Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к титановому листу, который имеет низкое контактное сопротивление и является пригодным для использования, в целом, для сепараторов топливных элементов. Сепараторы являются пригодными для использования, в целом, в топливных элементах с полимерным электролитом (PEFC).
Уровень техники
[0002]
Топливные элементы могут непрерывно давать электрическую энергию при непрерывной подаче топлива (например, водорода) и окислителя (например, кислорода), в отличие от первичных элементов, такие как сухие элементы, и вторичных элементов, таких как свинцово-кислотные батареи. Топливные элементы имеют высокую эффективность генерации и могут применяться для систем различных размеров. В дополнение к этому, топливные элементы не генерируют шумов и вибраций. Топливные элементы по этой причине являются перспективными в качестве источников энергии, пригодными для разнообразных применений. В последнее время разработано множество типов топливных элементов, таких топливные элементы с полимерным электролитом (PEFC), щелочные топливные элементы (AFC), топливные элементы на фосфорной кислоте (PAFC), топливные элементы с расплавленным карбонатным электролитом (MCFC), твердооксидные топливные элементы (SOFC) и топливные элементы на биотопливе. Среди них, PEFC разрабатывают для использования в автомобилях на топливных элементах; в бытовых системах для вспомогательной генерации и для мобильных устройств, таких как сотовые телефоны и персональные компьютеры.
[0003]
Такие PEFC ниже упоминаются просто как "топливный элемент". Топливный элемент содержит пакет из множества единичных элементов, содержащих анод и катод, и мембрану из полимерного электролита. Мембрана из полимерного электролита помещается между анодом и катодом, вокруг каждого из них. Сепараторы представляют собой электропроводящие материалы, снабженные бороздками в качестве каналов для протекания газов, для такого газа, как водород или кислород. Сепараторы также называют биполярными пластинами. Топливный элемент может иметь более высокое выходное напряжение при увеличении количества элементов в пакете.
[0004]
Сепараторы топливных элементов также действуют, как элемент, который подает электрический ток из топливного элемента в окружающее пространство, и поэтому они должны иметь низкое контактное сопротивление. Контактное сопротивление относится к электрическому сопротивлению, которое возникает на границе раздела между электродом и поверхностью сепаратора. Сепараторы топливных элементов также должны поддерживать низкое контактное сопротивление во время долговременной работы топливного элемента. В дополнение к этому, внутреннее пространство топливного элемента находится при высокой температуре и в кислотной атмосфере, и сепараторы топливных элементов должны поддерживать высокую электропроводность в течение продолжительного времени даже в такой атмосфере. Предлагаемая технология для достижения, как электропроводности, так и коррозионной стойкости, на удовлетворительном уровне обеспечивается сепаратором из металлической фольги. Сепаратор из металлической фольги имеет структуру поверхностного слоя, полученную посредством формирования электропроводящего слоя на основном металле или посредством нанесения покрытия из вещества, действующего в качестве пути проводимости, с помощью оксидной пленки, диспергируя при этом вещество.
[0005]
Титан имеет превосходную коррозионную стойкость и считается сильным кандидатом в качестве материала для металлических сепараторов. Титан обеспечивает коррозионную стойкость посредством действия пассивирующего слоя, где пассивирующий слой формируется на поверхностном слое титана и имеет малую толщину примерно от 10 нм примерно до 20 нм. С другой стороны, пассивирующий слой также действует в качестве изолирующей пленки и, даже когда его удаляют механически, легко образуется снова при воздействии воздуха даже при комнатной температуре. По этой причине, титан не всегда является достаточно удовлетворительным в качестве материала для металлических сепараторов с точки зрения получения титанового материала, который поддерживает стабильно низкое контактное сопротивление.
В качестве технологии для стабильного устранения такого пассивирующего слоя, патентная литература (PTL) 1 и непатентная литература (NPL) 1, каждая, описывают технологии с формированием слоя, как правило, из благородного металла на пассивирующем слое, и с осуществлением затем вакуумной термической обработки с тем, чтобы вызвать уменьшение толщины пассивирующего слоя, и для преобразования его из аморфного состояния в рутильное оксидное состояние. Оксид в рутильной форме действует как полупроводник n-типа и вносит больший вклад в улучшение электропроводности по сравнению с аморфным оксидом. Эти технологии обеспечивают улучшение электропроводности посредством формирования слоя благородного металла, а затем осуществления термической обработки. Эти технологии, однако, часто вызывают неоднородность толщины пассивирующего слоя. Толщина пассивирующего слоя на основном металле титане значительно влияет на величину контактного сопротивления и, если она неоднородная, вызывает неоднородность электропроводности у сепаратора как конечного продукта.
Список цитирования
Патентная литература
[0006]
PTL 1: Публикация нерассмотренной заявки на патент Японии (JP-A) № 2009-123528
Не патентная литература
[0007]
NPL 1: SATOH et al. (another one), “Improvement in Electrical Conductivity of Titanium Separator with Au Coating through Heat Treatment”, Research and Development, Kobe Steel Engineering Reports, Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd), vol. 60, No. 2, pp. 29%32 (August, 2010).
Сущность изобретения
Техническая проблема
[0008]
Настоящее изобретение осуществляют, сосредотачиваясь на указанных обстоятельствах, и оно имеет целью получение титанового листа для сепараторов топливных элементов, где титановый лист может надежно обеспечивать низкое контактное сопротивление, и изготовление сепаратора, полученного с использованием титанового листа.
Решение указанных проблем
[0009]
Настоящее изобретение может достигать своей цели и предлагает титановый лист для сепараторов топливных элементов. Титановый лист содержит основной металл титан и поверхностный слой. Основной металл титан имеет рекристаллизованную структуру. Поверхностный слой содержит слой титана с примешанными соединениями, имеющий толщину меньше чем 1 мкм сам по себе. Слой титана с примешанными соединениями содержит смесь титановой матрицы (Ti) и соединения, где титановая матрица содержит кислород (O), углерод (C) и азот (N), каждый из них, в виде твердого раствора в титане. Образуется соединение между Ti и, по меньшей мере, одним элементом, выбранным из группы, состоящей из O, C и N. Альтернативно, поверхностный слой содержит слой титана с примешанными соединениями и пассивирующий слой, расположенный на поверхности слоя титана с примешанными соединениями, и имеет толщину меньше чем 5 нм. Титановый лист предпочтительно имеет толщину от 0,02 до 0,4 мм. Слой титана с примешанными соединениями предпочтительно имеет толщину 10 нм или больше. Титановый лист в соответствии с настоящим изобретением может иметь контактное сопротивление, как правило, 20,0 мОм⋅см2 или меньше.
