Изобретение относится к области механической обработки материалов, в частности к способам выбора инструментального материала для механической обработки деталей, преимущественно из металлов и сплавов.
Известны способы выбора рационального инструментального материала, включающие определение зависимости интенсивности износа сравниваемых материалов от скорости резания с построением графиков этой зависимости и выявлением материала с минимальной интенсивностью износа в заданных условиях (см., например, SU №1202715, МПК B23B 1/00, опубл. 07.01.86).
К недостаткам известных способов следует отнести их высокую трудоемкость и дороговизну, обусловленную необходимостью проведения множества фактически натурных испытаний с изготовлением нескольких единиц, а иногда - десятков, зачастую весьма дорогостоящих образцов.
Наиболее близким из существующих является способ выбора инструментального материала, заключающийся в определении фрикционных свойств между инструментальным и обрабатываемым материалами (http://msi.ulstu.ru/files/Лекции%20ФОПРиИРИcИП.pdf, Физические основы процесса резания и изнашивания режущего инструмента с износостойкими покрытиями, с. 6-8, время обращения 12:58, 19.10.2016). Способ заключается в протягивании образца из инструментального материала между двумя образцами из предназначенного для обработки материала, выступающими в роли инденторов и воздействующими на образец из инструментального материала с определенной нагрузкой. В процессе операции посредством регистрирующей аппаратуры фиксируются значения возникающей кинетической силы трения Fк и ее амплитуды Ак, которые принимаются в качестве критериев оценки схватывания, фиксируя при этом следы трения в виде мостиков схватывания, таким образом, определяя в качестве приемлемого инструментального материала с наименьшим адгезионным взаимодействием с предназначенным для обработки материалом.
К недостаткам данного способа следует отнести его высокую сложность и трудоемкость, обусловленные необходимостью изготовления специального образца из инструментального материала, который обладает внушительными размерами и должен обладать изотропией по всей испытываемой поверхности, что, как показывает практика, очень сложно обеспечить.
Задача изобретения - создание способа выбора инструментального материала, простого в осуществлении и не требующего изготовления специального дорогостоящего образца из инструментального материала.
Технический результат - упрощение процесса выбора инструментального материала.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе выбора инструментального материала, заключающемся в поочередном силовом воздействии индентора из предназначенного для обработки материала на поверхность образцов инструментальных материалов при их взаимном перемещении и выбор в качестве приемлемого инструментального материала с наименьшим адгезионным воздействием с материалом, предназначенным для обработки, в процессе взаимного перемещения индентора и образца силу воздействия монотонно увеличивают до момента появления на образце следов схватывания с материалом индентора, а в качестве приемлемого выбирают материал образца, появление следов схватывания на котором соответствует наибольшей силе воздействия.
Изобретение поясняется изображениями:
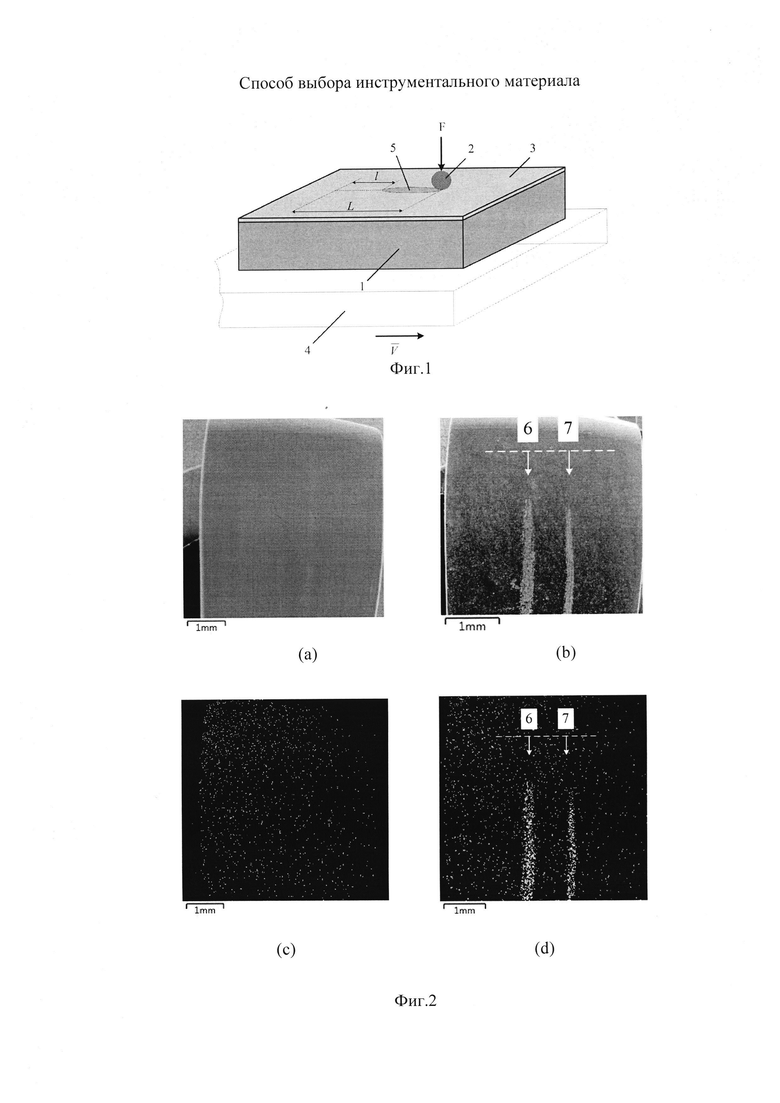
Фиг. 1 - схема осуществления способа;
Фиг. 2 - следы схватывания образца с материалом индентора.
