Настоящее изобретение относится к способу и устройству для подачи металлической проволоки к машине в соответствии с ограничительной частью соответствующих независимых пунктов формулы изобретения. Вводные части этих пунктов формулы изобретения могут быть найдены в EP 0926090.
Известны многочисленные производственные процессы (производство электродвигателей, катушек, и т.д.), которые требуют намотки металлической проволоки на физический элемент, который может иметь различные формы, может быть сделан из различных материалов и может быть частью готового изделия или использоваться только во время производственной стадии.
В этих процессах используются устройства подачи проволоки, которые позволяют подавать металлическую проволоку к машине с постоянным натяжением. Такие устройства или подающие механизмы включают в себя одно или более колес или шкивов, с помощью которых проволока, разматываемая с подающей катушки, наматывается на одну или более катушек. Проволока предпочтительно наматывается с использованием нескольких катушек так, чтобы предотвратить ее проскальзывание во время подачи.
Такие шкивы приводятся во вращение электродвигателями, которыми управляет электронный командно-управляющий блок, который устанавливает скорость вращения в зависимости от натяжения проволоки, обнаруженной ячейкой измерения нагрузки (или другим датчиком натяжения), так, чтобы поддерживать величину натяжения в пределах фиксированного заданного диапазона или в зависимости от стадии продвижения работы по намотке упомянутой проволоки.
Если проволока, подаваемая на шкив, не проскальзывает, блок электронного управления может не только поддерживать постоянное натяжение во время различных рабочих стадий машины, но также и измерять с абсолютной точностью количество поданной проволоки (LWA); это достигается с помощью, например, датчиков Холла, размещенных внутри или снаружи двигателя, и кодировщика, примененного к двигателю, или другого чувствительного элемента, подходящего для обнаружения количества оборотов, выполненных упомянутым двигателем.
Следовательно, управление натяжением является фундаментальным в вышеупомянутых процессах для того, чтобы гарантировать постоянство и качество готового изделия.
Натяжение, примененное к проволоке, может кроме этого вызвать растяжение проволоки и таким образом уменьшить ее поперечное сечение. Этот факт, а также изменение механических характеристик (размеров) проволоки также влечет за собой изменение полного сопротивления самого продукта, сопротивления R проволоки, которое фактически прямо пропорционально ее длине и обратно пропорционально ее поперечному сечению, как определено во втором законе Ома.
В некоторых процессах намотки, например для производства электрических катушек, принципиально важно не только подавать проволоку с постоянным натяжением, но также и гарантировать присутствие одного и того же количества проволоки для каждого готового изделия (катушки), что является существенным требованием для того, чтобы готовое изделие имело желаемое значение импеданса (сопротивления).
В частности, в производстве электрических катушек гарантирование одного и того же количества (LWA) проволоки, поданной для каждого изделия во время его производства, означает стандартизацию производства и повышение качества и повторяемости готовых изделий. Измерение и управление количеством (LWA) подаваемой проволоки, кроме того, означает возможность производить катушки, которые являются точно одинаковыми, на многопозиционной машине.
Обычно на этих машинах натяжение проволоки (сматываемой с катушки подающим механизмом) устанавливается (в соответствии с табличным соотношением) в зависимости от диаметра проволоки. Это является хорошим начальным значением, но не принимает во внимание трение после подающего механизма, которое фактически вызывает изменения реального натяжения, с которым проволока эффективно наматывается на элемент, и, следовательно, вызывает изменение электрических характеристик готового изделия. Очевидно, такие разности в трении могут изменяться во время производства (например, в результате накопления грязи) или от одного положения к другому, делая однородное, повторяемое производство практически невозможным.
Известны различные типы устройств подающего механизма (или просто подающие механизмы) конкретно для металлической проволоки, которые обеспечивают упомянутое управление, и упомянутые устройства включают в себя полностью механические подающие механизмы и электромеханические подающие механизмы, которые, однако, имеют различные недостатки.
Механические устройства регулирования натяжения, например, должны настраиваться вручную и должны контролироваться от позиции к позиции и во время всего процесса. Они определяют «систему регулирования подачи с незамкнутым контуром», которая неспособна исправлять погрешности, возникающие во время процесса (изменение входного натяжения металлической проволоки, поступающей с катушки, повреждение или раскалибровка одной из пружин, накопление грязи в тормозе входной проволоки и т.д.).
В дополнение к этому, в подающем механизме вышеупомянутого типа предусматривается задание единственного рабочего натяжения, так что различные натяжения для стадии обертывания, рабочей стадии и стадии нагружения не могут быть заданы.
Наконец, полностью механический подающий механизм не обеспечивает в одном устройстве всю амплитуду натяжений, с которыми металлическая проволока обычно подается к машине. Таким образом, необходимо несколько подающих устройств, или некоторые из них должны механически модифицироваться так, чтобы они могли работать на любом типе проволоки.
У электромеханических устройств или подающих механизмов, в отличие от чисто механических, имеется электродвигатель, к которому присоединен вращающийся шкив, и на который проволока, поступающая с катушки, наматывается по меньшей мере на один оборот после прохождения через контролирующий проводной тормоз и до встречи с подвижной механической рукой, на которую воздействуют контрпружины. Блок электронного управления, кроме управления работой двигателя, может измерять положение упомянутой руки и, в зависимости от такого положения, увеличивать или уменьшать скорость вращения двигателя и, следовательно, скорость подачи проволоки (используя на практике упомянутую руку в качестве управляющего органа для ускорения и торможения).
