Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к высокопрочным стальным листам, пригодным, например, для горячей штамповки, и более конкретно, относится к высокопрочному стальному листу с повышенными устойчивостью к замедленному разрушению и низкотемпературной ударной вязкостью. Настоящая заявка испрашивает приоритет японской патентной заявки № 2013-051953, поданной 14 марта 2013 года, содержание которой включено в настоящие описание посредством ссылки.
Уровень техники
[0002]
В промышленности, производящей транспортное оборудование, прилагаются значительные усилия, в общем и целом направленные на снижение массы транспортного средства, в том числе автомобиля, применением высокопрочных материалов. Однако в автомобильной промышленности с недавних пор проявилась тенденция к увеличению массы транспортного средства вследствие добавления более высоких характеристик безопасности при столкновениях и других новых функций. Постоянно возрастало применение высокопрочной листовой стали в попытках хотя бы частично компенсировать возрастание массы автомобильного кузова, а также повысить эффективность расхода топлива и снизить выбросы диоксида углерода.
[0003]
В стремлении к расширению применения высокопрочных стальных листов на передний план выходит такое существенное препятствие, как явление, называемое «ухудшением способности к сохранению формы», которое неизбежно возникает, когда возрастает прочность стального листа. Это явление в общем имеет отношение к такому обстоятельству, что становится затруднительным получать желательную форму вследствие упругого последействия после формования. Степень упругого последействия увеличивается по мере того, как стальной лист становится более прочным. Для разрешения этой проблемы предпринимались попытки изменять формы изделий или добавлять технологический процесс (например процесс правки давлением), который не был необходимым в случае материалов с низкой прочностью (которые являются превосходными или не создающими проблем в плане способности к сохранению формы).
[0004]
В качестве еще одного решения этой проблемы внимание привлек способ формования, называемый горячей штамповкой. При горячей штамповке стальной лист (формуемый материал) нагревают до предварительно заданной температуры (как правило, до аустенитной фазы) и делают прочность более низкой (то есть более легкой для формования). Затем стальной лист подвергают формованию с помощью штампов с более низкой температурой (например при комнатной температуре), чем температура формуемого материала. Этим путем материал легко подвергается формованию и быстро охлаждается (закаливается) с использованием этой разности температур, так что обеспечивается прочность изделия после формования.
[0005]
Горячая штамповка в недавние годы была повсеместно признана как полезная, и были исследованы возможности ее применения для широкого круга стальных деталей. Среди таких стальных деталей некоторые подвергаются воздействию суровых условий окружающей среды в отношении коррозионной стойкости, такие как детали нижней части автомобильного кузова, или некоторые другие имеют пробитые участки для возможности присоединения дополнительных деталей. Для таких стальных деталей устойчивость к замедленному разрушению, а также прочность изделий в качестве деталей рассматривались как одна из важных необходимых характеристик.
[0006]
Замедленное разрушение становится проблемой в условиях, когда предполагается усиленное проникновение водорода вследствие воздействия коррозионно-агрессивной окружающей среды, и/или остаточное напряжение, сохраняющееся на пробитом участке, становится значительным до степени, которая не является пренебрежимо малой.
[0007]
В общем и целом известно, что устойчивость стального листа к замедленному разрушению ухудшается, когда возрастает прочность стального листа. Ранее уже высказывались соображения в отношении некоторых стальных листов (изделий), имеющих прочность, повышенную при горячей штамповке.
[0008]
Например, патентный документ 1 раскрывает способ, имеющий отношение к стальному листу с характеристиками сопротивления замедленному разрушению. Для этой цели в стальной лист добавляют до предварительно заданной плотности один или более оксидов, сульфидов, и композитных кристаллов и композитных выделившихся фаз магния (Mg), каждый из которых имеет средний размер зерен в заданном диапазоне.
[0009]
Патентный документ 2 раскрывает способ повышения устойчивости к замедленному разрушению, в котором проводят пробивное перфорирование (прошивку) при высокой температуре (горячей обработкой) после нагрева для горячей штамповки и перед прессованием, и тем самым повышают качество перфорирования.
[0010]
Патентный документ 3 представляет способ получения стального листа с повышенной устойчивостью к замедленному разрушению, в котором в стальной лист вводят сложные Fe-Mn-оксиды, имеющие предварительно заданные размеры, при предварительно заданной плотности.
[0011]
Однако раскрытый в патентном документе 1 способ является не очень простым в исполнении даже для квалифицированных специалистов в этой области технологии. Необходимо, чтобы в стали присутствовал Mg, который с трудом внедряется в сталь, и требуется тщательный контроль содержащего Mg изделия.
[0012]
Предварительное условие способа, представленного в патентном документе 2, состоит в том, что операцию перфорирования выполняют во время горячей обработки. Однако результат неясен в случае, когда операцию перфорирования проводят после горячей штамповки, то есть, остаточное напряжение может сохраняться до степени, которой нельзя пренебречь.
[0013]
С другой стороны, раскрытый в патентном документе 3 способ является превосходным, поскольку в стали формируют центры эффективного улавливания водорода, для чего сочетают регулирование раскисления в ходе процесса получения стали с надлежащими условиями прокатки, и тем самым можно ожидать определенного положительного эффекта.
[0014]
Авторы настоящего изобретения многократно провели эксперименты для исследования механических свойств после горячего прессования стальных листов, полученных на основе Патентного Документа 3. Экспериментальные результаты показали определенный положительный эффект в отношении устойчивости к замедленному разрушению. Однако обнаружились проблемы в том, что низкотемпературная ударная вязкость была неудовлетворительной, и часто возникали дефекты литья, в особенности в случаях высокой концентрации С (углерода), при которых отлитый материал был непригоден к прокатке, или, если мог быть подвергнут прокатке, значительно падал выход получаемого продукта.
[0015]
Как было описано выше, фактически не найден способ, которым можно легко изготавливать стальные детали при удовлетворительной производительности, которые обработаны после горячей штамповки таким путем, что сохраняется остаточное напряжение, например, как в операции перфорирования, и которые имеют устойчивость к замедленному разрушению и в то же время низкотемпературную ударную вязкость.
Документы предшествующего уровня техники
Патентные документы
[0016]
Патентный документ 1: JP 2006-9116A.
Патентный документ 2: JP 2010-174291A.
Патентный документ 3: WO 2012/120692.
Сущность изобретения
Проблемы, разрешаемые изобретением
[0017]
В свете вышеизложенного, цель настоящего изобретения состоит в создании стального листа для горячей штамповки, который может быть изготовлен простым путем на существующем предприятии для производства стали с высокой производительностью, и который имеет повышенную устойчивость к замедленному разрушению и низкотемпературную ударную вязкость, даже если стальную деталь обрабатывают таким образом, что предполагается сохранение остаточного напряжения, как в операции перфорирования, после того, как проведено формование на установке для горячей штамповки.
Средства разрешения проблемы
[0018]
Авторы настоящего изобретения обстоятельно исследовали стальные листы для горячей штамповки, чтобы разрешить вышеупомянутые проблемы. Авторы настоящего изобретения использовали базовый способ, который позволяет внедрять в стальные листы оксид марганца (Mn), который может быть легко генерирован в стали, и дополнительно изучили проблемы, которые не удалось бы разрешить только с помощью базового способа.
[0019]
В частности, должны быть разрешены следующие две проблемы:
(А) Стальной лист, имеющий предел прочности при растяжении 1500 МПа или более, полученный после горячей штамповки, должен иметь содержание углерода 0,2% или более (в масс.%, далее выражение «%» по массе). Однако в углеродистой стали, имеющей высокую концентрацию углерода, сам углерод проявляет способность к раскислению, и в реакциях раскисления образуется СО, который формирует пузырьки в расплавленной стали. Пузырьки остаются в отлитых продуктах и склонны вызывать дефекты отливки.
[0020]
(В) Другая проблема, которую необходимо серьезно принимать в расчет, состоит в том, что, хотя эффективной мерой является диспергирование в стальном листе оксидов в качестве центров улавливания водорода, диспергирование оксидов может ухудшать низкотемпературную ударную вязкость в зависимости от форм и плотностей оксидов.
[0021]
Для разрешения проблемы (А) авторы настоящего изобретения исследовали способ ограничения связывания углерода с кислородом, в котором добавляют небольшое количество Si, и расценили, что концентрация Si, находящаяся в пределах диапазона, который был описан в патентном документе 1, является непригодной. Авторы настоящего изобретения также нашли, что формы включений (оксидов) могут быть трансформированы добавлением Si в предварительно заданной концентрации, что также эффективно для разрешения проблемы (В).
[0022]
Теперь настоящее изобретение, которое было выполнено в результате вышеуказанных исследований, будет обобщено, как представлено ниже.
[0023]
(1) Высокопрочный стальной лист, содержащий химические компоненты, в масс.%:
С: от 0,20 до 0,42,
Si: от 0,06 до 0,5,
Mn: от 0,2 до 2,2,
Cr: от 0,1 до 2,5,
В: от 0,0005 до 0,01,
О: от 0,0020 до 0,020,
Al: от 0,001 до 0,03,
Ti: от 0,001 до 0,05,
Nb: от 0 до 0,1,
Mo: от 0 до 1,0,
W: от 0 до 0,5,
V: от 0 до 0,5,
Ni: от 0 до 5,0,
Cu: от 0 до 1,0,
N: 0,1 или менее,
Р: 0,03 или менее,
S: 0,02 или менее и
остальное Fe и неизбежные примеси.
В стали присутствуют от 5×103 частиц на мм2 или более до 1×105 частиц на мм2 или менее оксидов марганца (Mn), имеющих максимальную длину от 1 мкм или более до 5 мкм или менее, и
присутствуют от 1,7×102 частиц на мм2 или более до 5×103 частиц на мм2 или менее сложных Mn-Si-оксидов, имеющих длину короткой оси 1 мкм или более, и длину в продольном направлении 10 мкм или менее.
[0024]
(2) Высокопрочный стальной лист согласно пункту (1), дополнительно содержащий один или более элементов, выбранных из группы, состоящей из, в масс.%:
Nb: от 0,01 до 0,1,
Mo: от 0,01 до 1,0,
W: от 0,01 до 0,5,
V: от 0,01 до 0,5,
Ni: от 0,01 до 5,0 и
Cu: от 0,01 до 1,0.
[0025]
(3) Высокопрочный стальной лист согласно пункту (1) или (2), причем стальной лист подвергнут холодной прокатке с обжатием от 35 до 70%.
[0026]
(4) Высокопрочный стальной лист согласно пункту (3), причем стальной лист снабжен покрытием.
[0027]
(5) Высокопрочный стальной лист согласно пункту (4), причем стальной лист имеет на своей поверхности образованный горячим погружением слой Al-покрытия, и на поверхности раздела между Al-слоем и стальным листом присутствует слой Fe-Al-Mn-Cr-В-сплава, имеющий толщину 1 мкм или более и 10 мкм или менее.
[0028]
(6) Высокопрочная деталь, в которой высокопрочный стальной лист согласно пункту (3) нагревают до температуры, при которой по меньшей мере в части стального листа происходит превращение в аустенитную фазу, и затем подвергают прессованию в штампах так, что в одном процессе проводятся формование и закалка.
[0029]
(7) Высокопрочная деталь, в которой высокопрочный стальной лист согласно пункту (4) или (5) нагревают до температуры, при которой по меньшей мере в части стального листа происходит превращение в аустенитную фазу, и затем подвергают прессованию в штампах так, что в одном процессе проводятся формование и закалка.
