Данное изобретение относится к системе теплового экранирования, для теплового экранирования рабочей зоны высокотемпературных печей, причем указанная система теплового экранирования включает по меньшей мере один экранирующий элемент.
Системы теплового экранирования используют в высокотемпературных печах, чтобы как можно дольше сохранять в рабочей зоне тепло, вырабатываемое соответствующим нагревательным устройством и необходимое для протекания соответствующего процесса в рабочей зоне
В одной из конфигураций, которые до сих пор использовали в высокотемпературных печах, система теплового экранирования сформирована из множества (например, от 5 до 15) излучательных пластин, изготовленных из вольфрама или молибдена, которые расположены по существу параллельно друг другу и которые поддерживают на некотором расстоянии друг от друга с помощью разделителей. Кроме того, известно, что можно осуществить тепловое экранирование рабочей зоны высокотемпературных печей с использованием соответствующим образом уложенных огнеупорных кирпичей (например, сделанных из оксида циркония).
WO №2011/083898 A1 раскрывает систему теплового экранирования для высокотемпературных печей, предназначенных для выращивания монокристаллов сапфира, в которой обеспечено множество изолирующих блоков, расположенных на некотором расстоянии друг от друга. Сами изолирующие блоки сформированы, в частности, из графита. Кроме того, между по меньшей мере двумя изолирующими блоками может быть обеспечен изолирующий слой, например, выполненный из стали. Дополнительные системы теплового экранирования для высокотемпературных печей известны из документов RU №100770 U1 и JP №2002-333279 A.
Все возрастающие требования к производительности, качеству продукции для деталей, подвергаемых термообработке (или производимых) в высокотемпературных печах, и энергетической эффективности высокотемпературных печей приводят к необходимости дополнительной оптимизации систем теплового экранирования. В частности, в отношении качества продукции, в случае многих продуктов существует требование, чтобы в рабочей зоне печи возникали лишь небольшие температурные градиенты, что может быть достигнуто, в частности, увеличением экранирующего действия системы теплового экранирования. Увеличение экранирующего действия дополнительно повышает энергетическую эффективность высокотемпературных печей.
В случае традиционных систем с излучательными пластинами экранирующее действие можно улучшить путем увеличения числа излучательных пластин. Таким образом, увеличивают число поверхностей, на которых происходит теплопередача, и, следовательно, при наличии множества излучательных пластин можно достичь сравнительно большего снижения температуры. Обычно это сопровождается уменьшением толщины пластин. В качестве примера, используют толщину пластины в диапазоне от 0,25 до 2,0 мм, а зазор между пластинами составляет лишь в диапазоне от 4 до 8 мм. Однако такая оптимизация экранирования с помощью излучательных пластин является ограниченной, поскольку это приводит к тонкой структуре многих деталей, в результате чего возникают значительные явления старения. Замена излучательных пластин требует значительных усилий и затрат.
В случае традиционно применяемых огнеупорных кирпичей используют низкую теплопроводность керамического материала (в частности, оксида циркония или оксида алюминия). Однако здесь также существует необходимость оптимизации.
Соответственно, задачей данного изобретения является дополнительное улучшение систем теплового экранирования для высокотемпературных печей в отношении их экранирующего действия, а также энергетической эффективности, в то же время с целью обеспечения им долгого срока службы. В этом отношении следует разработать систему теплового экранирования, в частности, для целевых температур ≥1500°C, в частности ≥1700°C.
Этой цели достигают с помощью системы теплового экранирования по п. 1 формулы изобретения. Предпочтительные примеры воплощения данного изобретения указаны в зависимых пунктах формулы изобретения.
Согласно изобретению предложена система теплового экранирования для теплового экранирования рабочей зоны высокотемпературных печей, при этом указанная система теплового экранирования включает по меньшей мере один экранирующий элемент. Экранирующий элемент включает оболочку (корпус), выполненную из листа (листов) тугоплавкого металла, и керамический материал на основе оксида циркония (ZrO2), присутствующий в виде структуры из частиц и/или волокон, который расположен в указанной оболочке. Предпочтительно, весь керамический материал присутствует или в виде структуры из частиц, или, в альтернативном случае, в виде структуры из волокон, то есть предпочтительно не в виде смеси из частиц и волокон.
Благодаря тому, что, согласно изобретению, используют керамический материал, присутствующий в виде структуры из частиц и/или волокон, тепловодность дополнительно снижается по сравнению со сплошным материалом, что является предпочтительным с точки зрения экранирующего действия. Кроме того, по сравнению со сплошным материалом снижается теплоемкость, что является предпочтительным с точки зрения энергетической эффективности в ходе фаз нагревания и фаз охлаждения, а также в отношении производительности. Благодаря структуре в виде частиц и/или волокон теплопроводность между отдельными частицами или волокнами возможна только через относительно малые точки контакта между отдельными частицами или волокнами. Кроме того, возникают эффекты излучения между отдельными частицами и волокнами. В частности, в случае материала на основе оксида циркония (ZrO2) возможно достичь очень низких теплопроводностей, в диапазоне нескольких десятых Вт/(мК) (Ватт на метр и градус Кельвина), например в диапазоне от 1/10 Вт/(мК) до 1 Вт/(мК) (эти цифры охватывают весь рассматриваемый температурный диапазон). Так как керамический материал, присутствующий в виде структуры из частиц и/или волокон, размещен в оболочке, выполненной из листа (листов) тугоплавкого металла, получают модульную конструкцию, что является предпочтительным с точки зрения манипуляций, с точки зрения ремонтных работ, а также с точки зрения замены керамического материала и/или всего экранирующего элемента. В частности, если в керамическом материале возникают явления старения (например, разложение, увеличивающееся со временем), его можно удалить из оболочки и заменить, в то время как оболочку можно использовать неоднократно. Лист (листы) тугоплавкого металла оболочки по изобретению может иметь значительно более толстую и устойчивую форму по сравнению с традиционно используемыми излучательными пластинами, что предпочтительно с точки зрения стабильности и срока службы экранирующего элемента. Толщину листа (листов) из тугоплавкого металла в оболочке выбирают, в частности, в зависимости от размера экранирующего элемента, при этом предпочтительно, чтобы толщина увеличивалась с увеличением размера. Кроме того, эффекты излучения возникают также на листе (листах) тугоплавкого металла, что предпочтительно для экранирующего тепло действия. Соответственно, сочетание керамического материала, присутствующего в виде структуры из частиц и/или волокон, с оболочкой, выполненной из листа (листов) тугоплавкого металла, приводит к очень хорошему экранирующему действию, высокой энергетической эффективности, продолжительному сроку службы, простому обслуживанию, легкой замене керамического материала и простой замене экранирующего элемента в целом. Особенно в применениях с высокими целевыми температурами, в частности при целевых температурах ≥1500°C, предпочтительно при целевых температурах ≥1700°C, до целевых температур в области 2500°C, система теплового экранирования по изобретению превосходит традиционные экранирующие системы, состоящие из излучательных пластин или огнеупорных кирпичей, как описано выше.