Эти подающие механизмы также имеют недостатки, главным образом упомянутых выше механических устройств, в том, что они предусматривают использование подвижной руки для натяжения проволоки и действуют как «незамкнутый контур» без фактического управления конечным продуктом.
Наконец, известны электронные тормозные устройства, в которых, кроме подвижной руки, также предусматривается нагрузочная ячейка (или другой эквивалентный детектор натяжения), размещенная на выходе подающего механизма, и блок управления устройством, использующий обнаруженную величину натяжения для регулировки предварительного торможения, обычно перед рукой компенсатора. Одно такое решение описывается, например, в патентном документе EP 0424770.
Однако, даже при том, что такое решение решает некоторые проблемы вышеупомянутых устройств, оно имеет различные недостатки: например, несмотря на работу в замкнутом контуре, вышеупомянутое устройство в любом случае неспособно подавать проволоку с более низким натяжением, чем натяжение разматывания с катушки, поскольку такой элемент может только блокировать проволоку и таким образом увеличивать такое натяжение.
Итальянская патентная заявка MI12011A001983 раскрывает устройство, которое способно подавать металлическую проволоку, измеряя при этом ее натяжение и заставляя его соответствовать (путем его уменьшения или увеличения) заданному, возможно программируемому значению, посредством регулирования подачи с замкнутым контуром. Таким образом, это устройство способно не только тормозить проволоку, но также и подавать ее с более низким натяжением (а не только с более высоким) по сравнению с натяжением разматывания с соответствующей исходной катушки.
Такое известное устройство позволяет задать одно и то же натяжение подачи проволоки для всего процесса или дифференцированное натяжение подачи проволоки для того, чтобы иметь различные натяжения на различных стадиях обработки машины (обертывание, обработка, нагружения); полностью автоматическим образом или посредством интерфейса с машиной.
Такое устройство или подающий механизм, несмотря на оптимальное функционирование, управляет и регулирует натяжение обычной металлической проволоки, подаваемой до того, как проволока покидает упомянутое устройство. Однако может быть так, что натяжение металлической проволоки изменяется после выхода из подающего механизма во время ее движения к машине, в частности, например, благодаря нескольким механическим проходам, общеизвестным как направляющие проволоки, которые имеют своей целью направлять упомянутую проволоку от подающего механизма к точке, в которой машина ее фактически обрабатывает. Таким образом, существует разность между натяжением проволоки, поступающей из подающего механизма, и натяжением упомянутой проволоки около точки обработки благодаря трению во время движения. Упомянутая разность может таким образом вызвать физические изменения в подаваемой проволоке (в поперечном сечении и длине) и, следовательно, изменение величины сопротивления конечного продукта.
В таких условиях известное вышеупомянутое устройство подающего механизма не может автономно вмешаться для того, чтобы предотвратить вышеупомянутые недостатки; это устройство таким образом неспособно автоматически компенсировать то, что происходит после него по технологической схеме именно потому, что это находится вне его контура управления. В дополнение к этому, возможное физическое изменение проволоки является условием, которое не происходит регулярно и поэтому является непредсказуемым (но изменяющимся во времени): можно рассмотреть, например, трение, вызываемое механическим проходом (направляющей проволоки), который может изменить свое воздействие в зависимости, например, от количества смазочного материала, присутствующего на проволоке или попадающего на нее во время ее скольжения.
Таким же образом изменение в разматывающем натяжении проволоки перед подающим механизмом может вызвать изменение физических характеристик проволоки (поперечного сечения, длины, сопротивления), вызывая таким образом изменение значения сопротивления конечного продукта; и, несмотря на подачу упомянутой проволоки с постоянным натяжением, вышеупомянутое явление будет находиться вне контура управления натяжением, используемого подающим механизмом.
Тот же самый недостаток может быть вызван допусками на обработку самой проволоки, используемой в производственном процессе.
Патентный документ US2009/178757 описывает способ регулирования натяжения армирующего троса шины. Такой способ описывает систему для наматывания проволоки, которая сматывается с катушки на машину посредством подающего механизма. Машина, которая является намоточной машиной, получает трос, который подается с заданным и желаемым натяжением, которым управляет чувствительный элемент натяжения, связанный с блоком управления.
Подающий механизм включает в себя вращающиеся элементы, приводимые в движение их исполнительным механизмом, которые наматывают трос на одну или более катушек прежде, чем он достигнет машины. Во время подачи скорость подачи проволоки после вращающихся элементов контролируется, и данные о скорости используются блоком управления для формирования команд исполнительным механизмам таких элементов для того, чтобы управлять натяжением проволоки.
Это решение не описывает и не предлагает управление количеством проволоки или металлического троса, подаваемого к машине, так же как не предлагает поддерживать постоянную величину такого количества во время подачи.
Целью настоящего изобретения является предложить способ и систему, которые позволяли бы оптимально управлять натяжением и количеством проволоки, подаваемой к машине, которая обрабатывает ее, независимо от характеристики подаваемой металлической проволоки, в том числе в случае капиллярной проволоки.
