Область техники, к которой относится изобретение
Данное раскрытие изобретения относится к высокопрочной толстолистовой стали для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, которая является превосходной с точки зрения гомогенности материала в толстолистовой стали, и которая является подходящей для использования в магистральных трубах в сферах строительства, морских сооружений, кораблестроения, строительства гражданских сооружений и машинного оборудования в строительной отрасли промышленности, и к способу ее изготовления. Данное раскрытие изобретения также относится к высокопрочной стальной трубе, использующей высокопрочную толстолистовую сталь для магистральных труб, стойких к воздействию высокосернистого нефтяного газа.
Уровень техники
В общем случае магистральную трубу изготавливают в результате формовки из толстолистовой стали, изготовленной при использовании толстолистового прокатного стана или стана горячей прокатки, стальной трубы в результате проведения формовки UOE (предварительная гибка-окончательная гибка-экспандирование), формовки с гибкой в прессе, роликовой формовки и тому подобного.
От магистральной трубы, используемой для транспортирования сырой нефти и природного газа, содержащих сероводород, в дополнение к демонстрации прочности, вязкости, свариваемости и тому подобного требуется демонстрация так называемой стойкости к воздействию высокосернистого нефтяного газа, такой как стойкость к водородно-индуцированному растрескиванию (стойкость к водородному растрескиванию ВИР) и стойкость к сульфидному коррозионному растрескиванию под напряжением (стойкость к сульфидному растрескиванию СКРН). Прежде всего, при растрескивании ВИР ионы водорода, обусловленные прохождением реакции растрескивания, адсорбируются на поверхности стали, проникают в сталь в виде атомарного водорода, диффундируют и накапливаются в окрестности неметаллических включений, таких как MnS в стали и твердая структура второй фазы, и становятся молекулярным водородом, что, тем самым, приводит к возникновению растрескивания вследствие воздействия его внутреннего давления.
Было предложено несколько способов предотвращения возникновения такого растрескивания ВИР. В публикации JPS54-110119A (ИПЛ 1) описывается способ изготовления стали для магистральных труб, характеризующейся превосходной стойкостью к растрескиванию ВИР, при котором добавляют Са и Се в надлежащих количествах по отношению к уровню содержания S для подавления образования игольчатой формы MnS таким образом, чтобы MnS мог бы быть превращен в мелкодисперсные сферические включения, характеризующиеся меньшей концентрацией напряжений, что, тем самым, подавляет возникновение и распространение трещин. В публикациях JPS61-60866A (ИПЛ 2) и JPS61-165207A (ИПЛ 3) описываются стали, характеризующиеся превосходной стойкостью к растрескиванию ВИР, у которых в результате уменьшения уровня содержания элементов, характеризующихся высокой тенденцией к ликвации, (таких как С, Mn и Р), осуществления томления во время нагревания сляба и проведения ускоренного охлаждения в ходе превращения во время охлаждения подавляется формирование характеризующихся увеличенной твердостью микроструктур, таких как мартенситно-аустенитная составная часть, которая создавала бы источники возникновения трещин в секторе осевой ликвации, и мартенсит и бейнит, которые бы исполняли функцию формирования траекторий распространения трещин. Кроме того, в публикациях JPH5-9575A (ИПЛ 4), JPH5-271766A (ИПЛ 5) и JPH7-173536A (ИПЛ 6) предлагаются способы подавления осевой ликвации в высокопрочной толстолистовой стали в результате выдерживания низких значений для уровней содержания С и Mn при одновременных проведении контролируемого выдерживания морфологии включений в результате выдерживания низких значений для уровня содержания S и добавления Са и восполнении уменьшения прочности, связанного с этим, в результате добавления Cr, Mn, Ni и тому подобного и проведения ускоренного охлаждения.
В общем случае при изготовлении высокопрочных толстолистовых сталей для магистральных труб используют так называемую технологию ПТМК (процесса термо-механического контроля), в которой объединяют контролируемую прокатку и контролируемое охлаждение. В целях увеличения прочности материалов сталей при использовании технологии ПТМК эффективным является увеличение скорости охлаждения во время контролируемого охлаждения. Однако в случае проведения контролируемого охлаждения при высокой скорости охлаждения поверхностный слой толстолистовой стали будет быстро охлаждаться. Поэтому твердость поверхностного слоя становится большей в сопоставлении с твердостью во внутренних областях, что приводит к возникновению проблемы, связанной с появлением растрескивания ВИР в поверхностном слое.