В данном контексте выражение «высокотемпературные печи» обозначает печи и реакторы, которые сконструированы для целевых температур ≥1500°C, в частности ≥1700°C, вплоть до целевых температур в области 2500°C. Высокотемпературные печи этого типа используют, например, для спекания тугоплавких металлов, в частности, материалов на основе молибдена или вольфрама; для выращивания монокристаллов сапфира для производства светодиодов и т.д. В данном контексте выражение «целевая температура» обозначает максимально достижимую по ходу температурного профиля температуру внутри рабочей зоны (например, фаза нагревания, если она имеет ряд участков изменения температуры; фаза выдержки при целевой температуре; фаза охлаждения). Система теплового экранирования по изобретению является особенно приемлемой в высокотемпературных печах, в которых, в силу термических процессов, протекающих внутри рабочей зоны, следует обходиться без использования углеродсодержащих соединений, в частности без графита. Кроме того, система теплового экранирования по данному изобретению особенно хорошо применима в высокотемпературных печах, которые нагревают не индукционно, но, например, с применением электрических (резистивных) нагревательных элементов.
Термин «оболочка» обозначает предпочтительно закрытый, или, в альтернативном случае, возможно также частично открытый контейнер или сосуд, который удерживает и ограничивает керамический материал во внешней основной форме, в которой должен быть представлен элемент теплового экранирования. В данном случае основная форма имеет настолько большую толщину, определяемую листами из тугоплавкого металла, расположенными на расстоянии друг от друга так, что между ними образуется полость для размещения в ней керамического материала. Для теплового экранирования верхней и/или нижней части (относительно положения использования высокотемпературной печи) оболочка может, в частности, иметь, в каждом случае, дискообразную основную форму (в качестве верхней части или в качестве нижней части), внутри которой сформирована полость для размещения керамического материала. Для теплового экранирования боковой части (относительно положения использования высокотемпературной печи) оболочка может иметь, например, основную форму в виде полого цилиндра, основную форму в виде сегмента полого цилиндра или, в более общем виде, основную форму, полностью или только частично окружающую соответствующую рабочую зону, на заданную высоту. В этом отношении тепловое экранирование боковой части рабочей зоны также может включать множество экранирующих элементов в форме отдельных сегментов, которые, таким образом, при эксплуатации проходят вокруг рабочей зоны. Оболочка может иметь газонепроницаемую форму, таким образом не допуская проникновения влаги и/или не допуская образования отложений внутри оболочки. Однако это не является необходимым. Наоборот, предпочтительно, чтобы оболочка также допускала возможность циркуляции газа. В частности, оболочка может также иметь одно или большее количество отверстий, которые расположены в тех положениях, где керамический материал не может высыпаться при соответствующем положении экранирующего элемента при эксплуатации. Какой из вариантов является предпочтительным, определяется на основании процессов, протекающих внутри высокотемпературной печи.
В данном контексте выражение «тугоплавкий металл» обозначает металлический материал (присутствующий в виде элемента или сплава, если это приемлемо - также с неметаллическими добавками, например, оксидами, карбидами и т.д.), который имеет температуру плавления ≥2000°C. Керамический материал может присутствовать в форме частиц или гранул, в частности в форме слоя из отдельных частиц или зерен. Отдельные частицы, в свою очередь, также могут дополнительно иметь пористую форму. В альтернативном случае керамический материал может также присутствовать в форме волокон, в частности в виде листа из волокнистого материала. «Материал на основе оксида циркония (ZrO2)» представляет собой материал, состоящий из оксида циркония (говоря более точно, диоксида циркония, то есть ZrO2) по меньшей мере до 50 мас.%, предпочтительно по меньшей мере до 80 мас.%, еще более предпочтительно по меньшей мере до 90 мас.%; при этом возможно также, что оксид циркония (ZrO2) содержит дополнительно другие компоненты, (например Si), что цирконий частично присутствует в состоянии окисления, отличном от +IV, что цирконий присутствует в степени окисления, несколько отличающейся от точного значения +IV, и/или что керамический материал содержит другие добавки. В частности, к оксиду циркония (ZrO2) можно добавить добавки для стабилизации при высокой температуре, например, оксид иттрия, оксид кальция, калий и т.д. (в соотношении до 20 мас.%, в частности до 10 мас.%). Остальные части керамического материала, не состоящие из оксида циркония (ZrO2), образуют твердый раствор, в частности с оксидом циркония. Однако в дополнение или в качестве альтернативы они также могут присутствовать в виде отдельной фазы (фаз) и/или в виде отдельных частиц или волокон. Оксид циркония является особенно предпочтительным с учетом его низкой теплопроводности и его стабильности при высоких температурах (которые можно дополнительно улучшить, помимо прочего, с помощью вышеуказанных добавок). В принципе внутри оболочки могут находиться и дополнительные компоненты, в дополнение к керамическому материалу. В частности, внутри оболочки могут быть предусмотрены поддерживающие элементы, металлические листы и т.д. Предпочтительно, внутри оболочки размещен исключительно керамический материал на основе оксида циркония в виде структуры из частиц и/или волокон.