Результаты изобретения
[0030]
Стальной лист согласно настоящему изобретению может быть изготовлен на существующем предприятии для производства стали. Даже если стальной лист, который сформован на установке для горячей штамповки, подвергают обработке, такой как операция перфорирования, в которой предполагается сохранение остаточного напряжения, стальной лист по-прежнему имеет повышенные устойчивость к замедленному разрушению и низкотемпературную ударную вязкость. Таким образом, стальной лист согласно настоящему изобретению обеспечивает эффект расширения диапазона применимости (ассортимента используемых деталей) горячей штамповки.
Краткое описание чертежей
[0031]
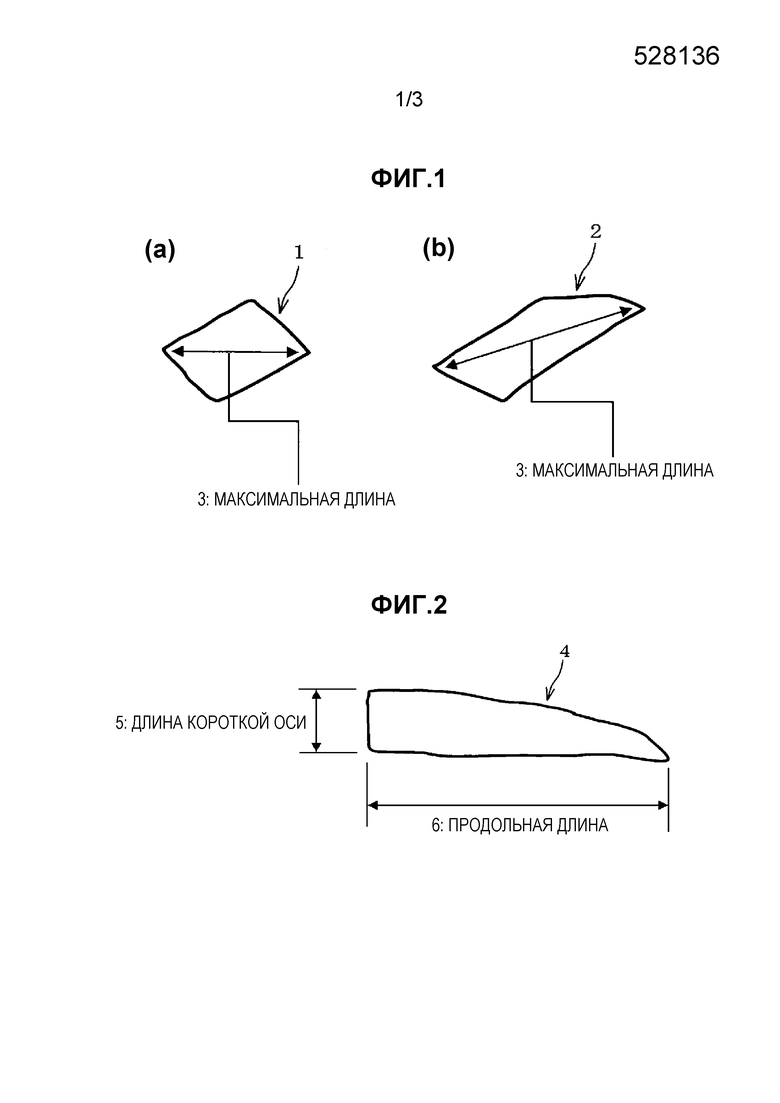
Фиг. 1 схематически иллюстрирует максимальную длину оксидов в стальном листе, причем (а) представляет оксид прямоугольной формы и (b) представляет многоугольный оксид.
Фиг. 2 схематически иллюстрирует длины по направлению короткой оси и в продольном направлении вытянутого оксида.
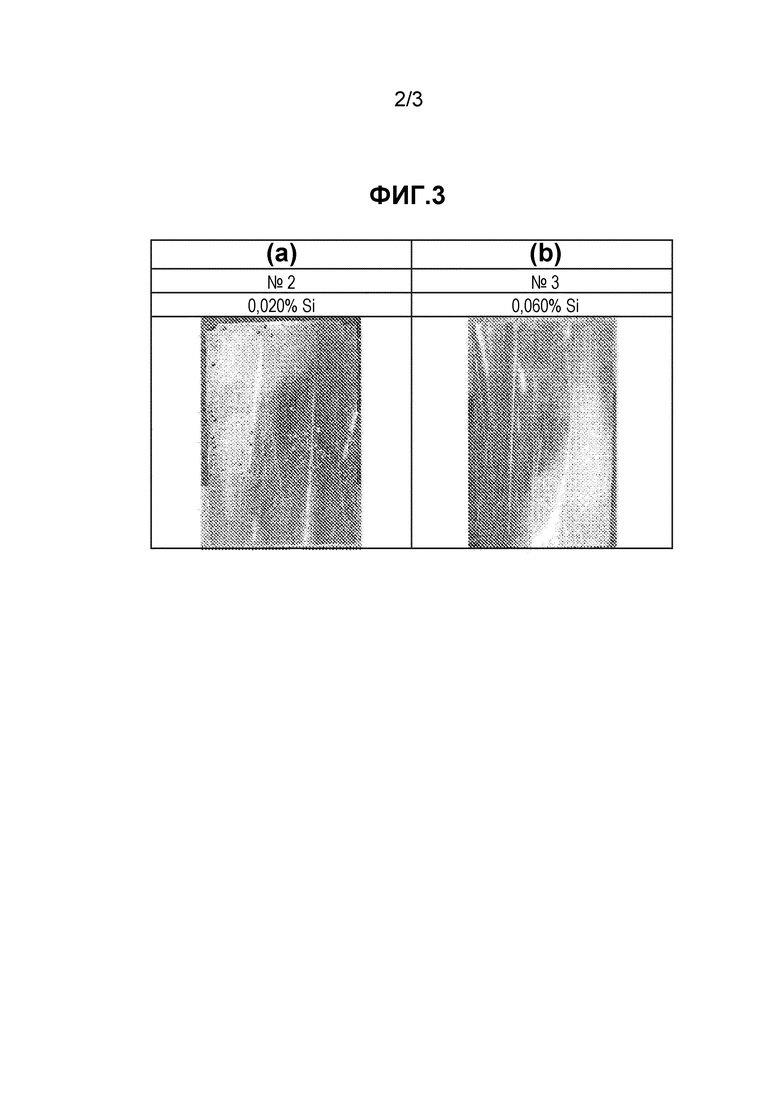
Фиг. 3 показывает фотографии, чтобы привести примеры вариаций дефектов в виде газовых пузырей в зависимости от различных уровней содержания Si.
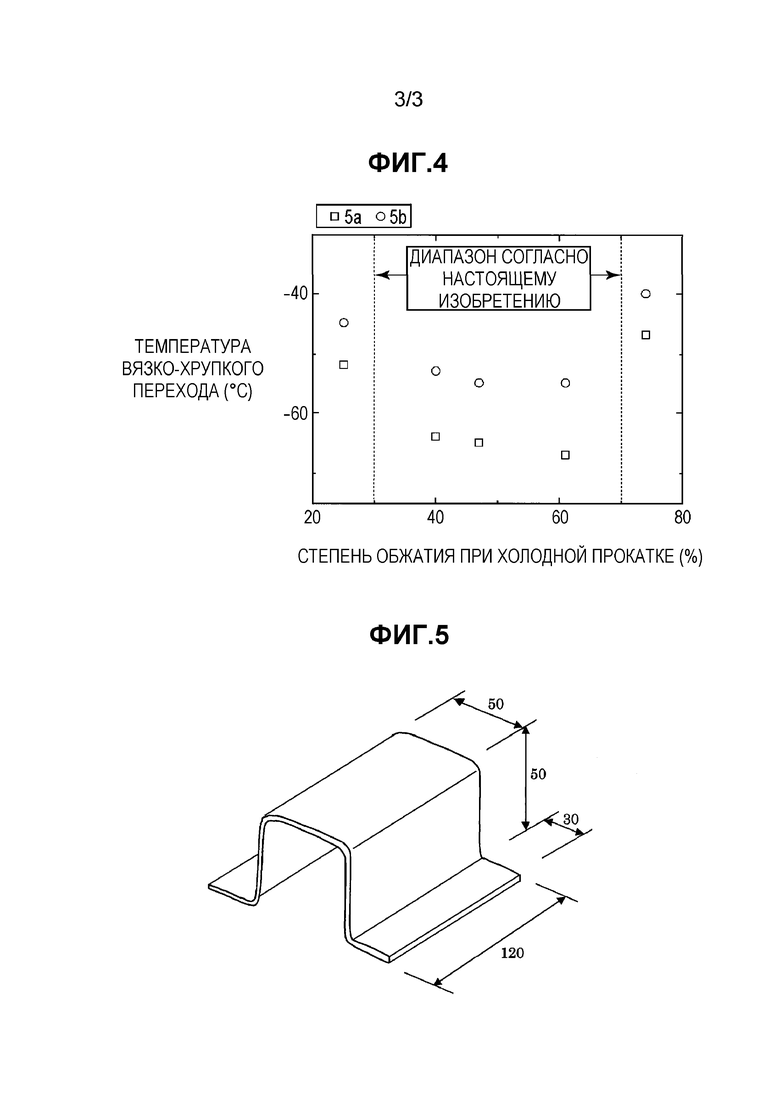
Фиг. 4 иллюстрирует соотношение между степенью (%) обжатия при холодной прокатке и температурой (°С) вязко-хрупкого перехода.
Фиг. 5 схематически иллюстрирует шляповидную форму, в которой числа представляют приблизительные размеры, выраженные в мм.
Варианты осуществления изобретения
[0032]
Теперь настоящее изобретение будет описано подробно.
[0033]
Сначала будут описаны обоснования введения ограничений на химические компоненты стального листа согласно настоящему изобретению, где «%» выражает «масс.%».
[0034]
<С: от 0,20 до 0,42%>
Углерод (С) является наиболее важным элементом для повышения прочности стального листа при горячей штамповке. Содержание С в стальном листе должно составлять 0,20% или более, чтобы получить прочность по меньшей мере около 1500 МПа. С другой стороны, если концентрация С превышает 0,42%, не может быть обеспечена низкотемпературная ударная вязкость стального листа, даже если применяется регулирование оксидов согласно настоящему изобретению. Соответственно этому, максимальную концентрацию С устанавливают на 0,42%. Для еще лучшей низкотемпературной ударной вязкости предпочтительно содержание 0,36% или менее.
[0035]
<Si: от 0,06 до 0,5%>
Кремний (Si) содействует ограничению образования пузырьков СО при раскислении углеродом (С), которые приводят к дефектам при литье. Авторы настоящего изобретения выполнили эксперименты по выплавке и разливке стали, которая содержит, в качестве основных компонентов состава, С: от 0,20 до 0,42%, Mn: от 1 до 1,5%, Cr: 0,2%, В: 0,0020%, и остальное количество: Fe, чтобы получить сталь, в которой диспергированы оксиды марганца (Mn). Результаты показали, что пузырьковые дефекты иногда образовывались на поверхности полученных отливок. Результаты также показали, что пузырьковые дефекты в отдельных случаях возникали при концентрации С от около 0,25%, и часто образовывались при содержании от 0,3% или выше. Существовали также глубинные дефекты в некоторых продуктах литья, которые, как определили авторы настоящего изобретения, были неприемлемыми для прокатки, даже если поверхность была обработана.
