Изобретение относится к термической управляемой обработке рельсов и системе гибкого охлаждения для осуществления способа. Обработка предназначена для получения полностью высокоэффективной бейнитной микроструктуры, характеризующейся высокой прочностью, высокой твердостью и хорошей вязкостью по всему сегменту рельса и, кроме того, для получения полностью перлитной тонкой микроструктуры в выбранной части сегмента рельса или во всем сегменте рельса.
В настоящее время быстрый рост веса и скорости поездов неизбежно вынуждают улучшать интенсивность изнашивания рельса в смысле потери материала вследствие качения/скольжения между колесом и рельсом, и поэтому требуется увеличение твердости, чтобы снизить износ.
В общем случае окончательные характеристики стального рельса в смысле геометрических профилей и механических свойств получают через последовательность термомеханического процесса: процесса горячей прокатки рельса с последующей термической обработкой и этапом правки.
Процесс горячей прокатки профилирует конечный продукт в соответствии с разработанной геометрической формой и обеспечивает предварительно требуемую металлургическую микроструктуру для последующей обработки. В частности, этот этап позволяет достичь тонкую микроструктуру, которая, с помощью последующих обработок, будет гарантировать высокий уровень требуемых механических свойств.
В настоящее время имеются, два основных процесса горячей прокатки, выполняемые в двух видах производств, реверсивных и непрерывных станах. Окончательные свойства рельса, производимого с помощью обоих этих процессов горячей прокатки, можно считать весьма сходными и сопоставимыми. В самом деле, рельсы с бейнитной, перлитной и заэвтектоидной структурой, как правило, получают на промышленном уровне с помощью этих обоих видов производств.
Ситуация для термической обработки отличается. В настоящее время, в основном, используются два средства для охлаждения рельсов: воздух или вода. Вода, как правило, используется как жидкость в резервуаре или разбрызгивается посредством форсунок. Воздух обычно сжимается посредством форсунок. Ни один из этих механизмов не позволяет производить все микроструктуры рельсов на том же самом оборудовании. В частности, оборудование термообработки, настроенное для производства перлитных рельсов, не может производить бейнитные рельсы.
Кроме того, существующие решения по охлаждению недостаточно гибки, и поэтому не представляется возможным обрабатывать весь сегмент рельса или части сегмента рельса дифференцированным образом (головка, стержень, опорная поверхность).
Кроме того, во всех существующих промышленных устройствах для термической обработки рельсов, большинство случаев превращения аустенита происходит вне самого устройства охлаждения, это означает, что обработка не управляется. В частности, повышение температуры рельса из-за трансформации микроструктуры не может управляться. В этих процессах температура, при которой происходит превращение аустенита, отличается от оптимальной, при конечных механических характеристиках ниже тех, которые потенциально можно получить с помощью более тонких и более однородных микроструктур. Это могло быть особенно верно в случае бейнитных рельсов, где бейнитная микроструктура должна быть получена во всем сегменте рельса (головка, стержень, опорная поверхность).
Кроме того, из-за реального термического профиля рельса по длине, неуправляемая термическая обработка может привести к неоднородности микроструктур также по длине.
В документе US 7854883 раскрывается система для охлаждения рельса, в которой может быть получена только микроструктура тонкопластинчатого перлита. Согласно этому документу, тонкопластинчатая перлитная микроструктура создается в рельсе, чтобы увеличить твердость рельса. Однако тонкопластинчатая перлитная микроструктура означает высокий уровень твердости, но с ухудшением относительного удлинения и вязкости продукта. Относительное удлинение и вязкость, также являются важными механическими свойствами для применений рельсов; в самом деле, оба они относятся к пластичности материала, существенному свойству для рельсовых материалов, что касается стойкости к явлениям роста трещин и повреждениям.
Недавние исследования указали также на другое конкретное и опасное явление, распространенное в перлитных материалах в связи с конкретным химическим составом, который влияет на целостность рельса в течение срока службы. Исследователи рассматривали формирование мартенситного слоя, называемого белым травильным слоем (WEL) в контактной зоне скольжения между колесом и рельсом, особенно вследствие генерации высоких температур во время сильных ускорений и замедлений или обработки поверхностного механического истирания. Благодаря свойству твердости и хрупкости, WEL обычно считается местом образования трещин с последующим отрицательным воздействием на срок службы рельса. WEL, формируемый в рельсах из бейнитной стали, имеет низкую твердость; поэтому имеет место меньшее различие в твердости по сравнению с базовым материалом. Причина в том, что твердость мартенситного слоя в основном зависит от содержания C (чем выше содержание углерода, тем выше твердость слоя), и количество углерода в бейнитном химическом составе ниже, чем то, которое присутствует в перлитной микроструктуре. Некоторыми исследователями WEL рассматривается в качестве одной из причин усталости контакта качения. Из исследований по этим темам следует, что рельс из бейнитной стали демонстрирует по меньшей мере вдвое большее время для зарождения трещины, чем у рельса из перлитной стали.
Высокоэффективная бейнитная микроструктура представляет собой усовершенствование по отношению к тонкопластинчатой перлитной микроструктуре в плане как износостойкости, так и сопротивления усталости контакта качения. Кроме того, высокоэффективная бейнитная микроструктура позволяет повысить вязкость и относительное удлинение, сохраняя твердость большей, чем у тонкопластинчатой перлитной микроструктуры.
Высокоэффективная бейнитная микроструктура показывает лучшее поведение при следующих явлениях по сравнению с тонкопластинчатой перлитной микроструктурой: волнистость короткого и длинного шага, отслаивание, поперечное пластичное течение и трещины в головке. Эти типичные дефекты рельсов усиливаются из-за ускорения и торможения поезда (например, линий метро) или на кривых малого радиуса.
Кроме того, бейнитная сталь также показывает более высокие значения соотношения между пределом текучести и пределом прочности на разрыв, пределом прочности и вязкостью разрушения по сравнению с лучшими рельсами из термообработанной перлитной стали.
Поэтому существует потребность в новом способе и системе термической обработки, позволяющих получить рельс с хорошей твердостью, но без какого-либо ухудшения других важных механических свойств, как, например, относительное удлинение и вязкость. Таким образом, сопротивление рельса к износу и к усталости контакта качения должны быть улучшены, и распространение трещин должно быть уменьшено.
Поэтому основной задачей настоящего изобретения является обеспечить такой способ и устройство.
Дополнительной задачей настоящего изобретения является создание способа термической обработки, который позволяет формировать высокоэффективную бейнитную микроструктуру в рельсе.
Другой задачей настоящего изобретения является создание способа и системы, обеспечивающих возможность производства на том же оборудовании рельса, имеющего тонкопластинчатую перлитную микроструктуру.
