Изобретение относится к области порошковой металлургии, в частности к нанесению покрытий из металлических порошков на металлическую полосу в электростатическом поле.
Известно устройство для нанесения покрытий из порошков на металлическую полосу, включающее бункер для металлического порошка, дозирующий барабан с кольцевыми канавками для заполнения металлическим порошком, резиновый валик, установленный в бункере с возможностью фрикционного взаимодействия с дозирующим барабаном, скребок для удаления излишков металлического порошка с поверхности дозирующего барабана, разгрузочные ножи для извлечения металлического порошка из кольцевых канавок дозирующего барабана, металлические сита, связанные с вибратором и источником высокого напряжения, а также металлические полукольцевые пластины, установленные между ситами на расстоянии, кратном шагу кольцевых канавок дозирующего барабана [1].
Известен другой вариант выше описанного устройства, в котором между металлическими ситами и металлической полосой установлена электродная металлическая сетка, выполненная в виде расположенных поперек полосы металлических проволок, которые закреплены на одинаковом расстоянии одна от другой, соединены с вибратором и подключены к источнику высокого напряжения [2].
Такие устройства позволяют осаждать порошковое покрытие только на верхнюю сторону полосы. При нанесении двухсторонних покрытий необходимо осуществлять s-образную проводку полосы по участку нанесения порошковых покрытий с использованием отклоняющих барабанов и установку осаждающих порошок устройств на второй и нижней ветвях полосы и, соответственно, использовать перед каждым наносящим порошок устройством валковую машину для одностороннего нанесения адгезионного раствора, а также использовать в процессе первого осаждения порошка специальные устройства для исключения заноса порошка на обратную сторону полосы или его последующего удаления.
Известно также устройство для нанесения порошковых покрытий на металлическую полосу, включающее бункер для металлического порошка с размещенным в нем резиновым валиком, установленным с возможностью фрикционного взаимодействия с дозирующим барабаном, который выполнен с кольцевыми канавками и снабжен разгрузочными ножами, электродную сетку, установленную параллельно металлической полосе и подключенную к источнику высокого напряжения, приводной дополнительный барабан для разбивки блоков металлического порошка, размещенный под дозирующим барабаном, а также направляющие пластины для формирования факела аэрозоля [3].
Более близким к заявляемому устройству, принятым за прототип, является устройство для нанесения покрытий из порошкообразных материалов на металлическую полосу, включающем бункер для порошка с размещенным в нем уплотняющим валиком, установленным с возможностью обеспечения фрикционного взаимодействия с дозирующим барабаном, выполненным с кольцевыми канавками, скребок, установленный с возможностью соприкосновения с дозирующим барабаном, направляющие пластины, электродную сетку, установленную параллельно металлической полосе и подключенную к источнику высокого напряжения, разгрузочный барабан с кольцевыми канавками, при этом дозирующий и разгрузочный барабаны установлены с обеспечением возможности вхождения выступов канавок разгрузочного барабана в канавки дозирующего барабана и с возможностью вращения в одном направлении, а направляющие пластины установлены с возможностью изменения угла их наклона к поверхности разгрузочного барабана [4].
Вышеописанные устройства позволяют осаждать порошковое покрытие на горизонтально или вертикально движущуюся полосу. При нанесении двухсторонних покрытий на горизонтально движущуюся полосу они имеют недостатки, описанные для устройств [1, 2].
При нанесении двухсторонних металлических покрытий на вертикально движущуюся полосу необходимо последовательно установить валковую машину для нанесения адгезивного раствора, камеру электростатического нанесения порошка, сушильную печь и прокатный стан, что требует больших габаритов здания по высоте, а также применение специальных мероприятий для исключения попадания порошка и других загрязнений в нижестоящее оборудование.
Исключить вышеописанные недостатки возможно при использовании устройства для нанесения порошкового покрытия, обеспечивающего осаждение порошка на нижнюю сторону горизонтально движущейся полосы, при осаждении его в одной камере с устройством для осаждения порошка на верхнюю сторону, например, устройством [4].
Задачей изобретения является создание нового патентоспособного устройства для нанесения металлических покрытий из металлических порошкообразных материалов на металлическую полосу и, соответственно, обеспечивающего достижение технического результата в виде осаждение порошков на нижнюю сторону полосы.
Помимо этого, задачей изобретения является расширение арсенала технических средств аналогичного назначения.