[0010]
Титановый лист может быть получен посредством холодной прокатки отожженного титанового листа с использованием органического прокатного масла с получением холоднокатаной заготовки и воздействия на холоднокатаную заготовку термической обработкой. Холодная прокатка имеет одно- или многопроходный график, включающий один или несколько проходов прокатки, удовлетворяющих условию, как определено с помощью Формулы (1). Проход прокатки, удовлетворяющий этому условию, упоминается также как "проход для разрушения пассивирующего слоя". Общее обжатие R всех проходов для разрушения пассивирующего слоя, как вычислено по Формуле (2), составляет 25% или больше. Формулы (1) и (2) выражаются следующим образом:
L ≥-20/D + 1,35 (1)
где L представляет собой длину (мм) части контакта между рабочими валками при прокатке и титановой заготовкой, которая должна прокатываться; и D представляет собой диаметр (мм) рабочего валка при прокатке,
R=(1 - ta1/tb1 × ta2/tb2 × ta3/tb3 …) × 100 (2)
где ta1 и tb1 представляет собой толщину листа, соответственно, после прокатки и до нее для первого прохода для разрушения пассивирующего слоя; ta2 и tb2 представляет собой толщину листа, соответственно, после прокатки и до нее для второго прохода для разрушения пассивирующего слоя; и ta3 и tb3 представляет собой толщину листа, соответственно, после прокатки и до нее, для третьего прохода для разрушения пассивирующего слоя, причем член tan/tbn (где n представляет собой целое число) в Формуле (2) соответствует количеству n проходов для разрушения пассивирующего слоя, член tan/tbn в Формуле (2) присутствует в количестве 1 или 2, соответственно, когда холодная прокатка включает один или два прохода для разрушения пассивирующего слоя, и холодная прокатка для разрушения пассивирующего слоя необязательно включает последовательные индивидуальные проходы, и может включать в себя один или несколько промежуточных проходов прокатки, не удовлетворяющих условию, определяемому Формулой (1). При термической обработке, необходимо, чтобы холоднокатаная заготовка нагревалась при температуре от 400°C до 870°C в инертном газе или вакууме для того чтобы она подвергалась рекристаллизации, а затем она охлаждается до температуры 300°C или ниже перед ее открытием для доступа воздуха.
Настоящее изобретение также включает сепаратор топливного элемента, который содержит титановый лист в качестве основного металла и электропроводящий слой на поверхности основного металла.
Преимущественные эффекты изобретения
[0011]
Титановый лист для сепараторов топливных элементов в соответствии с настоящим изобретением включает слой титана, отличающийся существованием форм O, C и N на поверхности, для того, чтобы соответствующим образом разрушить пассивирующий слой и предотвратить регенерацию пассивирующего слоя. Титановый лист может по этой причине иметь значительно меньшее контактное сопротивление, благодаря стабильному и значительному уменьшению толщины пассивирующего слоя.
Краткое описание чертежей
[0012]
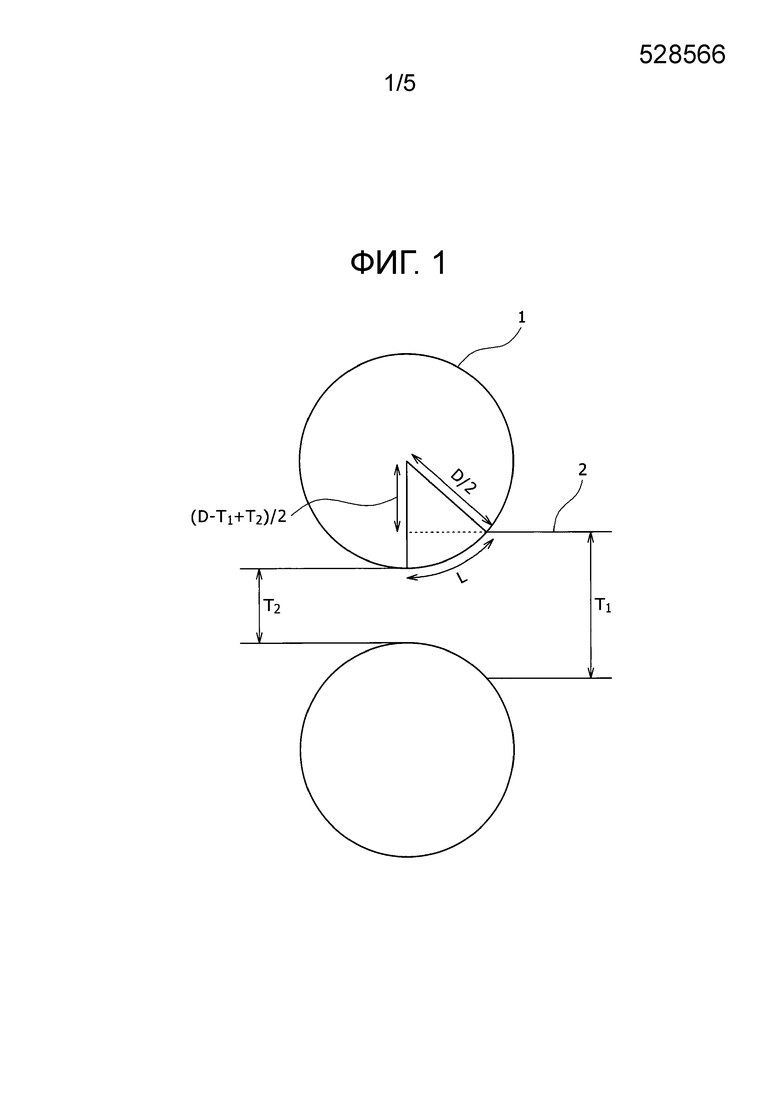
[Фиг.1] Фиг.1 представляет собой схематическое изображение прокатки для иллюстрации длин дуги контакта по настоящему изобретению;
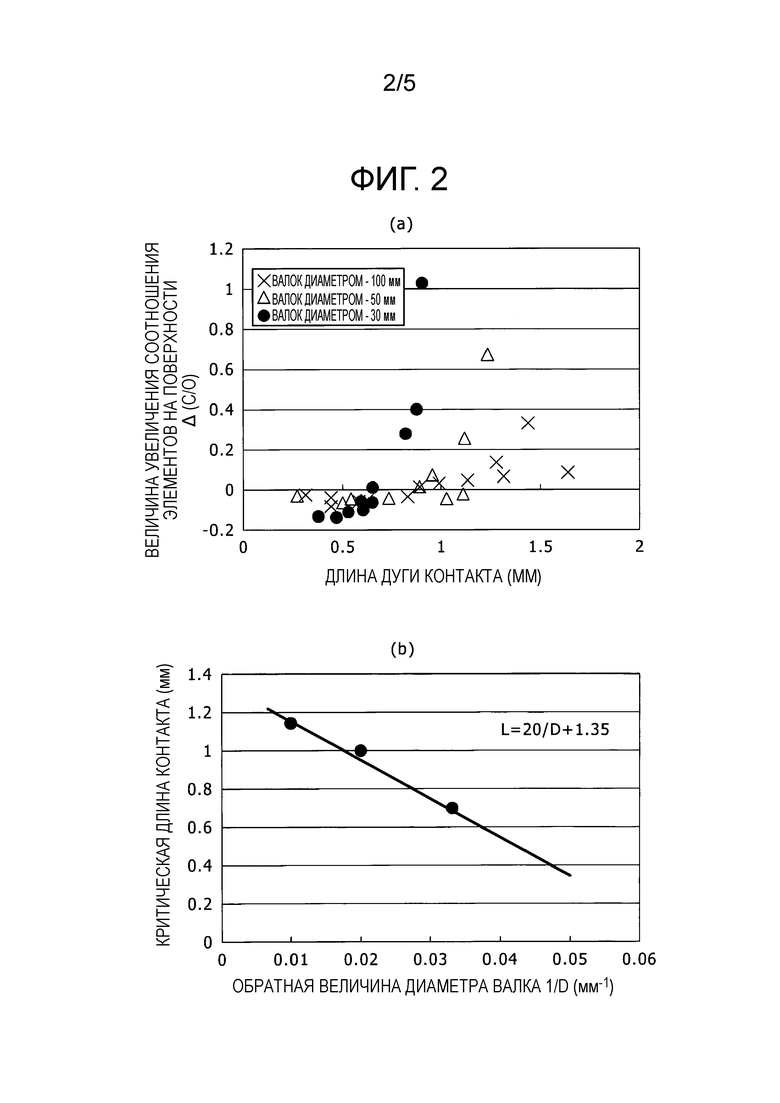
[Фиг.2a] Фиг.2a представляет собой первый график для иллюстрации главных оснований для выбора схемы проходом прокатки по настоящему изобретению;