В целях разрешения вышеупомянутых проблем, например, в публикациях JP3951428B (ИПЛ 7) и JP3951429B (ИПЛ 8) описываются способы изготовления толстолистовых сталей, характеризующихся уменьшенной разницей свойств материала в направлении по толщине толстого листа, в результате проведения высокоскоростного контролируемого охлаждения, при котором поверхность рекуперируется до завершения бейнитного превращения в поверхностном слое после прокатки. Кроме того, в публикациях JP2002-327212А (ИПЛ 9) и JP3711896B (ИПЛ 10) описываются способы изготовления толстолистовых сталей для магистральных труб, при которых твердость поверхностного слоя уменьшается в результате нагревания поверхности толстолистовой стали после проведения ускоренного охлаждения до более высокой температуры в сопоставлении с тем, что имеет место во внутренних областях, при использовании устройства для высокочастотного индукционного нагревания.
Перечень цитирования
Источники патентной литературы
ИПЛ 1: JPS54-110119A
ИПЛ 2: JPS61-60866A
ИПЛ 3: JPS61-165207A
ИПЛ 4: JPH5-9575A
ИПЛ 5: JPH5-271766A
ИПЛ 6: JPH7-173536A
ИПЛ 7: JP3951428B
ИПЛ 8: JP3951429B
ИПЛ 9: JP2002-327212A
ИПЛ 10: JP3711896B
Раскрытие сущности изобретения
Техническая проблема
Однако все методики из источников ИПЛ от 1 до 6 фокусируются на секторе осевой ликвации. В случае изготовления толстолистовой стали при использовании технологии ПТМК имеют место озабоченности в отношении варьирований свойств материала в направлении по толщине толстого листа, и, таким образом, сохраняется ресурс для улучшений применительно к стойкости к растрескиванию ВИР в поверхностном слое.
С другой стороны, в способах изготовления, описанных в источниках ИПЛ 7 и 8, в случае различия характеристик превращения в зависимости от композиций толстолистовой стали в результате рекуперации тепла не может быть получен достаточный эффект гомогенизирования материала. В способах изготовления, описанных в источниках ИПЛ 9 и 10, скорость охлаждения в поверхностном слое при проведении ускоренного охлаждения является настолько высокой, что твердость поверхностного слоя может не уменьшиться в достаточной степени только в результате нагревания поверхности толстолистовой стали.
Таким образом, было бы подходящим для использования предложение высокопрочной толстолистовой стали для стойких к воздействию высокосернистого нефтяного газа магистральных труб, характеризующейся превосходной стойкостью к растрескиванию ВИР как в секторе осевой ликвации, так и в поверхностном слое, и выгодного способа ее изготовления. Также подходящим для использования было бы предложение высокопрочной стальной трубы при использовании высокопрочной толстолистовой стали для магистральных труб, стойких к воздействию высокосернистого нефтяного газа.
Решение проблемы
Для обеспечения демонстрации надлежащей стойкости к растрескиванию ВИР в секторе осевой ликвации и поверхностном слое изобретатели настоящего изобретения провели интенсивные исследования в отношении химических составов, микроструктур и условий изготовления материалов сталей. В результате, как это было установлено, механизм растрескивания ВИР, встречающегося в поверхностном слое высокопрочной стальной трубы, является таким, что на участке наиболее внешнего поверхностного слоя толстолистовой стали (говоря конкретно, области в диапазоне от поверхности толстолистовой стали до глубины, соответствующей позиции, расположенной приблизительно на 0,5 мм ниже поверхности толстолистовой стали) локально существуют центры высокой твердости, и из данных центров поступает водород, и возникают обусловленные растрескиванием ВИР трещины, имеющие их местом своего происхождения. Говоря другими словами, в целях улучшения стойкости к растрескиванию ВИР в поверхностном слое, как это было установлено, просто подавление твердости поверхностного слоя является недостаточным, и, в частности, важным является подавление максимальной твердости на участке наиболее внешнего поверхностного слоя толстолистовой стали, говоря конкретно, максимальной твердости в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, до предварительно определенного или еще меньшего значения. Как это также установили изобретатели настоящего изобретения, для стойкости к растрескиванию ВИР в секторе осевой ликвации важным является контролируемое выдерживание коэффициента диффундирования водорода в центре по толщине толстого листа. Кроме того, для изготовления такой толстолистовой стали необходимым является строгое контролируемое выдерживание скорости охлаждения в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, и в центре по толщине толстого листа, и изобретатели настоящего изобретения с успехом обнаружили данные условия. Настоящее раскрытие изобретения было совершено на основании вышеупомянутых открытий.
