zr+0.31Ta+0.31 Hf)<1; V<2; N<0.1; Al<0.2; (Al+Si+Ti)>0.01; железо и примеси в балансе, была применена следующая термомеханическая обработка: нагрев в аустенитную область до 1230°С с выдержкой более 2 часов, горячая деформация при 1150°С со степенью деформации не менее 20%, охлаждение на воздухе.
Согласно патенту US 7470336B2, для сталей с химическим составом 0.05<C<0.15; 7.5<Cr<15; 1<Ni<7; Co<10, Cu<5; Mn<5; Si<1.5; (Mo+W)<4; 0.01<Ti<0.75: 0.135<(1.17Ti+0.6Nb+0.6Zr+0.31Ta+0.31 Hf)<1; V<2; N<0.1; Al<0.2; (Al+Si+Ti)>0.01; железо и примеси в балансе может быть применена следующая термомеханическая обработка: нагрев в аустенитную область до >1000°С с выдержкой более 2 часов, горячая деформация при >1000°С со степенью деформации не менее 20%, охлаждение на воздухе.
В патенте US 7520942B2 описана термомеханическая обработка, заключающаяся в нагреве и выдержке в аустенитной области в интервале температур 1000-1400°С в течение 1-5 часов, охлаждение до температур 500-1000°С, теплая деформация в этом температурном интервале (прокатка, ковка, экструзия и др.), после деформации, но перед охлаждением до комнатной температуры, отжиг в интервале температур 600-1000°С от 0 до 10 часов, охлаждение до комнатной температуры на воздухе или в воде, дополнительный отпуск в температурном интервале 500-850°С для сталей, имеющих такой химический состав как 0-15%Сr, 0-3% Mo, 0-4% W, 0.05-1% V, 0-2% Si, 0-3% Mn,0-10% Co,0-3% Cu,0-5% Ni,0-0.3% C, 0.02-0.3% N, Fe баланс. Стали могут содержать контролируемое количество элементов: до 0.4%N b, до 0.4%T a, до 0.01%B, до 0.3%Nd и/или до 0.5%Ti. В патенте US 6966955B2 для сталей с химическим составом 8-10% Сr, 0.03-0.17% C, 0.01-0.5% Si, 0.4-2.0% Mn, 0.005-0.2% Ti, 0.0005-0.1% Al, 0.001-0.03% Zr, 0.008-0.03% N, 0.0003-0.01% B, 0.001-0.2% W, Fe и примеси в балансе предлагается провести такую обработку, как нагрев до температур 1100-1250°С и выдержка при данных температурах в течение 1-3 часов, горячая деформация с понижением температуры в температурном интервале 1040-780°С, степень деформации более 40%, последующее охлаждение со скоростью 1°С/мин до температуры 10°С.
Согласно патенту US 6162307В2, для сталей с химическим составом 8-10% Сr, 0.01-0.06% C, 0.02-0.8% Si, 0.2-1.5% Mn, 0.001-0.5% Ti, 0-3% Cr, 0.01-1.5% Mo, 0.01-3.5% W, 0.02-1% V, 0.01-0.5% Nb, 0.001-0.006% N, 0.0003-0.008% B, 0.001-0.5% Zr, Fe и примеси в балансе, следует применять следующую термомеханическую обработку: нагрев в аустенитную область до температуры 1150°С, горячая деформация в температурном интервале 850-1100°С, охлаждение со скоростью от 10°С/ч до 1500°С/час, рекристаллизационный отжиг при температуре 700°С в течение 5 ч, гомогенизация в температурном интервале 920-1050°С в течение 10-180 мин (охлаждение на воздухе, в масле или в воде) и отпуск при температуре 700°С в течение 30-120 мин.
Горячая или теплая деформация в области метастабильного аустенита, включенная в процесс термомеханических обработок, проводилась с целью обеспечения высокой плотности дислокаций как мест зарождения для мелкой дисперсии карбонитридов МХ.