Эта задача решается, в соответствии с первым аспектом настоящего изобретения, благодаря способу термической обработки горячих рельсов, чтобы получить желательную микроструктуру, обладающую повышенными механическими свойствами, при этом способ содержит фазу активного охлаждения, на которой рельс быстро охлаждают от аустенитной температуры, а затем мягко охлаждают, чтобы поддерживать целевую температуру превращения между определенными значениями обработки охлаждения, выполняемой посредством множества охлаждающих модулей (12.n), причем каждый охлаждающий модуль содержит множество средств распыления охлаждающей среды на рельс, в течение фазы активного охлаждения, каждый охлаждающий модуль снабжен множеством охлаждающих секций, каждая секция расположена в плоскости, поперечной к рельсу, когда рельс находится в системе термической обработки, и каждая секция содержит по меньшей мере:
- одно охлаждающее средство, расположенное над головкой рельса,
- два охлаждающих средства, расположенные на каждой стороне головки рельса, и
- одно охлаждающее средство, расположенное под опорной поверхностью рельса, и характеризуется тем, что каждое охлаждающее средство приводится в действие для управления скоростью охлаждения рельса, так что величина превращенного аустенита в рельсе не ниже, чем 50% на поверхности рельса и не ниже, чем 20% в сердцевине головки рельса.
В соответствии с другими признаками изобретения, взятыми по отдельности или в сочетании:
- Каждое охлаждающее средство приводится в действие для управления скоростью охлаждения рельса так, что аустенит превращается в высокоэффективный бейнит или в тонкопластинчатый перлит.
- До термической обработки рельса:
- обеспечение модели с множеством параметров, относящихся к рельсу для обработки;
- обеспечение упомянутых моделей значениями, определяющими желательные конечные механические свойства рельса;
- вычисление управляющих параметров для приведения в действие охлаждающих средств, чтобы получить скорости охлаждения, так что получаются предопределенные температуры рельса после каждого охлаждающего модуля;
- применение упомянутых вычисленных параметров для приведения в действие охлаждающих средств модулей охлаждения.
- Способ может дополнительно содержать:
- измерение температуры поверхности рельса перед каждым охлаждающим модулем и сравнение этих температур с температурами, вычисленными посредством моделей;
- модифицирование параметров приведения в действие охлаждающих средств, если разницы между вычисленными температурами и измеренными температурами больше, чем предопределенные значения.
- Охлаждающая среда представляет собой смесь воздуха и воды, распыляемую охлаждающими средствами вокруг сегментов рельса, причем количество воздуха и количество распыляемой воды независимо управляется.
- Температура поверхности рельса, входящего в первый охлаждающий модуль, составляет от 750 до 1000°С, а температура поверхности рельса, выходящего из последнего охлаждающего модуля, составляет от 300°С до 650°С.
- Рельс охлаждается охлаждающими средствами со скоростью, составляющей от 0,5 до 70°С/с.
В соответствии со вторым аспектом, изобретение относится к системе для термической обработки горячего рельса, чтобы получать желательную микроструктуру, имеющую улучшенные механические свойства, при этом система содержит:
- систему активного охлаждения, содержащую множество охлаждающих модулей; каждый охлаждающий модуль содержит множество охлаждающих средств, выполненных с возможностью распыления охлаждающей среды на рельс;
- управляющее средство для управления распылением охлаждающих средств,
отличающаяся тем, что каждый охлаждающий модуль содержит множество охлаждающих секций, каждая охлаждающая секция расположена в плоскости, поперечной к рельсу, когда рельс находится в системе термической обработки, причем каждая секция содержит по меньшей мере:
- одно охлаждающее средство (N1), расположенное над головкой рельса,
- два (N2, N3) охлаждающих средства, расположенных на каждой стороне головки рельса, и
- одно охлаждающее средство, расположенное под опорной поверхностью рельса (6),
и тем, что
управляющие средства выполнены с возможностью приведения в действие охлаждающих средств таким образом, чтобы количество превращенного аустенита в рельсе было не ниже, чем 50% на поверхности рельса и не ниже, чем 20% в сердцевине головки рельса, причем превращение происходит, пока рельс все еще находится в системе активного охлаждения.
В соответствии с другими признаками изобретения, взятыми по отдельности или в сочетании:
- Управляющие средства приводят в действие охлаждающие средства для превращения в высокоэффективный бейнит или в тонкопластинчатый перлит,
- система может дополнительно содержать средство измерения температуры, расположенное перед каждым охлаждающим модулем и соединенное с управляющими средствами.
- Каждое средство измерения температуры содержит множество тепловых датчиков, расположенных вокруг сегмента рельсов, для непрерывного измерения температуры различных частей сегмента рельса,
- управляющие средства содержат модели, получающие параметры, относящиеся к рельсу, входящему в систему охлаждения, и значения, определяющие желательные конечные механические свойства рельса, причем модели обеспечивают параметры приведения в действие охлаждающих средств, чтобы получать желательные механические свойства.
- Каждый охлаждающий модуль содержит множество охлаждающих секций, каждая секция расположена в плоскости, поперечной к рельсу, когда рельс находится в системе термической обработки, и каждая секция содержит по меньшей мере шесть охлаждающих средств, одно из которых расположено над головкой рельса, два расположены на каждой стороне головки, два расположены на обеих сторонах стержня рельса, одно (N6) расположено под опорной поверхностью рельса,
- охлаждающие средства являются форсунками распылителя, способными распылять смесь воды и воздуха, причем количество распыляемых воздуха и воды независимо регулируется.
Другие задачи и преимущества настоящего изобретения будут очевидны при рассмотрении следующего описания со ссылкой на прилагаемые чертежи, на которых показано следующее:
Фиг. 1 - схематичный вид системы в соответствии с изобретением.
Фиг. 2 - детальный вид компонентов системы термической обработки в соответствии с изобретением.
Фиг. 3 - поперечное сечение рельса, окруженного множеством охлаждающих средств.
Фиг. 4 - поперечное сечение рельса, окруженного множеством устройств измерения температуры.
Фиг. 5 - схематичный вид этапов способа в соответствии с изобретением.
Фиг. 6 - пример кривых разложения аустенита в процессе термической обработки, управляемого в соответствии с изобретением.
Фиг. 7 - типовые кривые разложения аустенита в процессе неуправляемой термической обработки.
Фиг. 8 - изменение температуры по сегменту рельса при управляемом процессе охлаждения, в соответствии со способом для получения высокоэффективных бейнитных микроструктур.
Фиг. 9 - изменение температуры по сегменту рельса при управляемом процессе охлаждения, в соответствии со способом для получения тонкопластинчатых перлитных микроструктур.