Согласно одному из примеров воплощения, керамический материал присутствует в виде слоя из отдельных частиц. Слой является предпочтительным, поскольку материал можно повторно использовать, и, если это необходимо, материалом можно снова заполнить оболочку. Кроме того, слой дает возможность легко заменять керамический материал, так как его следует просто высыпать из оболочки (которую, если это необходимо, следует только открыть в подходящем положении), а затем оболочку можно заполнить новым керамическим материалом в форме слоя. Что касается достижения низкой плотности упаковки с долговременной стабильностью, особенно предпочтительно, если слой из отдельных частиц имеет мономодальное распределение зерен. Следует понимать, что мономодальное распределение зерен означает, что все отдельные частицы имеют по существу идентичный размер зерен (в допустимых пределах допуска). Средний размер к зерна в слое в частности находится в диапазоне 0,1 мм ≤ k ≤ 4 мм. Частицы в слое предпочтительно имеют сферическую или по существу сферическую форму.
Согласно одному из примеров воплощения керамический материал состоит не менее чем на 80 мас.%, из оксида циркония (ZrO2). В частности, керамический материал состоит не менее чем на 90 мас.%, из оксида циркония (ZrO2).
Как объяснено выше, такая высокая доля дает преимущества в отношении низкой теплопроводности, а также стабильности при высоких температурах.
В принципе, для листа (листов) из тугоплавкого металла особенно предпочтительными являются металлические материалы на основе Mo (молибдена) или W (вольфрама) (то есть состоящие из Mo по меньшей мере на 50 мас.%, или состоящие из W по меньшей мере на 50 мас.%). Если экранирующий элемент подвергают действию особенно высоких температур, как, например, в случае, когда он расположен в непосредственной близости к рабочей зоне высокотемпературной печи, из-за относительно высокой температуры плавления особенно предпочтительным является материал на основе W (то есть состоящий из W по меньшей мере на 50 мас.%), по меньшей мере со стороны, обращенной к рабочей зоне. Согласно одному из примеров воплощения, лист (листы) из тугоплавкого металла выполнен (выполнены) из W не менее чем на 98 мас.%, в результате чего он/они противостоит/противостоят особенно высоким рабочим температурам. Если, в отличие от этого, расположить между рабочей зоной и экранирующим элементом одну или большее количество излучательных пластин, то для листа (листов) тугоплавкого металла для экранирующего элемента можно также использовать материал на основе Mo (то есть состоящий из Мо по меньшей мере на 50 мас.%). Материал на основе Mo обладает тем преимуществом, что в ходе производства оболочки его можно легче формировать и обрабатывать по сравнению с материалом на основе W.
Согласно одному из примеров воплощения лист (листы) тугоплавкого металла имеет/имеют толщину стенки dВ в диапазоне 0,25 мм ≤ dВ ≤ 2,5 мм, в частности в диапазоне 0,3 мм ≤ dВ ≤ 1,2 мм. В этих диапазонах можно достичь достаточной механической прочности при еще приемлемой стоимости материала. Толщину стенки предпочтительно выбирают в зависимости от размера экранирующего элемента. Предпочтительно, чтобы толщина стенки увеличивалась с увеличением размера экранирующего элемента.
Согласно одному из примеров воплощения, экранирующий элемент имеет толщину dE в диапазоне 8 мм ≤ dE ≤ 120 мм, в частности в диапазоне 10 мм ≤ dE ≤ 60 мм. Эти диапазоны являются особенно предпочтительными в отношении как можно более эффективного экранирующего действия, с одной стороны, и в отношении формирования экранирующего элемента с как можно более тонкими стенками, с другой стороны. «Толщину» в этом случае измеряют перпендикулярно основной области расположения экранирующего элемента, в соответствующей точке наблюдения, где основная область расположения может иметь плоский или искривленный профиль. «Толщина» обычно направлена по существу параллельно направлению экранирования, которое обеспечивает рассматриваемый экранирующий элемент.
Согласно одному из примеров воплощения, в дополнение к экранирующему элементу система теплового экранирования включает множество отстоящих друг от друга излучательных пластин, выполненных из тугоплавкого металла. Если это допустимо, можно также предусмотреть только одну излучательную пластину. Экранирующее действие, обеспечиваемое излучательными пластинами (или, если это допустимо, только одной излучательной пластиной) можно, таким образом, с преимуществом объединить с экранирующим действием, обеспечиваемым экранирующим элементом по изобретению. В частности, такое объединение имеет преимущества, так как, вследствие того, что экранирующий элемент по изобретению заполнен керамическим материалом, присутствующим в виде структуры из частиц и/или волокон, он обеспечивает относительно высокое экранирующее действие, которое превышает действие излучательных пластин, в частности при температурах ≥1500°C, и значительно превышает действие излучательных пластин при температурах ≥1700°C. Соответственно, достигают значительного падения температуры по толщине экранирующего элемента, особенно если последний граничит с областями, находящимися при таких высоких температурах. Если бы система теплового экранирования была сформирована исключительно из (одного) экранирующего элемента (элементов) с формой соответственной толщины, она могла бы, однако, иметь относительно высокую теплоемкость, что не является преимуществом в отношении энергетической эффективности и тепловой инерции, особенно в переходном тепловом режиме (например, в фазах нагревания и охлаждения). Это происходит вследствие того, что относительно высокая теплоемкость экранирующей системы может вызвать задержку при установлении желательной целевой температуры и/или повышенное потребление энергии в случае увеличений температуры, которые должны быть проведены за короткий интервал времени. Соответственно, именно последовательность экранирующих элементов и излучательных пластин является особенно преимущественной. Предпочтительно, чтобы каждая из излучательных пластин обладала основной областью протяженности, проходящей по существу параллельно основной области протяженности по меньшей мере одной части соответствующего экранирующего элемента. В частности, излучательные пластины располагают вблизи экранирующего элемента, по направлению экранирования; при этом в принципе возможно, что излучательные пластины обеспечены на внутренней стороне (то есть обращены к рабочей зоне печи) и/или на внешней стороне (то есть обращены от рабочей зоны печи) по отношению к экранирующему элементу. Выражение «излучательные пластины» обозначает множество (по меньшей мере две) пластины, расположенные в ходе использования на расстоянии друг от друга. Для достижения эффекта теплового экранирования в данном случае, в частности, используют тот эффект, что излучательные пластины на каждой стороне излучают тепло в направлении обеих боковых поверхностей, и, таким образом, температура спадает по последовательности излучательных пластин. Соответственно, основные области протяженности отдельных излучательных пластин ориентированы по существу параллельно друг другу, а также по существу параллельно основной области протяженности экранирующего элемента; при этом для достижения достаточного теплового экранирующего эффекта допустимы небольшие отклонения от строго параллельной ориентации.