В частности, одной задачей настоящего изобретения является предложить систему упомянутого типа, которая позволяла бы поддерживать количество проволоки, подаваемой к машине, которая ее обрабатывает, постоянным, так чтобы компенсировать любые механические допуски элемента (обычно пластмассовой катушки), на который наматывается проволока.
Дополнительной задачей настоящего изобретения является создание системы вышеупомянутого типа, которая была бы способна компенсировать присутствие механического трения со стороны элементов, которые проволока проходит на своем пути к машине, трения, которое может изменяться от одного элемента к другому и от одного положения элемента к другому вдоль маршрута движения проволоки.
Эти и другие задачи, которые будут ясны специалисту в данной области техники, решаются системой и способом для подачи металлической проволоки к машине в соответствии с прилагаемой формулой изобретения.
Для лучшего понимания настоящего изобретения в качестве неограничивающего примера прилагаются следующие чертежи, в которых:
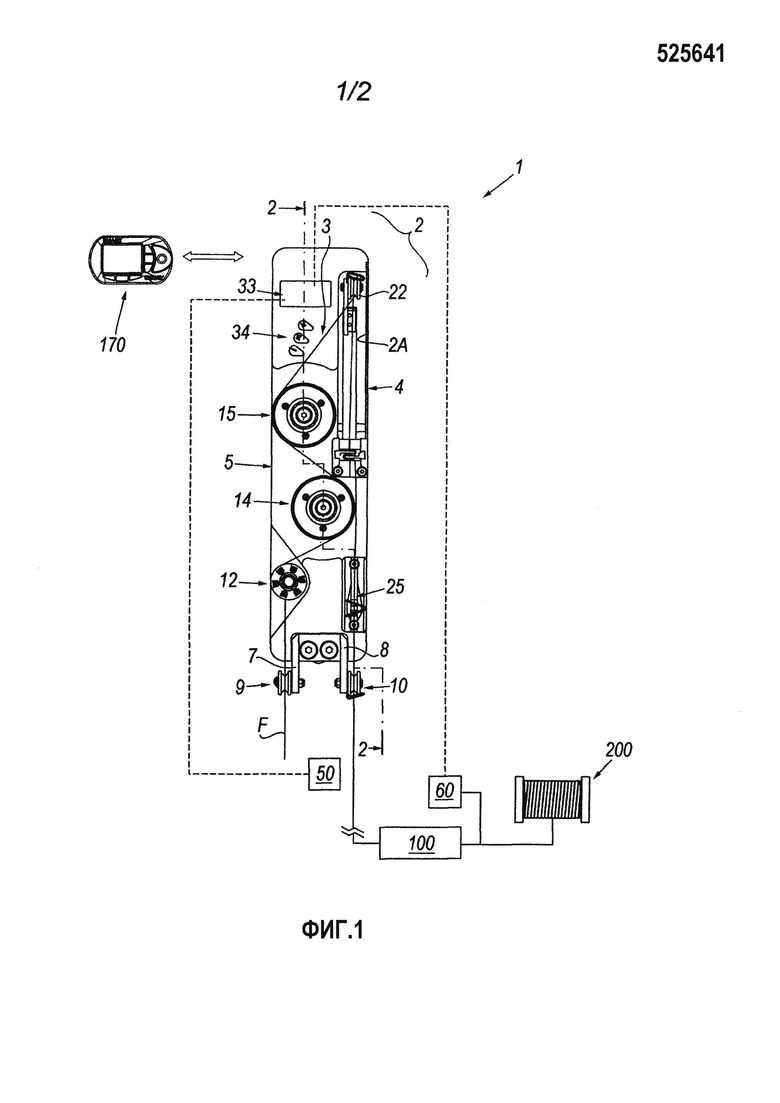
Фиг.1 показывает схематический вид спереди системы для подачи металлической проволоки в соответствии с настоящим изобретением;
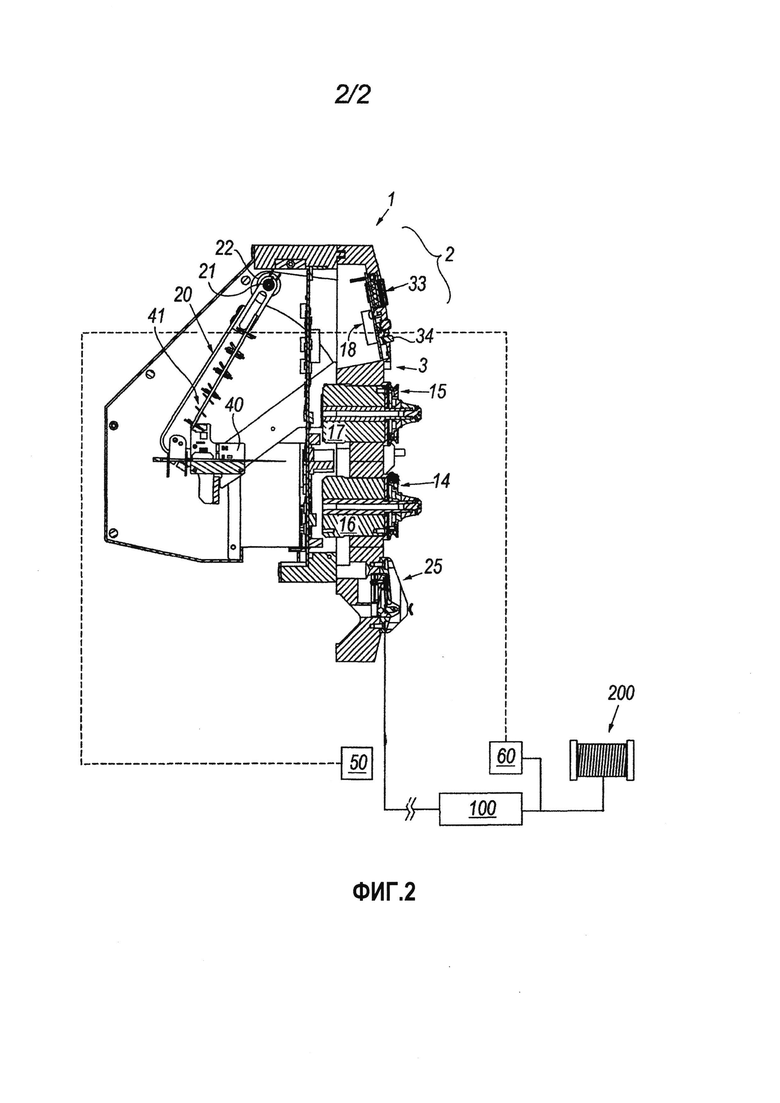
Фиг.2 показывает поперечное сечение системы, изображенной на фиг.1, по линии 2-2.