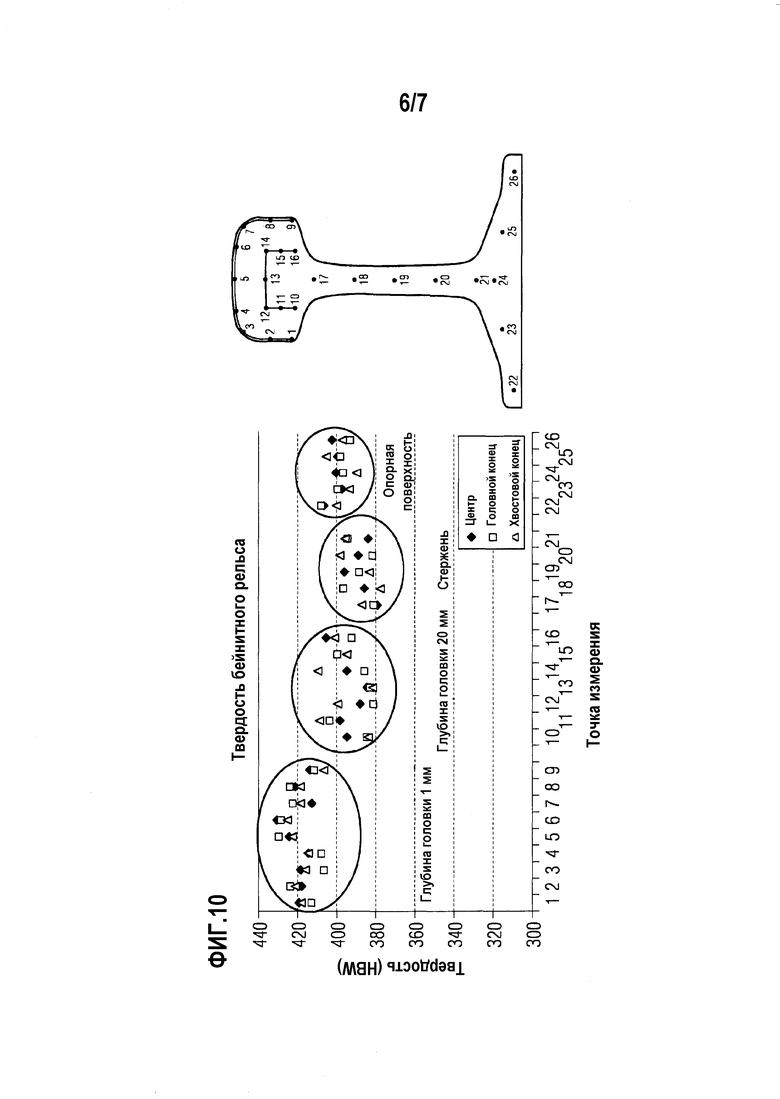
Фиг. 10 - значения твердости в различных точках измерения для рельса с высокоэффективной бейнитной микроструктурой, полученного способом в соответствии с изобретением.
Фиг. 11 - значения твердости в различных точках измерения для рельса с тонкопластинчатой перлитной микроструктурой, полученного способом в соответствии с изобретением.
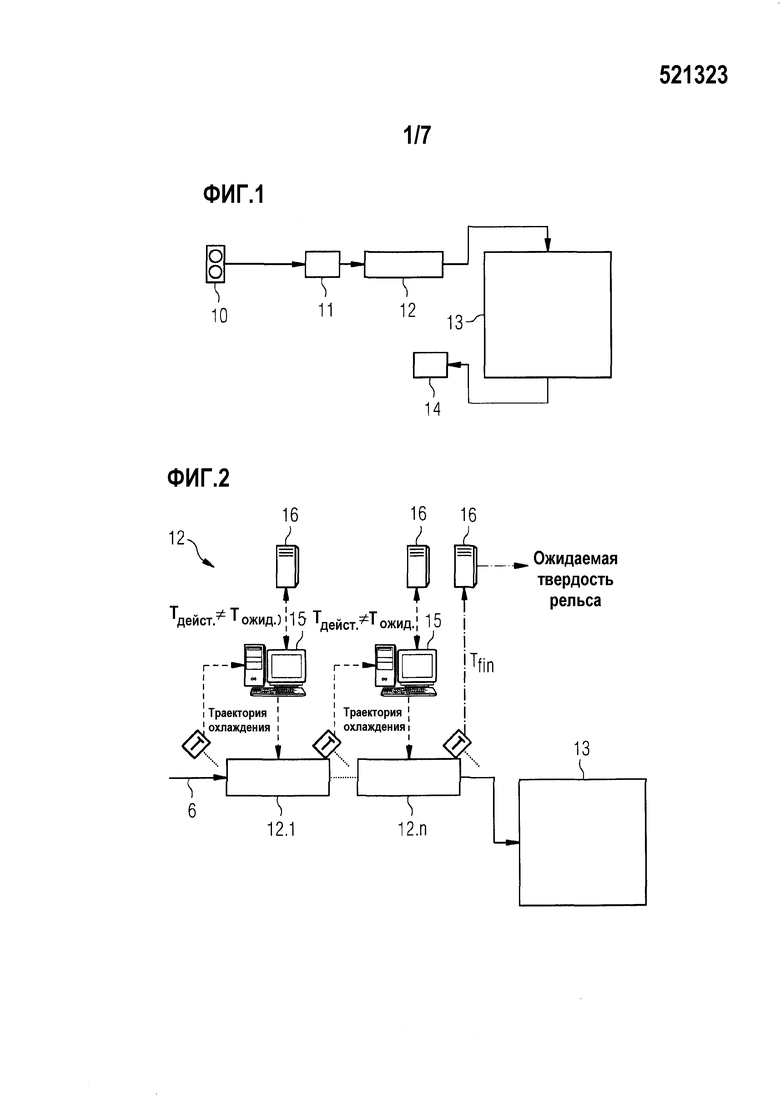
Фиг. 1 представляет схематичный вид компоновки охлаждающей части прокатного стана в соответствии с изобретением. После того как рельс был сформирован последний прокатной клетью 10, он вводится последовательно в: блок 11 повторного нагрева для выравнивания температуры рельса, систему 12 термической обработки в соответствии с изобретением, стол 13 охлаждения на открытом воздухе и правильную машину 14.
Кроме того, в офф-лайн варианте осуществления (не показан на чертежах), вместо непосредственного ввода из последней прокатной клети продуктом, в состоянии после прокатки, входящим в нагревательный блок, может быть холодный рельс, поступающий с площадки складирования рельсов (или из зоны хранения).
Фиг. 2 представляет схематичный детальный вид системы охлаждения в соответствии с изобретением. Система охлаждения содержит множество охлаждающих модулей 12.1, 12.2…12.n, в которых рельс 6 охлаждается после горячей прокатки или после повторного нагрева. Рельс охлаждается пропусканием через охлаждающий модуль, благодаря конвейеру, который перемещает рельс с предопределенной скоростью. Перед каждым охлаждающим модулем 12.1-12.n расположены устройства Т измерения температуры для измерения температуры рельса. Эта информация предоставляется на управляющие средства 15 (например, компьютерные средства), коммуникативно соединенные с базами 16 данных, содержащими модели процессов и библиотеки.
Каждый охлаждающий модуль 12.n содержит множество выровненных охлаждающих секций. Каждая охлаждающая секция содержит форсунки, расположенные в одной и той же плоскости, определяемой поперечным сечением рельса. Фиг. 3 представляет поперечное сечение рельса 6, где можно видеть возможную конфигурацию форсунок, относящуюся к одной и той же охлаждающей секции. В этом варианте осуществления охлаждающая секция содержит шесть форсунок, расположенных вокруг поперечного сечения рельса 6. Одна форсунка N1 находится над головкой рельса, две форсунки N2 и N3 расположены на каждой стороне головки, две дополнительные форсунки N4 и N5 расположены по обе стороны от стержня рельса, и одна последняя форсунка N6 находится под опорной поверхностью рельса 6.
Каждая форсунка N1-N6 может разбрызгивать различные охлаждающие среды (как правило, воду, воздух и смесь воды и воздуха). Форсунки N1-N6 управляются управляющим средством 15 по отдельности или в группе, в зависимости от целевых конечных механических характеристик рельса.