[Фиг.2b] Фиг.2b представляет собой второй график для иллюстрации главных оснований для выбора схемы проходом прокатки по настоящему изобретению;
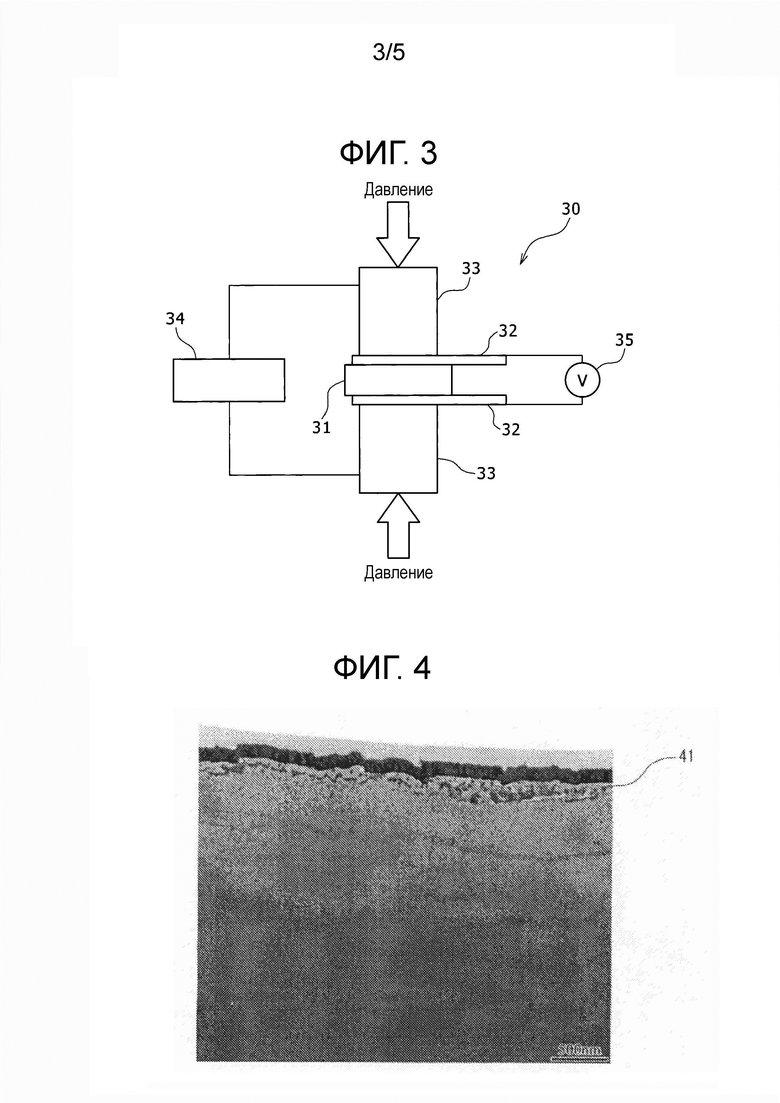
[Фиг.3] Фиг.3 представляет собой схематическое изображение, иллюстрирующее оборудование для измерения контактного сопротивления;
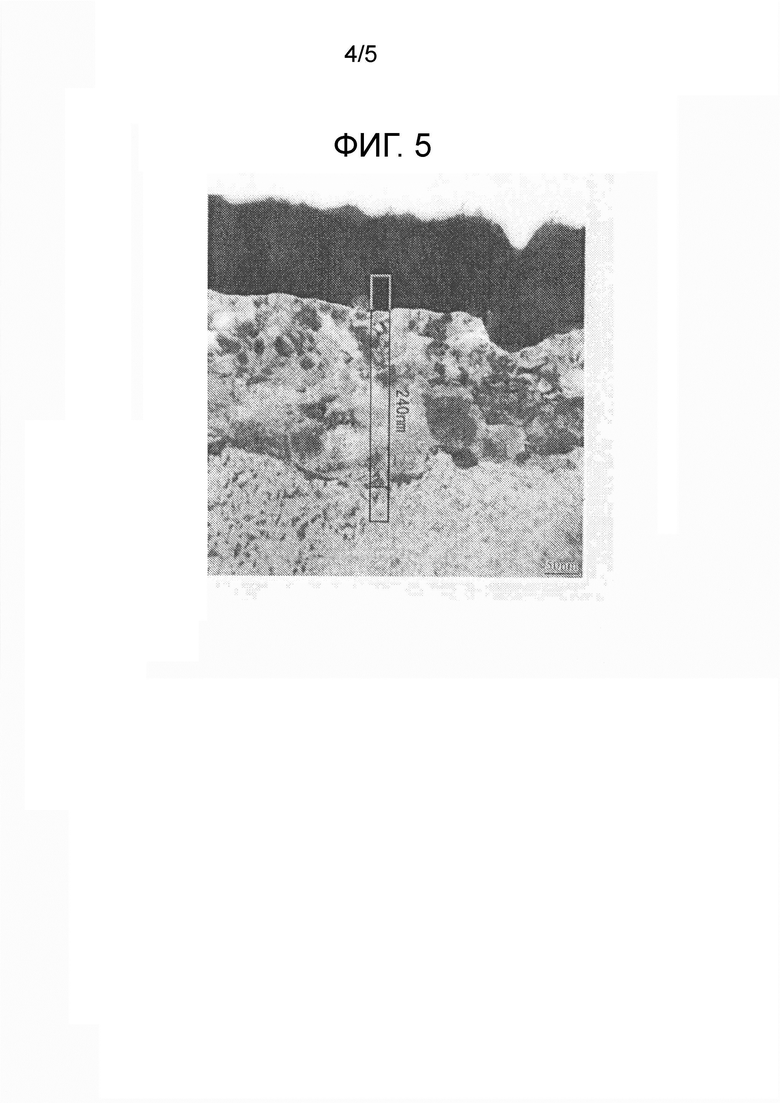
[Фиг.4] Фиг.4 представляет собой микрофотографию, сделанную с помощью трансмиссионного электронного микроскопа с низким увеличением, титанового листа в части поверхностного слоя;
[Фиг.5] Фиг.5 представляет собой микрофотографию, сделанную с помощью трансмиссионного электронного микроскопа со средним увеличением, титанового листа в части поверхностного слоя; и
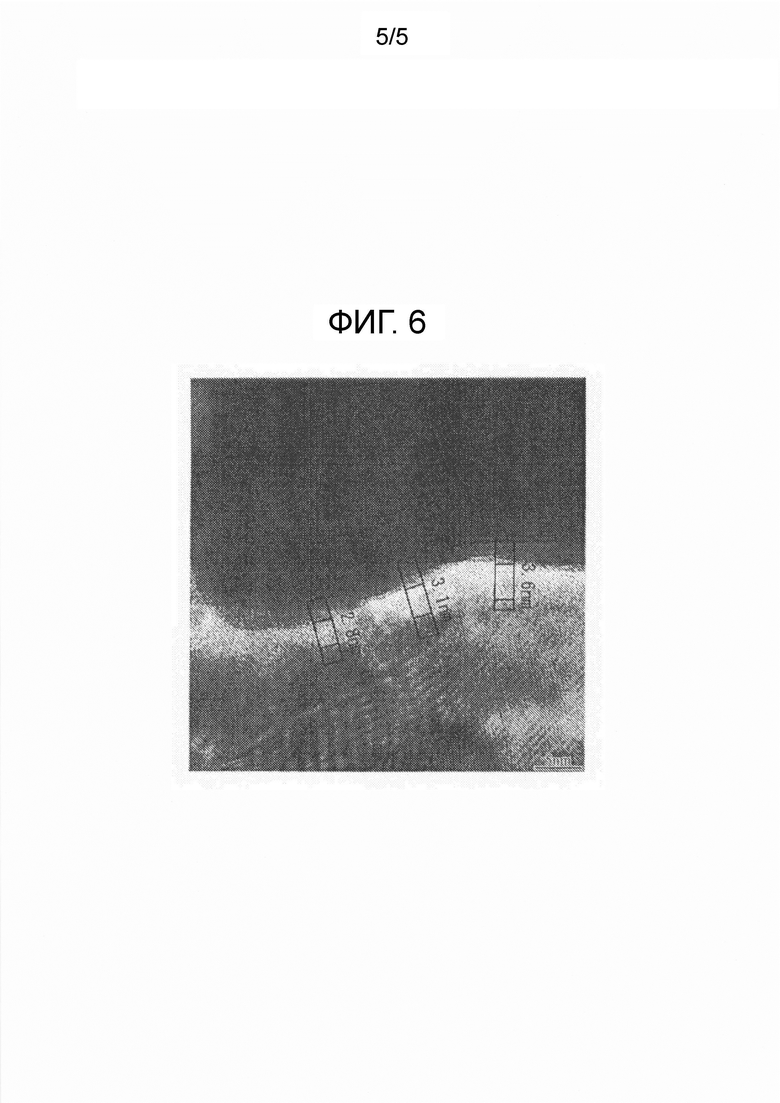
[Фиг.6] Фиг.6 представляет собой микрофотографию, сделанную с помощью трансмиссионного электронного микроскопа с высоким увеличением, титанового листа в части поверхностного слоя.
Описание вариантов осуществления
[0013]
Авторы настоящего изобретения осуществили интенсивные исследования с целью стабильного уменьшения пассивирующего слоя и в ходе исследований обнаружили, что имеются такие условия прокатки, позволяющие разрушить пассивирующий слой соответствующим образом и сформировать слой титана с примешанными соединениями на поверхности, где слой титана с примешанными соединениями относится к конкретному слою титана, который отличается существованием форм O, C и N. Слой титана с примешанными соединениями представляет собой слой, в котором соединение между титаном (Ti) и, по меньшей мере, одним элементом, выбранным из группы, состоящей из O, C и N, смешивается с матрицей Ti (в частности, диспергируется в ней), содержащей твердый раствор (растворенное вещество) O, C и N. Это будет иллюстрироваться ниже, принимая при этом TiC в качестве примера соединения. Когда слой титана с примешанными соединениями, как указано выше, формируется на поверхности, углерод в карбиде (TiC) или углерод в твердом растворе связывается с титаном до того, как с титаном связывается кислород воздуха. Это вызывает возникновение стойкости титана в поверхностном слое по отношению к реакции с кислородом воздуха и тем самым ограничивает регенерацию пассивирующего слоя. Конкретно, авторы настоящего изобретения обнаружили, что эта технология успешно применяется как для разрушения пассивирующего слоя, так и для предотвращения его регенерации, для того, чтобы стабильно уменьшать толщину пассивирующего слоя. Настоящее изобретение осуществлено на основании этих данных.
[0014]
Конкретно, титановый лист в соответствии с настоящим изобретением содержит основной металл титан и поверхностный слой, где поверхностный слой содержит слой титана с примешанными соединениями. Слой титана с примешанными соединениями может нести пассивирующий слой (слой оксида титана) на поверхности (это относится к стороне противоположной основному металл титану) или не нести. Пассивирующий слой, даже когда он существует, имеет толщину меньше чем 5 нм. Титановый лист может иметь значительно более низкое контактное сопротивление, поскольку толщина пассивирующего слоя, имеющего высокое сопротивление, значительно ограничивается. Пассивирующий слой предпочтительно имеет толщину 3 нм или меньше, а более предпочтительно, 1 нм или меньше. Толщина пассивирующего слоя может представлять собой среднее значение для измеренных значений при измерениях в двух или более точках.