Таким образом, заявители предлагают:
[1] Высокопрочная толстолистовая сталь для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, характеризующаяся: химическим составом, содержащим нижеследующее (состоящим из него) при выражении в % (мас.): С: от 0,02% до 0,08%, Si: от 0,01% до 0,50%, Mn: от 0,50% до 1,80%, Р: от 0,001% до 0,015%, S: от 0,0002% до 0,0015%, Al: от 0,01% до 0,08% и Са: от 0,0005% до 0,005%, при этом остаток представляет собой Fe и неизбежные примеси, где коэффициент диффундирования водорода в центре по толщине толстого листа составляет 5,0 × 10-6 см2/с или более, максимальное значение твердости по Виккерсу HV 0.1 в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, составляет 250 или менее, а предел прочности при растяжении составляет 520 МПа или более.
[2] Высокопрочная толстолистовая сталь для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, соответствующая представленной выше позиции [1], где химический состав, кроме того, содержит при выражении в % (мас.), по меньшей мере, одного представителя, выбираемого из группы, состоящей из Cu: 0,50% или менее, Ni: 0,50% или менее, Cr: 0,50% или менее и Мо: 0,50% или менее.
[3] Высокопрочная толстолистовая сталь для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, соответствующая представленным выше позициям [1] или [2], где химический состав, кроме того, содержит при выражении в % (мас.), по меньшей мере, одного представителя, выбираемого из группы, состоящей из Nb: от 0,005% до 0,1%, V: от 0,005% до 0,1% и Ti: от 0,005% до 0,1%.
[4] Способ изготовления высокопрочной толстолистовой стали для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, при этом способ включает: получение сляба, характеризующегося химическим составом, содержащим нижеследующее (состоящим из него) при выражении в % (мас.): С: от 0,02% до 0,08%, Si: от 0,01% до 0,50%, Mn: от 0,50% до 1,80%, Р: от 0,001% до 0,015%, S: от 0,0002% до 0,0015%, Al: от 0,01% до 0,08% и Са: от 0,0005% до 0,005%, при этом остаток представляет собой Fe и неизбежные примеси, после этого нагревание сляба до температуры в диапазоне от 1000°С до 1300°С, а вслед за этим горячую прокатку сляба для получения толстолистовой стали; и после этого проведение для толстолистовой стали контролируемого охлаждения при наборе условий, включающем: температуру поверхности толстолистовой стали в начале охлаждения, составляющую (Ar3 – 10°C) или более; среднюю скорость охлаждения в температурном диапазоне от 750°С до 550°С применительно к температуре толстолистовой стали в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, составляющую 100°С/с или менее; среднюю скорость охлаждения в температурном диапазоне от 750°С до 550°С применительно к температуре толстолистовой стали в центре по толщине толстого листа, составляющую 15°С/с или более и 60°С/с или менее; и температуру прекращения охлаждения применительно к температуре толстолистовой стали в центре по толщине толстого листа, находящуюся в диапазоне от 250°С до 550°С.
[5] Способ изготовления высокопрочной толстолистовой стали для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, соответствующий представленной выше позиции [4], где химический состав, кроме того, содержит при выражении в % (мас.), по меньшей мере, одного представителя, выбираемого из группы, состоящей из Cu: 0,50% или менее, Ni: 0,50% или менее, Cr: 0,50% или менее и Мо: 0,50% или менее.
[6] Способ изготовления высокопрочной толстолистовой стали для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, соответствующий представленным выше позициям [4] или [5], где химический состав, кроме того, содержит при выражении в % (мас.), по меньшей мере, одного представителя, выбираемого из группы, состоящей из Nb: от 0,005% до 0,1%, V: от 0,005% до 0,1% и Ti: от 0,005% до 0,1%.
[7] Высокопрочная стальная труба, использующая высокопрочную толстолистовую сталь для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, которая упоминается в любой одной из представленных выше позиций от [1] до [3].
Выгодный эффект
Высокопрочная толстолистовая сталь для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, раскрытая в настоящем документе, и высокопрочная стальная труба, использующая ее, характеризуются превосходной стойкостью к растрескиванию ВИР как в секторе осевой ликвации, так и в поверхностном слое. В дополнение к этому, в соответствии со способом изготовления высокопрочной толстолистовой стали для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, раскрытым в настоящем документе, возможным является изготовление высокопрочной толстолистовой стали для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, которая характеризуется превосходной стойкостью к растрескиванию ВИР как в секторе осевой ликвации, так и в поверхностном слое.