Выходное давление каждой форсунки N1-N6 может выбираться и управляться независимо с помощью средств 15.
Ввиду своей геометрии, угол головки рельса является частью, естественным образом подвергаемой более высокому охлаждению относительно других областей головки; прямое воздействие охлаждающим средством на углы головки могло бы быть опасным и могло бы переохладить углы головки, что в свою очередь приводит к образованию плохой микроструктуры, такой как мартенсит или низкокачественный бейнит. Поэтому форсунки N2 и N3 расположены по сторонам головки и обеспечивают распыление охлаждающей среды по сторонам головки рельса и позволяют избежать распыления на верхних углах рельса. В одном варианте осуществления форсунки N2 и N3 расположены трансверсально (перпендикулярно) к направлению движения рельса.
Управление параметрами каждой форсунки с помощью управляющих средств 15 обеспечивает:
- получение целевой микроструктуры (т.е. высокоэффективного бейнита или тонкопластинчатого перлита);
- ограничение искажения по профилю и по всей длине.
Фиг. 4 представляет схематичный вид расположения устройств Т измерения температуры. Как можно видеть на этой фигуре, множество устройств Т измерения температуры расположено вокруг поперечного сечения рельса 6 перед каждым охлаждающим модулем в направлении продвижения (или вперед) рельса. В этом варианте осуществления использовано пять устройств Т измерения температуры. Одно расположено над головкой рельса, одно расположено сбоку от головки рельса, одно расположено сбоку от стержня рельса, одно - сбоку от опорной поверхности рельса, и последнее расположено под опорной поверхностью. Устройством для измерения температуры может быть пирометр или тепловизор или любой другой датчик, способный предоставить температуру рельса. Если пар присутствует между тепловизором и поверхностью материала, возможность измерения температуры обеспечивается локализованной и импульсной струей воздуха.
Вся информация, касающаяся температуры, предоставляется в управляющие средства 15 как данные для управления процессом охлаждения рельса.
Управляющие средства 15 управляют термической обработкой рельса путем управления параметрами (расходами, температурой охлаждающей среды и давлением охлаждающей среды) каждой форсунки каждого охлаждающего модуля, а также скоростью ввода рельса. Другими словами, поток, давление, количество активных форсунок, положение форсунок и эффективность охлаждения каждой группы форсунок (N1, N2-N3, N4-N5 и N6) могут быть настроены индивидуально. Поэтому любой модуль 12.n может контролироваться и управляться по отдельности или в сочетании с одним или несколькими модулями. Стратегия охлаждения (например, скорость нагрева, скорость охлаждения, температурный профиль) предварительно определяется как функция от свойств конечного продукта.
Система гибкой термической обработки, содержащая указанные выше управляющие средства 15, охлаждающие модули 12.n и средства измерения Т и S, способна обрабатывать рельсы при температуре входа в диапазоне 750-1000°С, измеренной на работающей поверхности рельса 6. Скорость входа рельса находится в диапазоне 0,5-10,5 м/с. Достижимая скорость охлаждения находится в диапазоне 0,5-70°С/с как функция от желательной микроструктуры и конечных механических характеристик. Скорость охлаждения может быть установлена на различные значения вдоль устройства гибкой термической обработки. Температура рельса на выходе системы термической обработки находится в диапазоне 300-650°С. Твердость рельса в случае высокоэффективной бейнитной микроструктуры находится в диапазоне 400-550 НВ, в случае тонкопластинчатой перлитной микроструктуры находится в диапазоне 320-440 НВ.
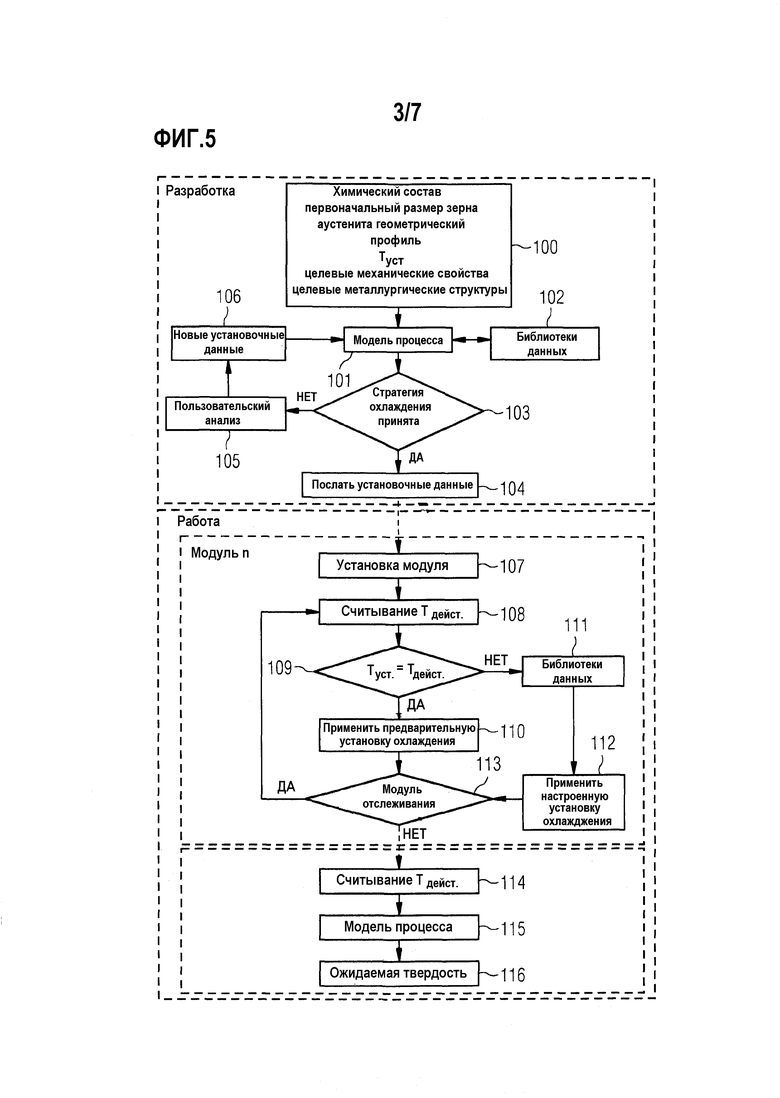
Фиг. 5 показывает различные этапы, необходимые для управления каждым охлаждающим модулем в соответствии с настоящим изобретением.
На этапе 100 множество установочных значений вводятся в средства 15 управления охлаждением. В частности:
- химический состав стали, используемой для производства рельсов;
- установка и процедуры прокатного стана горячей прокатки;
- размер аустенитных зерен рельса, входящего в систему охлаждения;
- ожидаемая скорость разложения аустенита и температура превращения аустенита;
- геометрия участка рельса;
- ожидаемая температура рельса в определенных точках профиля (головка, стержень, опорная поверхность) и по длине;
- целевые механические свойства, например: твердость, прочность, относительное удлинение и вязкость.
На этапе 101 установочные значения подаются в различные встроенные модели (хостируемые компьютеризованными средствами 15 управления), которые работают вместе, чтобы обеспечить оптимальную стратегию охлаждения. Используется несколько встроенных числовых, механических и металлургических моделей:
- разложение аустенита с прогнозом микроструктуры,
- модели выпадения осадка,
- термическая эволюция, включающая в себя тепло превращения,
- механические свойства.
