Предлагаемое техническое решение относится к электрохимическим методам обработки деталей и может быть использовано, в частности, для удаления заусенцев и скругления острых кромок на деталях из высокопрочных сплавов.
Известен станок для электрохимического снятия заусенцев (А.С. №1351732, оп. 15.11.87. МПК В23Н 9/02), содержащий с выполненными центральными и радиальными каналами для подвода электролита поворотный стол, установленные на столе аноды и катоды, станину, неподвижный патрубок для подвода электролита и источник тока, причем станок снабжен клапанами, установленными в радиальных каналах стола, приводами анодов, закрепленными на станине кулачками управления клапанами и анодами, установленным на столе токосъемником, при этом кулачки управления установлены так, что источник тока и подвод электролита отключены только на позиции загрузки-выгрузки.
Станок предназначен для непрерывной обработки большой серии деталей и поэтому, обладая сложной технической конструкцией, нецелесообразен для мелкосерийного производства.
Целью предлагаемого технического решения являлось создание такой установки для электрохимической обработки, которая бы была достаточно простой в конструкции, но позволяла бы снизить количество ручных операций на этапе подготовки и при работе установки.
Поставленная цель достигается тем, что установка для электрохимического снятия заусенцев и скругления острых кромок на деталях, содержащая источник тока, анод и катод, трубу для подвода электролита, содержит механизм управления электродом-анодом, выполненный в виде пантографа, состоящего из нижней и верхней штанг, причем электрод-анод состоит из штока, установленного на вилке на подвижной части пантографа и связанного с колпаком камеры обработки при помощи хомута и имеющего возможность тонкого перемещения вверх-вниз с помощью регулировочной гайки и обеспечивающей контакт штока с плитой, которая, в свою очередь, имеет возможность контакта с обрабатываемой деталью, установленной в разрыве электрической цепи в приспособлении, являющемся катодом для обрабатываемой детали, размещенным в посадочном месте чаши камеры обработки и соединенным с трубой для подачи электролита, имеющей, в свою очередь, электрическую связь с источником питания; кроме того, содержит устройство для удержания пантографа в рабочем положении, состоящее из пары постоянный магнит - геркон и электромагнита.
Кроме того, пантограф закреплен на кронштейне, установленном на неподвижном основании, на котором, в свою очередь, размещен геркон; постоянный магнит закреплен на нижней штанге пантографа, ближе к месту крепления пантографа, и имеет возможность управления герконом.
Электромагнит выполнен из двух частей: статора, установленного на неподвижной подставке, и выносного якоря, размещенного на подвижной нижней штанге пантографа, причем статор электромагнита имеет возможность тонкого перемещения вверх-вниз с помощью регулировочной гайки.
Шток имеет возможность грубого перемещения вверх-вниз с помощью рукоятки.