В принципе, в направлении экранирования возможно осуществление более чем только одного чередования излучательной пластины (пластин) и экранирующего элемента. В качестве примера: по направлению экранирования можно обеспечить сначала одну или большее количество излучательных пластин, затем экранирующий элемент, а затем, в свою очередь, по меньшей мере одну, или большее количество излучательных пластин.
Согласно одному из примеров воплощения, излучательная пластина (пластины) изготовлена/изготовлены из молибдена (чистого молибдена, содержащего примеси и/или добавки до содержания не выше 2 мас.%); из сплава на основе молибдена (то есть сплава с содержанием Mo≥50 мас.%); из вольфрама (чистого вольфрама, содержащего примеси и/или добавки до содержания не выше 2 мас.%); или из сплава на основе вольфрама (то есть сплава с содержанием W≥50 мас.%). Доказано, что эти материалы являются особенно пригодными для применения; при этом особенное предпочтение отдают излучательным пластинам, изготовленным из молибдена, или, в альтернативном случае, изготовленным из вольфрама. На выбор между вольфрамом (или сплавом на основе вольфрама), с одной стороны, и молибденом (или сплавом на основе молибдена), с другой стороны, влияют, в частности, температуры, действию которых подвержена соответствующая излучательная пластина при эксплуатации. Соответственно, предпочтительно излучательные пластины, которые при использовании подвергаются действию высоких температур, например ввиду того, что они при использовании прилегают к рабочей зоне печи непосредственно, или только через относительно малую тепловую защиту, изготавливают из вольфрама (или, в альтернативном случае, из сплава на основе вольфрама). Кроме того, в отношении цен и в отношении технологичности излучательных пластин, предпочтительно, чтобы те излучательные пластины, которые подвержены действию лишь относительно более низких температур, например, поскольку при использовании они термически экранированы от рабочей зоны печи более мощными термическими экранами, изготавливают из молибдена (или, в альтернативном случае, из сплава на основе молибдена).
Изобретение дополнительно относится к высокотемпературной печи, включающей рабочую зону для термической обработки деталей, а также систему теплового экранирования по изобретению, которая по меньшей мере частично окружает рабочую зону и которая, если это допустимо, может также быть сформирована в соответствии с одним или большим количеством вышеупомянутых примеров и/или вариантов воплощения.
Согласно одному из примеров воплощения, система теплового экранирования включает множество излучательных пластин, изготовленных из тугоплавкого металла, которые отстоят друг от друга в направлении экранирования (проходящем от центра рабочей зоны печи наружу) и расположены вблизи экранирующего элемента в направлении экранирования. В принципе, возможно обеспечить излучательные пластины на внутренней стороне экранирующего элемента (то есть обращенной к рабочей зоне) и/или на внешней стороне экранирующего элемента (то есть обращенной от рабочей зоны). Предпочтительно, чтобы излучательные пластины были расположены на той стороне экранирующего элемента, которая обращена от рабочей зоны печи. Как будет подробно разъяснено ниже, таким образом можно достичь экранирующего действия, значительно превышающего экранирующее действие традиционных излучательных пластин, особенно при высоких температурах в рабочей зоне печи, например, при температурах ≥1500°C, в частности, при температурах ≥1700°C. В частности, излучательные пластины имеют толщину стенки в диапазоне от 0,25 до 2,0 мм. В частности, просвет между двумя прилегающими друг к другу излучательными пластинами лежит в диапазоне от 4 до 8 мм. Предпочтительно, просвет между листом тугоплавкого металла экранирующего элемента и прилегающей излучательной пластиной также лежит в этом диапазоне.
Согласно одному из примеров воплощения, количество излучательных пластин, расположенных рядом с экранирующим элементом в направлении экранирования, лежит в диапазоне 1≤a≤7, в частности в диапазоне 2≤a≤5. В пределах этого диапазона можно достичь достаточного экранирующего действия без экранирующей системы, обладающей избыточной толщиной. Согласно одному из примеров воплощения, высокотемпературная печь имеет по меньшей мере один электрический нагревательный элемент, в частности, электрический резистивный нагревательный элемент, для нагревания рабочей зоны печи. Электрический нагревательный элемент расположен, в частности, внутри системы теплового экранирования (то есть на той стороне системы теплового экранирования, которая обращена к рабочей зоне печи). Система теплового экранирования по изобретению особенно применима для нагреваемых электричеством высокотемпературных печей.
Согласно одному из примеров воплощения, по меньшей мере один экранирующий элемент имеет форму бокового экрана, который по меньшей мере частично окружает рабочую зону печи. В частности, рассматриваемый экранирующий элемент может иметь основную форму полого цилиндра, основную форму сегмента полого цилиндра или, в более общем виде, основную форму, проходящую, полностью или частично, вокруг рабочей зоны печи с заданной высотой. Таким образом, в боковом направлении можно обеспечить компактное и эффективное экранирование. Вышеприведенные термины «боковой» и «высота» связаны, в этом отношении, с высокотемпературной печью, у которой основная ось при использовании ориентирована вертикально. В этом отношении следует принимать во внимание, что в дополнение к высокотемпературным печам, расположенным при использовании «стоя», то есть по существу с вертикально ориентированной основной осью, существуют также высокотемпературные печи, расположенные при использовании «лежа», то есть по существу с горизонтально ориентированной основной осью. В последнем случае, при лежачем положении, экранирование также можно проводить в значительной степени в связи с соответствующей основной осью. В последнем случае, в частности, термин «боковой» относится к положению, отходящему по радиусу относительно основной оси, и, вместо направления по высоте, применимо направление, идущее параллельно или по существу параллельно основной оси.
Согласно одному из примеров воплощения, по меньшей мере один экранирующий элемент имеет форму компонента, выполненного с возможностью извлечения из высокотемпературной печи в виде модуля. Благодаря модульной конструкции этого типа экранирующий элемент можно легко удалить из высокотемпературной печи, в результате чего легко заменить его целым экранирующим элементом, заменить керамический материал внутри экранирующего элемента и/или заполнить внутреннюю часть экранирующего элемента керамическим материалом.