Краткое описание чертежей
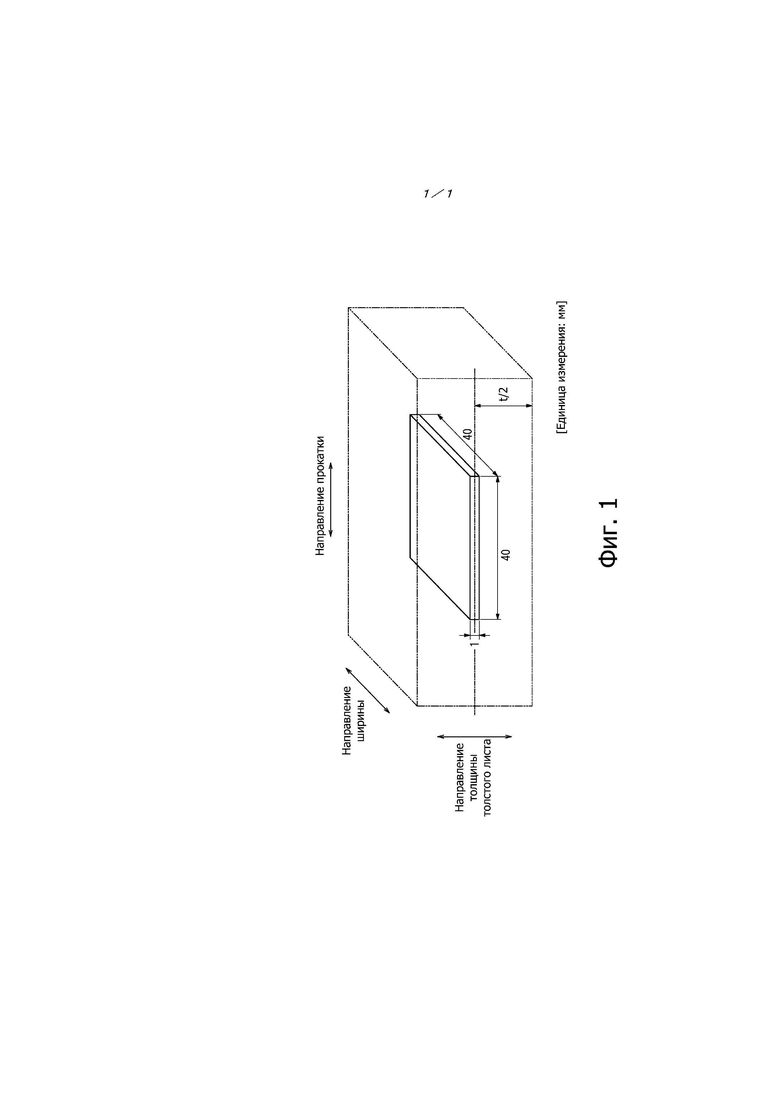
Фиг. 1 представляет собой схематическую диаграмму, иллюстрирующую способ отбора образца для испытаний в целях измерения коэффициента диффундирования водорода в соответствии с одним из вариантов осуществления настоящего раскрытия изобретения.
Осуществление изобретения
Ниже в настоящем документе высокопрочная толстолистовая сталь для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, соответствующая настоящему раскрытию изобретения, будет описываться подробно.
Химический состав
Сначала будут описываться химический состав высокопрочной толстолистовой стали, раскрытой в настоящем документе, и причины наложения на него ограничений. Ниже в настоящем документе все единицы измерения, продемонстрированные при выражении в % (мас.), представляют собой % (мас.).
С: от 0,02% до 0,08%
С вносит эффективный вклад в улучшение прочности. Однако в случае его уровня содержания, составляющего менее чем 0,02%, получение достаточной прочности не может быть обеспечено. С другой стороны, в случае уровня содержания, составляющего более чем 0,08%, во время проведения ускоренного охлаждения увеличится твердость. В дополнение к этому, промотируется формирование твердых фаз, таких как мартенсит и мартенситно-аустенитная составная часть (МА), что приводит к ухудшению стойкости к растрескиванию ВИР в секторе осевой ликвации и поверхностном слое. Также уменьшается вязкость. Поэтому уровень содержания С задают на уровне значения в диапазоне от 0,02% до 0,08%.