Поставленная задача изобретения решается, а технический результат достигается тем, что в устройстве для нанесения покрытий из порошкообразных материалов на металлическую полосу, включающем бункер для порошка с размещенным в нем уплотняющим валиком, установленным с возможностью обеспечения фрикционного взаимодействия с дозирующим барабаном, выполненным с кольцевыми канавками, скребок, установленный с возможностью соприкосновения с дозирующим барабаном, направляющие пластины, электродную сетку, установленную параллельно металлической полосе и подключенную к источнику высокого напряжения, разгрузочный барабан с кольцевыми канавками, при этом дозирующий и разгрузочный барабаны установлены с обеспечением возможности вхождения выступов канавок разгрузочного барабана в канавки дозирующего барабана и с возможностью вращения в одном направлении, а направляющие пластины установлены с возможностью изменения угла их наклона к поверхности разгрузочного барабана, дополнительно к этому (в отличие от прототипа) бункер размещен сбоку дозирующего барабана и в нем установлены подающие валки с возможностью вращения в одном направлении с дозирующим барабаном.
Новые признаки изобретения в совокупности с известными признаками образуют неразрывную совокупность, которая позволяет решить задачи изобретения и достичь технический результат.
Действительно, размещение бункера для порошка сбоку дозирующего барабана обеспечивает оптимальную компоновку устройства по отношению к покрываемой полосе, а также заполнение его объема порошком в процессе работы устройства. Дооборудование бункера подающими валками, установленными с возможностью их вращения в одном направлении с дозирующим барабаном, обеспечивает подачу порошка к уплотняющему валку в зону его контакта с дозирующим барабаном и, в результате их совместного взаимодействия, осуществлять качественное заполнение порошком канавок дозирующего барабана. При работе в бункере только одного уплотняющего валка заполнение порошком канавок дозирующего барабана имело местный хаотичный характер и составляло 30-70%.
Работа заявленного устройства и устройства-прототипа проверена при осаждении алюминиевого порошкового покрытия на пластины из стального листа. Основными технологическими операциями нанесения алюминиевого порошкового покрытия с использованием этих устройств в лабораторных условиях являются следующие. Поверхность стальных пластин перед осаждением алюминиевого порошка смачивают водным адгезионным раствором, который обеспечивает удержание блоков и частиц алюминиевого порошка не только после их соприкосновении со стальной основой, в результате чего алюминиевый порошок теряет электростатический заряд, но и после операции сушки стальных пластин с нанесенным алюминиевым порошковым покрытием. Затем на стальные пластины, смоченные водным адгезионным раствором, наносят алюминиевое порошковое покрытие с использованием заявленного устройства или устройства-прототипа. Потом стальные пластины с нанесенным алюминиевым порошковым покрытием нагревают с целью освобождения (высушивания) алюминиевого порошкового слоя от воды адгезивного раствора и прокатывают на прокатном стане «дуо-300» с обжатием стальной основы на 2,5-5,0%.
Проведенная сравнительная оценка равномерности полученных алюминиевых покрытий по методике представленной в патенте [4] показала близкие значения для заявляемого устройства и прототипа [4] и составляла 10-20%. В обоих случаях осаждали покрытия из порошка марки АСД-4 одной толщины на одинаковый сортамент стального листа.
Не ограничивающий вариант осуществления настоящего изобретения для пояснения формулы изобретения описан ниже со ссылкой на чертеж в качестве примера.
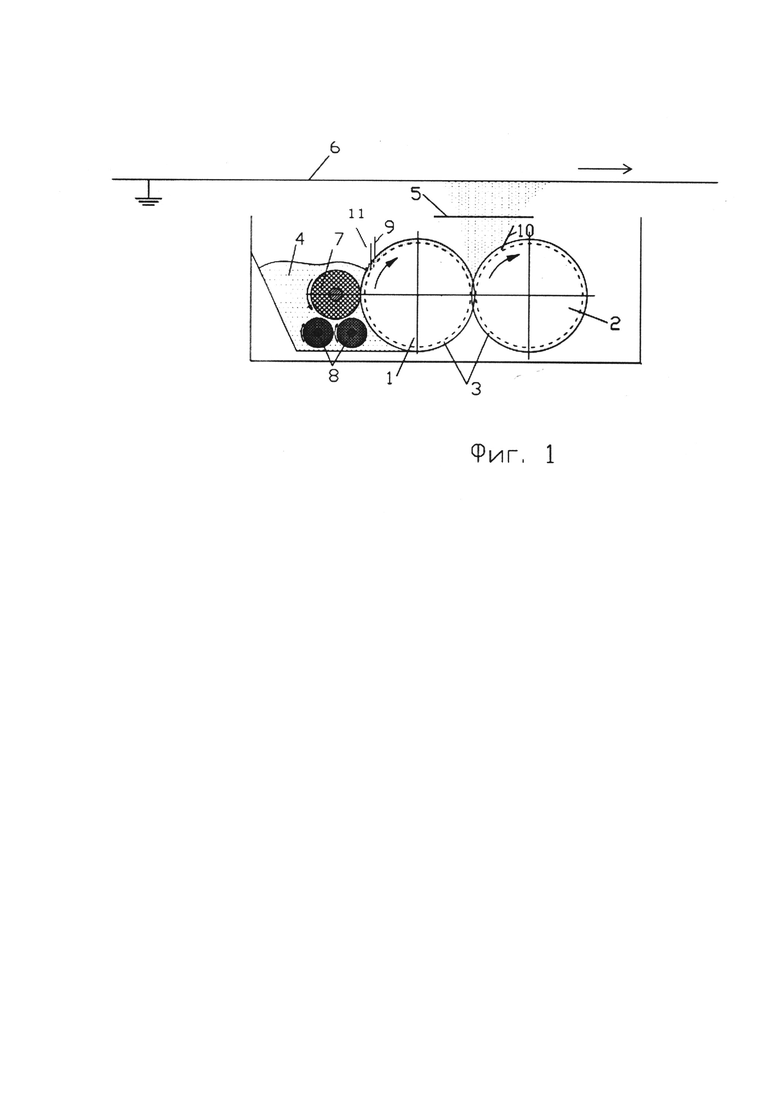
На чертеже изображена схема устройства для нанесения покрытий из порошкообразных материалов на движущуюся горизонтально металлическую полосу.