Со ссылкой на вышеупомянутые чертежи в настоящем документе посредством примера представляется устройство для подачи металлической проволоки, которое описано в патентном документе MI2011A001983. Очевидно, что устройство подающего механизма может иметь любой другой известный тип при условии, что оно снабжено средствами для управления и активного регулирования натяжения металлической проволоки, как было описано ранее во вводной части этого текста. Подающий механизм на чертежах глобально обозначается ссылочной цифрой 1 и включает в себя тело или корпус 2, имеющий переднюю сторону 3 и боковые стороны 4 и 5. Боковые стороны закрываются покрывающими элементами, один из которых (для стороны 4) не показан на фиг.2 с тем, чтобы показать внутренность корпуса 2.
На передней стороне 3, будучи соединенными с ней и выступающими из нее (начиная с нижней части корпуса 2 на фиг.1), имеются параллельные элементы 7 и 8, поддерживающие соответствующий ролик 9 или 10 с канавкой, свободно вращающийся на оси, прикрепленной к соответствующему элементу. Каждый ролик 9, 10, предпочтительно сделанный из керамики, предназначен для определения траектории металлической проволоки F от катушки (не показана) к устройству 1 и от него к машине 100, которая изготавливает проволочные катушки F, такие как катушка, обозначенная ссылочной цифрой 200. Тот факт, что ролики делаются из керамики (или эквивалентного материала с низким коэффициентом трения), имеет своей целью минимизацию трения между проволокой и роликом, минимизируя возможность повреждения проволоки во время контакта.
Корпус 2 включает в себя проводной тормоз 12, с которым проволока F взаимодействует на выходе ролика 9 и который предназначен для стабилизации проволоки на входе в устройство и ее очистки с использованием обычного войлока (не показан) для того, чтобы удалить возможные парафиновые остатки (с предыдущей производственной стадии вытягивания). Такая проволока, выходя из проводного тормоза 12, попадает на первый шкив 14 и наматывается на него (на часть оборота или на несколько оборотов) перед передачей ко второму шкиву 15, причем оба упомянутых шкива приводятся в движение их собственными электродвигателями 16 и 17 (соответственно), связанными с корпусом 2 и управляемыми блоком 18 управления, также связанным с таким корпусом.
Подвижный рычаг восстановления или компенсатор 20 прикреплен к корпусу и имеет на свободном конце 21 проход для проволоки F, предпочтительно через ролик 22 (также сделанный из керамики и т.п.), который такая проволока F достигает, выходя из шкива 15 (и проходя через окно 2A корпуса 2). Такой подвижный рычаг располагается внутри корпуса 2, за его поверхностью 3.
Проволока проходит от ролика 22 (или фиксируется эквивалентным элементом прохождения) через окно 2 и затем на чувствительный элемент 25 натяжения, например нагрузочную ячейку, также связанный с блоком 18 управления, а после чувствительного элемента она проходит на ролик 10 и подается к машине.
Блок 18 управления способен измерять натяжение проволоки посредством чувствительного элемента 25 и регулировать скорость вращения шкивов 14 и 15, воздействуя на соответствующие двигатели 16 и 17, и таким образом управлять натяжением упомянутой проволоки так, чтобы оно соответствовало возможно программируемому заданному значению (например, в зависимости от различных стадий обработки, которым проволока F подвергается в машине 100), установленному в блоке 18, который может быть микропроцессором и иметь (или использовать) память, в которой одно или более значений натяжения хранятся в табличной форме, например в соответствии с вышеупомянутыми стадиями обработки.
Такая предварительно заданная величина натяжения может быть больше или меньше, чем натяжение разматывания проволоки с катушки.