Наиболее близким к заявляемому является описанный в патенте RU 2688017C1 (опубликован 17.05.2019) способ термомеханической обработки жаропрочной низкоазотистой стали мартенситного класса содержащей в вес.%: углерод 0,08 – 0,12, кремний не более 0,1, марганец менее 0,05, хром от 10,5 до 12,0, никель не более 0,1, вольфрам 1,5-2,5, молибден 0,4-1,0, кобальт 3,0-3,5, ванадий 0,18-0,25, ниобий не более 0,07, азот не более 0,003, бор 0,008-0,013, медь 0,6-0,8, сера не более 0,01, фосфор не более 0,01, алюминий не более 0,01, титан до менее 0,01, железо остальное, который был выбран в качестве прототипа. Способ термомеханической обработки по прототипу включает этапы:
1) Гомогенизация: нагрев до температуры 1150°С, выдержка в течение 16 часов, охлаждение на воздухе.
2) Всесторонняя ковка: нагрев до температуры 1150°С, выдержка в течение 2 часов, степень деформации 20%, между проходами заготовка подогревается до температуры 1150°С, охлаждение на воздухе.
3) Нормализация с последующими прокаткой/ковкой и изотермическим отжигом: нагрев в аустенитную область до температуры 1050°С и выдержка при указанной температуре в течение 2 часов, охлаждение в печи до температуры 900°С с последующей выдержкой при указанной температуре в течение 1 часа, прокатка или ковка при температуре 900°С до степеней деформации не менее 80% с обязательным подогревом до указанной температуры между проходами, изотермический отжиг после деформации, но перед охлаждением до комнатной температуры, при температуре деформации в течение 3 часов, охлаждение на воздухе до комнатной температуры.
4) Отпуск: нагрев до температуры 770°С с выдержкой в течение 3 часов, охлаждение на воздухе.
Такой способ термомеханической обработки ведет к формированию структуры троостита отпуска, размер исходного аустенитного зерна в которой достигает 50-60 мкм с мартенситными рейками со средним размером менее 200 нм, границы которых стабилизированы мелкими частицами карбидов М23С6 с размером около 50 нм. Высокая плотность дислокаций, образующихся как в процессе деформации, так и при мартенситном превращении, обеспечивает формирование дисперсии мелких частиц карбонитридов МХ с размером менее 10 нм высокой плотности около 1022 м-2.
Основной проблемой высокохромистых сталей является появление перелома на кривой длительной прочности, что сильно снижает сопротивление ползучести и затрудняет прогнозирование на длительных ресурсах по результатам краткосрочных испытаний. Одной из причин появления этого перелома называют растворение карбонитридов МХ в процессе эксплуатации или испытания на ползучесть вследствие того, что эта фаза не является термодинамически равновесной и должна быть заменена равновесной фазой нитрида хрома (CrMN), которая имеет название Z-фаза (Danielsen, H.K. Review of Z phase precipitation in 9–12 wt-% Cr steels. Mat. Sci. Tech. 2016, 32, 126-137). Существенным недостатком представленного способа является то, что этот способ направлен на сохранение и измельчение неравновесных карбонитридов МХ в структуре материала в исходном состоянии перед эксплуатацией, однако представленный способ не повышает устойчивость неравновесных карбонитридов МХ к их растворению и превращению этой фазы в равновесную фазу нитрида CrMN в процессе эксплуатации или испытания на ползучесть. При этом основным недостатком образования частиц Z-фазы в процессе эксплуатации или испытания на ползучесть является то, что она быстро укрупняется до больших размеров, и дисперсионное упрочнение стали устраняется, что существенно снижает сопротивление ползучести.
Задачей предлагаемого изобретения является устранение недостатков прототипа.
Технический результат – формирование дисперсии мелких равновесных стабильных частиц нитридов CrTaN со средним размером менее 40 нм вместо неравновесных карбонитридов МХ в исходном состоянии, за счет добавления среднетемпературной деформации в виде ковки или прокатки при температуре 680°С до степени деформации 30% в ферритной области с последующим изотермическим отжигом при температуре 680°С в течение 300 часов с охлаждением на воздухе. Предложенный способ термомеханической обработки для сталей приводит к приросту предела длительной прочности и предела ползучести сталей до 20%, что позволит поднять рабочую температуру тепловых электростанций до 650°C, что на 20-40°C выше, по сравнению с имеющимися аналогами.