Устройство для нанесения покрытий из порошкообразных материалов на металлическую полосу содержит дозирующий барабан 1, разгрузочный барабан 2, в которых выполнены ряды кольцевых канавок 3, бункер 4 для металлического порошка, установленный сбоку дозирующего барабана 1 и простирающийся по всей его длине, электродную сетку 5, выполненную в виде параллельно расположенных металлических проволок и подсоединенную к источнику высокого напряжения, благодаря чему между покрываемой металлической полосой 6, которая заземлена вместе с барабанами 1, 2 и бункером 4, и электродной сеткой 5 образуется электростатическое поле. В бункере 4 установлен уплотняющий резиновый валик 7, длина которого больше расстояния между крайними кольцевыми канавками 3 дозирующего барабана 1, по отношению к которому резиновый валик 7 установлен с обеспечением возможности фрикционного взаимодействия, а также подающие валки 8 с возможностью вращения в одном направлении с дозирующим барабаном. Устройство содержит также скребок 9, который установлен с обеспечением возможности соприкосновения с поверхностью дозирующего барабана 1 по всей его длине и служит для удаления избыточного металлического порошка с его поверхности. Дозирующий барабан 1 и разгрузочный барабан 2 установлены с обеспечением возможности вхождения выступов кольцевых канавок 3 разгрузочного барабана 2 в кольцевые канавки 3 дозирующего барабана 1 и с возможностью вращения обоих барабанов 1 и 2 в одном направлении. Направляющие пластины 10 выполнены простирающимися по всей длине разгрузочного барабана 2, установлены с возможностью изменения угла их наклона к поверхности разгрузочного барабана 2 и обеспечивают формирование конфигурации факела осаждаемого металлического порошка между разгрузочным барабаном 2 и металлической полосой 6. Бункер 4 снабжен разгрузочными пластинами 11, установленными с возможностью перекрытия части крайних кольцевых канавок 3 дозирующего барабана 1 и удаления из них порошка.
Устройство для нанесения покрытий из порошкообразных материалов на металлическую полосу работает следующим образом.
В зависимости от сортамента покрываемой металлической, например стальной, полосы настраивают ширину загрузки кольцевых канавок 3 дозирующего барабана 1 с помощью разгрузочных пластин 11. Стальная полоса 6 непрерывно разматывается из рулона и после нанесения на нее водного адгезионного раствора проходит параллельно электродной сетке 5. Полоса 6 заземлена, а на электродную сетку 5 подается высокое напряжение, благодаря чему в пространстве между полосой 6 и электродной сеткой 5 создается электростатическое поле. Включается привод вращения разгрузочного барабана 2 и после набора им необходимых оборотов, включают приводы дозирующего барабана 1, уплотняющего валка 7 и подающих валиков 8. В результате совместного вращения дозирующего барабана 1 и уплотняющего валика 7 и подающих валков 8 металлический порошок поступает в кольцевые канавки 3 дозирующего барабана 1, уплотняется в них и транспортируется дозирующим барабаном 1 из бункера 4 до разгрузочного барабана 2. Скребок 9 снимает излишки металлического порошка с поверхности дозирующего барабана 1 и возвращает их в бункер. Металлический порошок из кольцевых канавок 3 дозирующего барабана 1 непрерывно удаляется выступами кольцевых канавок 3 разгрузочного барабана 2 и под действием приобретенной кинетической энергии частицы и мелкие конгломераты металлического порошка движутся в направлении покрываемой металлической полосы. Направляющие пластины 10 формируют факел заряженного аэрозоля из частиц и мелких конгломератов металлического порошка, которые под действием приобретенной кинетической энергии и электростатического поля устремляются к движущейся металлической полосе 6, предварительно смоченной водным адгезионнным раствором, и осаждается на ее поверхности. Толщина образующегося металлического порошкового покрытия регулируется скоростью вращения дозирующего барабана 1 и скоростью движения металлической полосы 6.