Корпус 2 также имеет дисплей 33, управляемый блоком 18, посредством которого отображаются рабочие условия устройства (измеренное натяжение, предварительно заданное натяжение, скорость подачи, и т.д.). Такой дисплей также показывает рабочие параметры, которые могут быть заданы с использованием клавиатуры 34.
Корпус 2 также снабжен (непоказанными на чертежах) разъемами, посредством которых подающий механизм может быть электрически запитан,
через которые может осуществляться обмен информацией с устройством по стандартной или проприетарной шине (RS485, CANBUS, ETHERNET и т.д.) для того, чтобы считывать его состояние (измеренное натяжение, скорость, возможные аварийные ситуации) или программировать его работу (рабочее натяжение, рабочий режим и т.д.). Такой корпус также обеспечивается входом постоянного тока с напряжением 0-10 В для программирования рабочего натяжения в аналоговом режиме и стартстопным входом для указания устройству, находится ли машина в рабочем режиме, а также одним или более цифровыми входами, посредством которых можно программировать различные рабочие натяжения в соответствии с различными рабочими стадиями машины (обертывание, работа, нагружение и т.д.).
По меньшей мере один элемент 50, способный измерять диаметр проволоки F, и/или элемент 60, способный измерять величину импеданса (или сопротивления) готового изделия, включающего в себя проволоку F (например электрической катушки), соединяется с устройством подающего механизма 1 и, в частности, с блоком 18. В дополнение к этому, устройство 170 для программирования такого блока, для считывания с него данных или для обмена информацией с ним для того, чтобы вмешиваться всякий раз, когда желательно изменить рабочий режим подающего механизма 1, может быть соединено с таким блоком в беспроводном режиме (Wi-Fi) или посредством физического соединения.
Более конкретно, элемент 50, соединенный напрямую или косвенно с блоком 18, размещается в любой точке между устройством 1 и машиной 100. Он является элементом для измерения диаметра проволоки F, таким как электронный прибор, например оптический или лазерный, электронным устройством (датчиком) очистки или подобным элементом.
Что касается элемента 60, он представляет собой детектор сопротивления или импеданса, например детектор омического сопротивления катушки, получаемого через проволоку F. Такой элемент 60, как и элемент 50, прямо или косвенно соединяется с блоком 18. Такое соединение может быть осуществлено через любой канал связи между блоком и упомянутым элементом (50 или 60), такой как, например, промышленная шина (RS485, CANBUS, MODBUS, PROFIBUS и т.д.) или через конкретные входы, предусмотренные в этих двух элементах (аналоговый вход с напряжением 0-10 В, вход с током 4-20 мА, цифровые входы и т.д.).
Известно, что во время подачи к машине металлическая проволока «растягивается», если она подвергается слишком высокому натяжению, и таким образом такое натяжение изменяет ее диаметр. По мере того, как диаметр проволоки изменяется, изменяются и характеристики (в частности электрические, такие как электрическое удельное сопротивление) самой проволоки, а также количество проволоки, подаваемой к машине 100.
Для того чтобы предотвратить такой недостаток, относящийся к чрезмерному натяжению проволоки F, настоящее изобретение предлагает подавать ее с постоянным натяжением с помощью устройства подачи 1, управляя двигателями 16 и 17 так, чтобы регулировать при необходимости натяжение проволоки подающим механизмом 1 с тем, чтобы достичь постоянства в подаче проволоки. Два чувствительных элемента (не показаны) связаны с двигателями 16 и 17 и обнаруживают скорость и/или количество оборотов или их бесконечно малую часть (например, датчики Холла, установленные внутри или снаружи каждого двигателя, кодировщики, связанные с датчиками, или другие известные эквивалентные чувствительные элементы). Такие элементы соединяются с блоком 18, который на основе данных, полученных такими чувствительными элементами, идентифицирует количество проволоки, поданной от шкивов 4 и 5.
Блок 18 таким образом продолжает подавать проволоку к машине с постоянным натяжением на основе заданной величины уставки, воздействуя на упомянутые двигатели 16 и 17 и изменяя их скорости вращения (и таким образом изменяя скорости вращения шкивов 14 и 15), если величина натяжения подаваемой проволоки отклоняется от значения уставки. Блок 18 продолжает измерять количество подаваемой проволоки (LWA) и сравнивает это значение с заданной величиной уставки, воздействуя на величину уставки натяжения и регулируя ее так, чтобы достичь постоянства количества проволоки, подаваемой к машине.
Заданное значение количества подаваемой проволоки может быть заданным значением или значением, определяемым на основе самостоятельного обучения; оно в любом случае может быть изменено с использованием клавиатуры 34 или посредством устройства 170.
Очевидно, что вышеупомянутое управление количеством подаваемой проволоки (или LWA), которое определяет второй контур управления наряду с первым контуром управления подачи проволоки с постоянным натяжением, также может выполняться другим блоком управления, очевидно связанным с упомянутым выше блоком 18.
Также предусматривается возможность внесения корректировок в соответствии с одним или более диапазонами корректировок, например в зависимости от заданного натяжения, в пределах которого компенсируются возможные погрешности обнаруженного LWA. Если количество подаваемой проволоки (LWA) выходит за пределы упомянутого диапазона, генерируются сигнал ошибки и тревожный сигнал для того, чтобы сообщить машине 100 и/или оператору о ненормальном условии подачи (заедание шкивов, разрушение роликов 25 и т.д.).