Si: от 0,01% до 0,50%
Si добавляют для раскисления. Однако, в случае данного уровня содержания, составляющего менее чем 0,01%, эффект раскисления будет недостаточным, в то время как в случае превышения им значения в 0,50% ухудшатся вязкость и свариваемость. Поэтому уровень содержания Si находится в диапазоне от 0,01% до 0,50%.
Mn: от 0,50% до 1,80%
Mn вносит эффективный вклад в улучшение прочности и вязкости. Однако, в случае его уровня содержания, составляющего менее, чем 0,50%, эффект от добавления будет неудовлетворительным, в то время как в случае превышения им значения в 1,80% во время проведения ускоренного охлаждения увеличится твердость. В дополнение к этому, промотируется формирование твердых фаз, таких как мартенсит и мартенситно-аустенитная составная часть (МА), что приводит к ухудшению стойкости к растрескиванию ВИР в секторе осевой ликвации и поверхностном слое. Также уменьшается свариваемость. Поэтому уровень содержания Mn задают на уровне значения в диапазоне от 0,50% до 1,80%.
Р: от 0,001% до 0,015%
Р представляет собой неизбежный примесный элемент, который ухудшает свариваемость, и который увеличивает твердость в секторе осевой ликвации, что приводит к ухудшению стойкости к растрескиванию ВИР в секторе осевой ликвации. Данная тенденция станет более ярко выраженной в случае превышения уровнем содержания значения в 0,015%. Поэтому верхнее предельное значение задают на уровне значения в 0,015%. Предпочтительно уровень содержания Р составляет 0,008% или менее. Несмотря на предпочтительность меньшего уровня содержания Р уровень содержания Р задают на уровне значения, составляющего 0,001% или более, с точки зрения стоимости рафинирования.
S: от 0,0002% до 0,0015%
S представляет собой неизбежный примесный элемент, который формирует включения MnS в стали, что приводит к ухудшению стойкости к растрескиванию ВИР в секторе осевой ликвации. Таким образом, предпочтительным является меньший уровень содержания S, тем не менее, приемлемым является значение, доходящее вплоть до 0,0015%. Несмотря на предпочтительность меньшего уровня содержания S уровень содержания S задают на уровне значения, составляющего 0,0002% или более, с точки зрения стоимости рафинирования.
Al: от 0,01% до 0,08%
Al добавляют в качестве раскислителя. Однако, уровень содержания Al, составляющий менее чем 0,01%, не обеспечивает получения какого-либо эффекта от добавления, в то время как уровень содержания Al, выходящий за пределы 0,08%, уменьшает чистоту стали и ухудшает вязкость. Поэтому уровень содержания Al находится в диапазоне от 0,01% до 0,08%.
Са: от 0,0005% до 0,005%
Са представляет собой элемент, эффективный для улучшения стойкости к растрескиванию ВИР в секторе осевой ликвации в результате контролируемого выдерживания морфологии сульфидных включений. Однако, в случае данного уровня содержания, составляющего менее, чем 0,0005%, эффект от добавления будет недостаточным. С другой стороны, в случае превышения данным уровнем содержания значения в 0,005% не только насытится эффект от добавления, но вследствие уменьшения чистоты стали также ухудшится и стойкость к растрескиванию ВИР в поверхностном слое. Поэтому уровень содержания Са находится в диапазоне от 0,0005% до 0,005%.
Выше были описаны основные компоненты из настоящего раскрытия изобретения. Однако необязательно химический состав из настоящего раскрытия изобретения также может содержать, по меньшей мере, одного представителя, выбираемого из группы, состоящей из Cu, Ni, Cr и Мо, для дополнительного улучшения прочности и вязкости толстолистовой стали.
Cu: 0,50% или менее
Cu представляет собой элемент, эффективный для улучшения вязкости и увеличения прочности. Для получения данного эффекта уровень содержания Cu предпочтительно составляет 0,05% или более, тем не менее, в случае чрезмерно высокого данного уровня содержания ухудшится свариваемость. Поэтому в случае добавления Cu уровень содержания Cu будет доходить вплоть до 0,50%.
Ni: 0,50% или менее
Ni представляет собой элемент, эффективный для улучшения вязкости и увеличения прочности. Для получения данного эффекта уровень содержания Ni предпочтительно составляет 0,05% или более, тем не менее, избыточное добавление Ni не только является экономически невыгодным, но также и ухудшает вязкость в зоне термического воздействия. Поэтому в случае добавления Ni уровень содержания Ni будет доходить вплоть до 0,50%.