[0015]
Слой титана с примешанными соединениями представляет собой слой, в котором соединение между Ti и, по меньшей мере, одним (например, по меньшей мере, двумя и, в частности, тремя) элементом, выбранным из группы, состоящей из O, C и N, смешивается с матрицей Ti, содержащей O, C и N, в виде твердого раствора, как рассмотрено выше. В предпочтительном варианте осуществления, карбид титана смешивается с титановой матрицей, содержащим углерод, в твердом растворе. В этом предпочтительном варианте осуществления, O и/или N могут находиться в виде твердого раствора в титане в дополнение к углероду и/или, карбид титана может дополнительно содержать кислород и/или азот. Такой слой титана с примешанными соединениями имеет высокую электропроводность, и слой сам по себе не склонен вызывать повышение контактного сопротивления. Слой титана с примешанными соединениями, когда он формируется, противостоит формированию пассивирующего слоя на его поверхности. Слой титана с примешанными соединениями может иметь толщину 10 нм или больше, как правило, 30 нм или больше, а предпочтительно, 50 нм или больше. Слой титана с примешанными соединениями, если он имеет слишком большую толщину, может подвергаться растрескиванию при формовании под прессом, поскольку слой является твердым. Для предотвращения этого, слой титана с примешанными соединениями может иметь толщину 1 мкм или меньше, предпочтительно, 500 нм или меньше, а более предпочтительно, 300 нм или меньше.
[0016]
Основной металл титан представляет собой слой, который содержит металлический титан и имеет рекристаллизованную структуру. Сам по себе основной металл имеет более низкое электрическое сопротивление, поскольку он имеет рекристаллизованную структуру, и вносит вклад в понижение контактного сопротивления титанового листа. Рекристаллизованная структура предпочтительно составляет весь основной металлтитан, но может составлять часть слоя. Рекристаллизованная структура, даже когда составляет часть основного металла, обеспечивает проводимость в этой части и вносит вклад в понижение контактного сопротивления титанового листа.
[0017]
Основной металл титан может быть изготовлен из материала, который представляет собой либо чистый титан, либо титановый сплав. Материал, пригодный для использования в настоящем документе, иллюстрируется чистым титаном Grade 1 - Grade 4 как предписано в Japanese Industrial Standard (JIS) H 4600; и титановыми сплавами, такими как сплав Ti-Al, сплав Ti-Ta, сплав Ti-6Al-4V и сплав Ti-Pd. Среди всех этих материалов, предпочтительным является чистый титан.
[0018]
Титановый лист в соответствии с настоящим изобретением имеет низкое контактное сопротивление, благодаря стабильному, значительному ограничению пассивирующего слоя, как описано выше. Материал титана имеет контактное сопротивление, как правило, 20,0 мОм⋅см2 или меньше, предпочтительно, 10 мОм⋅см2 или меньше, а более предпочтительно, 5 мОм⋅см2 или меньше. Контактное сопротивление представляет собой конечное значение (положительное значение) при комнатной температура, и чем ниже контактное сопротивление, тем лучше.