Блок 18 способен запоминать тенденцию изменения натяжения и результаты измерения LWA для каждого произведенного изделия для того, чтобы гарантировать полную отслеживаемость произведенных изделий и их количества.
Очевидно, что определение характеристик (а именно, в случае количества подаваемой проволоки) может быть выполнено после подающего механизма 1 посредством чувствительных элементов (например, с помощью шкивов с контролируемой скоростью вращения и контролируемым количеством оборотов между таким подающим механизмом 1 и машиной 100), связанных с блоком 18 упомянутого подающего механизма.
Благодаря настоящему изобретению таким образом возможно подавать проволоку к машине с правильным и постоянным натяжением так, чтобы поддерживать его по меньшей мере в пределах заданного значения, возможно программируемого или сравниваемого с соответствующим референсным значением количества подаваемой проволоки LWA.
Соответственно устройство, к которому относится настоящее изобретение, может замкнуть второй контур регулирования, используя информацию, полученную чувствительными элементами, связанными с двигателями 16 и 17, или посредством детекторов количества подаваемой проволоки, расположенных после подающего механизма 1.
Например, если обнаруживается уменьшение количества проволоки, блок 18 получает соответствующие данные и воздействует на двигатели 16 и 17 в соответствии с известными алгоритмами управления П, ПИ, ПД, ПИД или FOC (полевое управление), ускоряя или замедляя их вращение так, чтобы изменить референсное значение натяжения проволоки (уменьшая его) так, чтобы могло быть обнаружено соответствующее изменение (увеличение) количества подаваемой проволоки до заданного значения. При таком новом натяжении упомянутое количество проволоки таким образом подается к машине.
Устройство 1 может гарантировать замыкание этого второго контура регулирования и подавать проволоку без изменения ее физических характеристик (длины, поперечного сечения, сопротивления и т.д.). Такое устройство для того, чтобы гарантировать величину желаемого количества поданной проволоки, регулирует натяжение проволоки, управляя вращающим моментом этих двух двигателей 16 и 17, которые вращают шкивы 14 и 15, вокруг которых проходит проволока. Это устройство может таким образом гарантировать натяжение (контролируемое посредством чувствительного элемента 25) проволоки на выходе, которое больше или меньше того натяжения, которое присутствует во время разматывания с катушки, путем управления скоростью этих двух двигателей 16 и 17 так, чтобы можно было поддерживать желаемое количество подаваемой проволоки после подающего механизма 1.
Очевидно, что подающий механизм 1 (и в частности показанный на чертежах, который описывается в итальянской патентной заявке MI2011A001983) может также посредством своего контура управления и регулирования регулировать натяжение проволоки F на выходе из упомянутого подающего механизма так, чтобы сохранять его постоянным и равным возможно программируемому значению, но в любом случае так, чтобы обеспечить постоянство количества подаваемой проволоки, соответствующего заданному значению.
Один вариант осуществления настоящего изобретения был описан; однако могут быть сделаны и другие варианты осуществления (такие как тот, в котором блок 18 или чувствительный элемент 25 не связаны с корпусом 2) без выхода за рамки защиты последующей формулы изобретения.
Например, подающий механизм 1 может быть одним из нескольких различных механизмов подачи металлической проволоки, связанных с машиной 100, имеющей множество рабочих головок, способных одновременно производить множество катушек 200, по меньшей мере с одной проволокой каждая, имеющих идентичные физические характеристики одинаковое количество проволоки.
В таком случае все подающие механизмы 1 соединяются с одним блоком управления (который может находиться в одном из таких подающих механизмов, например, в виде блока 18; может быть устройством 170; или блоком, вставляемым в машину 100), который проверяет натяжение каждой проволоки, подаваемой различными подающими механизмами, а также количество такой проволоки, направляемой к машине 100. Вышеупомянутый блок управления сравнивает натяжение и значения количества, обнаруженные каждым подающим механизмом 1, с общей уставкой всех проволок; в случае несоответствия между обнаруженной величиной натяжения или количеством и соответствующей величиной уставки блок управления воздействует на подающий механизм конкретной проволоки, для которой было обнаружено несоответствие, тем же самым образом, который был описан для подающего механизма 1, изображенного на фиг.1 и фиг.2, воздействуя на двигатели 16 и 17 шкивов 14 и 15 и регулируя величину натяжения или количество проволоки так, чтобы они соответствовали желаемой величине уставки.
Такое решение также находится в пределах рамок защиты последующей формулы изобретения.