Дополнительные преимущества и выгоды изобретения станут очевидны на основе последующего описания примеров воплощения, со ссылкой на сопровождающие чертежи.
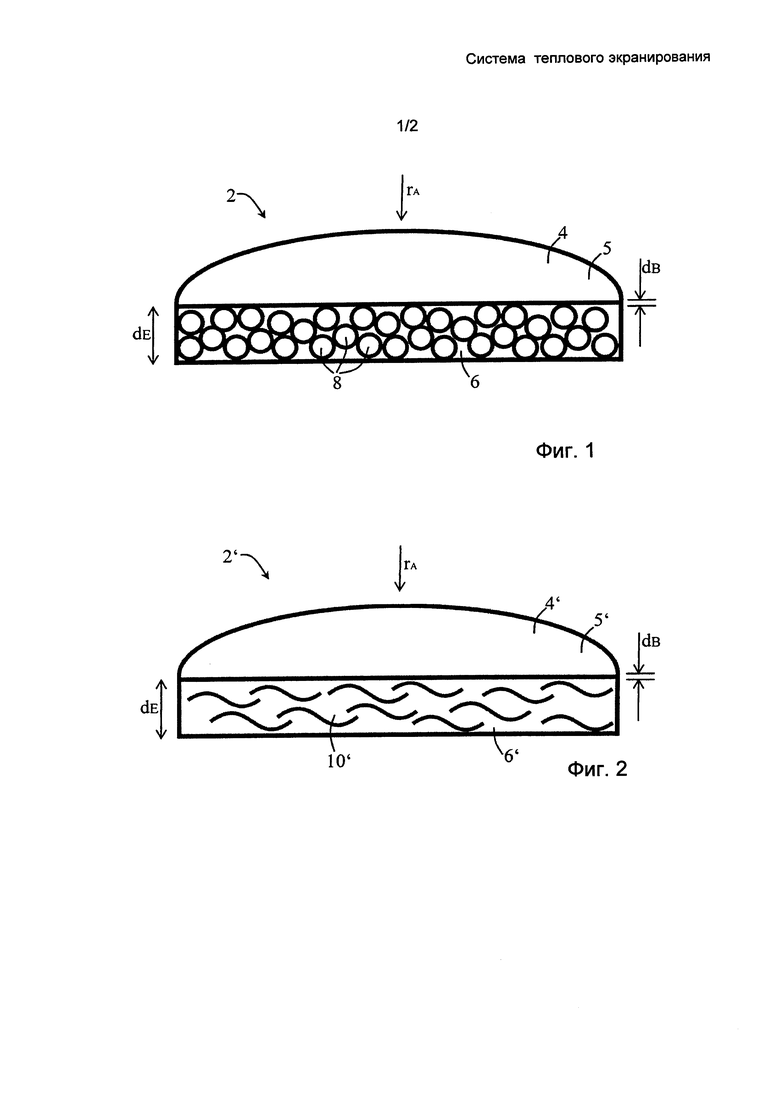
Фиг. 1: изображает схематический вид в поперечном сечении экранирующего элемента по изобретению, согласно первому примеру воплощения;
Фиг. 2: изображает схематический вид в поперечном сечении экранирующего элемента по изобретению, согласно второму примеру воплощения;
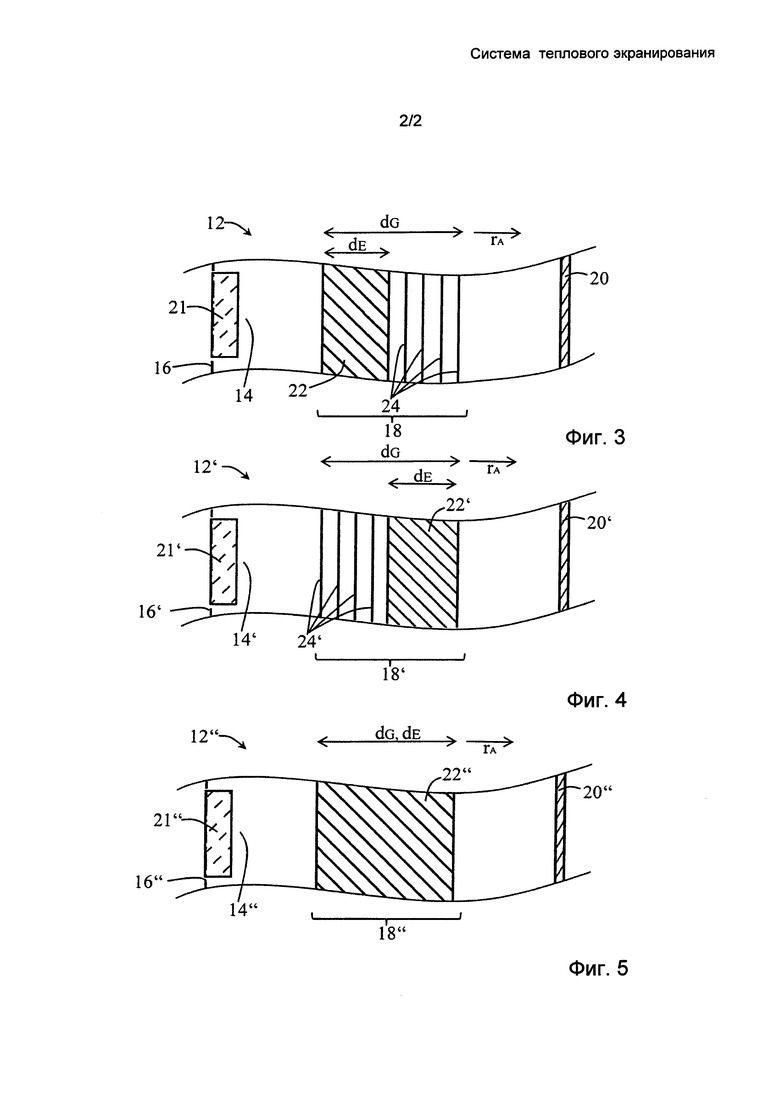
Фиг. 3: изображает схематическое сечение высокотемпературной печи для иллюстрации третьего примера воплощения системы экранирования по изобретению;
Фиг. 4: изображает схематическое сечение высокотемпературной печи для иллюстрации четвертого примера воплощения системы экранирования по изобретению; и
Фиг. 5: изображает схематическое сечение высокотемпературной печи для иллюстрации пятого примера воплощения системы экранирования по изобретению.