[0019]
Титановый лист в соответствии с настоящим изобретением может, как правило, иметь толщину 0,02 мм или больше, предпочтительно, 0,05 мм или больше, а более предпочтительно, 0,08 мм или больше, с точки зрения нижнего предела толщины, пригодной для использования в качестве сепаратора для топливного элемента. Титановый лист в соответствии с настоящим изобретением, как правило, может иметь толщину 0,4 мм или меньше, предпочтительно, 0,3 мм или меньше, а более предпочтительно, 0,2 мм или меньше с точки зрения верхнего предела толщины, пригодной для использования в качестве сепаратора для топливного элемента.
[0020]
Титановый лист может быть получен посредством воздействия на титановый лист (фольгу, отожженный материал), последовательно, холодной прокатки и термической обработки при заданных условиях. Сначала холодная прокатка осуществляет разрушение присутствующего пассивирующего слоя, перед прокаткой и образованием слоя титана с примешанными соединениями. Это будет подробно описываться ниже.
[0021]
Сначала, пассивирующий слой разрушается под действием обжатия и удлиняется и становится тоньше под растягивающим воздействием при холодной прокатке. В противоположность этому, прокатное масло удерживается в части контакта между поверхностью титан и поверхностью валка, вызывая при этом образованием задиров. Это заставляет C, содержащийся в органическом прокатном масле, и O, составляющего пассивирующий слой, принудительно переходить в твердый раствор в крайнем снаружи слое катаного титанового листа. В дополнение к этому углерод взаимодействует с титаном в крайнем снаружи слое с образованием соединения на основе TiC. Соответственно, в крайнем снаружи слое формируется слой титана с примешанными соединениями. Слой титана с примешанными соединениями представляет собой пленку или слой, содержащий соединение на основе TiC и титан в мелкодисперсной альфа-фазе, имеющий размер порядка меньше микрона и содержащий углерод в твердом растворе. Авторы настоящего изобретения обнаружили, что прокатка может осуществляться при таких условиях, чтобы получить положительную величину изменения (Δ(C/O)) соотношения (C/O) концентраций углерода и кислорода до и после прохода прокатки. Это осуществляется для того, чтобы разрушить соответствующим образом исходный существующий пассивирующий слой, для стабильного формирования слоя титана с примешанными соединениями, и для надежного ограничения тем самым регенерации пассивирующего слоя. Концентрация углерода и концентрация кислорода в крайнем снаружи слое определяется посредством осуществления измерения содержания элементов Ti, C и O с помощью микроанализатора с электронным зондом (EPMA), и определения концентраций индивидуальных элементов в атомных процентах.
[0022]
Авторы настоящего изобретения также осуществили эксперименты по прокатке с использованием различных временных графиков проходов и различных диаметров валков. В результате, они обнаружили, что величина изменения Δ(C/O) имеет тенденцию к увеличению при увеличении длины дуги контакта, где термин длина дуги контакта относится к длине части контакта между поверхностью титана и поверхностью валка. Фиг.1 представляет собой схематическое изображение прокатки для объяснения понятия длины дуги контакта; и Фиг.2a представляет собой график, иллюстрирующий как именно величина изменения Δ(C/O) изменяется в зависимости от длины дуги контакта.
[0023]
Как иллюстрируется на Фиг.1, титановая заготовка 2, имеющая толщину T1, прокатывается до толщины T2 с помощью пары рабочих валков 1, каждый из которых имеет диаметр D. Длина дуги контакта L представляет собой длину части контакта между рабочим валком 1 и титановой заготовкой 2 и представляет собой величину, описываемую формулой: L=D/2 × arcos(1-(T1⋅T2)/D).
[0024]
Фиг.2a представляет собой график, иллюстрирующий, как именно длина дуги контакта при прокатке изменяется в зависимости от величины изменения Δ(C/O). График включает данные для трех систем, то есть, данные по прокатке с помощью рабочих валков, каждый из которых имеет диаметр 100 мм, по прокатке с помощью рабочих валков, каждый из которых имеет диаметр 50 мм, и по прокатке с помощью рабочих валков, каждый из которых имеет диаметр 30 мм. График демонстрирует, что в любой системе, величина изменения Δ(C/O) представляет собой отрицательное постоянное значение при малых длинах дуги контакта, но увеличивается и переходит через нулевой уровень к положительным значениям при длинах контакта на определенном уровне или выше. Вероятно, это связано с тем, что при большой длине дуги контакта, прокатка вызывает зацепление с большим количеством углерода, с образованием слоя титана с примешанными соединениями, при этом пассивирующий слой должен разрушаться под действием растяжения (образования вновь формируемой поверхности) и проскальзывания между валками и заготовкой (сдвиговый разрыв пассивирующего слоя). Например, при прокатке с использованием валков, имеющих диаметр 30 мм, величина изменения Δ(C/O) становится положительной при длине дуги контакта 0,7 мм или больше, и происходит разрушение пассивирующего слоя и образование слоя титана с примешанными соединениями. В противоположность этому, величина изменения Δ(C/O) становится отрицательной при малой длине дуги контакта. Конкретно, величина изменения Δ(C/O) является отрицательной при длине дуги контакта 0,7 мм или меньше, и не происходит разрушения пассивирующего слоя и образования слоя титана с примешанными соединениями. Авторы настоящего изобретения исследовали тенденцию при различных диаметрах валков, изобразили на графике минимальную длину дуги контакта (критическую длину контакта), при которой величина изменения Δ(C/O) является положительной, в зависимости от обратной величины (1/D) диаметра валков (Фиг.2b), и получили Формулу (l):
L ≥ -20+1,35 (1),
где L представляет собой длину дуги контакта (мм); а D представляет собой диаметр (мм) каждого рабочего валка при прокатке.
[0025]
Проход прокатки, удовлетворяющий условию, указанному Формулой (1), ниже, также упоминается как “проход для разрушения пассивирующего слоя”. Для возможного разрушения достаточного количества пассивирующего слоя и для формирования слоя титана с примешанными соединениями соответствующим образом, необходимо, чтобы прокатка осуществлялась при одностадийном или многостадийном временном графике проходов, включающем один или несколько проходов для разрушения пассивирующего слоя, и чтобы общее обжатие R для всех проходов для разрушения пассивирующего слоя составляло 25% или больше. Термин "общее обжатие R" относится к отношению обжатия при проходе (проходах) для разрушения пассивирующего слоя к толщине листа (катаного титанового листа) перед началом всех проходов прокатки. Конкретно, общее обжатие R может быть вычислено в соответствии с Формулой (2):
R=(1 - ta1/tb1 × ta2/tb2 × ta3/tb3 …) × 100 (2),
где ta1 и tb1 представляют собой толщину листа, соответственно, после прокатки и до нее для первого прохода для разрушения пассивирующего слоя; ta2 и tb2 представляют собой толщину листа, соответственно, после прокатки и до нее для второго прохода для разрушения пассивирующего слоя; и ta3 и tb3 представляют собой толщину листа, соответственно, после прокатки и до нее для третьего прохода для разрушения пассивирующего слоя. Член tan/tbn (где n представляет собой целое число) в Формуле (2) соответствует количеству n проходов для разрушения пассивирующего слоя, где член tan/tbn в Формуле (2) соответствует количеству 1 или 2 соответственно, когда холодная прокатка включает один или два прохода для разрушения пассивирующего слоя. График проходов прокатки, желательно, включает индивидуальные проходы для разрушения пассивирующего слоя, последовательно, но может и не включать их. Например, график проходов прокатки может включать один или несколько проходов прокатки, не удовлетворяющих условию, указанному Формулой (1), включенных между соседними проходами для разрушения пассивирующего слоя.