Группа изобретений относится к области манипулирования удлиненными объектами и может быть применена при подаче металлической проволоки к машине. Система подачи металлической проволоки к машине содержит подающий проволоку механизм. Проволока подается с постоянным и желаемым натяжением. Натяжение обнаруживается чувствительным элементом. Подающий механизм имеет вращающийся элемент. Вращающийся элемент приводится в движение исполнительным механизмом. Вокруг исполнительного механизма металлическая проволока обматывается на часть оборота или на несколько оборотов. Исполнительный механизм обеспечивает подачу проволоки к машине с предварительно заданным натяжением под действием блока управления. В системе подачи предусмотрено средство определения количества подаваемой проволоки. Средство определения количества проволоки соединено с блоком управления. Блок управления воздействует на вращающийся элемент для поддерживания количества подаваемой проволоки в пределах референсного значения. Обеспечивается оптимальное управление натяжением и количеством подаваемой проволоки независимо от ее характеристик. 2 н. и 9 з.п. ф-лы, 2 ил.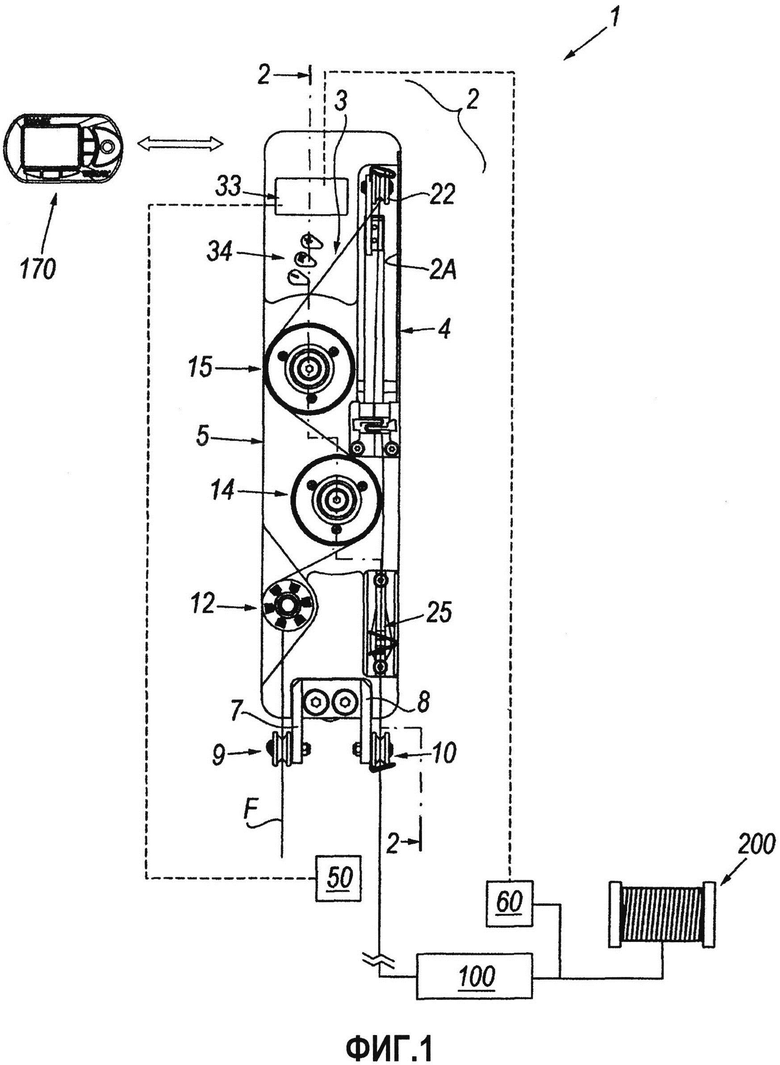
1. Система для подачи металлической проволоки (F), разматываемой с соответствующей катушки, к машине (100) посредством подающего проволоку механизма (1), причем машина (100) является, например, намоточной машиной, подходящей для производства катушек (200) посредством по меньшей мере одной рабочей головки, причем проволока подается с желаемым натяжением, причем предусматривается чувствительный элемент (25) натяжения для определения натяжения проволоки, причем подающий механизм (1) имеет по меньшей мере один вращающийся элемент (14, 15), приводимый в движение его исполнительным механизмом (16, 17), вокруг которого металлическая проволока обматывается на часть оборота или на несколько оборотов, и являющийся подходящим для подачи проволоки к машине, причем предусматривается блок (18) управления для управления подачей проволоки с заданным натяжением, причем упомянутый блок (18) управления обеспечивается для воздействия на упомянутый вращающийся элемент (14, 15) так, чтобы регулировать натяжение проволоки (F) с целью поддержания его постоянным по меньшей мере в пределах предварительно заданного и/или программируемого референсного значения, причем предусматривается средство определения количества проволоки (F), подаваемой к машине (100), соединенное с упомянутым блоком (18) управления, которое обеспечивает блоку управления данные, относящиеся к упомянутому подаваемому количеству проволоки (F), причем блок (18) управления является подходящим для определения вышеупомянутого количества проволоки на основе упомянутых данных, отличающаяся тем, что упомянутый блок (18) управления вмешивается путем регулирования предварительно заданного или программируемого референсного значения натяжения так, чтобы поддерживать количество подаваемой проволоки равным предварительно заданному, полученному в результате самообучения и/или программируемому референсному значению.
2. Система по п. 1, отличающаяся тем, что средство определения представляет собой чувствительный элемент, подходящий для определения величины, коррелирующей с вращением вращающегося элемента (14, 15), например с его скоростью или количеством оборотов или с бесконечно малой частью оборота.
3. Система по п. 2, отличающаяся тем, что упомянутый чувствительный элемент представляет собой датчик Холла, связанный с исполнительным механизмом (16, 17) упомянутого вращающегося элемента (14, 15).
4. Система по п. 3, отличающаяся тем, что упомянутый чувствительный элемент представляет собой кодировщик, связанный с исполнительным механизмом (16, 17) упомянутого вращающегося элемента (14, 15).