Низ трубы для подачи электролита герметично закреплен в кожухе бачка с отработанным электролитом, а верхняя часть трубы через сетку соединена с посадочным местом обрабатываемых деталей.
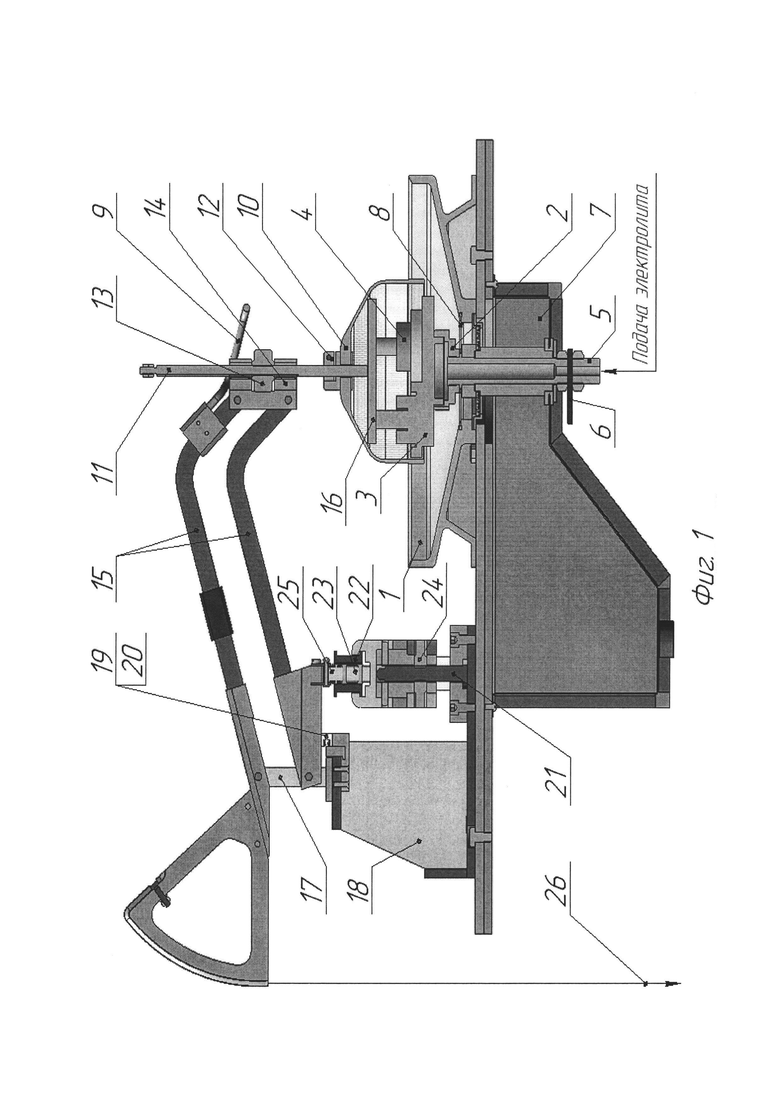
На фиг. 1 изображен общий вид установки.
Установка включает чашу 1 с расположенным в ее центре посадочным местом 2 для установки приспособления 3 с обрабатываемыми деталями 4, к которым подводится труба 5 для подачи электролита, на которой размещен контакт 6 источника питания (не показано). Низ трубы 5 закреплен в кожухе бачка 7 с отработанным электролитом, а верхняя часть трубы 5 через сетку 8 соединена с чашей 1, не давая случайно выпавшим деталям 4 упасть в бачок 7. Сверху посадочное место 2 закрывается перед работой вручную при помощи рукоятки 9 прозрачным колпаком 10 с вмонтированным электродом-анодом, выполненным в виде штока 11 и закрепленным в колпаке 10 при помощи хомута 12, при этом верхняя часть штока 11 установлена в регулировочной гайке 13, закрепленной на вилке 14 на подвижном конце пантографа 15 и предназначенной для регулирования положения колпака 10 при обработке различных по высоте деталей 4 в рабочем положении пантографа 15 и обеспечивающей контакт между штоком 11 и плитой 16, установленной над обрабатываемыми деталями 4.
Неподвижный конец пантографа 15 укреплен на кронштейне 17, установленном на неподвижном основании 18, на котором, в свою очередь, закреплен геркон 19, причем на нижней штанге пантографа 15 ближе к месту его крепления установлен постоянный магнит 20, имеющий возможность управления герконом 19. На подставке 21 установлен электромагнит 22, статор которого 23 имеет возможность перемещения вверх-вниз с помощью гайки 24, при этом выносной якорь 25 закреплен на нижней штанге пантографа 15.
Работа установки.
Перед работой оператор устанавливает в посадочное место 2 приспособление 3 с обрабатываемыми деталями 4. Поверх деталей 4 он устанавливает плиту 16 и опускает пантограф 15 вместе с колпаком 10 при помощи рукоятки 9 до соприкосновения штока 11 с плитой 16. Для обеспечения нормального соприкосновения штока 11 с плитой 16 оператор с помощью регулировочной гайки 13 производит передвижение штока 11 вверх-вниз до касания с плитой 16. В момент касания штока 11 плиты 16 происходит включение геркона 19 постоянным магнитом 20, при этом на электромагнит 22 поступает ток, в результате чего статор 23 электромагнита 22 притягивает к себе выносной якорь 25 и удерживает пантограф 15 в рабочем положении. Далее оператор включает насос (не показано) для подачи электролита кнопкой на пульте управления (не показано), после чего автоматически с заданным временем задержки включается ток обработки. По истечении времени обработки реле времени автоматически отключает ток обработки, насос с электролитом и электромагнит 22. Пантограф 15, не удерживаемый электромагнитом 22, под действием противовеса 26 начнет подниматься вверх, освобождая посадочное место 2 для загрузки следующей партии деталей.