Встроенные модели процессов определяют стратегии охлаждения в терминах тепла, отводимого из профиля и по длине рельса, принимая во внимание скорость ввода рельса. Предлагается конкретная стратегия охлаждения в функции времени, например, так, что количество превращенного аустенита не ниже, чем 50% на поверхности рельса и не ниже, чем 20% в сердцевине головки рельса на выходе из системы гибкой термической обработки. Это означает, что указанное выше превращение происходит, когда рельс все еще находится в системе термической обработки, а не снаружи, после или ниже по потоку относительно этой системы. Другими словами, для поперечного сечения рельса, продвигающегося в системе 12 термической обработки, вышеупомянутое превращение происходит между первым и последним охлаждающим сектором системы. Это означает, что это превращение полностью управляется системой 12 термической обработки. Пример стратегии охлаждения, вычисленной посредством встроенных моделей процессов, приводится с помощью кривых на Фиг. 8 и 9.
На этапе 102 система 15 управления взаимодействует с библиотеками 16 данных, чтобы выбрать правильную стратегию термической обработки, после оценки входных параметров.
Предварительно установленная стратегия термической обработки затем настраивается с учетом действительной температуры, измеренной или предсказанной в течение технологического маршрута рельса. Это гарантирует получение ожидаемого уровня механических характеристик по всей длине рельса и по поперечному сечению рельса. Очень строгое характеристическое изменение может быть получено, избегая формирования зоны со слишком высокой или слишком низкой твердостью и избегая нежелательной микроструктуры (например, мартенсита).
На этапе 103 средства 15 управления показывают вычисленную стратегию термообработки и ожидаемые механические свойства пользователю, например, на экране средств 15 управления. Если пользователь подтверждает вычисленные значения и принимает стратегию охлаждения (этап 103), установочные данные предоставляются в систему охлаждения на этапе 104.
Если пользователь не подтверждает стратегию охлаждения, то новые установочные данные предоставляются пользователем (этап 105 и 106), и выполняется этап 101.
Далее на этапе 107 выполняется настройка первого охлаждающего модуля. Подходящие параметры (например, давление, расход) предоставляются каждому модулю в соответствии с оптимизированной стратегией охлаждения, предложенной моделью процесса на этапе 101. На этом этапе поток охлаждения (или скорость) задается различным форсункам различных модулей системы 12 охлаждения, чтобы гарантировать получение целевого распределения температуры в надлежащее время.
На этапе 108 измеряются температуры поверхности рельса 6, поступающего из стана 10 горячей прокатки или площадки складирования рельсов (или из зоны хранения), прежде чем рельс будет введен в каждый охлаждающий модуль 12.n, например, перед охлаждающим модулем 12.1. Устройства Т измерения температуры непрерывно измеряют температуру. Этот набор данных используется системой 12 термической обработки, чтобы применять точное регулирование к системе автоматизации с точки зрения охлаждающего потока, чтобы принимать во внимание реальную термическую неоднородность вдоль длины рельса и по сегменту рельса.
На этапе 109 измеренные температуры сравниваются с температурами, вычисленными с помощью моделей процесса на этапе 101 (температура, которую рельс должен иметь в месте устройства измерения текущей температуры). Если разница между температурами не больше, чем предопределенные значения, предварительно установленные параметры охлаждения применяются для приведения в действие охлаждающих модулей.
В случае различий между вычисленной температурой и измеренными температурами, на этапе 111 предварительно установленное значение удаления теплового потока для текущего модуля охлаждающего модуля 12.n затем модифицируется значениями, полученными из библиотек 16 данных, и на этапе 112 новые значения удаления теплового потока (или скорости охлаждения) применяются для управления охлаждающими модулями.
На этапе 113, если есть другие модули, этап 108 повторяется, и новый набор температурного профиля поверхности рельса измеряется на этапе 108.
На этапе 114, на выходе последнего охлаждающего модуля 12.n системы 12 гибкого охлаждения определяется окончательный профиль температуры. Средства 15 управления охлаждением вычисляют оставшееся время для охлаждения рельса до температуры окружающей среды на стеллаже для охлаждения. Это важно, чтобы оценить развитие процесса охлаждения по сегменту рельса.
На этапе 115 стратегия реального охлаждения, предварительно примененная системой охлаждения, подается на встроенные модели процесса, чтобы получить механические свойства, ожидаемые для конечного продукта, и на этапе 116 ожидаемые механические свойства рельса предоставляются пользователю.
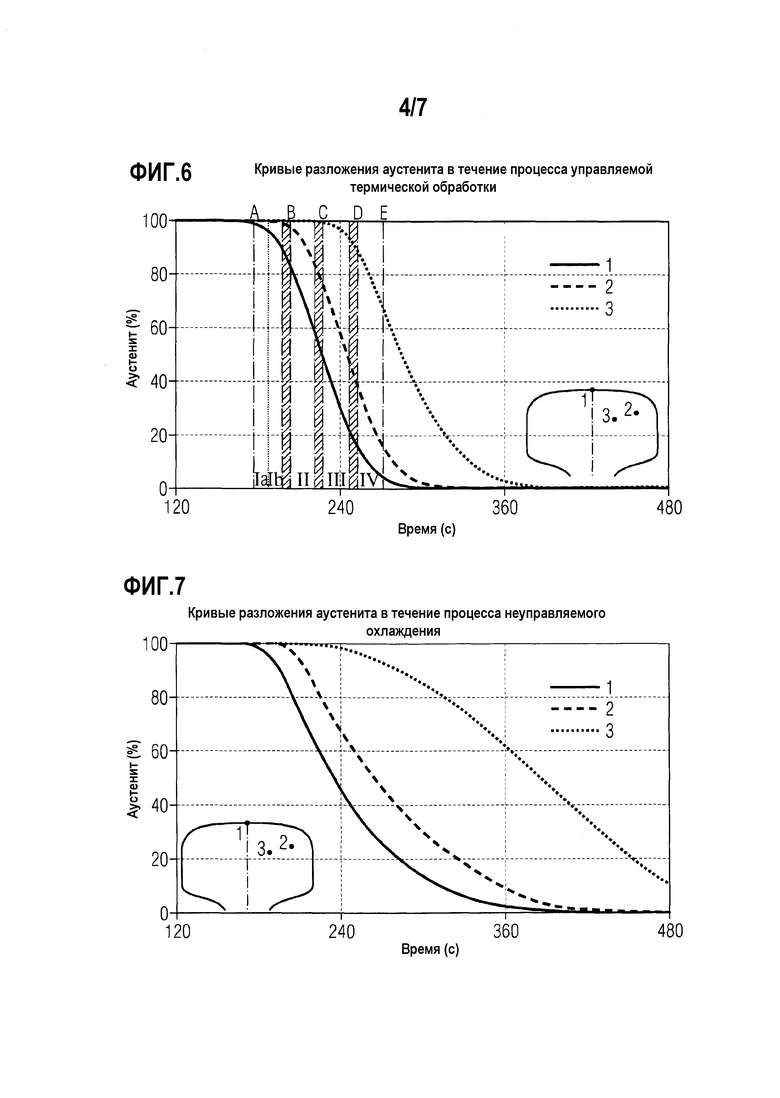
Фиг. 6 и 7 показывают, соответственно, разложение аустенита в рельсе, термически обработанном способом согласно изобретению, и без использования изобретения. Эти фигуры показывают это разложение аустенита для различных точек (1, 2 и 3), содержащихся в поперечном сечении рельса.