Поставленная задача решается предлагаемым способом термомеханической обработки жаропрочных сталей мартенситного класса, включающим гомогенизацию с выдержкой в течение 16 часов и охлаждением на воздухе до комнатной температуры, прокатку/ковку, изотермический отжиг и отпуск в течение трех часов с охлаждением на воздухе, в который внесены следующие новые признаки:
1) Гомогенизацию сплава, содержащего, масс. %:
осуществляют при температуре 1200°С, выдержка в течение 16 часов, охлаждение на воздухе до комнатной температуры. Операция выполняется для выравнивания химического состава стали по заготовке, равномерного распределения элементов легирования, устранения химических и структурных ликваций и пр. Эта же операция является нормализацией, целью которой является растворение избыточных фаз и образование 100% аустенита.
2) Дополнительно проводят отжиг при температуре 650°С в течение 1 часа, охлаждение на воздухе до комнатной температуры. Операция выполняется для частичного снятия внутренних напряжений и смягчения стали перед следующей операцией.
3) Прокатку или ковку осуществляют при температуре 680°С до степеней деформации не более 30% с обязательным подогревом до указанной температуры между проходами с охлаждением на воздухе до комнатной температуры с целью формирования зародышей мелких равновесных стабильных частиц нитридов CrTaN вместе с неравновесными карбонитридами TaХ.
4) Затем проводят изотермический отжиг при температуре 680°С в течение 300 часов с охлаждением на воздухе до комнатной температуры для роста мелких равновесных стабильных частиц нитридов CrTaN до среднего размера 40 нм с замещением неравновесных карбонитридов TaХ до их полного растворения.
5) Отпуск при температуре 750°С в течение 3 часов с последующим охлаждением на воздухе до комнатной температуры обеспечит дополнительное снятие внутренних напряжений, формирование структуры троостита отпуска с мелкими равновесными частицами вторичных фаз, стабилизирующими неравновесную дислокационную структуру, а также малоугловые и высокоугловые границы исходных аустенитных зерен, блоков, пакетов и мартенситных реек.
Такой способ термомеханической обработки ведет к формированию структуры троостита отпуска, размер исходного аустенитного зерна в которой достигает 200 мкм с мартенситными рейками со средним размером менее 200 нм и высокой плотностью дислокаций внутри мартенситных реек более 1015 м-2. Такая структура стабилизирована мелкими равновесными частицами CrTaN со средним размером около 40 нм. При этом размерное распределение этих частиц достаточное узкое, чтобы в процессе ползучести укрупнение данной фазы было заторможено. Частицы неравновесной фазы карбонитрида TaХ обнаружены не были. По сравнению с традиционной термической обработкой, которая заключалась в нагреве в аустенитную область до температуры 1200°С, выдержке в течение 1 часа и охлаждении на воздухе с последующим отпуском при температуре 750°С в течение 3 часов, охлаждение на воздухе, структура, сформированная в стали, подвергнутой разработанной термомеханической обработке, значительно отличается от структуры, сформированной в процессе термической обработки. Неравновесные частицы карбонитридов TaХ были заменены на стабильные равновесные частицы CrTaN, при этом средний размер и объемная доля стабильных равновесных частиц CrTaN сопоставима с параметрами карбонитридов TaХ после традиционной термической обработки. Таким образом, повышенная жаропрочность сталей, подвергнутых разработанной термомеханической обработке, повышается за счет выделения стабильных равновесных частиц CrTaN в исходном состоянии, которые не подвержены каким-либо фазовым превращениям в процессе ползучести или длительного старения, при этом узкое размерное распределение этой фазы обеспечивает стойкость фазы к укрупнению.
Изобретение характеризуют следующие графические изображения.