[0036]
Для разрешения этой проблемы авторы настоящего изобретения попытались добавлять небольшое количество Si (для раскисления кремнием (Si)). Si представляет собой элемент, который проявляет лучшую способность к раскислению, чем Mn, и меньшую склонность к агрегированию полученных оксидов, чем Al. В результате авторы настоящего изобретения нашли, что содержание Si на уровне 0,06% или выше полностью подавляет образование дефектов в виде газовых пузырьков. Соответственно этому, минимальную концентрацию Si регулируют на 0,06%. Для цели предотвращения пузырьковых дефектов нет ограничения в отношении верхнего предела. Однако чрезмерное образование оксидов приводит к ухудшению низкотемпературной ударной вязкости. Соответственно этому, допустимый верхний предел составляет 0,5%, предпочтительно 0,3% или менее и более предпочтительно 0,2% или менее.
[0037]
Количество Si представляет собой общую сумму Si, который формирует оксиды (в том числе сложные Si-Mn-оксиды) и Si, который растворяется в стали без связывания с кислородом. Si действует как раскисляющий элемент для ограничения образования СО-пузырьков, как было описано выше. Более того, авторы настоящего изобретения обнаружили, что Si формирует сложные оксиды с Mn, и оксиды эффективно содействуют повышению низкотемпературной ударной вязкости, что также должно быть включено в сущность настоящего изобретения.
[0038]
<Mn: от 0,2 до 2,2%>
Марганец (Mn) является наиболее важным элементом для настоящего изобретения. Оксиды марганца (Mn) весьма важны не только для действия в качестве центров улавливания водорода, но и как служащие для образования сложных оксидов с Si. Сложные оксиды с Si исключительно важны для обеспечения низкотемпературной ударной вязкости. Этот эффект проявляется, когда концентрация Mn составляет 0,2% или более. Однако этот эффект становится насыщенным, и возрастает опасность ухудшения механических характеристик вследствие ликвации при затвердевании, когда концентрация Mn превышает 2,2%. Поэтому верхний предел концентрации Mn устанавливают на 2,2%, предпочтительно на 2,0% и более предпочтительно на 1,8%.
[0039]
<Cr: от 0,1 до 2,5%>
Хром (Cr) проявляет действие, состоящее в повышении закаливаемости, и тем самым содержится в стальном листе. Эффект становится заметным при содержании 0,1% или более. Однако эффект становится насыщенным при концентрации, превышающей 2,5%, и тем самым верхний предел регулируют на 2,5%, предпочтительно на 2,0% и более предпочтительно на 1,8%.
[0040]
<В: от 0,0005 до 0,01%>
Как и хром (Cr), бор (В) действует для улучшения закаливаемости, и поэтому содержится в стальном листе. Эффект становится заметным при содержании 0,0005% или более. Чрезмерно высокая концентрация ухудшает обрабатываемость при горячей обработке и пластичность, и тем самым верхний предел регулируют на 0,01%. Чтобы дополнительно улучшить закаливаемость и ограничить ухудшение обрабатываемости при горячей обработке и ухудшение пластичности, концентрация В предпочтительно составляет от 0,0010 до 0,007%.
[0041]
<О: от 0,0020 до 0,020%>
Кислород (О) представляет собой элемент, обязательный для образования оксидов. Оксиды являются исключительно важными для формирования центров улавливания водорода и для влияния на низкотемпературную ударную вязкость, и тем самым должны надлежащим образом контролироваться. Когда концентрация составляет менее 0,0020%, плотность оксидов является недостаточной. Если она составляет свыше 0,02%, укрупнение оксидов может приводить к ухудшению механических характеристик. Поэтому пределы содержания кислорода регулируют на описанный выше диапазон.
[0042]
<Al: от 0,001 до 0,03%>
Алюминий (Al) представляет собой элемент с сильным раскисляющим действием, и должен тщательно регулироваться. Содержание Al в концентрации, превышающей 0,03%, затрудняет обеспечение предварительно заданных количеств Mn-оксида, который эффективен для устойчивости к замедленному разрушению, и сложного Mn-Si-оксида, который важен для обеспечения низкотемпературной ударной вязкости. Соответственно этому, верхний предел регулируют на 0,03% и предпочтительно на 0,01%. Нижний предел устанавливают на 0,001%, поскольку любая концентрация ниже 0,001% будет приводить к слишком высоким затратам в процессе производства стали.
[0043]
<Ti: от 0,001 до 0,05%>
Титан (Ti) представляет собой элемент, который имеет способность к раскислению и оказывает влияние на формирование Mn-оксидов и сложных Mn-Si-оксидов. Содержание Ti нужно регулировать до концентрации 0,05% или менее и предпочтительно 0,03% или менее. Нижний предел устанавливают на 0,001%, поскольку любая концентрация менее 0,001% будет обусловливать слишком высокие затраты в процессе производства стали.
[0044]
Далее будут пояснены избирательно добавляемые компоненты, как описано ниже.
<Nb: от 0 до 0,1%>
Содержание ниобия (Nb) может быть уместным, поскольку добавление Nb проявляется в измельчении кристаллических зерен и улучшении ударной вязкости. Этот эффект проявляется при содержании 0,01% или более. Для получения такого эффекта желательно регулировать нижний предел на 0,01%. Верхний предел устанавливают на 0,1%, поскольку эффект насыщается при концентрации, превышающей 0,1%.
[0045]
Один или более из <Mo: от 0 до 1,0%>, <W: от 0 до 0,5%> и <V: от 0 до 0,5%>
Каждый из этих элементов проявляет действие в улучшении закаливаемости, и может содержаться надлежащим образом. Эффект для каждого элемента становится заметным при содержании 0,01% или более. Каждый элемент является дорогостоящим, и тем самым верхний предел предпочтительно регулируют на концентрацию, при которой эффект становится насыщенным, то есть 1,0% для Mo и 0,5% для W и V.
[0046]
<Ni: от 0 до 5,0%>
Никель (Ni) представляет собой элемент, который проявляет действие, состоящее в улучшении закаливаемости, и может эффективно использоваться. Эффект становится заметным при содержании 0,01% или более. Ni является дорогостоящим элементом, и верхний предел регулируют на концентрацию, при которой эффект становится насыщенным, то есть 5,0%. Желательно вводить Ni вместе с Cu, поскольку Ni действует так, что ограничивает ухудшение качества поверхности горячекатаного стального листа, обусловленное добавлением Cu, как описывается ниже.
[0047]
<Cu: от 0 до 1,0%>
Медь (Cu) проявляет эффект повышения прочности стального листа при добавлении 0,01% или более. Однако добавление слишком большого количества приводит к ухудшению качества поверхности горячекатаного стального листа. Соответственно этому, верхний предел устанавливают на 1,0%.
[0048]
Остальной компонент в настоящем изобретении, иной, нежели вышеуказанные элементы, представляет собой Fe. Допустимо присутствие неизбежных примесей, попадающих из расплавленных материалов, таких как лом, и из огнеупорных материалов. Типичные примеси перечислены ниже.
[0049]
<N: 0,1% или менее>
Азот (N) легко связывается с Ti и В, и его содержание необходимо регулировать до уровня концентрации, которая не будет снижать эффекты, ожидаемые от введения Ti и В. Допустимый уровень концентрации составляет 0,1% или менее, и предпочтительно 0,01% или менее. Желательно регулировать нижний предел на 0,0010%, поскольку любая концентрация менее необходимого уровня будет обусловливать слишком высокие затраты на процесс производства стали.
[0050]
<Р: 0,03% или менее>
Фосфор (Р), который содержится в качестве примеси, оказывает негативное влияние на обрабатываемость при горячей обработке, и тем самым должен быть ограничен до содержания 0,03% или менее. Предпочтительно ограничивать Р до настолько низкого содержания, насколько возможно. Однако желательно регулировать нижний предел до 0,001%, поскольку любая концентрация менее такого уровня будет обусловливать слишком высокие затраты в процессе производства стали.
[0051]
<S: 0,02% или менее>
Сера (S), которая содержится в качестве примеси, оказывает негативное влияние на механические свойства, в том числе обрабатываемость при горячей обработке, пластичность и ударную вязкость, и тем самым должна быть ограничена до содержания 0,02% или менее. Предпочтительно ограничивать S до настолько низкого содержания, насколько возможно. Однако желательно регулировать нижний предел до 0,0001%, поскольку любая концентрация менее такого уровня будет обусловливать слишком высокие затраты в процессе производства стали.
[0052]
Теперь будут описаны обоснования введения ограничений на Mn-оксид и сложный Mn-Si-оксид.
[0053]
В отношении Mn-оксида, сам оксид и полость, сформированная вокруг оксида во время холодной прокатки, становятся центром улавливания водорода в стальном листе, сообразно чему достигается повышенная устойчивость к замедленному разрушению. Следовательно, Mn-оксид должен быть диспергирован с предварительно заданной плотностью. Как будет показано в примерах, эффект четко не проявляется, если содержание оксидов составляет менее 5×103 частиц на мм2. С другой стороны, с позиции устойчивости к замедленному разрушению, нет необходимости в регулировании верхнего предела плотности. Однако верхний предел плотности регулируют на 1×105 частиц на мм2, чтобы избежать негативного влияния на механические характеристики, включающие пластичность и ударную вязкость.
[0054]
Для идентификации Mn-оксида применяли анализ на основе энергодисперсионной рентгеновской спектроскопии (EDS) с использованием сканирующего электронного микроскопа (SEM). Объект, в котором одновременно детектировали Mn и О (кислород), рассматривался как Mn-оксид. Если максимальная длина анализируемого объекта составляет менее 1 мкм, достаточная точность анализа не обеспечивается. Соответственно этому, нижний предел максимальной длины Mn-оксида устанавливали на 1 мкм или крупнее. С позиции устойчивости к замедленному разрушению, нет необходимости в установлении верхнего предела размера оксида. Однако верхний предел размера устанавливают на 5 мкм или менее, во избежание негативного влияния на механические характеристики, такие как пластичность и ударная вязкость. Со ссылкой на фиг. 1, которая схематически иллюстрирует формы оксидов, максимальная длина 3 оксида, как используемого здесь, обозначена самой длинной диагональю имеющего прямоугольную форму оксида 1 или многоугольного оксида 2.