На Фиг. 6 вертикальные пунктирные линии А, В, С и D соответствуют поперечному сечению рельса, содержащему точки 1, 2 и 3, в каждом охлаждающем модуле 12.n, и линия Е материализует выход этих точек из системы 12 термической обработки.
Как можно видеть, на Фиг. 6, количество превращенного аустенита в рельсе больше, чем 80% на поверхности рельса и около 40% в сердцевине головки рельса.
Из кривой разложения аустенита управляемой термической обработки, показанной на Фиг. 6, ясно, что аустенит переходит в конечную микроструктуру быстрее и более однородно по всей головке рельса, чем при неуправляемой обработке (Фиг. 7). Это очень важно для получения превосходных механических свойств в смысле твердости, вязкости и относительного удлинения, равномерно распределенных в конечном продукте.
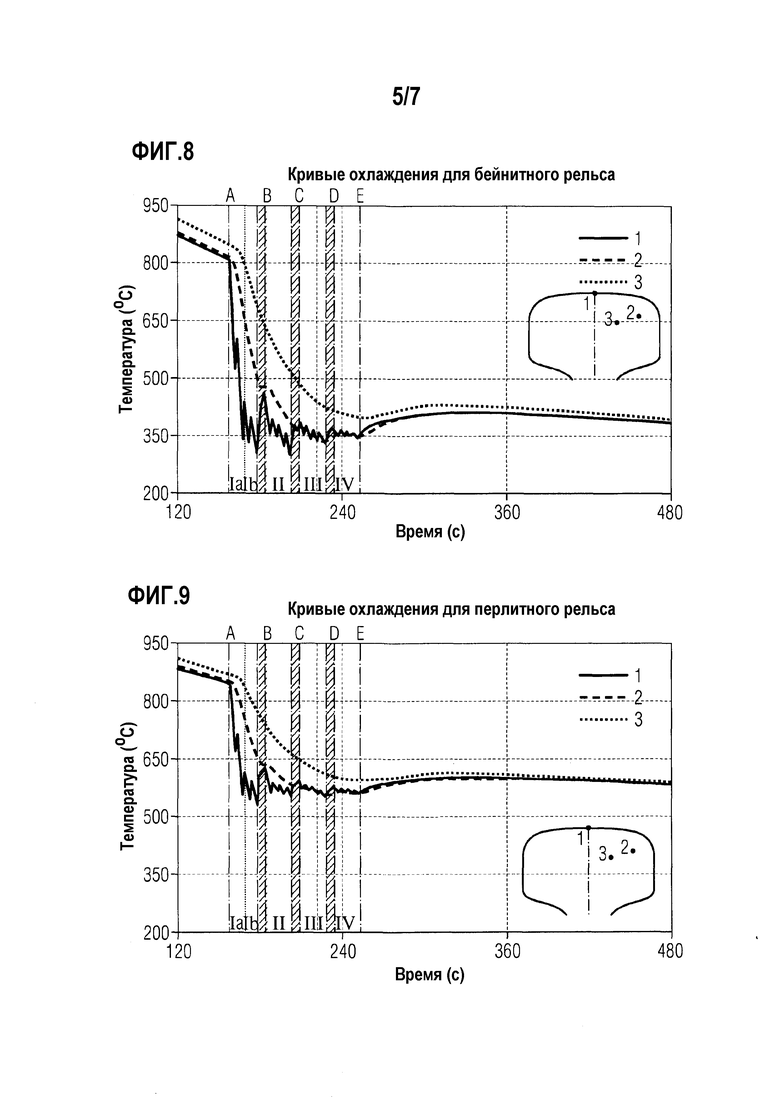
Два примера эволюций целевых температур в трех различных точках, в сечении рельса, охлаждаемого в соответствии с изобретением, показаны на Фиг. 8 и 9, соответственно, для рельсов с высокоэффективной бейнитной и тонкопластинчатой перлитной микроструктурой.
Фиг. 8 показывает эволюцию температуры, обеспечиваемую моделью, чтобы получить бейнитный рельс. Вертикальные пунктирные линии А, B, C и D соответствуют входу поперечного сечения рельса, содержащего точки 1, 2 и 3, в каждый охлаждающий модуль 12.n, и линия E материализует выход этих точек из системы 12 термической обработки.
Системные параметры (расход воды и/или воздуха) управляются, чтобы температуры различных точек рельса соответствовали температурам, предусмотренным этими кривыми. Другими словами, эти кривые дают целевую эволюцию значений температуры точек предопределенного набора в сегменте рельса.
Следуя температуре, полученной из моделей, осуществляется управление для рельса, чтобы войти в первый модуль с температурой около 800°С. Затем, в фазе Iа поверхность рельса (кривая 1) быстро охлаждается первыми двумя охлаждающими модулями до температуры 350°С со скоростью охлаждения в данном примере приблизительно 45°С/с. Здесь быстрое охлаждение означает охлаждение со скоростью охлаждения, составляющей от 25 до 70°С/с.
После этой фазы быстрого охлаждения, рельс мягко охлаждается остальными охлаждающими форсунками первых охлаждающих модулей и остальных охлаждающих модулей. Например, в фазе Ib рельс охлаждают со скоростью охлаждения приблизительно 13°С/с. Между концом фазы Ib (выход первого охлаждающего модуля) и входом во второй охлаждающий модуль, материализованный вертикальной пунктирной линией В, поверхность рельса естественным образом нагревается сердцевиной рельса, и температура поверхности рельса повышается. После этого рельс входит во второй охлаждающий модуль (фаза II), и рельс охлаждается со скоростью охлаждения примерно 8,7°С/с. Затем рельс входит в третий и четвертый охлаждающие модули (в фазах III и IV) и охлаждается с приближенными скоростями охлаждения, соответственно, 2,7 и 10,3°С/с. Разумеется, между выходом из каждого охлаждающего модуля 12.n и входом в следующий охлаждающий модуль происходит естественный рост температуры поверхности рельса из-за температуры сердцевины рельса. Здесь мягкое охлаждение означает, что скорость охлаждения составляет от 0,5 до 25°С/с.
В случае температуры ввода выше 800°С модули, действующие в области Ib, будут управляться таким образом, чтобы также производить быстрое охлаждение.
Конечная микроструктура является полностью бейнитной с твердостью по головке рельса в диапазоне 384-430 НВ, как показано на Фиг. 10.
Фиг. 9 показывает эволюцию температуры, предоставленную моделью, чтобы получить перлитную структуру рельса. Вертикальные пунктирные линии, B, C и D соответствуют вводу поперечного сечения рельса, содержащего точки 1, 2 и 3, в каждый охлаждающий модуль 12.n, и линия E материализует выход этих точек из системы 12 термической обработки.
