Изобретение относится к области изготовления труб особой формы раздачи, в частности труб многоугольного сечения, и может быть использовано для производства шестигранных труб из низкопластичной бористой стали с содержанием бора 1,3-3,5% для уплотненного хранения отработанного ядерного топлива.
Известен способ экспандирования труб, включающий циклическую с заданным шагом подачу трубы на головку экспандера и ее раздачу в трубу большего диаметра в каждом цикле воздействием инструмента, размещенного на раздвижных сегментах головки (RU 2258574, B21D 41/02, B21C 37/30, опубликовано 20.08.2005).
Недостатком известного способа является невозможность его использования для изготовления труб многоугольного сечения, выполненных из низкопластичной стали.
Известны способы изготовления трубы квадратного сечения, включающие подачу головки экспандера внутрь круглой трубной заготовки, раздачу трубной заготовки до конечного размера квадратной трубы одновременным радиальным воздействием рабочих граней и/или ребер головки экспандера, снятие усилия раздачи, перемещение головки экспандера по оси трубной заготовки и последующую раздачу трубной заготовки до конечного размера (JP 56-036320, B21C 37/15, B21D 41/02, опубликовано 09.04.1981; JPH 03285714, B21C 37/15, опубликовано 16.12.1991).
Способы реализуют использованием экспандера, головка которого включает раздвижные клиновые сегменты и конус, который при осевом перемещении воздействует на внутреннюю поверхность раздвижных клиновых сегментов головки, вызывая радиальное перемещение рабочих граней клиновых сегментов и деформацию трубной заготовки.
Наиболее близким по технической сущности является способ изготовления трубы многоугольного сечения, включающий введение внутрь круглой трубной заготовки инструментов с рабочими поверхностями, образованными двумя рабочими гранями, расположенными под углом друг к другу, раздачу участка трубной заготовки до конечного размера одновременным радиальным воздействием рабочими поверхностями инструментов на внутреннюю поверхность трубной заготовки, снятие усилия раздачи, перемещение инструментов по оси трубной заготовки и раздачу последующего участка трубной заготовки до конечного размера.
Способ реализуют циклически с заданным шагом введением в трубную заготовку многогранной головки экспандера, включающей раздвижные клиновые сегменты и конус, который при осевом перемещении воздействует на внутренние поверхности раздвижных клиновых сегментов головки, вызывая радиальное перемещение рабочих поверхностей клиновых сегментов и раздачу участка трубной заготовки
(JPH 0422525, B21C 37/15, B21D 39/20, опубликовано 27.01.1992).
Недостатком известных способов является то, что при раздаче трубной заготовки в области воздействия рабочих ребер инструмента, образованных гранями, расположенными под углом друг к другу, возникают значительные растягивающие напряжения, которые при формировании за один проход многоугольных сечений труб конечного размера приводят к тому, что у трубных заготовок, выполненных из низкопластичных сталей, на наружных поверхностях сформированных ребер появляются продольные трещины.
Задачей изобретения является создание способа изготовления труб многоугольного сечения из низкопластичных сталей, исключающего нарушение сплошности на ребрах многоугольной трубы при ее раздаче.
Технический результат достигают тем, что способ изготовления трубы многоугольного сечения включает введение внутрь круглой трубной заготовки клиновых сегментов с рабочими поверхностями, образованными двумя рабочими гранями, расположенными под углом друг к другу, раздачу участка трубной заготовки радиальным воздействием рабочими поверхностями клиновых сегментов на внутреннюю поверхность трубной заготовки, снятие усилия раздачи, перемещение головки экспандера по оси трубной заготовки и раздачу последующего участка трубной заготовки, отличающийся тем, что пошаговую раздачу трубной заготовки до конечного размера внешнего периметра готовой трубы ведут за два перехода: на предварительном переходе раздачу ведут до внешнего периметра, равного 0,4-0,5 конечной величины внешнего периметра готовой трубы, и с радиусом скругления между внутренними гранями полуфабриката, равным 1,9-2,1 радиуса скругления между внутренними гранями готовой трубы, при этом на первом шаге раздачи предварительный переход производят только на заходном участке заготовки, затем усилие раздачи снимают и проводят второй шаг раздачи, на котором осуществляют окончательный переход раздачи на заходном участке заготовки, полученной на первом шаге раздачи, до размеров и формы готовой трубы, с одновременным формированием предварительного перехода раздачи на последующем участке трубной заготовки
Технический результат также достигается тем, что окончательный переход раздачи очередного участка трубной заготовки ведут с подогревом этого участка, при этом длительность паузы между шагами раздачи принимается достаточной для восстановления ресурса пластичности металла при подогреве.