Cr: 0,50% или менее
Cr подобно Mn представляет собой элемент, эффективный для получения достаточной прочности даже при низком уровне содержания С. Для получения данного эффекта уровень содержания Cr предпочтительно составляет 0,05% или более, тем не менее, в случае чрезмерно высокого данного уровня содержания ухудшится свариваемость. Поэтому в случае добавления Cr уровень содержания Cr будет доходить вплоть до 0,50%.
Mo: 0,50% или менее
Мо представляет собой элемент, эффективный для улучшения вязкости и увеличения прочности. Для получения данного эффекта уровень содержания Мо предпочтительно составляет 0,05% или более, тем не менее, в случае чрезмерно высокого данного уровня содержания ухудшится свариваемость. Поэтому в случае добавления Мо уровень содержания Мо будет доходить вплоть до 0,50%.
Химический состав, соответствующий настоящему раскрытию изобретения, может, кроме того, необязательно содержать, по меньшей мере, одного представителя, выбираемого из группы, состоящей из Nb, V и Ti, в следующих далее диапазонах.
По меньшей мере, один представитель, выбираемый из группы, состоящей из Nb: от 0,005% до 0,1%, V: от 0,005% до 0,1% и Ti: от 0,005% до 0,1%
Все представители, выбираемые из Nb, V и Ti, представляют собой элементы, которые могут быть необязательно добавлены для улучшения прочности и вязкости толстолистовой стали. В случае уровня содержания каждого добавленного элемента, составляющего менее, чем 0,005%, эффект от добавления будет неудовлетворительным, в то время как в случае превышения им значения в 0,1% ухудшится вязкость в сваренной части. Поэтому уровень содержания каждого добавленного элемента предпочтительно находится в диапазоне от 0,005% до 0,1%.
Для удовлетворения требований по стойкости к растрескиванию ВИР в секторе осевой ликвации предпочтительным является, например, определяемое при использовании представленного ниже выражения (1) число СР, составляющее 1,00 или менее. Для любого не добавленного элемента необходимым является просто подстановка 0 вместо значения для него.
CP = 4,46[%C] + 2,37[%Mn]/6 + (1,74[%Cu] + 1,7[%Ni])/15 + (1,18[%Cr] + 1,95[%Mo] + 1,74[%V])/5 + 22,36[%P], (1)
где [%X] указывает на уровень содержания элемента Х в стали при выражении в % (мас.).
В соответствии с использованием в настоящем документе число СР определяется при использовании формулы, разработанной для оценки свойства материала в секторе осевой ликвации исходя из уровня содержания каждого легирующего элемента, и концентрации компонентов в секторе осевой ликвации будут тем большими, чем большим будет число СР из выражения (1), что приводит к увеличению твердости в секторе осевой ликвации. Поэтому в результате задания числа СР, полученного в выражении (1), на уровне значения, составляющего 1,00 или менее, возможным является подавление возникновения растрескивания в секторе осевой ликвации при испытании на растрескивание ВИР. Кроме того, когда число СР становится меньшим, меньшим становится и твердость в секторе осевой ликвации. Таким образом, в случае возникновения потребности в наличии еще большей стойкости к растрескиванию ВИР в секторе осевой ликвации верхнее предельное значение для числа СР может быть установлено на уровне значения в 0,95.
Остаток, отличный от описанных выше элементов, представляет собой Fe и неизбежные примеси. Однако в данном выражении отсутствует какое-либо намерение исключить включение других следовых элементов без ухудшения действия или эффекта от настоящего раскрытия изобретения.
Коэффициент диффундирования водорода
В настоящем раскрытии изобретения важной является демонстрация коэффициента диффундирования водорода в центре по толщине толстого листа, составляющего 5,0 × 10-6 см2/с или более. Больший коэффициент диффундирования водорода может более эффективно уменьшить количество водорода в стали, что подавляет возникновение растрескивания ВИР в средах высокосернистого нефтяного газа. Говоря другими словами, в случае наличия микроструктуры стали, являющейся бейнитной микроструктурой, характеризующейся коэффициентом диффундирования водорода, составляющим 5,0 × 10-6 см2/с или более, будет возможным получение эффекта улучшения стойкости к растрескиванию ВИР в секторе осевой ликвации.