Фиг. 1 изображает экранирующий элемент 2 по первому примеру воплощения изобретения. Экранирующий элемент 2 имеет дискообразную основную форму. Эта основная форма образована замкнутой оболочкой 4, выполненной из листа (листов) 5 вольфрама (оболочка 4 в данном случае не является газонепроницаемой). Внутри оболочки 4 сформирована дискообразная полость 6, и она заполнена керамическим слоем 8 из термостабилизированного оксида циркония (ZrO2); соотношение размеров частиц и оболочки воспроизведено неточно. Керамический слой 8 имеет мономодальное распределение частиц по размерам. Средний диаметр зерна в слое составляет 2 мм. Лист вольфрама имеет толщину стенки dB 1 мм. Экранирующий элемент 2 имеет толщину dE 50 мм. Направление экранирования rA, для которого сконструирован изображенный экранирующий элемент 2, проходит параллельно направлению измерения, указанному для толщины dE.
Дискообразная основная форма сконструирована, в частности, для осуществления экранирования нижней и/или верхней части. В этом отношении экранирующий элемент 2 можно использовать сам по себе, или, в качестве альтернативы, в сочетании с дополнительными компонентами экранирования, например, с излучательными пластинами. Дискообразная основная форма может также иметь еще дополнительные структуры и/или отверстия, для доступа к компонентам высокотемпературной печи, например, к нагревательным элементам, к соединительным контактам нагревательных элементов, к дополнительным компонентам системы экранирования и т.д. В качестве примера, экранирующий элемент 2 может иметь по окружности ступень, или канавку, для приема по меньшей мере одного дополнительного бокового экранирующего элемента.
В последующем объяснении дополнительных примеров воплощения представлены подробности главным образом в отношении различий по сравнению с первым примером воплощения. Если указаны идентичные компоненты, или компоненты, соответствующие друг другу, используют одинаковые сноски.
В примере воплощения, изображенном на Фиг. 2, экранирующий элемент 2', в свою очередь, имеет замкнутую оболочку 4', выполненную из листа (листов) 5' вольфрама (в данном случае оболочка 4' не является газонепроницаемой). В противоположность к первому примеру воплощения, изготовленный из термостабилизированного оксида циркония (ZrO2) материал, который размещен в полости 6' оболочки 4', присутствует в виде волокнистой структуры. В частности, материал размещен в оболочке 4' в форме листа 10' из волокнистого материала.
Ниже в тексте данного описания три примера воплощения системы теплового экранирования по изобретению, которые в этом случае образуют боковой экран, будут разъяснены со ссылками на Фиг. 3-5. Фиг. 3 изображает сечение высокотемпературной печи 12. Сечение проходит в плоскости, определяемой радиусом и направлением основной оси, или оси 16 симметрии; при этом иллюстрация соответствует положению высокотемпературной печи 12 при эксплуатации с осью 16 симметрии, ориентированной вертикально, или в направлении по высоте. Изображенное сечение проходит в радиальном направлении от оси 16 симметрии, расположенной в центре рабочей зоны 14, через боковую систему 18 теплового экранирования, вплоть до бокового, внешнего корпуса 20. Корпус 20 сформирован, например, из стали. Деталь 21, которая должна быть подвергнута термообработке, схематично показана в рабочей зоне 14 печи. Система 18 теплового экранирования имеет боковой экранирующий элемент 22. Он имеет конструкцию, соответствующую конструкции экранирующего элемента 2 по первому примеру воплощения (Фиг. 1). В частности, боковой экранирующий элемент 22 имеет оболочку (не показанную в деталях), выполненную из листа (листов) вольфрама, в которой расположен слой (не показанный в деталях) термостабилизированного оксида циркония (ZrO2).
Кроме того, система 18 теплового экранирования имеет множество (здесь: четыре) излучательных пластин 24, которые расположены на некотором расстоянии друг от друга в направлении экранирования и расположены вблизи бокового экранирующего элемента 22 в направлении rA экранирования. Излучательные пластины 24 расположены на стороне бокового экранирующего элемента 22, которая обращена от рабочей зоны 14 печи. Экранирующий элемент 22 сформирован проходящим вокруг рабочей зоны 14 печи и проходящим по высоте на заданное расстояние. Излучательные пластины 24 сформированы, соответственно, с диаметром возрастающей величины. Как в экранирующем элементе 22, так и в излучательных пластинах 24 могут быть обеспечены соответствующие дополнительные структуры или сквозные отверстия, например, для доступа к дополнительным компонентам высокотемпературной печи 12 (например, нагревательным элементам, соединительным контактам нагревательных элементов, отверстию для загрузки и т.д.). Так как рабочая зона 14 уже термоэкранирована посредством экранирующего элемента 22, достаточно, чтобы излучательные пластины 24 были изготовлены из молибдена. Каждая отдельная излучательная пластина 24 имеет толщину 0,25 мм. Общая толщина dG боковой системы 18 теплового экранирования, измеренная в направлении rA экранирования, составляет примерно 43 мм; при этом толщина dE бокового экранирующего элемента 22 в направлении rA экранирования составляет примерно 19 мм.
В последующих пояснениях к четвертому и пятому примерам воплощения представлены подробности, в основном относящиеся к различиям в сравнении с третьим примером воплощения. Снова используют одинаковые сноски для идентичных компонентов, или компонентов, соответствующих друг другу (эти сноски в каждом случае имеют один или два штриха).
В четвертом примере воплощения, изображенном на Фиг. 4, излучательные пластины 24' (в данном случае четыре) расположены на той стороне бокового экранирующего элемента 22', которая обращена к рабочей зоне 14' печи. По меньшей мере те из излучательных пластин 24', которые расположены в непосредственной близости к рабочей зоне 14' печи, или те, которые находятся лишь на небольшом расстоянии от рабочей зоны 14' печи (например, первые три), выполнены из вольфрама, с учетом высоких температур, возникающих в этой области. Излучательные пластины 24ʺ, которые следуют за ними в направлении вовне по направлению rA экранирования (например, оставшуюся одну пластину), можно также изготовить, в частности, из молибдена.