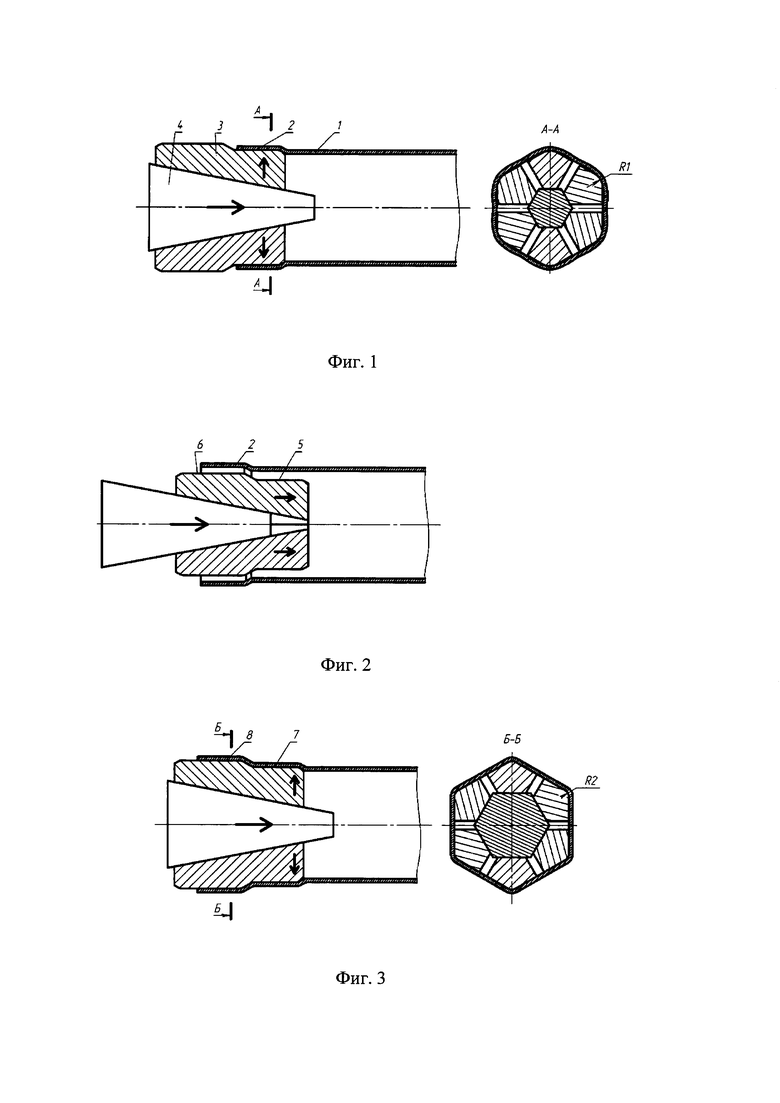
Изобретение может быть проиллюстрировано примером с использованием фиг. 1-3, где:
1 - трубная заготовка;
2 - заходной участок трубной заготовки после предварительного перехода раздачи;
3 - клиновые ступенчатые сегменты;
4 - внутренний конус экспандера;
5 - рабочие поверхности ступени клиновых сегментов с формой, соответствующей предварительному переходу раздачи;
6 - рабочие поверхности ступени клиновых сегментов с формой, соответствующей окончательному переходу раздачи;
7 - участок трубной заготовки после предварительного перехода на втором шаге раздачи;
8 - участок шестигранной трубы после окончательного перехода раздачи;
R1 - радиус скругления между внутренними гранями полуфабриката на первом переходе раздачи;
R2 - радиус скругления между внутренними гранями трубы на втором переходе раздачи;
ρпр - периметр внешнего контура трубной заготовки после предварительного перехода раздачи;
ρок - периметр внешнего контура трубы после окончательного перехода раздачи.