[0026]
Общее обжатие R всех проходов для разрушения пассивирующего слоя предпочтительно составляет 30% или больше, а более предпочтительно, 40% или больше. С учетом предела прокатки материала, общее обжатие R проходов для разрушения пассивирующего слоя может составлять, например, 90% или меньше. Проход прокатки за исключением проходов для разрушения пассивирующего слоя, ниже, упоминается также как "неразрушающий проход". При неразрушающем проходе, часть слоя титана с примешанными соединениями может сниматься с помощью валков, и он может при этом становится тоньше. Даже в этом случае, доля неразрушающих проходов уменьшается посредством контроля общего обжатия R проходов для разрушения пассивирующего слоя в этом диапазоне, и это дает возможность для сохранения слоя титана с примешанными соединениями соответствующим образом.
[0027]
Обжатие Rt для всех проходов при холодной прокатке, как правило, составляет 25% или больше, предпочтительно, 40% или больше, а более предпочтительно, 50% или больше, где Rt описывается следующей формулой: Rt=(Hs-Hg)/Hs, где Hg представляет собой толщину листа после завершения всех проходов прокатки; а Hs представляет собой толщину листа для катаного титанового листа перед прокаткой в первом проходе прокатки. Доля общего обжатия для R проходов для разрушения пассивирующего слоя может, как правило, составлять 40% или больше, предпочтительно, 70% или больше, и может также составлять 100% от обжатия Rt для всех проходов.
[0028]
Холодная прокатка может осуществляться при скорости, как правило, 50 м/мин или больше, а желательно, 100 м/мин или больше, с точки зрения производительности.
Как правило, холодная прокатка титанового листа для получения титанового листа часто осуществляется с использованием реверсивного прокатного стана.
[0029]
Прокатное масло для использования при холодной прокатке не является как–либо ограниченным, постольку поскольку представляет собой углеродсодержащее масло, такое как органическое прокатное масло, и иллюстрируется минеральными маслами, такими как чистые масла; синтетические масла, такие как сложноэфирные масла; и жиры и жирные масла.
[0030]
Контроль общего обжатия для R проходов для разрушения пассивирующего слоя, удовлетворяющих условиям, указанным Формулой (1), при 25% или больше, как выше, делает возможным разрушение пассивирующего слоя, образование слоя титана с примешанными соединениями и ограничение регенерации пассивирующего слоя. Прокатанная заготовка, полученная указанным выше способом, когда она подвергается воздействию промежуточного отжига при заданных условиях термической обработки, дает возможность для включения в часть основного металла титана рекристаллизованной структуры и обеспечивает титановый лист в соответствии с настоящим изобретением.
[0031]
Конкретно, промежуточный отжиг осуществляется в инертном газе или в вакууме. Это осуществляется для предотвращения формирования слоя оксида титана (пассивирующего слоя) во время промежуточного отжига. Инертный газ, как правило, предпочтительно представляет собой газообразный аргон. Инертный газ предпочтительно имеет температуру точки росы -30°C или ниже, более предпочтительно, -40°C или ниже, и еще более предпочтительно, -50°C или ниже. Чем ниже температура точки росы инертного газа, тем лучше. Термическая обработка, когда она осуществляется в вакууме, может, как правило, осуществляться при абсолютном давлении 0,01 Па или меньше, а предпочтительно, 0,001 Па или меньше, понижая при этом концентрацию кислорода (при откачке). Альтернативно, термическая обработка может осуществляться в атмосфере инертного газа посредством осуществления откачки, а затем подачи инертного газа, такого как газообразный аргон (Ar) или гелий (He), в систему, до установления давления более низкого, чем атмосферное давление.
[0032]
Промежуточный отжиг может осуществляться при температуре нагрева 400°C-870°C. Промежуточный отжиг, если он осуществляется при температуре нагрева ниже чем 400°C, может не дать возможности для обеспечения воздействия восстановления структуры/рекристаллизации на основной металл титан после прокатки, что может не позволить самому материалу получить существенно лучшее сопротивление и может не вызвать улучшения технологичности. Температура нагрева предпочтительно составляет 450°C или выше, а более предпочтительно, 500°C или выше. В противоположность этому, промежуточный отжиг, если он осуществляется при температуре нагрева выше, чем температура бета-перехода около 890°C, может вызывать образование бета-фазы. Бета-фаза легко позволяет атомам кислорода мигрировать в нее, и это может вызвать образование пассивирующего слоя в присутствии кислорода, присутствующего в микроскопическом количестве в печи. В дополнение к этому, такой промежуточный отжиг может также вызывать избыточное укрупнение микроструктуры и может индуцировать появление поверхностей с апельсиновой коркой и/или растрескивание при формовании. Для предотвращения этого, температура нагрева может устанавливаться 870°C или ниже, предпочтительно, 800°C или ниже, а более предпочтительно, 750°C или ниже.
Нагрев может осуществляться в течение такого времени, чтобы обеспечить время, необходимое для рекристаллизации, где необходимое время может изменяться в зависимости от температуры нагрева. Например, предположим, что промежуточный отжиг при высокой температуре 700°C осуществляется на заготовке, имеющей толщину листа 0,1 мм. В этом случае, нагрев в течение времени выдерживания равного одной минуте является достаточным для того, чтобы заготовка имела рекристаллизованную структуру. Также предположим, что на заготовке осуществляется промежуточный отжиг при температуре 500°C. В этом случае, нагрев в течение времени выдерживания один час является достаточным для того, чтобы заготовка имела надлежащую рекристаллизованную структуру.
[0033]
После завершения нагрева, отожженная заготовка должна охлаждаться до температуры 300°C или ниже перед открытием ее для доступа для воздуха. Титан склонен к окислению, но когда он открывается для доступа воздуха при температуре, устанавливаемой на 300°C или ниже (температура, при которой заготовка извлекается из обжиговой печи), он может противостоять регенерации слоя оксида в поверхностном слое. Температура, при которой заготовка открывается для доступа воздуха, предпочтительно составляет 200°C или ниже, а более предпочтительно, 100°C или ниже. Температура, при которой заготовка открывается для доступа воздуха, не является критичной на ее нижнем пределе, но, как правило, она составляет 0°C или выше, а, как правило, это комнатная температура или выше.
[0034]
Титановый лист (заготовка) для использования в качестве исходных материалов при холодной прокатке и термической обработке может быть получен в соответствии с обычным способом. Например, такой титановый лист может быть получен посредством последовательного воздействия на чушку из чистого титана или титанового сплава обжатия, горячей прокатки и холодной прокатки. Эта холодная прокатка ниже также упоминается как "предварительная холодная прокатка", с тем, чтобы отличить ее от холодной прокатки титанового листа по настоящему изобретению. Кроме того, способ может включать отжиг и/или обработку для снятия окалины (например, кислотное травление), при необходимости, в ходе способа, после горячей прокатки и перед предварительной холодной прокаткой. Способ может дополнительно включать одну или несколько стадий из отжига, погружения в солевую ванну и кислотного травления после предварительной холодной прокатки, при необходимости. Предпочтительно, способ включает отжиг и/или кислотное травление после предварительной холодной прокатки. Катаный титановый лист после предварительной холодной прокатки предпочтительно не несет примесей, осажденных на поверхности, и содержит рекристаллизованную структуру. Нижний предел толщины титанового листа, как правило, составляет примерно 0,2 мм, а предпочтительно, примерно 0,3 мм, а ее верхний предел, как правило, составляет примерно 1 мм, а предпочтительно, примерно 0,8 мм.