[0055]
Согласно исследованию авторов настоящего изобретения, Mn-оксид имеет либо прямоугольную, либо многоугольную форму, и сохраняет форму после холодной прокатки. Напротив, сложный Mn-Si-оксид имеет способность вытягиваться при холодной прокатке. Вероятно, что дисперсия умеренно вытянутых сложных Mn-Si-оксидов в стали содействует обеспечению низкотемпературной ударной вязкости. Как применяемый здесь, термин «вытянутый сложный Mn-Si-оксид» имеет отношение к оксиду, имеющему длину в продольном направлении, которая приблизительно в 3 раза или более превышает длину короткой оси. Диспергированные в стальном листе включения были исследованы EDS-анализом с использованием SEM. Включения, в которых в одно и то же время детектировали Mn, Si и О (кислород), рассматривались как сложные Mn-Si-оксиды. Для достоверности анализа объект должен иметь размеры с длиной короткой оси 1 мкм или более. На этом основании нижний предел размера сложного Mn-Si-оксида устанавливали на длину короткой оси 1 мкм. Из соображений обеспечения достоверности анализа, нет необходимости в установлении верхнего предела длины короткой оси. Однако верхний предел длины короткой оси устанавливают на 3 мкм, предпочтительно 2 мкм, во избежание ухудшения механических свойств (таких как относительное удлинение и ударная вязкость). Для цели обеспечения ударной вязкости, нет необходимости в установлении верхнего предела продольной длины. Однако верхний предел продольной длины устанавливают на 10 мкм, предпочтительно 5 мкм, чтобы избежать ухудшения пластичности, которое возникает, если размер является слишком большим (слишком длинным). Как схематически иллюстрировано на фиг. 2, длина 5 короткой оси и продольная длина 6, как используемые здесь, соответственно относятся к длине 5 по направлению короткой оси (длина короткой оси) и длине 6 в продольном направлении (продольная длина) вытянутого сложного Mn-Si-оксида 4.
[0056]
Как будет показано в примерах, сложные Mn-Si-оксиды должны содержаться в количестве 1,7×102 частиц на мм2. Плотность менее этого числа не обеспечивает повышенной низкотемпературной ударной вязкости. С другой стороны, если сложные Mn-Si-оксиды присутствуют в количестве более 5×103 частиц на мм2, значительно ухудшается пластичность по направлению перпендикулярно направлению прокатки, и тем самым верхний предел регулируют на 5×103 частиц на мм2.
[0057]
Процедура определения плотности оксидов является следующей: подсчитывали число (совокупное) целевых оксидов внутри полей зрения с использованием SEM с 3000-кратными увеличениями и 10 полями зрения. Одно поле имеет размеры около 40 мкм на 30 мкм. Число оксидов на площади 1,2×104 мкм2 (то есть 40×30×10) преобразовывали в плотность на квадратный миллиметр (мм2).
[0058]
Теперь будет описан способ получения стального листа согласно настоящему изобретению.
[0059]
Стальной лист согласно настоящему изобретению получают способом, в котором проводят выплавку стали, литье, горячую прокатку, холодную прокатку и отжиг, на основе традиционных технологий. Также может быть проведено нанесение покрытия. Сталь может быть получена и разлита в соответствии с текущими условиями изготовителя в плане используемых материалов (концентрации примесей), объема выпуска каждого элемента и так далее. Например, сталь изготавливают из материалов, не содержащих Si при нормальной процедуре, и Si добавляют в сталь, и затем сталь подвергают литью после предварительно заданного периода времени.
[0060]
Как будет разъяснено в примерах, плотность Mn-оксидов снижается по мере того, как становится более длительным время между добавлением Si и разливкой стали. Напротив, плотность сложных Mn-Si-оксидов возрастает по мере того, как становится более длительным время, прошедшее между добавлением Si и разливкой стали. Надлежащий диапазон времени, истекшего между добавлением Si и разливкой стали, составлял от 35 до 145 секунд при использовании маломасштабной плавильной печи, которую использовали авторы настоящего изобретения. Однако продолжительность может быть отрегулирована в соответствии с текущими условиями применяемой установки. С позиции производительности, желательным является непрерывное литье.
[0061]
Например, для горячей прокатки могут быть использованы следующие параметры: температура от 1200 до 1250°С для нагрева отливки, степень обжатия от 50 до 90% для черновой прокатки, степень обжатия от 60 до 95% для чистовой прокатки и температура конечной прокатки около 900°С.
[0062]
Очень важной является степень обжатия холодной прокатки при холодной прокатке, которая должна составлять от 35% до 70%. Прокатка со степенью обжатия 35% или более требуется для создания полости вокруг Mn-оксида и для надлежащего вытягивания и деформирования сложного Mn-Si-оксида. Однако, если степень обжатия является слишком высокой, однажды образованная полость вокруг Mn-оксида разрушается и исчезает. Более того, вытянутый и деформированный сложный Mn-Si-оксид расщепляется и более не может влиять на ударную вязкость. Поэтому необходимо регулировать верхний предел на 70%.
[0063]
Желательно регулировать температуру отжига холоднокатаного стального листа на величину от 700 до 850°С. Однако температура может быть отрегулирована на значение менее 700°С или на уровень выше 850°С, чтобы получить продукт, отличающийся уникальной механической характеристикой. Из соображений производительности желателен отжиг в непрерывном режиме.
[0064]
Стальной лист может представлять собой стальной лист, покрытый Al, Zn или тому подобным, после отжига. С позиции производительности, желательно проведение отжига и нанесения покрытия в виде одной непрерывной операции. Оцинкованный стальной лист может быть нагрет для преобразования слоя покрытия в Fe-Zn-сплав. В случае Al-покрытого стального листа, на поверхности раздела между слоем Al покрытия и базовым стальным листом формируется слой Fe-Al-Mn-Cr-В-сплава. Для Al-покрытого стального листа перенос водорода из слоя Al-покрытия в базовый стальной лист ограничивается, поскольку между слоем Al-покрытия и базовым стальным листом сформирован слой Fe-Al-Mn-Cr-В-сплава. Между прочим, согласно настоящему изобретению, в этом слое сплава на стальном листе почти не содержится Si. Это обусловливается тем, что большинство добавленного Si расходуется на восстановление Mn-оксидов с образованием сложных Mn-Si-оксидов в таком состоянии концентрации кислорода, что Mn-оксиды и сложные Mn-Si-оксиды генерируются, как в настоящем изобретении, и тем самым Si почти не содержится в слое Fe-Al-Mn-Cr-В-сплава на поверхности раздела между слоем Al-покрытия и базовым стальным листом.
[0065]
Отожженный и снабженный покрытием стальной лист (мелкосортный прокат) может быть подвергнут дрессировке и листоправильной обработке. Результирующую деформацию предпочтительно регулируют на уровне 10% или менее.
[0066]
Из полученного стального листа согласно настоящему изобретению высокопрочная деталь изготавливается горячей штамповкой, при которой формирование и закалка проводятся, например, как один процесс. При изготовлении высокопрочной детали стальной лист (заготовку), который был разрезан для придания заданных размеров согласно требованиям, нагревают и затем подвергают прессованию в штампах. Для нагрева может быть применен такой способ, как нагрев в печи, электрический нагрев, индукционный нагрев, и так далее. Температуру, до которой нагревают всю заготовку целиком, как правило, настраивают на уровень для аустенитной фазы. До уровня аустенитной фазы может быть нагрета только часть заготовки, чтобы придать детали особенное свойство. Охлаждение в штампах, как правило, проводится со скоростью охлаждения, которая обеспечивает возможность превращения части, которая была нагрета до уровня для аустенитной фазы, в мартенситную фазу. Однако для придания детали особенного свойства скорость охлаждения может быть отрегулирована на более медленную, чтобы часть, которая была нагрета до уровня для аустенитной фазы, не претерпевала превращения в мартенситную фазу.
[0067]
Устойчивость к замедленному разрушению стального листа оценивали проведением испытаний на перфорирование с различными зазорами и обследованием на предмет наличия или отсутствия растрескивания на участке стенки каждого пробитого отверстия.
[0068]
Более конкретно, пробивали отверстие с диаметром (ϕ) 10 мм сквозь стальной лист с толщиной t (мм). Диаметр Dp пробойника был постоянно установлен на 10 мм. Внутренний диаметр Di матрицы варьировали в диапазоне величины зазора от 5 до 30%, где зазор рассчитывали из выражения (Di-Dp)/2t×100. Затем проводили обследование на наличие или отсутствие трещин на участке стенки отверстия. Стальной лист, в котором образование трещин не наблюдалось, определяли как имеющий повышенную устойчивость к замедленному разрушению. Число пробитых отверстий для зазора каждого типа составляло 5 или более, и обследовались все стенки отверстий.
[0069]
Ударную вязкость оценивали с использованием испытания на ударную вязкость по Шарпи в соответствии с Японским промышленным стандартом JIS Z 2242. Испытательный образец готовили в соответствии с испытательным образцом № 4, регламентированным в стандарте JIS Z 2202. Толщина испытательного образца была такой же, как толщина экземпляра, из которого он был отобран.
[0070]
Испытания проводили в диапазоне температур от -120°С до 20°С, и температуру вязко-хрупкого перехода определяли на основе изменений величины поглощенной энергии.
ПРИМЕРЫ
Пример 1
[0071]
Эксперименты по плавке и литью сырьевых материалов провели с использованием маломасштабной плавильной печи. Химические компоненты корректировали так, чтобы содержание составляло С: 0,36%, Mn: 1,3%, Р: 0,02%, S: 0,004%, Cr: 0,2%, В: 0,0025%, Ti: 0,01%, Al: 0,002%, N: 0,003%, О: 0,0150%, и остальное количество: Fe и неизбежные примеси.
[0072]
Затем добавили предварительно заданное количество Si к расплавленным материалам, которые были разлиты в литейную форму, имеющую внутренние размеры (в миллиметрах) 110×220×400 (максимальная высота) через 90 секунд после добавления Si. Количество добавленного Si варьировали от 0 (без добавления) до 0,3%. Концентрацию рассчитывали при допущении, что весь добавленный Si оставался в полученной отливке. Затвердевшие поверхности (две стороны) полученной отливки, имеющие размеры 220 на 400, равномерно прошлифовывали на 5 мм, и обследовали на образование дефектов, обусловленных пузырьками. Затем полученную отливку подвергли горячей прокатке с сокращением толщины от 110 мм до 30 мм. Горячекатаный материал проанализировали для определения концентрации основных компонентов. Результаты обобщены в таблице 1.
[0073]
[0074]
Большое количество дефектов в виде газовых раковин наблюдалось в образце № 1, к которому Si не добавляли (концентрация была менее 0,001%), и в образце № 2, к которому добавляли 0,02% Si (концентрация составляла 0,020%). Напротив, пузырьковые дефекты не обнаруживались в образцах №№ 3, 4 и 5, в каждом из которых содержание Si составляло 0,06% или более. Состояния поверхностей образцов № 2 и № 3 для контраста показаны на фиг. 3(а) и фиг. 3(b), соответственно.
[0075]
Образцы № 1 и № 2 начинали растрескиваться во время прокатки, что сделало затруднительным прокатку до толщины менее 30 мм. Напротив, никаких проблем не обнаружилось в отношении пригодности к прокатке образцов от № 3 до № 5, которые были последовательно подвергнуты прокатке вплоть до толщины 2 мм без проблем (эта прокатка соответствует чистовой прокатке). Стало очевидным, что можно было полностью подавить дефекты литья тем же путем для других концентраций С, нежели в этом примере, если Si добавляли в количестве 0,06% или более.
Пример 2
[0076]
Сырьевые материалы плавили с использованием маломасштабной плавильной печи, и химические компоненты скорректировали до содержания С: 0,3%, Mn: 1,3%, Р: 0,02%, S: 0,004%, Cr: 0,2%, В: 0,0020%, Ti: 0,01%, Al: 0,002%, N: 0,004%, О: 0,0150%, и остальное количество: Fe и неизбежные примеси.
[0077]
Затем к расплавленной стали добавляли Si до концентрации 0,15%. Расплавленную сталь выпускали в литейную форму, что повторили 5 раз с интервалами в 30 секунд после добавления Si.