Источники информации
1. Авторское свидетельство РФ №461808, В05В 5/08, опубликовано 28.02.1975 г., бюл. №8.
2. Авторское свидетельство РФ №516431, В05В 5/08, опубликовано 05.06.1976 г., бюл. №21.
3. Авторское свидетельство РФ №514643, В05В 5/08, опубликовано 25.05.1976 г., бюл. №19.
4. Патент РФ №2569344, В05В 5/08, опубликовано 20.11.2015 г., бюл. №32.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ | 2014 |
|
RU2569344C1 |
| Устройство для нанесения порошковых покрытий на металлическую полосу | 1975 |
|
SU537705A1 |
| Устройство для нанесения порошкообразных материалов на металлическую полосу | 1974 |
|
SU514642A1 |
| Устройство для нанесения покрытий из порошкообразных материалов на металлическую полосу | 1975 |
|
SU514643A1 |
| Устройство для нанесения порошкообразных материалов | 1973 |
|
SU458340A1 |
| Устройство для нанесения покрытий из порошков на металлическую полосу | 1974 |
|
SU516431A2 |
| Устройство для нанесения покрытий из порошков на металлическую полосу | 1973 |
|
SU461808A1 |
| Технологическая линия для производства биметалла | 1981 |
|
SU980962A1 |
| Устройство для дозированной подачи шихты | 1983 |
|
SU1094687A1 |
| Технологическая линия для производства биметалла | 1987 |
|
SU1424972A2 |
Устройство для нанесения покрытий из порошкообразных материалов на металлическую полосу относится к области порошковой металлургии, в частности к нанесению покрытий из металлических порошков на металлическую полосу в электростатическом поле. Устройство содержит бункер для порошка с размещенным в нем уплотняющим валиком, установленным с возможностью обеспечения фрикционного взаимодействия с дозирующим барабаном, выполненным с кольцевыми канавками. Устройство также содержит скребок, установленный с возможностью соприкосновения с дозирующим барабаном, направляющие пластины, электродную сетку, установленную параллельно металлической полосе и подключенную к источнику высокого напряжения. Кроме того, устройство содержит разгрузочный барабан с кольцевыми канавками. Дозирующий и разгрузочный барабаны установлены с обеспечением вхождения выступов кольцевых канавок разгрузочного барабана в кольцевые канавки дозирующего барабана и с возможностью вращения в одном направлении. Направляющие пластины установлены с возможностью изменения угла их наклона к поверхности разгрузочного барабана. Бункер размещен сбоку дозирующего барабана и в нем установлены подающие валки с возможностью вращения в одном направлении с дозирующим барабаном. Техническим результатом изобретения является обеспечение возможности нанесения металлических порошковых покрытий на нижнюю сторону металлических полос, а также расширение арсенала технических средств аналогичного назначения. 1 ил.
Устройство для нанесения покрытий из порошкообразных материалов на металлическую полосу, включающее бункер для порошка с размещенным в нем уплотняющим валком, установленным с возможностью обеспечения фрикционного взаимодействия с дозирующим барабаном, выполненным с кольцевыми канавками, скребок, разгрузочный барабан с кольцевыми канавками, установленный с обеспечением возможности вхождения его выступов в канавки дозирующего барабана и вращения барабанов в одном направлении, направляющие пластины и электродную сетку, установленную параллельно полосе и подключенную к источнику высокого напряжения, отличающееся тем, что бункер размещен сбоку дозирующего барабана и в нем установлены подающие ролики с возможностью их вращения в одном направлении с дозирующим барабаном.
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ | 2014 |
|
RU2569344C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТИ | 2003 |
|
RU2325957C2 |
| ДЕКОРИРОВАНИЕ ПОРОШКООБРАЗНЫМ МАТЕРИАЛОМ | 2007 |
|
RU2433037C2 |
| Устройство для нанесения покрытий из порошков на металлическую полосу | 1973 |
|
SU461808A1 |
| Устройство для нанесения покрытий из порошкообразных материалов на металлическую полосу | 1975 |
|
SU514643A1 |
| US 6386696 B, 14.05.2002 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