[0035]
Титановый лист в соответствии с настоящим изобретением содержащий слой титана с примешанными соединениями, сформированный с помощью специальной холодной прокатки, как указано выше, может подвергаться последовательно формованию в прессе, при необходимости, с формированием соответствующего профиля поверхности, такого как каналы или бороздки, и для формирования электропроводящего слоя на поверхности. Таким образом, титановый лист может использоваться в качестве сепаратора. Электропроводящий слой иллюстрируется углеродистыми слоями, такими как алмазоподобные углеродистые слои и слои благородных металлов. Примеры благородных металлов включают Ru, Rh, Pd, Os, Ir, Pt и Au.
[0036]
Настоящая заявка испрашивает приоритет заявки на патент Японии № 2013-67376, поданной на 27 март 2013 года. Полное содержание заявки на патент Японии № 2013-67376, поданной 27 марта 2013 года, включается в настоящий документ посредством отсылки.
Примеры
[0037]
Настоящее изобретение будет иллюстрировать более подробно со ссылками на несколько примеров (экспериментальных примеров), ниже. Необходимо отметить, однако, что эти примеры ни в коем случае не предназначены для ограничения объема настоящего изобретения; что разнообразные изменения и модификации могут быть проделаны в них естественным образом без отклонения от духа и рамок настоящего изобретения, как описано в настоящем документе; и все такие изменения и модификации должны рассматриваться как находящиеся в рамках настоящего изобретения.
Титановые листы промышленной чистоты (JIS Grade 1) подвергаются последовательно воздействию предварительной холодной прокатки, отжига в вакууме и промывки поверхности смесью азотной и фтористоводородной кислоты, что дает катаные титановые листы, имеющие толщину 0,30 мм или 0,50 мм и ширину 50 мм. Такие катаные титановые листы подвергают воздействию холодной прокатки с использованием сложноэфирного прокатного масла при графиках проходов, приведенных в Таблицах 1 и 2, ниже. Холодную прокатку осуществляют с использованием четырехвалкового прокатного стана с рабочими валками, имеющими диаметр 30 мм, 50 мм или 100 мм. Скорость прокатки устанавливают при постоянной скорости 100 м/мин.
Полученные в результате прокатанные заготовки подвергают воздействию термической обработки (промежуточного отжига) при условиях, приведенных в Таблице 3, ниже, затем охлаждают до температур извлечения, приведенных в Таблице 3, и извлекают на воздух. Термическую обработку осуществляют в газообразном аргоне, имеющем температуру точки росы -41°C, или осуществляют после откачки системы до вакуума при абсолютном давлении 0,001 Па и заменяя вакуум атмосферой газообразного аргона при давлении 90 кПа.
Свойства полученных в результате отожженных образцов исследуют с помощью следующих далее способов.
Контактное сопротивление
Контактное сопротивление исследуют с использованием измерительного оборудования 30, как иллюстрируется на Фиг.3, Конкретно, измеряемый образец (отожженный образец) 31 поддерживается с обеих сторон между парой кусков углеродной ткани 32, которые дополнительно поддерживаются с обеих сторон между парой медных электродов 33 с площадью контакта 100 мм2, и прикладывается нагрузка 98 Н. Медные электроды 33 имеют золотую фольгу, нанесенную на торцы. Постоянный ток 7,4 мА прикладывают от источника напряжения 34, напряжение, приложенное между парой кусков углеродной ткани 32, измеряют с помощью вольтметра 35, и определяют сопротивление (контактное сопротивление), генерируемое образцом (отожженным образцом).
(2) Микроструктура
Измеряемый образец (отожженный образец) исследуют для наблюдения микроструктуры в поперечном сечении перпендикулярном направлении прокатки с помощью оптического микроскопа при 100-кратном увеличении и определяют присутствие или отсутствие рекристаллизации.
(3) Толщина слоя титана с примешанными соединениями
Измеряемый образец (отожженный образец) разрезают в центральной части для экспонирования поперечного сечения. После осаждения из паровой фазы золота (Au) на поверхность поперечного сечения, получают микрофотографии поперечного сечения, полученные с использованием трансмиссионного электронного микроскопа (TEM). Фиг.5 показывает иллюстративную микрофотографию, сделанную с помощью TEM, при среднем увеличении (500000-кратное увеличение); а Фиг.4 показывает иллюстративную микрофотографию, сделанную с помощью TEM, при низком увеличении (50000-кратное увеличение). Слой 41 с черными и серыми пятнами вблизи поверхности на микрофотографии с низким увеличением (Фиг.4) соответствует слою титана с примешанными соединениями. Толщина слоя 41 непосредственно измеряется в вертикальном направлении, как на микрофотографии при среднем увеличении (Фиг.5).
[0042]
(4) Толщина пассивирующего слоя
Микрофотография, сделанная с помощью TEM, при высоком увеличении (5000000-кратное увеличение) поперечного сечения образца получается с помощью такой же процедуры как при измерении толщина слоя титана с примешанными соединениями. Профиль яркости в направлении пассивирующего слоя строят на графике с помощью изображения светлого поля. На основе изображения светлого поля, строится график профиля на ширине примерно 2 нм, когда пассивирующий слой, как определено, имеет толщину 10 нм или меньше, и строится график профиля на ширине примерно 15 нм, когда пассивирующий слой, как определено, имеет толщину больше чем 10 нм. Обращаясь к изображению светлого поля и основываясь на этом профиле, положения, соответствующие половинным значениям изменений яркости, соответственно, между пассивирующим слоем и пленкой оксида и между пассивирующим слоем и основным металлом, определяются как границы раздела пассивирующего слоя, и расстояние между этими границами раздела определяется как толщина пассивирующего слоя.
Фиг.6 изображает иллюстративную микрофотографию, сделанную с помощью TEM при высоком увеличении. Микрофотография, сделанная с помощью TEM, при высоком увеличении представляет собой увеличенный вид части поверхности слоя 41 титана с примешанными соединениями на микрофотографии, сделанной с помощью TEM, при среднем увеличении Фиг.5. Толщина пассивирующего слоя непосредственно измеряется в направлении по толщине, как на микрофотографии, сделанной с помощью TEM, при высоком увеличении (Фиг.6).
Результаты показаны в Таблице 3.
[0043]
(мм)
длина дуги (мм)
(мм)
(мм)
(мм)
(мм)
[0044]
D (мм)
(=-20/D+ 1,35)
(мм)
обжатие
для R проходов для разрушения пассивирующего слоя
(%)
(%)
длина дуги (мм)
(мм)
(мм)
[0045]
(°C)
(°C)
[0046]
В Таблице “Ar” представляет собой отжиг на линии в атмосфере аргона; и “VA” представляет собой отжиг в вакууме.