[0078]
Каждую полученную отливку нагревали до температуры 1250°С и подвергали горячей прокатке для получения горячекатаного стального листа с толщиной 2,8 мм, с температурой доводки 900°С и температурой намотки в рулон 600°С. Горячекатаный стальной лист подвергали холодной прокатке после декапирования, и получали холоднокатаный стальной лист с толщиной 1,4 мм.
[0079]
Результаты анализа на химические компоненты холоднокатаных стальных листов показаны в таблице 2. Каждый из стальных листов, имеющих численные обозначения 2а-1, 2а-2, 2а-3, 2а-4 и 2а-5, находится в пределах диапазона компонентов согласно настоящему изобретению.
[0080]
Холоднокатаные стальные листы погружали в солевую баню и подвергали отжигу при температуре 800°С в течение 1 минуты, и получали стальные листы для горячей штамповки.
[0081]
Горячую штамповку проводили согласно следующей процедуре: каждый стальной лист для горячей штамповки выдерживали при температуре 900°С в течение 5 минут, и затем немедленно подвергали прессованию, и выдерживали в течение 30 секунд в паре охлаждаемых водой верхней и нижней плит штампа.
[0082]
С использованием SEM обследовали поперечное сечение каждого подвергнутого горячей штамповке образца (далее называемого HS-образцом), которое проводили параллельно направлению холодной прокатки. Размер и плотность как Mn-оксидов, так и сложных Mn-Si-оксидов измеряли вышеупомянутыми методами.
[0083]
Также измеряли твердость по Виккерсу в поперечном сечении каждого HS-образца параллельно направлению холодной прокатки. Твердость по Виккерсу измеряли в целом в 10 точках, в том числе в 5 точках, расположенных на одной четверти толщины, и 5 точках на трех четвертях толщины от одной поверхности HS-образца. Результаты 10 измерений усредняли для получения твердости поверхности поперечного сечения. Испытательная нагрузка, прилагаемая к индентору, составляла 1 кгс.
[0084]
Из каждого из HS-образцов отбирали испытательный образец с размером 100 мм на 100 мм для оценки устойчивости к замедленному разрушению, и испытательный образец для испытания по Шарпи.
[0085]
Отверстие диаметром (ϕ) 10 мм пробивали с центром отверстия, совпадающим с точкой пересечения диагоналей испытательного образца величиной 100 мм на 100 мм. Зазоры составляли 8,9% (диаметр (ϕ) 10,25 мм), 12,5% (диаметр (ϕ) 10,35 мм), 21,4% (диаметр (ϕ) 10,60 мм) и 28,6% (диаметр (ϕ) 10,80 мм), где число в скобках показывает внутренний диаметр каждой матрицы. Число перфораций составляло по 5 на каждый зазор. Подробно обследовали поверхность стенки каждого пробитого отверстия для выявления наличия или отсутствия трещин.
[0086]
Что касается испытательных образцов для испытания по Шарпи, продольное направление каждого испытательного образца ориентировали параллельно направлению холодной прокатки.
[0087]
Испытания по Шарпи проводили при температурах испытания 20°С, 0°С, -20°С, -40°С, -60°С, -80°С, -100°С и -120°С, и определяли температуру вязко-хрупкого перехода на основе изменений величины поглощенной энергии.
[0088]
Результаты описанных выше испытаний приведены совместно в таблице 3.
[0089]
Не был обнаружен Mn-оксид, имеющий максимальную длину, превышающую 5 мкм. Кроме того, не был обнаружен сложный Mn-Si-оксид, имеющий продольную длину, превышающую 10 мкм. Максимальная длина детектированных Mn-оксидов и длина короткой оси детектированных сложных Mn-Si-оксидов в обоих случаях составляли 1 мкм или более.
[0090]
По наблюдениям, плотность Mn-оксидов снижалась по мере того, как становилось более длительным время, прошедшее между добавлением Si и разливкой, тогда как плотность сложных Mn-Si-оксидов возрастала.
[0091]
Такие изменения плотностей оксидов хорошо согласуются с изменениями концентраций Si и О среди химических компонентов холоднокатаного стального листа, и тем самым могут быть объяснены развитием раскисления кремнием (Si).
Более конкретно:
(1) Si-оксиды всплывают в верхнюю часть расплавленной стали, приводя к более низкой концентрации Si в стальном листе;
(2) концентрация кислорода (О) снижается в стальном листе вследствие раскисления кремнием (Si);
(3) Mn-оксиды, которые сформировались перед добавлением Si, восстанавливаются кремнием (Si), и их плотность снижается; и
(4) некоторые Mn-оксиды замещаются сложными Mn-Si-оксидами.
Хотя пункты (3) и (4) представляют собой возможные реакции, их подробности неясны.
[0092]
Найдено, что результаты испытаний на перфорирование непосредственно согласуются с плотностью Mn-оксидов. Более конкретно, в то время как растрескивание не наблюдалось при зазоре любой величины, если плотность составляла 5,0×103 частиц на мм2 или более, образование трещин обнаруживалось при любом зазоре, если плотность была 4,9×103 частиц на мм2. Следовательно, нижний предел плотности Mn-оксидов, эффективной для ограничения замедленных разрушений, установили на 5×103 частиц на мм2.
[0093]
Было обнаружено, что температура вязко-хрупкого перехода напрямую согласуется с плотностью сложных Mn-Si-оксидов. Другими словами, стало очевидным, что в то время как эта температура была более или менее вблизи -65°С, если плотность составляла 1,7×102 частиц на мм2 или более, то, если плотность составляла 83 частицы на мм2, температура была -35°С, то есть низкотемпературная ударная вязкость значительно ухудшалась. Таким образом, нижний предел плотности сложных Mn-Si-оксидов, эффективной для обеспечения низкотемпературной ударной вязкости, установили на 1,7×102 частиц на мм2.
[0094]
Единицей содержания химических компонентов является «масс.%».
[0095]
О: не наблюдалось
×: наблюдалось
Подчеркнутое значение выходит за пределы диапазона согласно настоящему изобретению.
Пример 3
[0096]
Сырьевые материалы плавили с использованием маломасштабной плавильной печи, и химические компоненты отрегулировали на содержание: С: 0,36%, Mn: 1,2%, Р: 0,01%, S: 0,002%, Cr: 0,2%, В: 0,0025%, Ti: 0,02%, Al: 0,002%, N: 0,003%, О: 0,0160%, и остальное количество: Fe и неизбежные примеси. Затем к расплавленной стали добавляли Si до концентрации 0,16%. Расплавленную сталь разливали в 5 литейных форм через 20 секунд после добавления Si, с кратковременными интервалами между разливками. Полученные отливки нагревали до температуры 1200°С и подвергали горячей прокатке с образованием горячекатаных стальных листов с толщиной 2,8 мм, с температурой доводки от 900 до 910°С и температурой намотки в рулон 600°С. Горячекатаные стальные листы подвергали холодной прокатке после декапирования, и получали холоднокатаные стальные листы с толщиной 1,4 мм. Результаты анализа химических компонентов холоднокатаных стальных листов показаны в таблице 4. Каждый из стальных листов, имеющих численные обозначения 3а-1, 3а-2, 3а-3, 3а-4 и 3а-5, находится в пределах диапазона компонентов согласно настоящему изобретению.
[0097]
Холоднокатаные стальные листы погружали в солевую баню и подвергали отжигу при температуре 780°С в течение 1 минуты, и получали стальные листы для горячей штамповки. Горячую штамповку проводили согласно следующей процедуре: каждый стальной лист для горячей штамповки выдерживали при температуре 900°С в течение 5 минут, и затем немедленно подвергали прессованию, и выдерживали в течение 30 секунд в паре охлаждаемых водой верхней и нижней плит штампа. С использованием SEM обследовали поперечное сечение каждого HS-образца, которое проводили параллельно направлению холодной прокатки, и измеряли вышеупомянутыми методами размер и плотность как Mn-оксидов, так и сложных Mn-Si-оксидов.
[0098]
Также измеряли твердость по Виккерсу в поперечном сечении каждого HS-образца параллельно направлению холодной прокатки. Точки измерения и условия измерений были такими же, как в примере 2. Оценивали устойчивость к замедленному разрушению HS-образцов (наблюдение растрескивания на поверхности пробитых отверстий) и низкотемпературную ударную вязкость (определение температуры вязко-хрупкого перехода с помощью испытания по Шарпи). Метод и условия являются такими же, как в примере 2. Результаты испытаний приведены совместно в таблице 5.
[0099]
Не был обнаружен Mn-оксид, имеющий максимальную длину 5 мкм или более. Кроме того, не обнаружен сложный Mn-Si-оксид, имеющий продольную длину, превышающую 10 мкм. Была показана такая же тенденция, как в примере 2, в соотношении между плотностью Mn-оксидов, а также плотностью сложных Mn-Si-оксидов, и временем, прошедшим между добавлением Si и разливкой. Стало очевидно, что, если время, прошедшее между добавлением Si и разливкой, составляло от 35 до 145 секунд, плотности как Mn-оксидов, так и сложных Mn-Si-оксидов находились в пределах диапазона согласно настоящему изобретению, и, следовательно, были получены стальные листы, имеющие повышенные устойчивость к замедленному разрушению и низкотемпературную ударную вязкость.
[0100]
Единицей содержания химических компонентов является «масс.%».
[0101]
О: не наблюдалось
×: наблюдалось
Подчеркнутое значение выходит за пределы диапазона согласно настоящему изобретению.
Пример 4
[0102]
Сырьевые материалы плавили с использованием маломасштабной плавильной печи, и получали многочисленные отливки с различными химическими компонентами. Заданные химические компоненты были в следующих диапазонах: С: от 0,2 до 0,43%, Mn: от 0,2 до 2,2%, Р: 0,02% или менее, S: 0,004% или менее, Cr: от 0,1 до 2,5%, В: от 0,0020 до 0,0035%, Ti: от 0,01 до 0,05%, Al: от 0,003 до 0,04%, N: 0,004% или менее, О: 0,020% или менее, и остальное количество: Fe и неизбежные примеси.
[0103]
Для каждой ситуации сначала корректировали компоненты, за исключением Si, и Si (эквивалентно количеству от 0,01 до 0,5%) добавляли к расплавленной стали. Затем, через 90 секунд после добавления Si, расплавленную сталь разливали в литейные формы.
[0104]
Полученные отливки подвергали холодной прокатке с образованием холоднокатаных стальных листов с толщиной 1,4 мм, в таких же условиях, как в примере 2. Результаты анализов на химические компоненты, полученные для холоднокатаных стальных листов, показаны в таблице 6.
[0105]
Холоднокатаные стальные листы подвергали отжигу таким же способом и в таких же условиях, как в примере 2. Измерили размер и плотность как Mn-оксидов, так и сложных Mn-Si-оксидов в стальных листах.
[0106]
Затем проводили горячую штамповку таким же способом и в тех же условиях, как в примере 2. Для каждого из стальных листов проводили измерение твердости поперечного сечения, оценку устойчивости к замедленному разрушению с использованием испытания на перфорирование, и оценку низкотемпературной ударной вязкости с использованием испытания по Шарпи. Условия испытаний были такими же, как в примере 2.
[0107]
Результаты испытаний показаны в таблице 7.
[0108]
Не наблюдался ни один Mn-оксид, имеющий максимальную длину 5 мкм или более. Кроме того, не обнаружен сложный Mn-Si-оксид, имеющий продольную длину, превышающую 10 мкм. Максимальная длина детектированных Mn-оксидов и длина короткой оси сложных Mn-Si-оксидов в обоих случаях составляла 1 мкм или более.