5. Система по п. 1, отличающаяся тем, что средство определения связано с вращающимся элементом, размещенным между подающим механизмом (1) и машиной (100), причем упомянутое средство определения является подходящим для определения величины, коррелирующей с вращением упомянутого элемента, например с его скоростью или количеством оборотов или с бесконечно малой частью оборота.
6. Система по п. 1, отличающаяся тем, что предусматривается средство (50, 60) определения по меньшей мере одной физической характеристики проволоки (F), размещенное ниже по потоку от подающего механизма (1), и соединенное с упомянутым блоком управления (18), и подходящее для того, чтобы обеспечивать блоку управления данные о каждой обнаруженной физической характеристике, причем упомянутая контролируемая физическая характеристика является по меньшей мере одной размерной характеристикой, такой как диаметр проволоки (F), и/или ее электрической характеристикой, и вышеупомянутый блок (18) воздействует на вращающийся элемент (14, 15) для регулирования натяжения проволоки, если обнаруженная характеристика отличается от заданного и/или программируемого значения.
7. Система по п. 6, отличающаяся тем, что средство определения физической характеристики представляет собой по меньшей мере одно из элемента для измерения размерной характеристики проволоки, такой как ее диаметр, например оптический электронный или лазерный датчик, электронное устройство очистки и т.п., и элемента для измерения электрического сопротивления/импеданса проволоки (F), такого как детектор омического сопротивления, причем упомянутый элемент для измерения размерной характеристики размещается между устройством (1) подачи и машиной (100), упомянутый элемент для измерения электрического сопротивления проволоки альтернативно размещается у машины (100) или является подходящим для измерения такой физической характеристики проволоки, когда он связывается с готовым изделием.
8. Система по п. 1, отличающаяся тем, что блок (18) управления предпочтительно является микропроцессором и является подходящим для регулирования вращающего момента, создаваемого исполнительным механизмом (16, 17) на вращающемся элементе (14, 15) в зависимости от количества подаваемой проволоки, определяемого упомянутым средством определения, причем упомянутое натяжение может быть больше или меньше, чем натяжение разматывания проволоки с соответствующей катушки.
9. Система по п. 1, отличающаяся тем, что она включает в себя по меньшей мере одну из следующих характеристик:
блок (18) управления и упомянутое средство (50, 60) определения физической характеристики проволоки связаны с машиной (100);
средство (50, 60) определения физической характеристики проволоки связано с машиной (100);
средство (50) определения физической характеристики проволоки непосредственно присоединено к подающему механизму;
упомянутый блок (18) управления и упомянутый чувствительный элемент (25) натяжения связаны с подающим механизмом (1);
подающий механизм (1) имеет электромеханический тип;
подающий механизм (1) имеет электронный тип.
10. Система по п. 1, отличающаяся тем, что она включает в себя множество подающих механизмов (1), подходящих для подачи множества металлических проволок к машине (100), которая включает в себя множество рабочих головок, каждая из которых работает в ряду упомянутого множества проволок, блок управления, связанный с упомянутыми подающими механизмами (1) и подходящий для получения данных, передаваемых машине каждым подающим механизмом, и сравнения их с полученным в результате самообучения и/или программируемым заданным значением, причем упомянутый блок воздействует на вращающийся элемент каждого подающего механизма, если полученные данные отличаются от предварительно заданного и/или программируемого значения, так, чтобы они соответствовали этому значению.
11. Способ подачи металлической проволоки (F), разматываемой с ее катушки, к машине (100), причем упомянутая подача выполняется посредством системы по п. 1, причем упомянутый способ включает в себя стадии забора проволоки с катушки, подачи ее к подающему механизму (1) проволоки (F), подходящему для того, чтобы послать ее к машине с желаемым натяжением, обнаруживаемым чувствительным элементом (25) натяжения, который соединен с блоком (18) управления, который управляет подачей проволоки с постоянным натяжением с помощью по меньшей мере одного вращающегося элемента (14, 15), подходящего для взаимодействия с проволокой, связанного с подающим механизмом, причем определение количества подаваемой проволоки (F) обеспечивается средством определения такого количества проволоки, соединенным с блоком (18) управления и подходящим для обеспечения последнего обнаруженными данными, причем блок (18) управления управляет подачей проволоки посредством воздействия на вращательный элемент, когда такие данные отличаются от предварительно заданного и/или программируемого референсного значения, отличающийся тем, что он обеспечивает регулирование блоком (18) управления предварительно заданного или программируемого референсного значения натяжения так, чтобы поддерживать количество подаваемой проволоки равным предварительно заданному, полученному в результате самообучения и/или программируемому референсному значению.
| Валичный джин | 1978 |
|
SU926090A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Устройство для подачи и натяжения обвязочной проволоки | 1988 |
|
SU1551591A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ГОРЮЧЕГО К ДВИГАТЕЛЯМ ВНУТРЕННЕГО ГОРЕНИЯ С ПЕРИОДИЧЕСКИМ ПОДВОДОМ ВОЗДУХА ПОД ДАВЛЕНИЕМ, ПРЕВЫШАЮЩИМ АТМОСФЕРНОЕ | 1926 |
|
SU33888A1 |