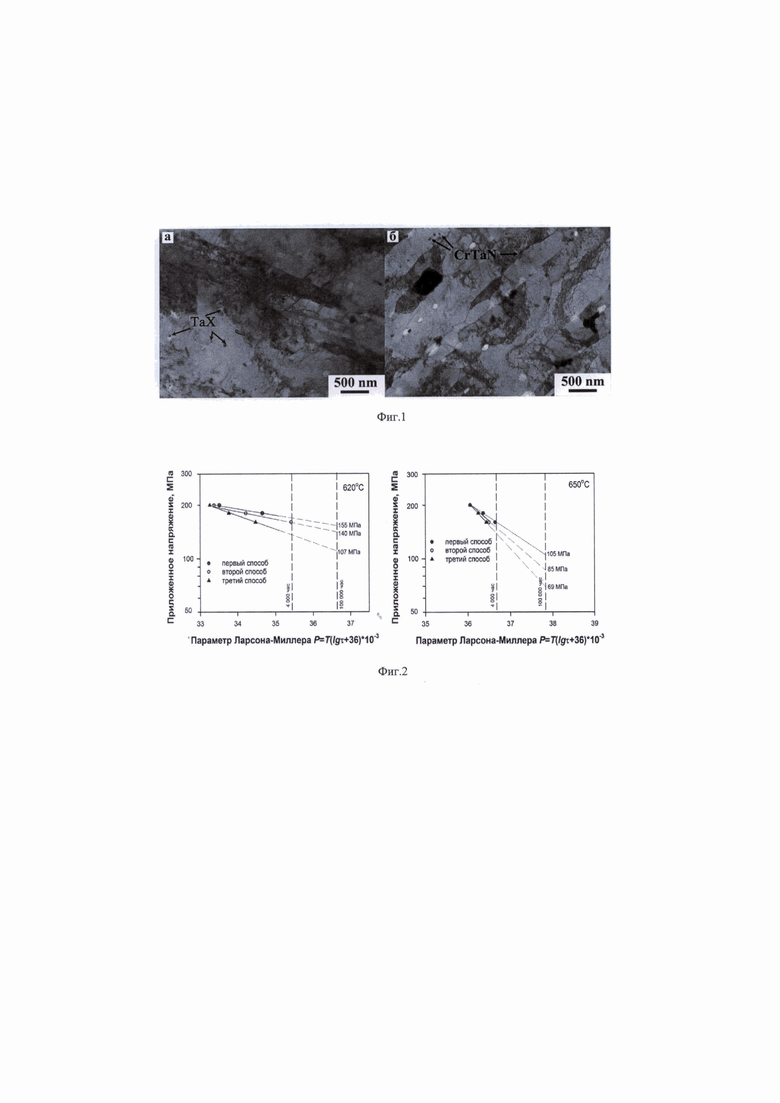
Фиг.1. Изображения структуры жаропрочной низкоуглеродистой стали, подвергнутой традиционной термической обработке (а) и согласно предлагаемому изобретению (б), полученные на просвечивающем электронном микроскопе JEM Jeol 2100 фирмы FEI.
Фиг.2. Оценка предела длительной прочности с использованием эмпирической зависимости Ларсона-Миллера при температурах 620°С и 650°С на базе 4×103 часов
Примеры осуществления.
Выплавку сплава производили в вакуумно-индукционной печи. В качестве шихты были использованы чистые шихтовые материалы, что позволило получить низкий уровень серы, фосфора и цветных металлов в полученных материалах.