Для изготовления трубы шестиугольного сечения с размером «под ключ» 255 мм с толщиной стенки 6 мм используют круглую трубную заготовку ∅248×6 мм. Способ реализуют пошаговым введением внутрь трубной заготовки многогранной головки экспандера, включающей раздвижные клиновые сегменты и конус, который при осевом перемещении воздействует на внутренние поверхности раздвижных клиновых сегментов.
Для осуществления способа по изобретению используют головку экспандера в комплекте из шести раздвижных деформирующих клиновых сегментов 3. Радиальное перемещение клиновых сегментов 3 и соответственно радиальное воздействие их рабочих поверхностей 5 и 6 на внутреннюю поверхность трубной заготовки, а также снятие усилия раздачи осуществляют за счет перемещения шестигранного внутреннего конуса экспандера 4. Каждый клиновой сегмент имеет две ступени поперечного сечения. Передняя ступень клиновых сегментов имеет радиус скругления между рабочими гранями клиновых сегментов, равный 1,9-2,1 радиуса скругления между внутренними гранями готовой трубы, а задняя ступень клиновых сегментов 3 (не показано) выполнена с поперечным сечением и рабочими поверхностями, которые соответствуют по форме окончательному переходу раздачи.
Способ по изобретению ведут следующим образом.
На первом шаге раздачи внутрь круглой трубной заготовки 1 вводят головку экспандера с шестью деформирующими клиновыми сегментами 3 на длину передней ступени 5 сегментов 3 (фиг. 1). Перемещают по оси трубной заготовки шестигранный внутренний конус экспандера 4, который воздействует на внутренние поверхности раздвижных клиновых сегментов 3, вызывая их радиальное перемещение и осуществляют предварительный переход раздачи на заходном участке трубной заготовки (фиг. 1) до величины внешнего периметра трубной заготовки ρпр, равного 0,4-0,5 конечной величины внешнего периметра готовой трубы ρт с радиусом скругления между внутренними гранями, равным 1,9-2,1 радиуса скругления между внутренними гранями готовой трубы.
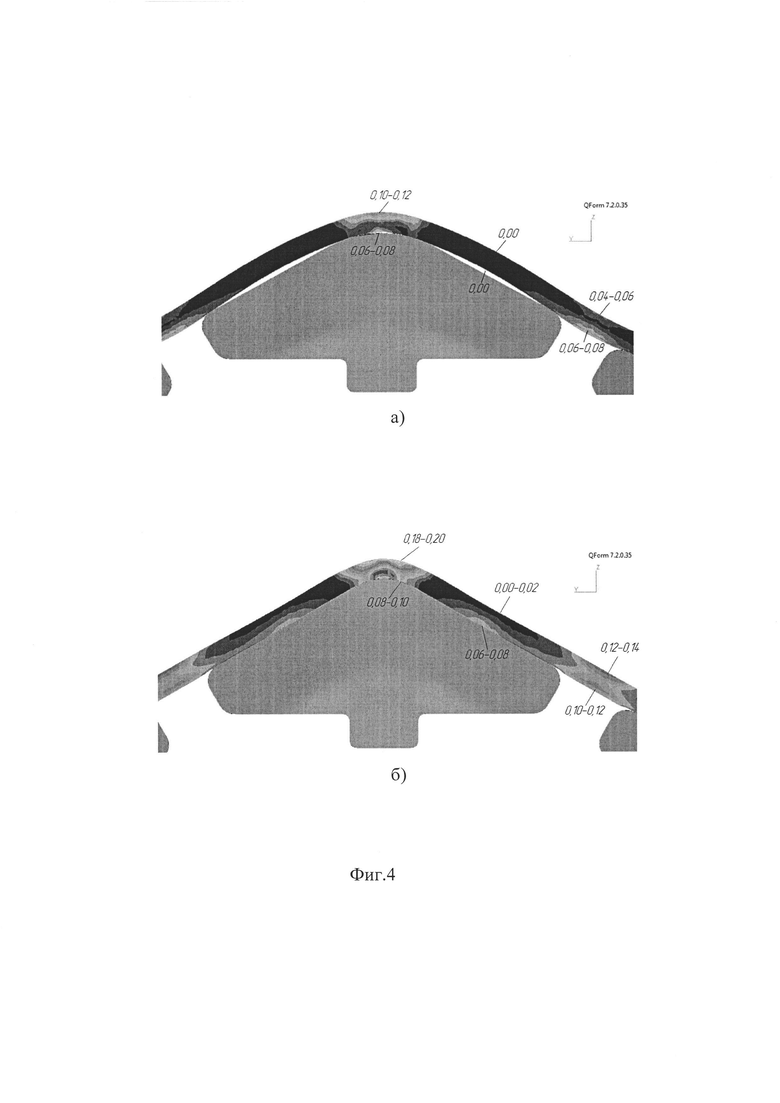
При указанных условиях осуществления раздачи трубной заготовки 1 на первом шаге раздачи не происходит возникновение чрезмерных неравномерных растягивающих напряжений и опасной локализации деформаций с возможным нарушением сплошности металла в зонах ребер шестигранника (см. поля распределения степени накопленной деформации в поперечном сечении заготовки на фиг. 4а).
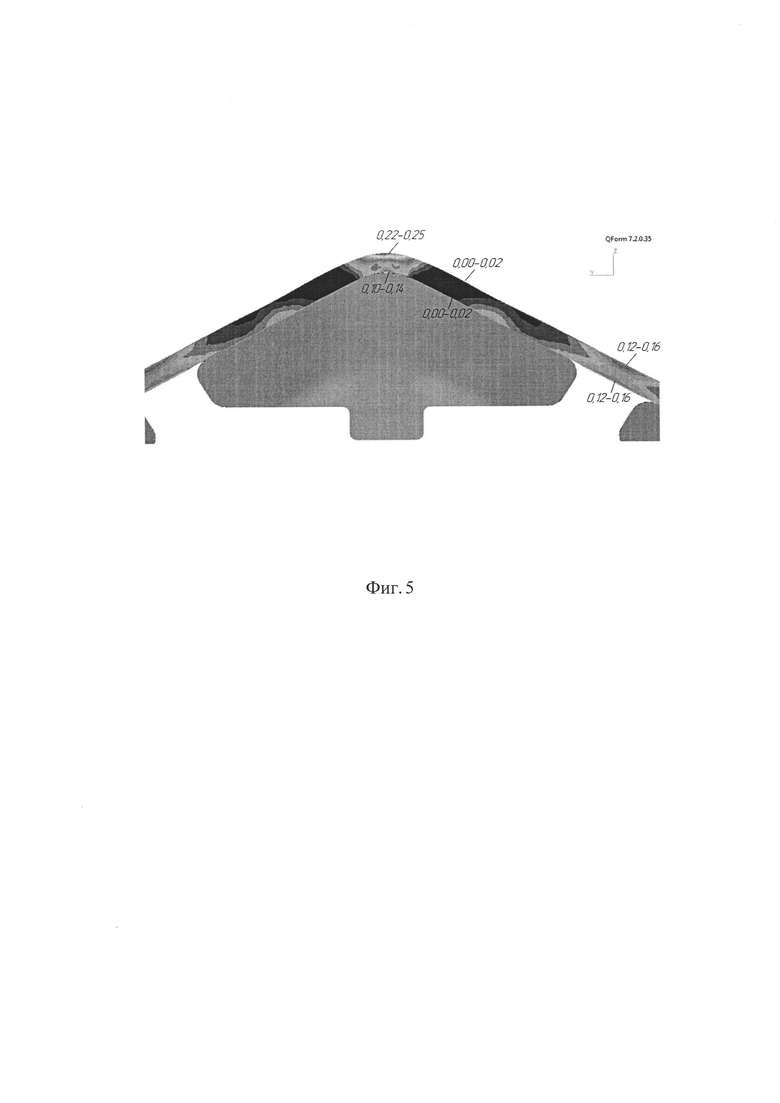
При осуществлении раздачи до конечного размера при температуре нагрева заготовки 250°C поля распределение деформаций отличаются большой неравномерностью и опасной локализацией на ребрах образующего шестигранника (фиг. 5), что приводит к образованию трещин.