Следуя температуре, полученной из моделей, осуществляется управление для рельса, чтобы войти в первый модуль с температурой около 850°С. Затем в фазе Iа поверхность рельса быстро охлаждается первыми двумя охлаждающими модулями до температуры 560°С со скоростью охлаждения в данном примере приблизительно 27°С/с. Здесь быстрое охлаждение означает охлаждение со скоростью охлаждения, составляющей от 25 до 45°С/с.
После этой фазы быстрого охлаждения, рельс мягко охлаждается остальными охлаждающими форсунками первых охлаждающих модулей и остальных охлаждающих модулей. Например, в фазе Ib рельс охлаждают со скоростью охлаждения приблизительно 8°С/с. Между концом фазы Ib (выход первого охлаждающего модуля) и входом во второй охлаждающий модуль, материализованный вертикальной пунктирной линией В, поверхность рельса естественным образом нагревается сердцевиной рельса и температура поверхности рельса повышается. После этого рельс входит во второй охлаждающий модуль (фаза II), и рельс охлаждается со скоростью охлаждения примерно 4°С/с. Затем рельс входит в третий и четвертый охлаждающие модули (в фазах III и IV) и охлаждается с приближенными скоростями охлаждения, соответственно, 1,8 и 0,9°С/с. Разумеется, между выходом из каждого охлаждающего модуля 12.n и входом в следующий охлаждающий модуль происходит естественный рост температуры поверхности рельса из-за температуры сердцевины рельса.
Здесь мягкое охлаждение означает, что скорость охлаждения составляет от 0,5 до 25°С/с.
В случае температуры ввода выше 850°С модули, действующие в области Ib, будут управляться таким образом, чтобы также производить быстрое охлаждение.
После указанного выше процесса, конечная микроструктура является тонкопластинчатым перлитом с твердостью по головке рельса в диапазоне 342-388 НВ, как показано на Фиг. 11.
Вышеупомянутые кривые соответствуют стратегии охлаждения, принятой в соответствии с изобретением. Другими словами, каждая форсунка управляется таким образом, что распределение температуры по сечению рельса следует кривым по Фиг. 8 и 9.
Настоящее изобретение преодолевает проблемы предшествующего уровня техники посредством полного управления термической обработкой горячего рельса, пока не произойдет превращение значительное количество аустенита. Это означает, что температура превращения аустенита является минимально возможной, чтобы избежать каких-либо вторичных структур: мартенсита для высококачественных бейнитных рельсов и мартенсита или верхнего бейнита для перлитных рельсов.
Как показано выше, процесс в соответствии с изобретением предназначен для получения полностью высокоэффективной бейнитной микроструктуры, характеризующейся высокой прочностью, высокой твердостью и хорошей вязкостью во всем сегменте рельса и, кроме того, для получения полностью перлитной тонкопластинчатой микроструктуры в выбранной части сегмента рельса или во всем сегменте рельса.
Способ характеризуется значительным количеством аустенита, превращаемым в выбранные бейнитную или перлитную микроструктуру, когда рельс все еще подвергается процессу охлаждения. Это гарантирует получение высокоэффективной бейнитной или тонкопластинчатой перлитной микроструктур. Для того чтобы правильно применить требуемый шаблон управляемого охлаждения к рельсу на протяжении всей термической обработки, система гибкого охлаждения включает в себя несколько регулируемых множественных форсунок, типично, но без ограничения указанным, для воды, воздуха и смеси воды и воздуха. Форсунки регулируются в смысле условий включения/выключения, давления, расхода и типа охлаждающей среды в соответствии с химическим составом рельса и конечными механическими свойствами, запрошенными пользователями рельса.
Модели процессов, контроль температуры, системы автоматизации являются активными частями процесса управляемой термической обработки и позволяют выполнять строгий процесс управления, чтобы гарантировать высокое качество рельсов, высокий уровень надежности и очень низкую отбраковку рельсов.
Рельсы, полученные таким образом, в частности, подходят для тяжелых осевых нагрузок, смешанных торгово-пассажирских железных дорог, как на прямолинейных и криволинейных участках, на традиционных или инновационных балластах, железнодорожных мостах, туннелях или в морских применениях.
Изобретение также позволяет получить температуру сердцевины рельса, близкую к температуре поверхности, и это гомогенизирует микроструктуру и механические свойства рельсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2011 |
|
RU2484148C1 |
| СПОСОБ И УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2011 |
|
RU2487177C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2002 |
|
RU2272080C2 |
| СПОСОБ ДИФФЕРЕНЦИРОВАННОЙ ТЕРМООБРАБОТКИ ПРОФИЛИРОВАННОГО ПРОКАТА, В ЧАСТНОСТИ РЕЛЬСА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2369646C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1994 |
|
RU2081191C1 |
| ОБРАБОТКА ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2008 |
|
RU2495144C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬСОВ НИЗКОТЕМПЕРАТУРНОЙ НАДЕЖНОСТИ | 2015 |
|
RU2601847C1 |
| СПОСОБ И УСТРОЙСТВО ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2010 |
|
RU2456352C1 |
| Способ производства бейнитного рельса из стали | 2023 |
|
RU2825330C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЭBТЕКТОИДНОГО СТАЛЬНОГО РЕЛЬСА С ЗАКАЛЕННОЙ ГОЛОВКОЙ | 2010 |
|
RU2579319C2 |


Изобретение относится к области металлургии. Для получения желательной микроструктуры, имеющей улучшенные механические свойства, способ включает фазу активного охлаждения, на которой рельс быстро охлаждается от аустенитной температуры, а затем мягко охлаждается, чтобы поддерживать целевую температуру преобразования между определенными значениями обработки охлаждения, выполняемой посредством множества охлаждающих модулей (12.n), каждый охлаждающий модуль содержит множество средств распыления охлаждающей среды на рельс, причем способ отличается тем, что в течение фазы активного охлаждения каждое охлаждающее средство приводится в действие для управления скоростью охлаждения рельса, так что величина превращенного аустенита в рельсе не ниже чем 50% на поверхности рельса и не ниже чем 20% в сердцевине головки рельса. 2 н. и 20 з.п. ф-лы, 11 ил.
1. Способ термической обработки рельсов, включающий охлаждение рельса от температуры аустенитизации с прокатного или повторного нагрева посредством множества охлаждающих модулей (12n), каждый из которых содержит множество охлаждающих секций, расположенных в плоскости, поперечной к охлаждаемому рельсу и имеющих охлаждающие средства распыления охлаждающей среды на рельс, причем
одно охлаждающее средство распыления (N1) располагают над головкой рельса,
два охлаждающих средства распыления (N2, N3) располагают на каждой стороне головки рельса,
и одно охлаждающее средство распыления (N6) располагают под опорной поверхностью рельса,
при этом сначала осуществляют ускоренное охлаждение со скоростью охлаждения от 25 до 70˚С/с, в процессе которого каждое охлаждающее средство распыления приводят в действие с управлением скоростью охлаждения рельса и обеспечением количества превращенного аустенита на поверхности рельса не менее 50% и не ниже 20% в сердцевине головки рельса, а затем проводят мягкое охлаждение рельса со скоростью от 0,5 до 25˚С/с.
2. Способ по п.1, в котором каждое охлаждающее средство распыления приводят в действие для управления скоростью охлаждения, обеспечивающей превращение аустенита в высокоэффективный бейнит или в тонкопластинчатый перлит.