[0109]
По результатам испытания на перфорирование стало очевидно, что образование трещин непосредственно согласуется с плотностью Mn-оксидов. Более конкретно, образцы № 1, № 8 и № 15, в которых плотность Mn-оксидов не была в пределах диапазона согласно настоящему изобретению, проявляли растрескивание для каждого из четырех зазоров, и также ухудшение устойчивости к замедленному разрушению. Для образца № 1 вероятно, что требуемая плотность Mn-оксида не была получена, поскольку концентрация Mn в стальном листе была вне диапазона согласно настоящему изобретению. Для образца № 8 вероятно, что требуемая плотность Mn-оксида не была получена, поскольку концентрация кислорода (О) в стальном листе была вне диапазона согласно настоящему изобретению. Для образца № 15 вероятно, что требуемая плотность Mn-оксида не была получена, поскольку концентрация Al в стальном листе была вне диапазона согласно настоящему изобретению, и становилось преобладающим раскисление алюминием (Al).
[0110]
Очевидно, что температура вязко-хрупкого перехода, которая является показателем низкотемпературной ударной вязкости, напрямую соотносится с плотностью сложных Mn-Si-оксидов. Образец № 8, в котором концентрация кислорода (О) и плотность сложных Mn-Si-оксидов в стальном листе находятся за пределами диапазона соответственно настоящему изобретению, имеет температуру вязко-хрупкого перехода -25°С. Напротив, температуры вязко-хрупкого перехода составляют от -55 до -52°С для образцов №№ 9-11, каждый из которых имеет твердость поперечного сечения HS-образца, подобную твердости образца № 8, но плотность сложных Mn-Si-оксидов в пределах диапазона согласно настоящему изобретению. Это показывает, что образец № 8 является худшим в отношении низкотемпературной ударной вязкости.
[0111]
Более того, температура вязко-хрупкого перехода составляет -20°С для образца № 12, в котором концентрация Si и плотность сложных Mn-Si-оксидов в стальном листе находятся вне диапазона согласно настоящему изобретению. Подобным образом, температура вязко-хрупкого перехода составляет -17°С для образца № 15, в котором концентрация Al и плотность сложных Mn-Si-оксидов в стальном листе находятся за пределами диапазона согласно настоящему изобретению. Напротив, температуры вязко-хрупкого перехода составляют -51°С и -50°С для образцов № 13 и № 14, соответственно, каждый из которых имеет плотность сложных Mn-Si-оксидов в пределах диапазона согласно настоящему изобретению, хотя твердость поперечного сечения HS-образца подобны твердости образцов № 12 и № 15. Это показывает, что образцы № 12 и № 15 являются худшими в отношении низкотемпературной ударной вязкости.
[0112]
Единицей вышеуказанных величин является «масс.%». Подчеркнутое значение выходит за пределы диапазона согласно настоящему изобретению.
[0113]
О: не наблюдалось
×: наблюдалось
Подчеркнутое значение выходит за пределы диапазона согласно настоящему изобретению.
Пример 5
[0114]
Сырьевые материалы плавили с использованием маломасштабной плавильной печи, и получали многочисленные отливки с различными химическими компонентами. Заданные химические компоненты были в следующих диапазонах: С: от 0,2 до 0,36%, Mn: от 0,2 до 1,3%, Р: 0,02% или менее, S: 0,004% или менее, Cr: от 0,1 до 1,5%, В: от 0,0020 до 0,0035%, Ti: от 0,01 до 0,03%, Al: от 0,002 до 0,02%, N: 0,004% или менее, О: 0,010% или менее, Nb: от 0,03 до 0,07% (4с, 4f, 4h), Mo: от 0,2 до 0,5% (4a, 4g), W: от 0,1 до 0,3% (4b, 4i), V: от 0,1 до 0,3% (4d, 4i), Ni: от 0,3 до 0,5% (4e, 4j), Cu: от 0,6 до 1,0% (4e, 4j), и остальное количество: Fe и неизбежные примеси.
[0115]
Для каждого случая сначала корректировали компоненты, за исключением Si, и Si (эквивалентно количеству 0,15%) добавляли к расплавленной стали. Затем, через 90 секунд после добавления Si, расплавленную сталь разливали в литейные формы.
[0116]
Полученные отливки подвергали холодной прокатке с образованием холоднокатаных стальных листов с толщиной 1,4 мм, в таких же условиях, как в примере 2. Химические компоненты, определенные анализом холоднокатаных стальных листов, показаны в таблице 8.
[0117]
Испытательные образцы прямоугольной формы, которые были вырезаны из холоднокатаных стальных листов, подвергали отжигу и затем покрытию алюминием (Al) с использованием имитатора горячего погружного плакирования. Отжиг проводили с выдерживанием каждого из испытательных образцов в течение одной минуты при температуре 800°С. Затем испытательный образец погружали в ванну с расплавленным Al (Al - 10% Si). После извлечения испытательного образца корректировали толщину слоя покрытия (удельный вес покрытия) обдувом струей газа, и испытательный образец охлаждали до комнатной температуры для получения образца. Скорость охлаждения составляла 15°С в секунду, пока температура не снижалась до 500°С. Удельный вес покрытия составлял 60 г на м2 для каждой поверхности.
[0118]
Измеряли размер и плотность как Mn-оксидов, так и сложных Mn-Si-оксидов в стальном листе. Исследовали толщину и элементы, составляющие слой сплава. Слой сплава, сформированный на поверхности раздела между стальным листом и слоем покрытия, имел толщину 1 мкм или более и 10 мкм или менее. Слой сплава на каждом из стальных листов состоял из Fe, Al, Mn, Cr и В. Кремний (Si) в слое сплава не был обнаружен.
[0119]
Затем проводили горячую штамповку таким же способом и в тех же условиях, как в примере 2. Для каждого из стальных листов проводили измерение твердости поперечного сечения, оценку устойчивости к замедленному разрушению с использованием испытания на перфорирование, и оценку низкотемпературной ударной вязкости с использованием испытания по Шарпи. Условия испытаний были такими же, как в примере 2.
[0120]
Результаты испытаний показаны в таблице 9. Таблица 9 также перечисляет сравнительные примеры, которые подобны по химическим компонентам, за исключением Nb, Mo, W, V, Ni и Cu, для сравнения в отношении действия таких элементов.
[0121]
Не наблюдался ни один Mn-оксид, имеющий максимальную длину 5 мкм или более. Кроме того, не обнаружен сложный Mn-Si-оксид, имеющий продольную длину, превышающую 10 мкм. Максимальная длина детектированных Mn-оксидов и длина короткой оси сложных Mn-Si-оксидов в обоих случаях составляла 1 мкм или более.
[0122]
Плотность Mn-оксидов в каждом из стальных листов находилась в пределах диапазона согласно настоящему изобретению. В испытании на перфорирование образование трещин не было обнаружено. Плотность сложных Mn-Si-оксидов в каждом из стальных листов находилась в пределах диапазона согласно настоящему изобретению.
[0123]
Образцы № 3 и № 6, каждый из которых содержал Nb, по сравнению с образцами № 6 в примере 2 и № 3 в примере 1, соответственно, проявляли заметное снижение температуры вязко-хрупкого перехода, в то же время не показывая изменения твердости поперечного сечения после горячей штамповки.
[0124]
Образцы №№ 1, 2, 4, 5, и №№ 7-10, к которым были добавлены Mo, W, V, и Ni и Cu, показывали по существу одинаковую температуру вязко-хрупкого перехода, и проявляли повышение твердости поперечного сечения HS-образца в сопоставлении с соответственными сравнительными образцами.
[0125]
Результаты показали, что, если Nb, Mo, W, V, Ni, Cu добавлены в пределах диапазона согласно настоящему изобретению, низкотемпературная ударная вязкость может быть еще больше повышена, и также может быть улучшена твердость поперечного сечения после горячей штамповки, то есть закаливаемость, без вредного влияния на устойчивость к замедленному разрушению.
[0126]
Единицей вышеуказанных величин является «масс.%».
[0127]

Пример 6
[0128]
Сырьевые материалы плавили с использованием маломасштабной плавильной печи, и готовили две отливки с различными химическими компонентами. Химические компоненты, заданные для одного слитка, были следующими: С: 0,22%, Mn: 1,3%, Р: 0,02% или менее, S: 0,004% или менее, Cr: 0,3%, В: 0,0025%, Ti: 0,01%, Al: 0,01%, N: 0,004% или менее, О: 0,010% или менее, и остальное количество: Fe и неизбежные примеси. Химические компоненты, заданные для другого слитка, были следующими: С: 0,32%, Mn: 0,6%, Р: 0,01% или менее, S: 0,002% или менее, Cr: 0,3%, В: 0,0025%, Ti: 0,01%, Al: 0,01%, N: 0,003% или менее, О: 0,0050% или менее, и остальное количество: Fe и неизбежные примеси.
[0129]
В обоих случаях сначала корректировали компоненты, за исключением Si. Затем к расплавленной стали добавляли Si эквивалентно количеству 0,06% для первого из указанных случая, и Si эквивалентно количеству 0,25% для последнего. Для обоих случаев расплавленную сталь разливали в литейные формы через 90 секунд после добавления Si.
[0130]
Эти полученные отливки нагревали до температуры 1200°С и подвергали горячей прокатке с образованием стальных листов с различными толщинами, при температуре доводки 900°С. Толщины горячекатаных стальных листов составляли 5,6 мм, 3,5 мм, 3,0 мм, 2,3 мм, и 1,9 мм. Температура намотки в рулоне составляла 650°С для каждой толщины. После декапирования горячекатаные стальные листы подвергали холодной прокатке с получением холоднокатаных стальных листов, имеющих одинаковую толщину 1,4 мм, но различные степени обжатия.
[0131]
Уровни содержания химических компонентов, полученные анализом холоднокатаных стальных листов, показаны в таблице 10.
[0132]
Затем холоднокатаные стальные листы подвергали отжигу с использованием солевой бани. Условия отжига состояли в выдерживании стальных листов в течение 1 минуты при температуре 760°С.
[0133]
Отбирали испытательные образцы, имеющие размеры 200 мм на 150 мм, и затем подвергали горячей штамповке. Каждый испытательный образец выдерживали при температуре 900°С в течение 5 минут, и затем немедленно подвергали прессованию, и выдерживали в течение 30 секунд в паре охлаждаемых водой верхней и нижней плит штампа.
[0134]
Размер и плотность как Mn-оксидов, так и сложных Mn-Si-оксидов в стальном листе исследовали таким же методом, как в примере 2.
[0135]
Согласно такой же процедуре, как в примере 2, измеряли твердость поперечного сечения HS-образца, и исследовали устойчивость к замедленному разрушению и низкотемпературную ударную вязкость на основе испытания на перфорирование (на наличие или отсутствие трещин) и испытания по Шарпи, соответственно.
[0136]
Результаты испытаний показаны в таблице 11.