Микроструктура стали является бейнитной микроструктурой по всей толстолистовой стали, включая поверхностный слой. В частности, в случае формирования твердой фазы, такой как мартенсит или мартенситно-аустенитная составная часть (МА), будет промотироваться распространение трещин, а стойкость к растрескиванию ВИР в поверхностном слое и секторе осевой ликвации будет ухудшаться. В данном случае бейнитная микроструктура включает микроструктуру, называемую бейнитным ферритом или гранулярным ферритом, что вносит свой вклад в трансформационное упрочнение. Данные микроструктуры появляются в результате превращения во время или после проведения ускоренного охлаждения. В случае примешивания к бейнитной микроструктуре других микроструктур, таких как феррит, мартенсит, перлит, мартенситно-аустенитная составная часть, остаточный аустенит и тому подобное, будут иметь место уменьшение прочности, ухудшение вязкости, ухудшение стойкости к растрескиванию ВИР и тому подобное. Поэтому предпочтительным является наличие уменьшенных долей микроструктур, отличных от бейнитной фазы. Однако в случае достаточно маленькой объемной долевой концентрации таких микроструктур, отличных от бейнитной фазы, эффекты от них будут пренебрежимо малыми, и вплоть до определенного их количества это будет приемлемым. Говоря конкретно, в настоящем раскрытии изобретения в случае совокупного количества микроструктур стали, отличных от бейнита, (таких как феррит, мартенсит, перлит, мартенситно-аустенитная составная часть и остаточный аустенит), составляющего менее, чем 5% при выражении через объемную долевую концентрацию, какой-либо неблагоприятный эффект будет отсутствовать, и это будет приемлемым.
Максимальная твердость на участке наиболее внешнего поверхностного слоя
В настоящем раскрытии изобретения важной является демонстрация максимального значения твердости по Виккерсу HV 0.1 в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, составляющего 250 или менее. Это обеспечивает получение надлежащей стойкости к растрескиванию ВИР в поверхностном слое. В настоящем раскрытии изобретения «максимальное значение твердости по Виккерсу HV 0.1 в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали» определяют в качестве максимального значения для результатов измерения величины НV 0.1 в любых 100 или более позициях, расположенных на 0,5 мм ниже поверхности толстолистовой стали.
Предел прочности при растяжении
Высокопрочная толстолистовая сталь, раскрытая в настоящем документе, является толстолистовой сталью для стальных труб, характеризующейся прочностью, соответствующей категории Х60 или более по API 5L, и, таким образом, характеризуется пределом прочности при растяжении, составляющим 520 МПа или более.
Способ изготовления
Ниже в настоящем документе будут конкретно описываться способ и условия изготовления описанной выше высокопрочной толстолистовой стали для магистральных труб, стойких к воздействию высокосернистого нефтяного газа. Способ изготовления, соответствующий настоящему раскрытию изобретения, включает: нагревание сляба, характеризующегося описанным выше химическим составом, а после этого горячую прокатку сляба для получения толстолистовой стали; после этого проведение для толстолистовой стали контролируемого охлаждения в предварительно определенных условиях.
Температура нагревания сляба
Температура нагревания сляба: от 1000°С до 1300°С
В случае температуры нагревания сляба, составляющей менее, чем 1000°С, карбиды не будут растворяться в достаточной степени, и необходимая прочность не может быть получена. С другой стороны, в случае превышения температурой нагревания сляба значения в 1300°С ухудшится вязкость. Поэтому температуру нагревания сляба задают на уровне значения в диапазоне от 1000°С до 1300°С. Данная температура является температурой в нагревательной печи, и сляб нагревается до данной температуры до центра.
Температура конца прокатки
На стадии горячей прокатки в целях получения высокой вязкости для основного металла предпочтительной является меньшая температура конца прокатки, тем не менее, с другой стороны, эффективность прокатки уменьшается. Таким образом, температура конца прокатки применительно к температуре поверхности толстолистовой стали должна быть задана при учете требуемой вязкости для основного металла и эффективности прокатки. С точки зрения улучшения прочности и стойкости к растрескиванию ВИР в секторе осевой ликвации и поверхностном слое предпочтительным является задание температуры конца прокатки на уровне значения, составляющего или превышающего температуру превращения Ar3, применительно к температуре поверхности толстолистовой стали. В соответствии с использованием в настоящем документе температура превращения Ar3 (1) обозначает температуру начала ферритного превращения во время проведения охлаждения и может быть определена, например, исходя из компонентов стали в соответствии со следующим далее уравнением. Кроме того, в целях получения высокой вязкости для основного металла желательным является задание степени обжатия при прокатке в температурном диапазоне, составляющем 950°С или менее и соответствующем температурному диапазону отсутствия рекристаллизации аустенита, составляющей 60% или более. Температура поверхности толстолистовой стали может быть измерена при использовании радиационного пирометра и тому подобного.