3. Способ по п.1 или 2, в котором
предварительно создают охлаждающие модели с множеством параметров обработки, относящихся к рельсу для обработки,
обеспечивают параметры модели значениями, определяющими требуемые механические свойства рельса,
проводят расчет контрольных параметров для приведения в действие охлаждающих средств распыления с обеспечением скорости охлаждения, приводящих к достижению заданных температур рельса после каждого модуля охлаждения,
и используют упомянутые контрольные параметры для приведения в действие охлаждающих средств распыления в охлаждающих модулях.
4. Способ по п.3, который дополнительно включает
измерение температуры поверхности рельса перед каждым охлаждающим модулем и сравнение этих температур с заданными температурами, предварительно рассчитанными посредством охлаждающих моделей,
и модифицирование параметров приведения в действие охлаждающих средств распыления, если разницы между рассчитанными температурами и измеренными больше, чем предварительно определенные посредством охлаждающих моделей.
5. Способ по любому из пп. 1, 2 или 4, в котором вокруг сегментов рельса с помощью охлаждающих средств распыления распыляют охлаждающую среду в виде смеси воздуха и воды с независимым регулированием в каждом охлаждающем средстве количества воздуха и воды.
6. Способ по п.3, в котором вокруг сегментов рельса с помощью охлаждающих средств распыляют охлаждающую среду в виде смеси воздуха и воды с независимым регулированием в каждом охлаждающем средстве количества воздуха и воды.
7. Способ по любому из пп. 1, 2, 4 или 6, в котором температура поверхности рельса, входящего в первый охлаждающий модуль, составляет от 750 до 1000˚С, а температура поверхности рельса, выходящего из последнего охлаждающего модуля, составляет от 300 до 650˚С.
8. Способ по п. 3, в котором температура поверхности рельса, входящего в первый охлаждающий модуль, составляет от 750 до 1000˚С, а температура поверхности рельса, выходящего из последнего охлаждающего модуля, составляет от 300 до 650˚С.
9. Способ по п. 5, в котором температура поверхности рельса, входящего в первый охлаждающий модуль, составляет от 750 до 1000˚С, а температура поверхности рельса, выходящего из последнего охлаждающего модуля, составляет от 300 до 650˚С.
10. Система для термической обработки рельсов, содержащая
множество охлаждающих модулей (12.n), каждый из которых содержит множество охлаждающих секций, расположенных в плоскости, поперечной к рельсу, при этом каждая секция имеет средства распыления охлаждающей среды на рельс,
управляющие средства (15 и 16) для управления распылением охлаждающих средств распыления, выполненные с возможностью приведения в действие охлаждающих средств распыления, обеспечивающих количество превращенного аустенита на поверхности рельса не ниже 50% и не ниже 20% в сердцевине головки рельса при нахождении рельса в охлаждающем модуле ускоренного охлаждения, причем каждый охлаждающий модуль содержит
одно охлаждающее средство распыления (N1), расположенное над головкой рельса,
два охлаждающих средства распыления (N2, N3), расположенные на каждой стороне головки рельса,
одно охлаждающее средство распыления (N6), расположенное под опорной поверхностью рельса.
11. Система по п.10, в которой управляющие средства охлаждающих средств распыления охлаждающей среды выполнены с возможностью обеспечения превращения аустенита в высокоэффективный бейнит или в тонкопластинчатый перлит.
12. Система по п. 10 или 11, которая дополнительно содержит средство (Т) измерения температуры, расположенное перед каждым охлаждающим модулем и соединенное с управляющими средствами.
13. Система по п. 12, в которой средство измерения температуры содержит множество тепловых датчиков, расположенных вокруг сегмента рельсов, для непрерывного измерения температуры различных частей сегмента рельса.
14. Система по п. 10 или 11, в которой управляющие средства содержат модели, получающие параметры, относящиеся к рельсу, входящему в охлаждающие средства, и значения, определяющие необходимые механические свойства рельса, причем модели выполнены с обеспечением параметров приведения в действие охлаждающих средств для получения требуемых механических свойств рельса.
15. Система по п. 13, в которой управляющие средства содержат модели, получающие параметры, относящиеся к рельсу, входящему в охлаждающие средства, и значения, определяющие необходимые механические свойства рельса, причем модели выполнены с обеспечением параметров приведения в действие охлаждающих средств с получением требуемых механических свойств рельса.
16. Система по любому из пп. 10, 11, 13 или 15, в которой каждый охлаждающий модуль содержит множество охлаждающих секций, расположенных в плоскости, поперечной к охлаждаемому рельсу, при этом каждая секция имеет по меньшей мере шесть охлаждающих средств распыления охлаждающей среды, одно из которых (N1) расположено над головкой рельса, два (N2, N3) расположены на каждой стороне головки, два (N4, N5) расположены на обеих сторонах стержня рельса и одно средство (N6) расположено под опорной поверхностью рельса.
17. Система по п. 12, в которой каждый охлаждающий модуль содержит множество охлаждающих секций, расположенных в плоскости, поперечной к охлаждаемому рельсу, при этом каждая секция имеет по меньшей мере шесть охлаждающих средств распыления охлаждающей среды, одно из которых (N1) расположено над головкой рельса, два (N2, N3) расположены на каждой стороне головки, два (N4, N5) расположены на обеих сторонах стержня рельса и одно средство (N6) расположено под опорной поверхностью рельса.
18. Система по п. 14, в которой каждый охлаждающий модуль содержит множество охлаждающих секций, расположенных в плоскости, поперечной к охлаждаемому рельсу, при этом каждая секция имеет по меньшей мере шесть охлаждающих средств распыления охлаждающей среды, одно из которых (N1) расположено над головкой рельса, два (N2, N3) расположены на каждой стороне головки, два (N4, N5) расположены на обеих сторонах стержня рельса и одно средство (N6) расположено под опорной поверхностью рельса.
19. Система по любому из пп. 10,11,13,15,17 или 18, в которой охлаждающие средства распыления охлаждающей среды выполнены в виде форсунок для распыления смеси воды и воздуха с возможностью регулирования количества воды и воздуха.
20. Система по п.12, в которой охлаждающие средства распыления охлаждающей среды выполнены в виде форсунок для распыления смеси воды и воздуха с возможностью регулирования количества воды и воздуха.
21. Сисиема по п.14, в которой охлаждающие средства распыления охлаждающей среды выполнены в виде форсунок для распыления смеси воды и воздуха с возможностью регулирования количества воды и воздуха.
22. Система по п. 16, в которой охлаждающие средства распыления охлаждающей среды выполнены в виде форсунок для распыления смеси воды и воздуха с возможностью регулирования количества воды и воздуха.
| Устройство для переноса пластин слюды из бункера на движущуюся ленту и для укладки их на последней | 1952 |
|
SU98492A1 |
| US 4913747 A1, 03.04.1990 | |||
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЛИ РЕГУЛИРОВАНИЯ ПРОЦЕССА НА УСТАНОВКЕ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ, ОХЛАЖДЕНИЯ И/ИЛИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛА | 2003 |
|
RU2336339C2 |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЛЬСА | 2002 |
|
RU2266966C2 |