Позиции, проставленные на изображениях, означают:
1 - образец;
2 - индентор из обрабатываемого материала;
3 - покрытие;
4 - стол;
5, 6, 7 - следы схватывания.
Суть заявленного способа заключается в следующем: на индентор 2, изготовленный из определенного обрабатываемого материала, прикладывают нормальную силу F, под действием которой индентор 2 взаимодействует с поверхностью образца 1, являющегося, в свою очередь, монолитным инструментальным материалом или, как это показано на Фиг. 1, подложкой с инструментальным покрытием 3, при их взаимном перемещении посредством стола 4 со скоростью перемещения V. При монотоно-возрастающем воздействии силы F на индентор при прохождении пути l на поверхности образца в процессе индентирования в какой-то момент появляется след схватывания 5, причем ведется активный контроль прикладываемой нагрузки вдоль всего пути L. Выбор приемлемого инструментального материала осуществляется, таким образом, чтобы возникновение следов схватывания (адгезионное взаимодействие инструментального и обрабатываемого материалов) соответствовало наибольшей силе воздействия.
Данный способ был реализован на сменных многогранных пластинах (СМП) из режущей керамики с матрицей из оксида алюминия (Al2O3) с добавлением карбида титана (TiC). Часть образцов имели износостойкое покрытие системы (Ti,C)N fig. 2а, с осажденное по комбинированной технологии CVD-PVD промышленным способом. Вторая часть образцов представляла собой аналогичные пластины того же производителя, но с износостойким покрытием системы (Ti,Al)N fig. 2b, d полученные по технологии PVD в условиях ФГБОУ ВО «МГТУ «СТАНКИН». Данный инструментальный материал является очень перспективным и эффективно применяется при обработке закаленных сталей резанием. В связи с этим, в качестве индентора использовались шарики из закаленной стали марки AISI 52100 (Российский аналог ШХ15). Шарик жестко закреплялся в стандартном держателе индентора Роквелла и крепился посредством прижима на скрэтч-тестере модели M1, NANOVEA, Великобритания. Режимы экспериментов представлены в таблице 1.
Результат воздействия интендора на исследуемый образец хорошо определяется визуально (Фиг. 2а, b).
Для более точной фиксации результата после нанесения треков образцы подвергаются очистке в ультразвуковой ванне от образующихся на поверхности загрязнений и помещают в камеру сканирующего электронного микроскопа для картирования распределения химических элементов в рассматриваемой области индентирования. На фиг. 2, с, d приведен элементный химический состав поверхностей режущих пластин с износостойкими покрытиями после индентирования, полученный посредством энерго-дисперсионного анализа на сканирующем электронном микроскопе VEGA 3 LMH TESCAN, Чешская Республика. Представленные карты распределения Fe в областях индентирования позволяют наиболее точно определить начальную точку схватывания, в ее связи с действующей в этой точке силой F. На образце с покрытием (Ti,C)N следы схватывания в процессе индентирования отсутствовали, что согласно теории резания означает, что данный образец будет обладать большим эксплуатационным ресурсом. На образце с покрытием (Ti,Al)N образование следов регистрировались при нагрузке F=14÷16 Н. Схватывание при столь малых воздействиях позволяет судить о низкой эффективности функционального покрытия.
Дальнейшие натурные исследования показали полное соответствие результатам заявленного способа.
Изложенное позволяет сделать вывод о том, что поставленная задача - создание способа выбора инструментального материала, простого в осуществлении и не требующего изготовления специального дорогостоящего образца из инструментального материала, - решена, а заявленный технический результат - упрощение процесса выбора инструментального материала - достигнут.