[0137]
Для любого из стальных листов не наблюдался Mn-оксид, имеющий максимальную длину 5 мкм или более. Плотность была приблизительно одинаковой для каждого стального листа, независимо от степени обжатия при холодной прокатке. Однако следует отметить, что образцы №№ 1 и 6, имеющие степень обжатия при холодной прокатке 25%, и образцы №№ 5 и 10, имеющие степень обжатия при холодной прокатке 74%, оказались имеющими меньшие полости вокруг оксидов, чем другие три стального листа с иными степенями обжатия при холодной прокатке. В результате образцы №№ 1, 5, 6 и 10 имели меньшую способность улавливать водород, что проявилось в невозможности противостоять растрескиванию стальных листов, пробиваемых при зазорах 21,4% и 28,6%.
[0138]
Плотность сложных Mn-Si-оксидов была почти одинаковой в случаях степеней обжатия при холодной прокатке 25% и 40%, тогда как плотность возрастала в случае 47% или более и значительно повышалась в случае 74%.
[0139]
Сложные Mn-Si-оксиды проявляют способность к вытягиванию при холодной прокатке. Однако при степени обжатия 25% доля вытянутых оксидов невелика. Когда степень обжатия возрастала до 40%, 47% и 61%, наблюдалось увеличение содержания вытянутых оксидов. Однако при степени обжатия 74% доля вытянутых оксидов снижалась до уровня при степени обжатия 25%, хотя в ряде случаев обнаруживались оксиды, имеющие продольную длину, превышающую 10 мкм. Вероятно, это обусловливается тем, что некоторые вытянутые оксиды расщеплялись, что приводило к наблюдаемым результатам, что доля вытянутых оксидов снижалась, в то время как плотность оксидов значительно возрастала. Максимальная длина детектированных Mn-оксидов и длина короткой оси сложных Mn-Si-оксидов в обоих случаях составляла 1 мкм или более.
[0140]
Степень обжатия холодной прокатки при холодной прокатке является очень важной потому, что она оказывает сильное влияние на низкотемпературную ударную вязкость в зависимости от содержания вытянутых оксидов. Степень обжатия холодной прокатки должна составлять от 35 до 70%. Фиг. 4 иллюстрирует соотношение между степенью обжатия при холодной прокатке и температурой вязко-хрупкого перехода, численные значения из которой показаны в таблице 11. Обнаружено, что температура вязко-хрупкого перехода может быть сделана более низкой, и могут быть получены стальные листы с повышенной низкотемпературной ударной вязкостью при ограничении степени обжатия при холодной прокатке до диапазона согласно настоящему изобретению.
[0141]
Единицей вышеуказанных величин является «масс.%».
[0142]
О: не наблюдалось
×: наблюдалось
(5,6 мм)
(3,5 мм)
(3,0 мм)
(2,3 мм)
(1,9 мм)
(5,6 мм)
(3,5 мм)
(3,0 мм)
(2,3 мм)
(1,9 мм)
Подчеркнутое значение выходит за пределы диапазона согласно настоящему изобретению.
Пример 7
[0143]
Сырьевые материалы плавили с использованием маломасштабной плавильной печи, и получали отливки. Заданные химические компоненты были следующими: С: 0,26%, Mn: 1,0%, Р: 0,02% или менее, S: 0,004% или менее, Cr: 0,3%, В: 0,0020%, Ti: 0,01%, Al: 0,01%, N: 0,004% или менее, О: 0,010% или менее, и остальное количество: Fe и неизбежные примеси.
[0144]
Сначала корректировали компоненты, за исключением Si, и к расплавленной стали добавляли Si эквивалентно количеству 0,15%. Затем, через 90 секунд после добавления Si, расплавленную сталь разливали в литейные формы.
[0145]
Полученные отливки нагревали до температуры 1250°С и подвергали горячей прокатке с образованием горячекатаных стальных листов с толщиной 3,0 мм, с температурой доводки 910°С и при температуре намотки в рулон 600°С. После декапирования горячекатаные стальные листы подвергали холодной прокатке с получением холоднокатаных стальных листов с толщиной 1,5 мм.
[0146]
Уровни содержания химических компонентов, полученные анализом холоднокатаных стальных листов, показаны в таблице 12.
[0147]
Затем холоднокатаные стальные листы подвергали отжигу и последующему нанесению покрытия с использованием имитатора горячего погружного плакирования. Отжиг проводили с выдерживанием стального листа в течение 1 минуты при температуре 760°С. Типы покрытия включали Al-покрытие, цинкование и цинкование с легированием.
[0148]
Для покрытия Al использовали Al-10%Si-ванну с температурой ванны 670°С, и заданную толщину слоя покрытия регулировали на 40 мкм. Для цинкования применяли Zn-0,15%Al-ванну с температурой ванны 460°С, и заданную толщину слоя покрытия регулировали на 30 мкм. Легирование Zn-покрытия проводили нагреванием до температуры 480°С. Толщину слоя регулировали с использованием газоструйного устройства для каждого типа покрытия.
[0149]
Снабженные покрытием стальные листы подвергали горячей штамповке в условиях нагрева при температуре 900°С в течение 5 минут. Не имеющий покрытия стальной лист для целей сравнения и покрытый Al стальной лист подвергали горячей штамповке непосредственно после завершения нагрева. Напротив, оцинкованный стальной лист и отожженный оцинкованный стальной лист охлаждали воздухом до температуры 750°С после завершения нагрева, и затем подвергали горячей штамповке. Каждый из листов подвергали прессованию и выдерживанию в течение 30 секунд в паре охлаждаемых водой верхней и нижней плит штампа, и формовали в плоскую пластину и в форму, схематически иллюстрированную на фиг. 5 (шляповидную форму). На фиг. 5 все числа, которые представляют размеры, выражены в мм.
[0150]
Размер и плотность как Mn-оксидов, так и сложных Mn-Si-оксидов в HS-образцах с плоской формой измеряли таким же путем, как в примере 2.
[0151]
Согласно такой же процедуре, как в примере 2, измеряли твердость поперечного сечения, и исследовали устойчивость к замедленному разрушению и низкотемпературную ударную вязкость на основе испытания на перфорирование (на наличие или отсутствие трещин) и испытания по Шарпи, соответственно. В ходе испытаний на перфорирование ни один из снабженных покрытием стальных листов не обнаружил такого дефекта, как отслоение на поверхности раздела между покрытием и базовым металлом (стальным листом).
[0152]
Результаты испытаний показаны в таблице 13. Также показаны результаты для не имеющего покрытия стального листа. Не наблюдался Mn-оксид, имеющий максимальную длину 5 мкм или более. Кроме того, не был обнаружен сложный Mn-Si-оксид, имеющий продольную длину, превышающую 10 мкм. В дополнение, максимальная длина детектированных Mn-оксидов и длина короткой оси детектированных сложных Mn-Si-оксидов в обоих случаях составляли 1 мкм или более.
[0153]
Плотность Mn-оксидов в каждом образце находилась в пределах диапазона согласно настоящему изобретению, и образование трещин не наблюдалось для зазоров каждого типа. Результаты показали, что повышенная устойчивость к замедленному разрушению согласно настоящему изобретению достигалась даже для снабженных покрытием стальных листов.
[0154]
Плотность сложных Mn-Si-оксидов в каждом образце находилась в пределах диапазона согласно настоящему изобретению. Было показано, что повышенная низкотемпературная ударная вязкость достигалась даже для снабженных покрытием стальных листов.
[0155]
Подробно обследовали HS-образцы, которые были отформованы с образованием шляповидного контура. Размеры любого из снабженных покрытием стальных листов после формования были в точности такими же, как размеры не имеющих покрытия стальных листов после формования. Никаких дефектов, таких как трещины или задиры, на слое покрытия найдено не было.
[0156]
Величины твердости по Виккерсу измеряли на поперечном сечении (по центру толщины) вдоль пунктирной линии, показанной на фиг. 5. Точки измерения включали Р1 в центре верхнего края шляповидного контура, точки на расстоянии 10 мм и 20 мм от Р1 вдоль пунктирной линии, Р2 на конце закругленного участка на заплечике, точки в 10 мм, 20 мм и 30 мм от Р2 вдоль пунктирной линии, точку в 10 мм от Р3 на конце нижнего края вдоль пунктирной линии. Результаты показаны в таблице 14. Полученные значения твердости по Виккерсу на поперечном сечении HS-образца составляли от 480 до 488 вдоль верхнего края и нижнего края, оба из которых были отштампованы с высокой скоростью охлаждения, и от 459 до 469 вдоль вертикального участка стенки, который охлаждался с относительно более низкой скоростью охлаждения. Эти результаты были одинаковыми независимо от наличия или отсутствия покрытия и типа покрытия.
[0157]
Результаты показали, что с использованием стального листа согласно настоящему изобретению может быть легко получена высокопрочная деталь, и снабженный покрытием стальной лист также может быть применен в качестве высокопрочного стального листа, чтобы добавить необходимые свойства, такие как коррозионная стойкость, причем все из них имеют повышенные устойчивость к замедленному разрушению и низкотемпературную ударную вязкость.
[0158]
Единицей вышеуказанных величин является «масс.%».
[0159]
О: не наблюдалось
×: наблюдалось
[0160]
Пример 8
[0161]
Сырьевые материалы плавили с использованием маломасштабной плавильной печи, и химические компоненты регулировали до содержания: С: 0,26%, Mn: 2,2%, Р: 0,02%, S: 0,004%, Cr: 0,2%, В: 0,0020%, Ti: 0,01%, Al: 0,002%, N: 0,004%, О: 0,020%, и остальное количество: Fe и неизбежные примеси. Затем к расплавленной стали добавляли Si до концентрации 0,17%. Расплавленную сталь разливали в литейную форму, что повторяли 6 раз с первой разливкой через 10 секунд после добавления Si, и последующими разливками с интервалами от 25 до 50 секунд.
[0162]
Каждую полученную отливку нагревали до температуры 1200°С и подвергали горячей прокатке с образованием горячекатаного стального листа с толщиной 2,8 мм, с температурой доводки 900°С и при температуре намотки в рулон 600°С. Затем после декапирования горячекатаный стальной лист подвергали холодной прокатке, и получали холоднокатаный стальной лист с толщиной 1,4 мм. Результаты анализа на химические компоненты холоднокатаных стальных листов показаны в таблице 15. Химические компоненты любого стального листа находятся в пределах диапазона согласно настоящему изобретению.
[0163]
Полученные холоднокатаные стальные листы погружали в солевую баню и подвергали отжигу при температуре 800°С в течение 1 минуты, и получали стальные листы для горячей штамповки. Горячую штамповку проводили согласно следующей процедуре: каждый стальной лист для горячей штамповки выдерживали при температуре 900°С в течение 5 минут, и затем извлекали и немедленно подвергали прессованию и выдерживанию в течение 30 секунд в паре охлаждаемых водой верхней и нижней плит штампа.
[0164]
Поперечное сечение каждого подвергнутого горячей штамповке образца (далее называемого HS-образцом), которое было проведено параллельно направлению холодной прокатки, обследовали с использованием SEM. Размер и плотность как Mn-оксидов, так и сложных Mn-Si-оксидов измерили вышеуказанными методами.
[0165]
Из HS-образца отбирали испытательный образец для испытания на растяжение в соответствии с испытательным образцом по стандарту JIS № 5 таким образом, что направление растяжения становилось перпендикулярным направлению холодной прокатки. С использованием этого испытательного образца измеряли предел прочности при растяжении и величину относительного удлинения (общее удлинение относительно базовой длины 50 мм).