Таблица 1. Химический состав отлитой стали (в мас.% Fe - основа)

Было получено три образца стали, каждый из которых был обработан разными способами. Первый образец был подвергнут традиционной термической обработке, заключающейся в нормализации при температуре 1200°С в течение 16 часов, охлаждение на воздухе, с последующим отпуском при температуре 750°С в течение 3 часов, охлаждение на воздухе. Второй образец был обработан по способу-прототипу, описанному в патенте RU 2688017 C1 (опубликован 17.05.2019), который заключается в гомогенизации: нагрев до температуры 1150°С, выдержка в течение 16 часов, охлаждение на воздухе; всесторонней ковка: нагрев до температуры 1150°С, выдержка в течение 2 часов, степень деформации 20%, между проходами заготовка подогревается до температуры 1150°С, охлаждение на воздухе; нормализации с последующими прокаткой/ковкой и изотермическим отжигом: нагрев в аустенитную область до температуры 1050°С и выдержка при указанной температуре в течение 2 часов, охлаждение в печи до температуры 900°С с последующей выдержкой при указанной температуре в течение 1 часа, прокатка или ковка при температуре 900°С до степеней деформации не менее 80% с обязательным подогревом до указанной температуры между проходами, изотермический отжиг после деформации, но перед охлаждением до комнатной температуры, при температуре деформации в течение 3 часов, охлаждение на воздухе до комнатной температуры; отпуске: нагрев до температуры 770°С с выдержкой в течение 3 часов, охлаждение на воздухе. Третий образец – согласно предполагаемому изобретению – заключается в гомогенизации: нагрев до температуры 1200°С, выдержка в течение 16 часов, охлаждение на воздухе до комнатной температуры; отжиге при температуре 650°С в течение 1 часа, охлаждение на воздухе; прокатке или ковке при температуре 680°С до степеней деформации не более 30% с обязательным подогревом до указанной температуры между проходами с охлаждением на воздухе; изотермическом отжиге при температуре 680°С в течение 300 часов с охлаждением на воздухе; отпуске при температуре 750°С в течение 3 часов с последующим охлаждением на воздухе.
Испытания на длительную прочность были проведены по стандарту ГОСТ 10145-62, результаты испытаний приведены в табл. 2. Как видно из таблицы 2, механические свойства стали, подвергнутой термомеханической обработке по заявляемому способу выше по сравнению со свойствами стали, подвергнутой традиционной термической обработке или согласно способу-прототипу. Отметим, что механические свойства стали, подвергнутой термомеханической обработке по способу-прототипу даже ниже, чем после традиционной термической обработки, что говорит о невозможности использования способа-прототипа к низкоуглеродистым сталям нового поколения.
Таблица 2. Результаты испытаний на длительную прочность образцов стали, подвергнутых различным способам термомеханической обработки (ТМО) при температурах 620°С и 650°С
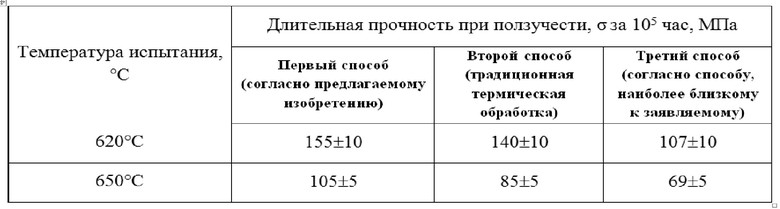
Если предел длительной прочности стали, подвергнутой традиционной термической обработке, при 650°С составляет  = 85±5 МПа, то предел длительной прочности стали, подвергнутой термомеханической обработке по предлагаемому способу, составляет
= 85±5 МПа, то предел длительной прочности стали, подвергнутой термомеханической обработке по предлагаемому способу, составляет  = 105±5 МПа, полученный с использованием параметра Ларсена-Миллера на основе испытаний, проведенных в течение 4×103 ч. Прирост предела длительной прочности составил 11% и 20% при 620°С и 650°С соответственно.
= 105±5 МПа, полученный с использованием параметра Ларсена-Миллера на основе испытаний, проведенных в течение 4×103 ч. Прирост предела длительной прочности составил 11% и 20% при 620°С и 650°С соответственно.