Затем усилие раздачи обратным перемещением шестигранного конуса 4 снимают, что приводит к уменьшению внешнего диаметра раздвижных инструментов и к возможности осевого перемещения головки экспандера (фиг. 2).
После паузы для подогрева участка трубной заготовки с предварительным переходом раздачи, в течение которой происходит в достаточной степени восстановление ресурса пластичности металла, проводят второй шаг раздачи путем перемещения головки экспандера с клиновыми сегментами 3 на последующий участок заготовки, соответствующий длине передней ступени 5 сегментов 3 (фиг. 2), и осуществляют окончательную раздачу полуфабриката трубы поверхностями задней ступени 8 сегментов 3 с одновременной предварительной раздачей последующего участка трубной заготовки ρпр=0,4-0,5ρт (фиг. 3).
Далее усилие раздачи снимают, снова перемещают головку экспандера по оси трубной заготовки и осуществляют третий и последующие шаги раздачи с одновременным формированием предварительного перехода на последующих участках заготовки и окончательного перехода раздачи до конечного размера внешнего периметра участка заготовки, полученной на предыдущем шаге раздачи.
Инструмент, позволяющий вести одновременно предварительную и окончательную раздачу на двух участках трубной заготовки 1, представлен на фиг. 1-3. Согласно фигурам инструменты 3 (раздвижные клиновые сегменты) в передней ступени выполнены меньшего поперечного сечения и соответствуют по форме предварительному переходу раздачи, а задняя ступень инструментов 3 (раздвижных клиновых сегментов) (не показано) выполнена большего поперечного сечения и с рабочими поверхностями, которые соответствуют по форме окончательному переходу раздачи, т.е. размерам и форме готовой трубы.
Осуществление способа по изобретению согласно примеру позволяет обеспечить достижение поставленного технического результата: исключить образование трещин на ребрах многоугольной трубы при ее раздаче и повысить качество многоугольных труб из низкопластичных сталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ экспандирования сварных труб | 2024 |
|
RU2840419C1 |
| Способ экспандирования труб | 2019 |
|
RU2763079C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2486981C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОФИЛЬНЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ИЗ КОРРОЗИОННОСТОЙКОЙ ЖАРОПРОЧНОЙ СТАЛИ | 2022 |
|
RU2792019C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2087226C1 |
| Способ получения полых изделий и устройство для его осуществления | 1988 |
|
SU1701416A1 |
| Способ калибрования сварных двухшовных труб большого диаметра | 1987 |
|
SU1454537A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ МНОГОГРАННЫХ ТРУБ (ВАРИАНТЫ) | 2009 |
|
RU2410179C1 |
| Силовой элемент | 2021 |
|
RU2767762C1 |