Оболочка бокового экранирующего элемента 22' также может быть выполнена из молибдена (вместо вольфрама), если это приемлемо.
В пятом примере воплощения, изображенном на Фиг. 5, боковая система 18ʺ теплового экранирования сформирована исключительно из экранирующего элемента 22ʺ, то есть без каких-либо дополнительных излучательных пластин. Экранирующий элемент 22ʺ имеет соответственно большую толщину dE, составляющую 43 мм в направлении rA экранирования.
Что касается различных вариантов, в которых может быть реализована система экранирования по изобретению, то в отношении экранирующего действия и характеристик при использовании следует принимать во внимание следующие моменты.
Керамический материал на основе оксида циркония (ZrO2), присутствующий в виде структуры из частиц и/или волокон, обладает относительно низкой теплопроводностью (например, по сравнению с тугоплавкими металлами). Особенно при высоких температурах, в частности при температурах ≥1500°C, более предпочтительно при температурах ≥1700°C, экранирующее действие экранирующего элемента значительно превосходит действие последовательности излучательных пластин, имеющих сравнимую суммарную толщину. Это означает, что при использовании в установившемся режиме, при соответственно высокой температуре, в области, прилегающей к экранирующему элементу (например, в рабочей зоне печи), может быть достигнуто относительно большое снижение температуры по толщине экранирующего элемента, и потребление энергии для поддержания установившегося режима является относительно низким. Таким образом, можно свести к минимуму градиент температуры, возникающий внутри рабочей зоны печи, что является преимуществом, особенно для критических процессов. Однако экранирующий элемент имеет сравнительно более высокую теплоемкость, чем последовательность излучательных пластин, приходящихся на сравнимую толщину. Это приводит к задержкам, и, возможно, к увеличенному потреблению энергии в ходе фазы нагревания, если изменение температуры должно быть достигнуто за короткие интервалы времени.
В свете рассмотренных выше свойств, обеспечение одного или большего количества экранирующих элементов без объединения их с излучательными пластинами дает преимущества, в частности, для тех высокотемпературных печей, в которых следует выдерживать постоянную или по существу постоянную температуру, при высоких ее значениях (например, ≥1500°C, в частности ≥1700°C), в течение относительно длительных периодов времени. Так происходит, например, при производстве монокристаллов сапфира.
В термических процессах с относительно короткой продолжительностью, которые проводят последовательно, и/или при обеспечении многоступенчатого температурного профиля, относительно часто работу проводят в режиме изменяющейся температуры. Такой режим применяют, например, в печах для спекания тугоплавких металлов. Для этих применений, с точки зрения снижения теплоемкости системы теплового экранирования, является предпочтительным, если экранирующий элемент объединяют с излучательными пластинами. Таким образом, можно снизить потребление энергии, необходимой для того, чтобы провести увеличение температуры за относительно короткий промежуток времени. Однако объединение такого типа также дает преимущества и для условий применений, описанных выше, в которых температуру следует поддерживать постоянной или по существу постоянной, при высоких значениях (например, ≥1500°C, в частности ≥1700°C), в течение относительно длительных периодов времени, и, соответственно, оно также хорошо подходит для таких условий применения.
Следует принимать во внимание, что при относительно низких температурах (например, 500°C) и при условии идентичной толщины экранирования, тепловой поток за счет излучения, который доминирует в случае излучательных пластин, будет ниже теплового потока за счет теплопроводности, который доминирует в случае экранирующего элемента. Соответственно, при относительно низких температурах (например, при температурах в области 500°C) экранирующее действие последовательности излучательных пластин будет выше, чем действие экранирующего элемента сравнимой толщины. Также и из этих соображений объединение экранирующего элемента и излучательных пластин является особенно преимущественным. В отношении разъясненных выше зависимостей, является преимущественным, если экранирующий элемент расположен в непосредственной близости к рабочей зоне печи, а последовательность излучательных пластин расположена на той стороне экранирующего элемента, которая обращена от рабочего пространства печи.
Кроме того, следует учитывать, что в случае экранирования излучательными пластинами тепловой поток в значительно большей степени возрастает при увеличении температуры, чем в случае экранирующего элемента. Это приводит к очень хорошему экранирующему действию экранирующего элемента, особенно при высоких температурах (например, ≥1500°C, в частности ≥1700°C). Соответственно, при использовании сочетания экранирующего элемента и излучательных пластин особенно предпочтительно, если экранирующий элемент расположен вблизи области высоких температур (например, ≥1500°C, в частности≥1700°C), особенно вблизи рабочего пространства печи.