Таким образом, приведенные примеры доказывают, что поставленная задача по разработке способа термомеханической обработки жаропрочных сталей мартенситного класса с повышенными жаропрочными свойствами решена благодаря достижению заявленного технического результата - формированию дисперсии мелких стабильный равновесных частиц нитридов CrTaN (Z-фаза) со средним размером около 40 нм. Как видно из таблицы 2, свойства стали, подвергнутой термомеханической обработке, позволяют применять ее для изготовления элементов паровых турбин для энергетических установок с рабочей температурой пара до 650°C.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термомеханической обработки жаропрочной стали мартенситного класса | 2018 |
|
RU2688017C1 |
| СПОСОБ ОБРАБОТКИ ЖАРОПРОЧНОЙ МАРТЕНСИТНОЙ СТАЛИ | 2018 |
|
RU2696302C1 |
| ЖАРОПРОЧНАЯ СТАЛЬ МАРТЕНСИТНОГО КЛАССА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2014 |
|
RU2598725C2 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ СТАЛЕЙ МАРТЕНСИТНОГО КЛАССА | 2013 |
|
RU2520286C1 |
| Способ получения упрочненных цилиндрических заготовок из нержавеющей стали аустенитного класса | 2022 |
|
RU2787279C1 |
| Способ обработки хромомолибденовой стали перлитного класса | 2022 |
|
RU2788770C1 |
| Способ получения катаных полуфабрикатов из аустенитной коррозионностойкой стали | 2020 |
|
RU2735777C1 |
| Способ получения высокопрочного стального листа | 2023 |
|
RU2813064C1 |
| ДИНАМИЧЕСКИ СТОЙКАЯ СТАЛЬ И СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НЕЕ | 2011 |
|
RU2460823C1 |
Изобретение относится к области металлургии, в частности к способу термомеханической обработки жаропрочной низкоуглеродистой хромистой стали мартенситного класса, содержащей 9 мас.% Cr, применяемой в тепловой энергетической промышленности для изготовления оборудования тепловых и газовых турбин. Предлагаемый способ термомеханической обработки таких сталей позволит применить их для изготовления элементов котлов, паропроводов, пароперегревателей, роторов и лопаток паровых турбин энергетических установок с рабочими температурами до 630-650°C. Способ включает гомогенизацию стали, содержащей, мас.%: углерод 0,01, кремний 0,2, марганец 0,14, хром 9,0, кобальт 2,85, никель 0,08, вольфрам 1,84, тантал 0,34, титан 0,01, азот 0,016, бор 0,003, медь 2,0, сера 0,006, фосфор 0,008, алюминий 0,01, железо - остальное, при температуре 1200°С, выдержку в течение 16 ч, охлаждение на воздухе до комнатной температуры, отжиг при температуре 650°С в течение 1 ч, охлаждение на воздухе до комнатной температуры. Затем проводят прокатку или ковку при температуре 680°С до степеней деформации не более 30% с обязательным подогревом до указанной температуры между проходами с охлаждением на воздухе до комнатной температуры; изотермический отжиг при температуре 680°С в течение 300 ч с охлаждением на воздухе до комнатной температуры; отпуск при температуре 750°С в течение 3 ч с последующим охлаждением на воздухе до комнатной температуры. Технический результат заключается в повышении предела длительной прочности и предела ползучести стали до 20%, что позволит поднять рабочую температуру тепловых электростанций до 650°C, что на 20-40°C выше по сравнению с имеющимися аналогами. 2 ил., 2 табл.
Способ термомеханической обработки жаропрочных хромистых сталей мартенситного класса, включающий гомогенизацию с выдержкой в течение 16 ч и охлаждением на воздухе до комнатной температуры, прокатку или ковку, изотермический отжиг и отпуск в течение трех часов с охлаждением на воздухе, отличающийся тем, что гомогенизацию стали, содержащей, мас.%:
проводят при температуре 1200°С, после охлаждения проводят дополнительно отжиг при температуре 650°С в течение 1 ч и охлаждают на воздухе до комнатной температуры; затем проводят прокатку или ковку при температуре 680°С до степеней деформации не более 30% с обязательным подогревом до указанной температуры между проходами с последующим охлаждением на воздухе до комнатной температуры; после чего проводят изотермический отжиг при температуре 680°С в течение 300 ч с охлаждением на воздухе до комнатной температуры; отпуск проводят при температуре 750°С в течение 3 ч с последующим охлаждением на воздухе до комнатной температуры.
| Способ термомеханической обработки жаропрочной стали мартенситного класса | 2018 |
|
RU2688017C1 |
| ТКАЧЕВ Е.С | |||
| и др | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Уральская школа молодых металловедов: сборник материалов XX Международной научно-технической Уральской школы-семинара металловедов | |||
| Екатеринбург, Уральский федеральный университет имени первого Президента | |||