Изобретение относится к области изготовления труб многоугольного сечения. Способ включает введение внутрь круглой трубной заготовки клиновых сегментов с рабочими поверхностями, образованными двумя рабочими гранями, расположенными под углом друг к другу, раздачу участка трубной заготовки радиальным воздействием рабочими поверхностями клиновых сегментов на внутреннюю поверхность трубной заготовки, снятие усилия раздачи, перемещение головки экспандера по оси трубной заготовки и раздачу последующего участка трубной заготовки. Исключение вероятности нарушения сплошности на ребрах многоугольной трубы при ее раздаче обеспечивается за счет того, что пошаговую раздачу трубной заготовки ведут за два перехода: на предварительном переходе раздачу ведут до внешнего периметра, равного 0,4-0,5 конечной величины внешнего периметра готовой трубы, и с радиусом скругления между внутренними гранями, равным 1,9-2,1 радиуса скругления между внутренними гранями готовой трубы, при этом на первом шаге раздачи предварительный переход производят на заходном участке заготовки, затем усилие раздачи снимают и проводят второй шаг раздачи, на котором осуществляют окончательный переход раздачи на заходном участке заготовки, полученной на первом шаге раздачи, до размеров и формы готовой трубы, с одновременным формированием предварительного перехода раздачи на последующем участке трубной заготовки. 1 з.п. ф-лы, 5 ил.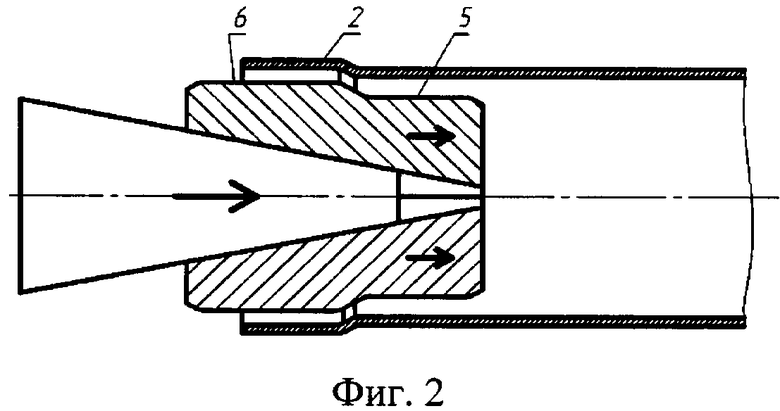
1. Способ изготовления трубы многоугольного сечения, включающий введение внутрь круглой трубной заготовки головки экспандера с клиновыми сегментами, рабочие поверхности которых образованы двумя рабочими гранями, расположенными под углом друг к другу, раздачу участка трубной заготовки одновременным радиальным воздействием рабочими поверхностями клиновых сегментов на внутреннюю поверхность трубной заготовки, снятие усилия раздачи, перемещение головки экспандера по оси трубной заготовки и раздачу последующего участка трубной заготовки, отличающийся тем, что осуществляют пошаговую раздачу участков трубной заготовки за два перехода, причем на предварительном переходе осуществляют раздачу участка трубной заготовки до размеров ее внешнего периметра, равных 0,4-0,5 размеров внешнего периметра готовой трубы, и с радиусом скругления между внутренними гранями трубной заготовки, равным 1,9-2,1 радиуса скругления между внутренними гранями готовой трубы, а на окончательном переходе - до размеров и формы готовой трубы, при этом на первом шаге раздачи на заходном участке трубной заготовки производят предварительный переход раздачи, затем усилие раздачи снимают и проводят второй шаг раздачи, на котором одновременно осуществляют окончательный переход раздачи на заходном участке трубной заготовки и предварительный переход раздачи на последующем участке трубной заготовки.
2. Способ по п. 1, отличающийся тем, что в течение паузы между первым и вторым шагом раздачи производят подогрев участка трубной заготовки, на котором осуществлен предварительный переход раздачи, с температурой подогрева и продолжительностью паузы, обеспечивающими возможность восстановления ресурса пластичности металла трубной заготовки.
| АКТИВАТОР ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИЕ?!^"МЕТАЛЛОВ | 1972 |
|
SU422525A1 |
| Устройство для калибровки труб | 1982 |
|
SU1094637A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 1987 |
|
RU2023525C1 |
| СПОСОБ ЭКСПАНДИРОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2258574C1 |