Анализ заявленного изобретения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой и неизвестной на дату приоритета из уровня техники совокупности необходимых признаков, достаточной для получения заявленного технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к области механической обработки материалов, в частности к способам выбора инструментального материала для механической обработки деталей преимущественно из металлов и сплавов;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки и известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННЫХ PVD/CVD/PVD ПОКРЫТИЙ НА РЕЖУЩИЙ ТВЕРДОСПЛАВНЫЙ ИНСТРУМЕНТ | 2011 |
|
RU2468124C1 |
| СПОСОБ СРАВНИТЕЛЬНОЙ ОЦЕНКИ СВОЙСТВ МАТЕРИАЛОВ | 2012 |
|
RU2495412C1 |
| Способ получения композиционного износостойкого покрытия на твердосплавном инструменте | 2023 |
|
RU2803180C1 |
| Способ выбора оптимального материала наружного слоя износостойкого покрытия режущего инструмента | 1990 |
|
SU1797009A1 |
| СПОСОБ СРАВНИТЕЛЬНОЙ ОЦЕНКИ СВОЙСТВ МАТЕРИАЛОВ ПО ОТНОШЕНИЮ ДЛИНЫ ЛУНКИ ОТСКОКА К ЕЕ ШИРИНЕ В СЛЕДЕ ИНДЕНТОРА ПРИ МАЯТНИКОВОМ СКРАЙБИРОВАНИИ | 2013 |
|
RU2543683C1 |
| СПОСОБ СРАВНИТЕЛЬНОЙ ОЦЕНКИ СВОЙСТВ МАТЕРИАЛОВ ПО ОТНОШЕНИЮ ОБЩЕЙ ДЛИНЫ СЛЕДА МАЯТНИКОВОГО СКРАЙБИРОВАНИЯ К ДЛИНЕ ЛУНКИ ОТСКОКА | 2013 |
|
RU2539116C1 |
| Способ получения адаптивного износостойкого покрытия Ti-Al-Mo-N для защиты от изнашивания в меняющихся условиях трения | 2016 |
|
RU2644094C1 |
| СПОСОБ СРАВНИТЕЛЬНОЙ ОЦЕНКИ СВОЙСТВ МАТЕРИАЛОВ ПО ДЛИНЕ МЕЖДУ ЛУНКОЙ И ОСНОВНОЙ ЧАСТЬЮ СЛЕДА ИНДЕНТОРА ПРИ МАЯТНИКОВОМ СКРАЙБИРОВАНИИ | 2013 |
|
RU2539725C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ В ВАКУУМЕ | 2001 |
|
RU2203978C2 |
| СПОСОБ СРАВНИТЕЛЬНОЙ ОЦЕНКИ СВОЙСТВ МАТЕРИАЛОВ ПО ПАРАМЕТРАМ ЛУНКИ ОТСКОКА В СЛЕДЕ ИНДЕНТОРА ПРИ МАЯТНИКОВОМ СКРАЙБИРОВАНИИ | 2013 |
|
RU2543682C1 |
Способ выбора инструментального материала заключается в поочередном силовом воздействии индентора из предназначенного для обработки материала на поверхность образцов инструментальных материалов при их взаимном перемещении. При этом силу воздействия монотонно увеличивают до момента появления на образце следов схватывания с материалом индентора, а в качестве приемлемого выбирают материал образца, появление следов схватывания на котором соответствует наибольшей силе воздействия. Достигается упрощение процесса выбора инструментального материала. 1 табл., 2 ил.
Способ выбора инструментального материала для механической обработки деталей, включающий поочередное силовое воздействие индентора из предназначенного для обработки материала на поверхность образцов инструментального материала при его перемещении по поверхности упомянутого образца и выбор в качестве приемлемого инструментального материала с наименьшим адгезионным взаимодействием с материалом, предназначенным для обработки, отличающийся тем, что в процессе взаимного перемещения индентора и образца силу воздействия монотонно увеличивают до момента появления на образце следов схватывания с материалом индентора, а в качестве приемлемого выбирают материал образца, появление следов схватывания на котором соответствует наибольшей силе воздействия.
| Способ выбора оптимального материала наружного слоя износостойкого покрытия режущего инструмента | 1990 |
|
SU1797009A1 |
| Способ определения прочности сцепления режущего инструмента с обрабатываемым материалом и устройство для его осуществления | 1980 |
|
SU938108A1 |
| Способ испытания инструментальных материалов на износостойкость | 1980 |
|
SU968695A1 |
| Способ выбора рационального инструментального материала | 1984 |
|
SU1202715A1 |
| US 4934185 A, 19.06.1990. | |||