[0047]
Пример исследования 1 представляет собой материал после кислотного травления, подвергающийся окислению на воздухе с формированием пассивирующего слоя, и он имеет высокое контактное сопротивление. Примеры исследования 2, 5, 7, 9 и 10 подвергаются воздействию холодной прокатки при недостаточном общем обжатии R для прохода (проходов) для разрушения пассивирующего слоя, удовлетворяющего условию, указанному Формулой (1), подвергаются воздействию, по меньшей мере, одного не соответствующего условию разрушения пассивирующего слоя и не соответствующего условию ограничения регенерации пассивирующего слоя посредством формирования слоя титана с примешанными соединениями, они содержат большое количество сохранившегося пассивирующего слоя и при этом имеют высокое контактное сопротивление. Примеры исследования 16 и 17 подвергаются воздействию недостаточного промежуточного отжига, не могут формировать рекристаллизованную структуру и имеют высокое контактное сопротивление из-за высокого сопротивления самого материала. Пример исследования 20 подвергается воздействию промежуточного отжига, осуществляемого при избыточно высокой температуре нагрева, при этом Пример исследования 21 экспонируется для воздуха при избыточно высокой температуре. Оба этих примера несут толстый пассивирующий слой и имеют высокое контактное сопротивление.
[0048]
В противоположность этому, Примеры исследования 3, 4, 6, 8, 11-15, 18-19 и 22-24 подвергаются воздействию холодной прокатки и промежуточного отжига, осуществляемых при условиях, соответствующих условиям холодного разрушения пассивирующего слоя, формирования слоя титана с примешанными соединениями для ограничения регенерации пассивирующего слоя, при этом достигается стабильное уменьшение толщины пассивирующего слоя и можно получить достаточное понижение контактного сопротивления.
[0049]
Контактное сопротивление измеряют снова через три месяца. В результате, Пример исследования 17 имеет значительно повышенное контактное сопротивление 30,4 мОм⋅см2 (повышение от 20,2 мОм⋅см2), в то время как Пример исследования 14 имеет контактное сопротивление 5,4 мОм⋅см2 примерно на таком же уровне, как и раньше (6,0 мОм⋅см2).
Промышленное применение
[0050]
Титановый лист в соответствии с настоящим изобретением делает возможным стабильное и значительное уменьшение толщины пассивирующего слоя и, при использовании в виде сепаратора топливного элемента, может вносить вклад в значительное понижение контактного сопротивления. По этой причине титановый лист является очень полезным в промышленности.
Список ссылочных обозначений
[0051]
1 рабочий валок
2 материал титана
30 оборудование для измерения контактного сопротивления
31 измеряемый образец (отожженный образец)
32 углеродная ткань
33 медный электрод
34 источник питания
35 вольтметр
41 слой титана с примешанными соединениями
Изобретение относится к области металлургии, а именно к титановому листу, который может быть использован для изготовления сепараторов топливных элементов. Титановый лист для сепаратора топливного элемента содержит основу листа из титана или титанового сплава с рекристаллизованной структурой, поверхностный слой и пассивирующий слой. Поверхностный слой содержит титановую матрицу твердого раствора кислорода (O), углерода (C) и азота (N) в титане и соединения титана с по меньшей мере одним из элементов, выбранных из кислорода (O), углерода (C) и азота (N), имеет толщину менее 1 мкм, а пассивирующий слой расположен на поверхностном слое и имеет толщину менее 5 нм. Титановый лист обеспечивает низкое контактное сопротивление. 4 н. и 6 з.п. ф-лы, 3 табл., 6 ил.
1. Титановый лист для сепаратора топливного элемента, содержащий:
основу листа из титана или титанового сплава с рекристаллизованной структурой,
поверхностный слой и
пассивирующий слой,
при этом
поверхностный слой содержит титановую матрицу твердого раствора кислорода (O), углерода (C) и азота (N) в титане и соединения титана с по меньшей мере одним из элементов, выбранных из кислорода (O), углерода (C) и азота (N), и имеет толщину менее 1 мкм, а пассивирующий слой расположен на поверхностном слое и имеет толщину менее 5 нм.
2. Титановый лист для сепаратора топливного элемента, содержащий:
основу листа из титана или титанового сплава с рекристаллизованной структурой и
поверхностный слой,
при этом
поверхностный слой содержит титановую матрицу твердого раствора кислорода (O), углерода (C) и азота (N) в титане и соединения титана с по меньшей мере одним из элементов, выбранных из кислорода (O), углерода (C) и азота (N), и имеет толщину менее 1 мкм.
3. Титановый лист по п.1 или 2, отличающийся тем, что титановый лист имеет толщину от 0,02 до 0,4 мм.
4. Титановый лист по п.1 или 2, отличающийся тем, что поверхностный слой имеет толщину 10 нм или больше.
5. Титановый лист по п.3, отличающийся тем, что поверхностный слой имеет толщину 10 нм или больше.
6. Титановый лист по п.1 или 2, отличающийся тем, что он имеет контактное сопротивление 20,0 мОм⋅см2 или меньше.
7. Титановый лист по п.3, отличающийся тем, что он имеет контактное сопротивление 20,0 мОм⋅см2 или меньше.
8. Способ получения титанового листа для сепаратора топливного элемента по любому из пп.1-7, включающий:
холодную прокатку отожженной заготовки из титана или титанового сплава с использованием органического прокатного масла с получением холоднокатаной заготовки и
термическую обработку,
при этом
холодную прокатку проводят за один или более проходов для обеспечения общего обжатия R на всех проходах 25% и более и для разрушения пассивирующего слоя при выполнении условий, определяемых выражениями (1) и (2):
L ≥ -20/D + 1,35 (1),
где L представляет собой длину области контакта между рабочим валком при прокатке и подвергаемой прокатке заготовкой из титана или титанового сплава, мм,
D представляет собой диаметр рабочего валка при прокатке, мм,
R = (1 - ta1/tb1 × ta2/tb2 × ta3/tb3 … tan/tbn) × 100 (2),
где ta1 и tb1 представляют собой толщину листа после прокатки и до нее соответственно при первом проходе прокатки; ta2 и tb2 представляют собой толщину листа после прокатки и до нее соответственно при втором проходе прокатки; ta3 и tb3 представляют собой толщину листа после прокатки и до нее соответственно при третьем проходе прокатки, tan и tbn представляют собой толщину листа после прокатки и до нее соответственно при n-м проходе прокатки,
а при термической обработке холоднокатаную заготовку из титана или титанового сплава нагревают при температуре от 400 до 870°C в инертном газе или в вакууме в течение времени, необходимого для обеспечения ее рекристаллизации, затем охлаждают до температуры 300°C или менее без доступа к ней воздуха.
9. Способ по п.8, отличающийся тем, что дополнительно между проходами прокатки проводят по меньшей мере один промежуточный проход прокатки, не удовлетворяющий условию (1).
10. Сепаратор топливного элемента, характеризующийся тем, что он содержит титановый лист по п.1 или 2 и электропроводящий слой на поверхностном слое или пассивирующем слое титанового листа.
| Колосоуборка | 1923 |
|
SU2009A1 |
| ТИТАНОВЫЙ МАТЕРИАЛ ДЛЯ СЕПАРАТОРА ТВЕРДОПОЛИМЕРНОГО ТОПЛИВНОГО ЭЛЕМЕНТА, ОБЛАДАЮЩИЙ НИЗКИМ КОНТАКТНЫМ СОПРОТИВЛЕНИЕМ, И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2009 |
|
RU2461100C1 |
| БИПОЛЯРНАЯ ПЛАСТИНА ДЛЯ ТОПЛИВНЫХ ЭЛЕМЕНТОВ | 1999 |
|
RU2237317C2 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