[0166]
Из каждого из HS-образцов отбирали испытательный образец с размерами 100 мм на 100 мм для оценки устойчивости к замедленному разрушению, и испытательный образец для испытания по Шарпи. В отношении испытательных образцов для испытания по Шарпи, продольное направление каждого испытательного образца ориентировали параллельно направлению холодной прокатки.
[0167]
Для оценки устойчивости к замедленному разрушению пробивали отверстие диаметром (ϕ) 10 мм с центром отверстия, совпадающим с точкой пересечения диагоналей испытательного образца величиной 100 мм на 100 мм. Зазоры составляли 8,9% (диаметр (ϕ) 10,25 мм), 12,5% (диаметр (ϕ) 10,35 мм), 21,4% (диаметр (ϕ) 10,60 мм), и 28,6% (диаметр (ϕ) 10,80 мм), где число в скобках показывает внутренний диаметр каждой матрицы. Число перфораций составляло по 5 на каждый зазор. Подробно обследовали поверхность стенки каждого пробитого отверстия для выявления наличия или отсутствия трещин.
[0168]
Испытания по Шарпи проводили при температурах испытания 20°С, 0°С, -20°С, -40°С, -60°С, -80°С, -100°С и -120°С, и определяли температуру вязко-хрупкого перехода на основе изменений величины поглощенной энергии.
[0169]
Результаты описанных выше испытаний приведены совместно в таблице 16.
[0170]
Не был обнаружен Mn-оксид, имеющий максимальную длину, превышающую 5 мкм. Кроме того, не обнаружен сложный Mn-Si-оксид, имеющий продольную длину, превышающую 10 мкм. В дополнение, максимальная длина детектированных Mn-оксидов и длина короткой оси детектированных сложных Mn-Si-оксидов в обоих случаях составляли 1 мкм или более.
[0171]
Изменение плотностей Mn-оксидов и сложных Mn-Si-оксидов может быть объяснено временем, прошедшим между добавлением Si и разливкой, которое является таким же, как в других описанных ранее примерах. Однако в этом примере предпринята попытка, в которой концентрация Mn и исходная концентрация кислорода были сделаны высокими, и разливку проводили непосредственно после добавления Si (10 секунд спустя). Это привело к стальным листам (8а-1 и 8а-2), в которых плотность Mn-оксидов превышала верхний предел диапазона согласно настоящему изобретению. В еще одном случае была предпринята дополнительная попытка, в которой разливку проводили через 175 секунд и 200 секунд после добавления Si. Это имело результатом стальной лист (8а-5), в котором плотность сложных Mn-Si-оксидов превышала верхний предел диапазона согласно настоящему изобретению, и также привело к стальному листу (8а-6), в котором плотности как Mn-оксидов, так и сложных Mn-Si-оксидов находились вне пределов диапазона согласно настоящему изобретению.
[0172]
Для стальных листов 8а-3 и 8а-4, плотности как Mn-оксидов, так и сложных Mn-Si-оксидов находились в пределах диапазона согласно настоящему изобретению. Таким образом, эти стальные листы не проявляли замедленного разрушения, имели повышенную ударную вязкость с температурой вязко-хрупкого перехода от -67°С до -65°С, предел прочности при растяжении около 1600 МПа и относительное удлинение около 9%, все из которых были превосходными.
[0173]
Напротив, в случае образца (8а-6), в котором плотность Mn-оксидов была ниже нижнего предела диапазона согласно настоящему изобретению, устойчивость к замедленному разрушению была найдена худшей, поскольку наблюдалось образование трещин при любом из зазоров.
[0174]
В случаях (8а-1 и 8а-2), в которых плотность Mn-оксидов превышала верхний предел диапазона согласно настоящему изобретению, и также в случаях (8а-5 и 8а-6), в которых плотность сложных Mn-Si-оксидов превышала верхний предел диапазона согласно настоящему изобретению, пластичность была найдена худшей по сравнению с другими HS-образцами в пределах диапазона согласно настоящему изобретению.
[0175]
В случае (8а-1), в котором плотность сложных Mn-Si-оксидов была ниже нижнего предела диапазона согласно настоящему изобретению, температура вязко-хрупкого перехода была выше, чем в других случаях, и тем самым ударная вязкость была найдена худшей. В случае образца 8а-2, плотность Mn-оксидов превышала верхний предел диапазона согласно настоящему изобретению, тогда как плотность сложных Mn-Si-оксидов была в пределах диапазона согласно настоящему изобретению, что рассматривалось как причина небольшого ухудшения ударной вязкости.
[0176]
Единицей вышеуказанных величин является «масс.%».
[0177]
О: не наблюдалось
×: наблюдалось
Подчеркнутое значение выходит за пределы диапазона согласно настоящему изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬНОЙ ЛИСТ ДЛЯ ПРИМЕНЕНИЯ В ГОРЯЧЕЙ ШТАМПОВКЕ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОЙ ДЕТАЛИ | 2011 |
|
RU2557114C2 |
| ЭЛЕМЕНТ ИЗ ТЕРМООБРАБОТАННОГО СТАЛЬНОГО ЛИСТА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2686715C1 |
| СТАЛЬНОЙ ЛИСТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2016 |
|
RU2690383C2 |
| ЭЛЕМЕНТ ИЗ ТЕРМООБРАБОТАННОГО СТАЛЬНОГО ЛИСТА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2686713C1 |
| СТАЛЬ, ИМЕЮЩАЯ ВЫСОКУЮ УДАРНУЮ ВЯЗКОСТЬ В ЗОНЕ ТЕРМИЧЕСКОГО ВОЗДЕЙСТВИЯ ПРИ СВАРКЕ | 1997 |
|
RU2135622C1 |
| ВЫСОКОПРОЧНЫЙ ГОРЯЧЕКАТАНЫЙ И ОТОЖЖЁННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2798140C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ХОЛОДНОКАТАНОГО СТАЛЬНОГО ЛИСТА ГОРЯЧЕЙ ШТАМПОВКОЙ | 2016 |
|
RU2630084C1 |
| ГОРЯЧЕШТАМПОВАННОЕ ИЗДЕЛИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕШТАМПОВАННОГО ИЗДЕЛИЯ, ЭНЕРГОПОГЛОЩАЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЭНЕРГОПОГЛОЩАЮЩЕГО ЭЛЕМЕНТА | 2012 |
|
RU2562654C2 |
| СТАЛЬНОЙ ЛИСТ И ВЫСОКОПРОЧНАЯ, ЗАКАЛЁННАЯ ПОД ПРЕССОМ СТАЛЬНАЯ ДЕТАЛЬ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2822381C2 |
| СТАЛЬНОЙ ЛИСТ И ВЫСОКОПРОЧНАЯ, ЗАКАЛЁННАЯ ПОД ПРЕССОМ СТАЛЬНАЯ ДЕТАЛЬ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2818511C2 |
Изобретение относится к области металлургии, а именно к высокопрочному стальному листу, используемому в машиностроении. Лист выполнен из стали, содержащей, мас.%: С от 0,20 до 0,42, Si от 0,06 до 0,5, Mn от 0,2 до 2,2, Cr от 0,1 до 2,5, В от 0,0005 до 0,01, О от 0,0020 до 0,020, Al от 0,001 до 0,03, Ti от 0,001 до 0,05, N 0,1 или менее, Р 0,03 или менее, S 0,02 или менее, остальное Fe и неизбежные примеси. В стали присутствуют от 5×103 частиц на мм2 до 1×105 частиц на мм2 оксидов марганца (Mn), имеющих максимальную длину от 1 мкм до 5 мкм, и присутствуют от 1,7×102 частиц на мм2 до 5×103 частиц на мм2 сложных Mn-Si-оксидов, имеющих длину короткой оси 1 мкм или более и длину в продольном направлении 10 мкм или менее. Сталь обладает высокой устойчивостью к замедленному разрушению и низкотемпературной ударной вязкостью. 3 н. и 4 з.п. ф-лы, 5 ил., 16 табл., 8 пр.
1. Высокопрочный стальной лист, в котором сталь содержит компоненты, мас.%:
С: от 0,20 до 0,42,
Si: от 0,06 до 0,5,
Mn: от 0,2 до 2,2,
Cr: от 0,1 до 2,5,
В: от 0,0005 до 0,01,
О: от 0,0020 до 0,020,
Al: от 0,001 до 0,03,
Ti: от 0,001 до 0,05,
Nb: от 0 до 0,1,
Мо: от 0 до 1,0,
W: от 0 до 0,5,
V: от 0 до 0,5,
Ni: от 0 до 5,0,
Cu: от 0 до 1,0,
N: 0,1 или менее,
Р: 0,03 или менее,
S: 0,02 или менее и
Fe и неизбежные примеси – остальное,
причем в стали присутствуют от 5×103 до 1×105 частиц на мм2 оксидов марганца (Мn), имеющих максимальную длину от 1 до 5 мкм, и
присутствуют от 1,7×102 до 5×103 частиц на мм2 сложных Mn-Si-оксидов, имеющих длину короткой оси 1 мкм или более и длину в продольном направлении 10 мкм или менее.
2. Стальной лист по п. 1, в котором сталь дополнительно содержит один или более компонентов, выбранных из группы, состоящей из, мас.%:
Nb: от 0,01 до 0,1,
Мо: от 0,01 до 1,0,
W: от 0,01 до 0,5,
V: от 0,01 до 0,5,
Ni: от 0,01 до 5,0 и
Cu: от 0,01 до 1,0.
3. Стальной лист по п. 1 или 2, который представляет собой холоднокатаный со степенью обжатия от 35 до 70% стальной лист.
4. Стальной лист по п. 3, который снабжен на поверхности покрытием.
5. Стальной лист по п. 4, в котором покрытие представляет собой образованный горячим погружением слой Al-покрытия, а на поверхности раздела между слоем Al-покрытия и стальным листом присутствует слой Fe-Al-Μn-Cr-В-сплава, имеющий толщину 1-10 мкм.
6. Способ изготовления высокопрочной детали, включающий нагрев высокопрочного стального листа по п. 3 до температуры, при которой по меньшей мере в части листа происходит превращение в аустенитную фазу, и последующее прессование в штампах с обеспечением проведения одновременного процесса формования и закалки.
7. Способ изготовления высокопрочной детали, включающий нагрев высокопрочного стального листа по п. 4 или 5 до температуры, при которой по меньшей мере в части листа происходит превращение в аустенитную фазу, и последующее прессование в штампах с обеспечением проведения одновременного процесса формования и закалки.
| WO 2012120692 A1, 13.09.2012 | |||
| ВЫСОКОПРОЧНАЯ СТАЛЬ С ПРЕВОСХОДНОЙ ВЯЗКОСТЬЮ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ И ПРЕВОСХОДНОЙ ВЯЗКОСТЬЮ В ЗОНЕ ТЕРМИЧЕСКОГО ВЛИЯНИЯ СВАРНОГО ШВА (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ ТАКОЙ СТАЛИ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ УКАЗАННОЙ СТАЛИ, ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ТРУБА (ВАРИАНТ) И СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ СТАЛЬНОЙ ТРУБЫ | 2003 |
|
RU2258762C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОГО ПРИДАНИЯ ФОРМЫ КОНЕЧНОМУ ПРОДУКТУ С ОЧЕНЬ ВЫСОКОЙ ПРОЧНОСТЬЮ И ПОЛУЧЕННЫЙ ТАКИМ ОБРАЗОМ ПРОДУКТ | 2008 |
|
RU2469102C2 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