Таким образом, предлагаемая установка для электрохимического снятия заусенцев и скругления острых кромок на деталях благодаря наличию пантографа и несложных механизмов тонкой юстировки электрода-штока относительно плиты, имеющей контакт с обрабатываемой деталью, а также устройства для удержания пантографа в рабочем положении, состоящего из пары: постоянный магнит - геркон и электромагнита с якорем, позволяет максимально снизить количество ручных операций при настройке и работе установки при обработке различных типов деталей, а также повысить воспроизводимость процесса электрохимической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического снятия заусенцев | 1976 |
|
SU595108A1 |
| Установка для электрохимической обработки винтового зубчатого профиля внутренней поверхности в отверстии трубчатой заготовки | 2019 |
|
RU2710092C1 |
| Устройство для электрохимического снятия заусенцев | 1981 |
|
SU973275A2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ В КРУПНОГАБАРИТНЫХ ДЕТАЛЯХ | 2014 |
|
RU2574161C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |
| Устройство для электрохимикомехани-чЕСКОй ОбРАбОТКи | 1979 |
|
SU841890A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2003 |
|
RU2243069C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
| Устройство для виброэлектрохимической обработки деталей | 1980 |
|
SU973272A1 |
| Устройство для элекрохимической обработки | 1975 |
|
SU607692A1 |
Изобретение относится к электрохимической обработке деталей. Установка содержит источник тока, электрод-анод и катод, трубу для подвода электролита, механизм управления электродом-анодом, выполненный в виде пантографа, состоящего из нижней и верхней штанг, и устройство для удержания пантографа в рабочем положении, состоящее из пары: постоянный магнит - геркон и электромагнита. Электрод-анод выполнен из штока, установленного с помощью вилки на подвижной части пантографа и связанного с колпаком камеры обработки при помощи хомута, при этом выполненного с возможностью тонкого перемещения вверх-вниз с помощью регулировочной гайки, обеспечивающей контакт штока с плитой, которая имеет возможность контакта с обрабатываемой деталью, являющейся катодом и установленной в разрыве электрической цепи в приспособлении, которое размещено в посадочном месте чаши камеры обработки и соединено с трубой для подачи электролита, имеющей электрическую связь с источником питания. 5 з.п. ф-лы, 1 ил.
1. Установка для электрохимического снятия заусенцев и скругления острых кромок на деталях, содержащая источник тока, электрод-анод и катод, трубу для подвода электролита, отличающаяся тем, что она содержит механизм управления электродом-анодом, выполненный в виде пантографа, состоящего из нижней и верхней штанг, и устройство для удержания пантографа в рабочем положении, состоящее из пары в виде постоянный магнит - геркон и электромагнита, причем электрод-анод состоит из штока, установленного с помощью вилки на подвижной части пантографа и связанного с колпаком камеры обработки при помощи хомута, при этом выполненного с возможностью тонкого перемещения вверх-вниз с помощью регулировочной гайки, обеспечивающей контакт штока с плитой, которая имеет возможность контакта с обрабатываемой деталью, являющейся катодом, установленной в разрыве электрической цепи в приспособлении, которое размещено в посадочном месте чаши камеры обработки и соединено с трубой для подачи электролита, имеющей электрическую связь с источником питания.
2. Установка по п. 1, отличающаяся тем, что пантограф закреплен на кронштейне, установленном на неподвижном основании, на котором размещен геркон.
3. Установка по п. 1, отличающаяся тем, что постоянный магнит закреплен на нижней штанге пантографа, ближе к месту крепления пантографа, и выполнен с возможностью управления герконом.
4. Установка по п. 1, отличающаяся тем, что электромагнит выполнен из двух частей в виде статора, установленного на неподвижной подставке, и выносного якоря, размещенного на подвижной нижней штанге пантографа, причем статор электромагнита имеет возможность тонкого перемещения вверх-вниз с помощью регулировочной гайки.
5. Установка по п. 1, отличающаяся тем, что шток выполнен с возможностью грубого перемещения вверх-вниз с помощью рукоятки.
6. Установка по п. 1, отличающаяся тем, что нижняя часть трубы для подачи электролита герметично закреплена в кожухе бачка с отработанным электролитом, а верхняя часть трубы через сетку соединена с посадочным местом обрабатываемой детали.
| Станок для электрохимического снятия заусенцев | 1986 |
|
SU1351732A1 |
| Устройство для электроэрозионной обработки проволочным электродом- инструментом | 1977 |
|
SU738814A1 |
| Устройство к электроэрозионномуКОпиРОВАльНО-пРОшиВОчНОМу СТАНКу | 1979 |
|
SU831472A1 |
| ЗУБНОЙ ИМПЛАНТАТ | 1999 |
|
RU2167627C1 |