Также было возможно подтвердить представленные зависимости с помощью аналитических и численных расчетов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения объемного композиционного материала никель - диоксид циркония с повышенной устойчивостью к окислению | 2018 |
|
RU2704343C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭРОЗИОННОСТОЙКИХ ТЕПЛОЗАЩИТНЫХ ПОКРЫТИЙ | 2012 |
|
RU2499078C1 |
| Способ получения наноструктурированного композита на основе бескислородного графена и ZrO | 2022 |
|
RU2788977C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ С НАНОРАЗМЕРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2414991C1 |
| УСТРОЙСТВО ИЗ ВОСПРИНИМАЮЩЕГО ДАВЛЕНИЕ КОЖУХА И НАХОДЯЩЕЙСЯ ВНУТРИ НЕГО КАРКАСНОЙ СИСТЕМЫ | 2019 |
|
RU2798072C2 |
| Многослойное термоэмиссионное защитное покрытие для детали из жаропрочного сплава | 2023 |
|
RU2816827C1 |
| ДВУХСЛОЙНОЕ ЖАРОСТОЙКОЕ ПОКРЫТИЕ НА ИЗДЕЛИЯХ ИЗ УГЛЕРОД-УГЛЕРОДНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2017 |
|
RU2662520C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ УПЛОТНИТЕЛЬНОГО ПОКРЫТИЯ | 2008 |
|
RU2386513C1 |
| ЁМКОСТЬ ДЛЯ ЖЕЛЕЗА ПРЯМОГО ВОССТАНОВЛЕНИЯ (ПВЖ) | 2019 |
|
RU2761850C1 |
| Способ получения порошка вольфрамата циркония | 2016 |
|
RU2639244C1 |
Изобретение относится к системе теплового экранирования рабочей зоны высокотемпературных печей. Система содержит по меньшей мере один экранирующий элемент, имеющий оболочку, выполненную из листа/ листов тугоплавкого металла, и расположенный в оболочке керамический материал на основе оксида циркония (ZrO2), присутствующий в виде структуры из частиц и/или волокон. Раскрыта высокотемпературная печь, содержащая упомянутую систему. Обеспечивается повышение энергетической эффективности, снижение энергозатрат и повышение срока службы. 2 н. и 13 з.п. ф-лы, 5 ил.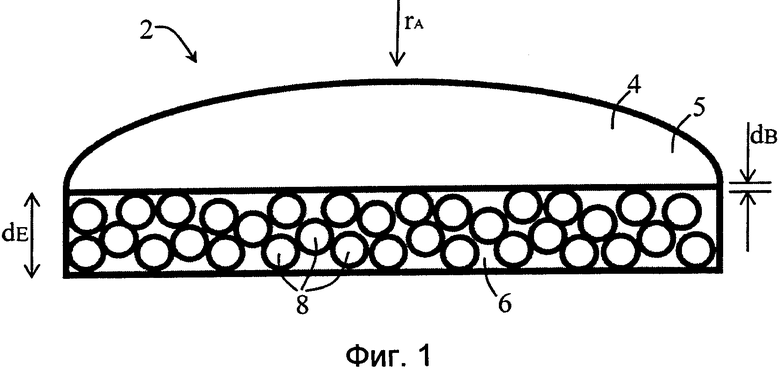
1. Система теплового экранирования рабочей зоны (14; 14'; 14ʺ) высокотемпературной печи (12; 12'; 12ʺ), содержащая по меньшей мере один экранирующий элемент (2; 2'; 22; 22'; 22ʺ), отличающаяся тем, что экранирующий элемент (2; 2'; 22; 22'; 22ʺ) выполнен в виде оболочки (4; 4'), выполненной по меньшей мере из одного листа (5; 5') тугоплавкого металла, и расположенного в упомянутой оболочке (4; 4') керамического материала (8; 10') на основе оксида циркония (ZrO2) со структурой в виде частиц и/или волокон.
2. Система по п. 1, отличающаяся тем, что керамический материал выполнен в виде слоя (8) из отдельных частиц.
3. Система по п. 2, отличающаяся тем, что упомянутый слой (8) из отдельных частиц имеет мономодальное распределение частиц.
4. Система по одному из предшествующих пунктов, отличающаяся тем, что керамический материал (8; 10') состоит не менее чем на 80 мас.% из оксида циркония (ZrO2).
5. Система по п. 1, отличающаяся тем, что по меньшей мере один лист (5; 5') из тугоплавкого металла сформирован не менее чем на 98 мас.% из вольфрама.
6. Система по п. 1, отличающаяся тем, что по меньшей мере один лист (5; 5') из тугоплавкого металла имеет толщину стенки dB, где 0,25 мм ≤ dB ≤ 2,5 мм.
7. Система по п. 1, отличающаяся тем, что экранирующий элемент (2; 2'; 22; 22'; 22ʺ) имеет толщину dE в диапазоне 8 мм ≤ dE ≤ 120 мм.
8. Система по п. 1, отличающаяся тем, по меньшей мере один экранирующий элемент снабжен множеством отстоящих друг от друга излучательных пластин (24; 24'), выполненных из тугоплавкого металла.
9. Система по п. 8, отличающаяся тем, что излучательные пластины (24; 24') выполнены из молибдена, из сплава на основе молибдена, из вольфрама или из сплава на основе вольфрама.
10. Высокотемпературная печь, имеющая рабочую зону (14; 14'; 14ʺ) для термообработки деталей, отличающаяся тем, что она содержит систему (18; 18'; 18ʺ) теплового экранирования по одному из пп.1-9, которая по меньшей мере частично окружает упомянутую рабочую зону (14; 14'; 14ʺ) печи.
11. Высокотемпературная печь по п. 10, отличающаяся тем, что система (18; 18'; 18ʺ) теплового экранирования содержит множество излучательных пластин (24; 24'), выполненных из тугоплавкого металла, отстоящих друг от друга в направлении (rA) экранирования и расположенных вблизи экранирующего элемента (22; 22') в направлении (rA) экранирования.
12. Высокотемпературная печь по п. 11, отличающаяся тем, что излучательные пластины (24, 24') расположены на удаленной от рабочей зоны (14) стороне экранирующего элемента (22).
13. Высокотемпературная печь по п. 11 или 12, отличающаяся тем, что число а излучательных пластин (24; 24'), расположенных вблизи экранирующего элемента (22; 22') в направлении (rA) экранирования, находится в диапазоне 1 ≤ a ≤ 7.
14. Высокотемпературная печь по п. 10, отличающаяся тем, что она содержит по меньшей мере один электрический нагревательный элемент для нагревания рабочей зоны (14; 14'; 14ʺ), расположенный внутри системы (18; 18'; 18ʺ) теплового экранирования.
15. Высокотемпературная печь по п. 10, отличающаяся тем, что по меньшей мере один экранирующий элемент (2; 2'; 22; 22'; 22ʺ) выполнен в виде модуля, выполненного с возможностью извлечения из высокотемпературной печи (12; 12'; 12ʺ).
| WO 2011083898 A1, 14.07.2011 | |||
| US 3456935 A, 22.07.1969 | |||
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ КРИСТАЛЛОВ | 2000 |
|
RU2202009C2 |
| ПЕЧЬ ЭЛЕКТРИЧЕСКАЯ | 2006 |
|
RU2338140C1 |
| АППАРАТ ВАКУУМНОЙ СЕПАРАЦИИ ГУБЧАТОГО ЦИРКОНИЯ | 2008 |
|
RU2402622C2 |
| RU 24019689 C2, 27.05.2011. | |||

