Изобретение относится к сварке, конкретно к электродуговой сварке сталей под флюсом, в частности к флюсам-добавкам, предназначенным для примешивания к сварочным флюсам.
Известен керамический флюс-добавка, предназначенный для примешивания к плавленым флюсам, содержащий мрамор и ферросилиций в следующем процентном соотношении, мас. %: мрамор 30-70, ферросилиций - остальное [1]. В качестве связующего вещества используется водный раствор силиката натрия.
Существенными недостатками данного керамического флюса-добавки являются:
- пониженные механические свойства сварного шва из-за высокого уровня содержания газов в сварном шве в связи с использованием для защиты углекислого газа, выделяемого только при разложении мрамора, и повышенной загрязненности неметаллическими включениями в связи с пониженными рафинирующими свойствами образующегося шлака из-за повышенной температуры плавления последнего.
Известен также способ выплавки стали в электропечах, включающий проведение окислительного периода со скачиванием шлака, проведение восстановительного периода и раскисление шлака в восстановительный период, отличающийся тем, что в конце окислительного периода после скачивания шлака в печь присаживают стронций-бариевый карбонатит, известь и плавиковый шпат в соотношении (1,0-2,0):(2,5-5,0):(0,1-1,0) соответственно, при этом количество шлака с основностью 1,5-4,0 составляет 1,5-4,0% от массы металла [2].
Данный способ, реализованный при дуговом разряде в электросталеплавильных печах с использованием стронций-бариевого карбонатита, позволяет значительно повысить показатели ударной вязкости при положительных и отрицательных температурах.
Известен выбранный в качестве прототипа флюс-добавка, предназначенный для примешивания к сварочным флюсам, на основе жидкого стекла, который содержит пыль электрофильтров алюминиевого производства и натриевое жидкое стекло при соотношении компонентов, мас. %: пыль электрофильтров алюминиевого производства 41,67-60; натриевое жидкое стекло 58,33-40 [3].
Существенными недостатками данного керамического флюса-добавки являются:
- неудовлетворительный в ряде случаев уровень загрязненности сварного шва неметаллическими включениями и как следствие снижение механических свойств и в частности значений ударной вязкости.
Желаемым техническим результатом изобретения является повышение общего уровня механических свойств сварного шва, в частности ударной вязкости при отрицательных температурах, за счет снижения уровня загрязненности неметаллическими включениями.
Для этого предлагается флюс-добавка для сварочных флюсов, содержащий пыль электрофильтров алюминиевого производства, содержащую, мас. %: Al2O3 20-46,23; F 16-26,7; Na2O 7,6-15; K2O 0,4-6%, СаО 0,6-2,3; SiO2 0,5-2,48; Fe2O3 2,1-3,27; Собщ 12,5-30,2; MnO=0,07-0,9; MgO=0,06-0,9; S=0,08-0,19; Р=0,09-0,18 и натриевое жидкое стекло, который дополнительно содержит стронций-бариевый карбонатит при соотношении компонентов, мас. %:
Заявляемые пределы подобраны эмпирическим путем исходя из возможности изготовления флюс-добавки, качества получаемых при сварке швов, стабильности процесса сварки и требуемых механических свойств. Для изготовления флюса-добавки использовали следующие материалы. Пыль электрофильтров алюминиевого производства со следующим химическим составом, мас. %: Al2O3=20-46,23; F=16-26,7; Na2O=7,6-15; K2O=0,4-6; СаО=0,6-2,3; SiO2=0,5-2,48; Fe2O3=2,1-3,27; Собщ=12,5-30,2; MnO=0,07-0,9; MgO=0,06-0,9; S=0,08-0,19; Р=0,09-0,18. Стронций-бариевый карбонатит марки БСК, производимый ООО «НПК Металлтехпром» по ТУ 1717-001-75073896-2005, при этом химический состав изменялся, мас. %: SrO=1,41-6,25; ВаО=6,29-16,86; TiO2=0,02-0,05; Cr2O3=0,05-0,20; Al2O3=1,6-3,05; Na2O=0,37-3,02; K2O=0,85-2,69; СаО=13,6-18,9; SiO2=12,82-41,22; Fеобщ=4,18-14,85; Собщ=1,32-8,45; MnO=0,06-0,33; MgO=0,48-6,24; S=0,20-0,22; Р=0,02-0,04.
Натриевое жидкое стекло имело значение силикатного модуля 2,0-3,5 при плотности растворов 1,30-1,60 г/см3.
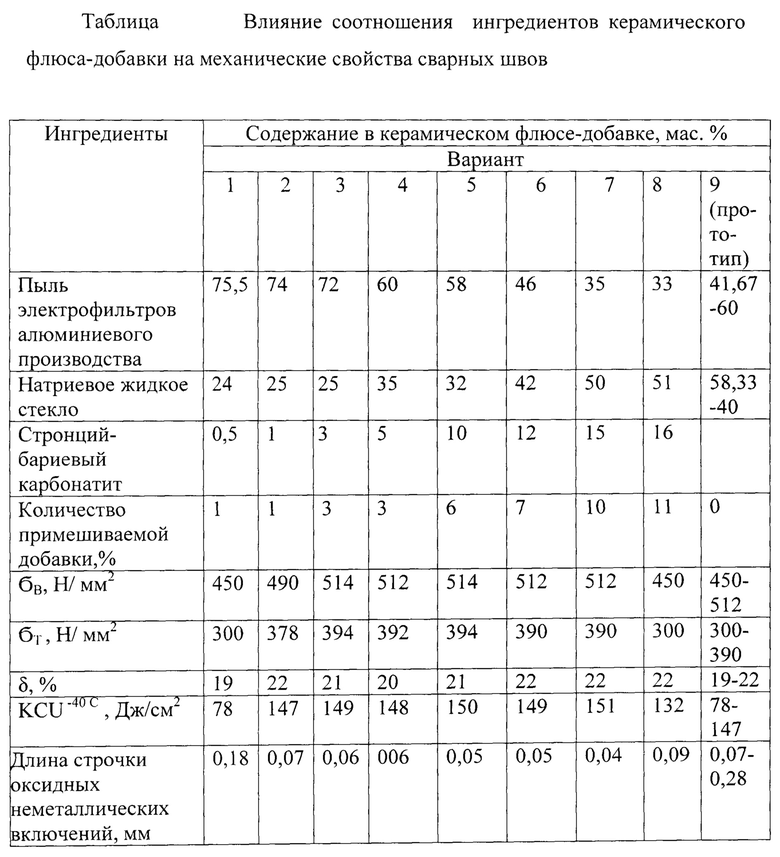
Изготовление заявляемого флюса-добавки проводили размолом стронций-бариевого карбонатита до фракции менее 1 мм с последующим смешением с пылью электрофильтров алюминиевого производства и натриевым жидким стеклом. Полученную смесь перемешивали до получения однородной массы в смесителе, далее осуществлялась сушка при комнатной температуре в течение 24 часов, после чего производился помол. Проводилось выделение фракции 0,45-3,0 мм. После чего гранулы прокаливали при температуре 150-300°С. Заявляемый флюс-добавку примешивали к сварочным флюсам АН-348А, АН-67, после чего осуществляли сварку образцов с использованием сварочного трактора ASAW-1250. Технологические испытания проводили при сварке шва на образцах из стали марки 09Г2С длиной не менее 500 мм. Для сравнения проводили сварку под флюсами АН-348А, АН-60 с использованием керамического флюса-добавки согласно прототипу. Влияние изменения химического состава компонентов с граничными, заграничными и заявляемыми пределами, а также с присадкой керамического флюса-добавки согласно прототипу (столбец 9) на механические свойства сварного шва (временного сопротивления - σВ, Н/мм2, предела текучести - σТ, Н/мм2, относительного удлинения δ, %, ударной вязкости при температуре минус 40°С KCU-40C, Дж/см2, а также длины строчки оксидных неметаллических включений приведено в таблице.
Использование заявляемой смеси по сравнению с прототипом позволяет повысить общий уровень механических свойств сварного шва, предел текучести σ и временного сопротивления σВ на 1-3 Н/ мм, относительное удлинение на 3%, ударной вязкости при отрицательных температурах на 2-6 Дж/см2, за счет снижения длины строчки оксидных неметаллических включений.
Список источников информации:
1. А.с. СССР 173588 B23K.
2. Пат РФ 2197539 C21C 5/52.
3. Пат. 2564801 РФ, МПК 8 B23K 35/362.
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки и наплавки | 2015 |
|
RU2625153C2 |
| КЕРАМИЧЕСКИЙ ФЛЮС-ДОБАВКА | 2012 |
|
RU2484936C1 |
| Флюс-добавка | 2015 |
|
RU2623982C2 |
| ФЛЮС-ДОБАВКА | 2013 |
|
RU2564801C2 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2019 |
|
RU2718031C1 |
| ФЛЮС ДЛЯ СВАРКИ | 2014 |
|
RU2576717C2 |
| ФЛЮС ДЛЯ СВАРКИ И НАПЛАВКИ | 2014 |
|
RU2566235C1 |
| Флюс для сварки | 2016 |
|
RU2643026C1 |
| ФЛЮС ДЛЯ СВАРКИ | 2012 |
|
RU2492983C1 |
| ФЛЮС ДЛЯ СВАРКИ И НАПЛАВКИ | 2014 |
|
RU2566236C1 |
Флюс-добавка предназначен для примешивания к плавленым флюсам и может быть использован при электродуговой сварке сталей под флюсом. Флюс-добавка содержит компоненты в следующем соотношении, мас. %: стронций-бариевый карбонатит 1-15, натриевое жидкое стекло 25-50, пыль электрофильтров алюминиевого производства 35-74. Пыль электрофильтров алюминиевого производства содержит, мас.%: Al2O3 20-46,23; F 16-26,7; Na2O 7,6-15; K2O 0,4-6; СаО 0,6-2,3; SiO2 0,5-2,48; Fe2O3 2,1-3,27; Собщ 12,5-30,2; MnO 0,07-0,9; MgO 0,06-0,9; S 0,08-0,19; Р 0,09-0,18. Изобретение обеспечивает повышение общего уровня механических свойств сварного шва, в частности ударной вязкости при отрицательных температурах, за счет снижения уровня загрязненности неметаллическими включениями. 1 табл.
Флюс-добавка для сварочных флюсов, содержащий натриевое жидкое стекло и пыль электрофильтров алюминиевого производства, включающую, мас. %: Al2O3 20-46,23; F 16-26,7; Na2O 7,6-15; K2O 0,4-6; СаО 0,6-2,3; SiO2 0,5-2,48; Fe2O3 2,1-3,27; Собщ 12,5-30,2; MnO 0,07-0,9; MgO 0,06-0,9; S 0,08-0,19; Р 0,09-0,18, отличающийся тем, что он дополнительно содержит стронций-бариевый карбонатит при соотношении компонентов, мас. %:
| ФЛЮС-ДОБАВКА | 2013 |
|
RU2564801C2 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ В ЭЛЕКТРОПЕЧАХ | 1999 |
|
RU2197539C2 |
| КЕРАМИЧЕСКИЙ ФЛЮС-ДОБАВКА | 2012 |
|
RU2484936C1 |
| 0 |
|
SU173588A1 | |
| US 4950331 A, 21.08.1990. | |||