Ar3(°C) = 910 – 310[%C] – 80[%Mn] – 20[%Cu] – 15[%Cr] – 55[%Ni] – 80[%Mo],
где [%X] указывает на уровень содержания элемента Х в стали при выражении в % (мас.).
Температура начала охлаждения при проведении контролируемого охлаждения
Температура начала охлаждения: (Ar3 – 10°C) или более применительно к температуре поверхности толстолистовой стали
В случае низкой температуры поверхности толстолистовой стали в начале охлаждения в большом количестве будет формироваться феррит до проведения контролируемого охлаждения, в частности, в случае превышения падением температуры от температуры превращения Ar3 значения в 10°С феррит будет формироваться при объемной долевой концентрации, составляющей более, чем 5%, что приводит к значительному уменьшению прочности и ухудшению стойкости к растрескиванию ВИР в секторе осевой ликвации и поверхностном слое. Поэтому температуру поверхности толстолистовой стали в начале охлаждения задают на уровне значения, составляющего (Ar3 – 10°С) или более.
Скорость охлаждения при проведении контролируемого охлаждения
Для цели получения надлежащей стойкости к растрескиванию ВИР в секторе осевой ликвации и поверхностном слое необходимо контролируемо выдерживать скорость охлаждения в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, и в центре по толщине толстого листа в целях обеспечения получения коэффициента диффундирования водорода в центре по толщине толстого листа, составляющего 5,0 × 10-6 см2/с или более, и максимальной твердости в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, составляющей 250 или менее применительно к величине HV 0.1.
Средняя скорость охлаждения в температурном диапазоне от 750°С до 550°С применительно к температуре толстолистовой стали в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали: 100°С/с или менее
В случае превышения средней скоростью охлаждения в температурном диапазоне от 750°С до 550°С применительно к температуре толстолистовой стали в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, значения в 100°С/с величина HV 0.1 в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, будет превышать 250, что приводит к ухудшению стойкости к растрескиванию ВИР в поверхностном слое. Поэтому среднюю скорость охлаждения задают на уровне значения, составляющего 100°С/с или менее. Предпочтительно она составляет 80°С/с или менее. На нижнее предельное значение средней скорости охлаждения конкретных ограничений не накладывают, тем не менее, в случае избыточно низкой скорости охлаждения будут образовываться феррит и перлит, и прочность будет недостаточной. Поэтому с точки зрения предотвращения этого предпочтительным является значение, составляющее 20°С/с или более.
Средняя скорость охлаждения в температурном диапазоне от 750°С до 550°С применительно к температуре толстолистовой стали в центре по толщине толстого листа: 15°С/с или более и 60°С/с или менее
В случае средней скорости охлаждения в температурном диапазоне от 750°С до 550°С применительно к температуре толстолистовой стали в центре по толщине толстого листа, составляющей менее, чем 15°С/с, будут формироваться феррит или перлит, что приводит к уменьшению прочности или падению коэффициента диффундирования водорода, что вызывает ухудшение стойкости к растрескиванию ВИР в секторе осевой ликвации. Поэтому среднюю скорость охлаждения задают на уровне значения, составляющего 15°С/с или менее. С точки зрения варьирований прочности и твердости толстолистовой стали средняя скорость охлаждения предпочтительно составляет 20°С/с или более. С другой стороны, в случае превышения средней скоростью охлаждения значения в 60°С/с уменьшится коэффициент диффундирования водорода в центре по толщине толстого листа, что приводит к ухудшению стойкости к растрескиванию ВИР в секторе осевой ликвации. Поэтому среднюю скорость охлаждения задают на уровне значения, составляющего 60°С/с или менее. Предпочтительно она составляет 50°С/с или менее.
Температура прекращения охлаждения
Температура прекращения охлаждения: от 250°С до 550°С применительно к температуре толстолистовой стали в центре по толщине толстого листа
После завершения прокатки образуется бейнитная фаза в результате проведения контролируемого охлаждения для закаливания толстолистовой стали до температурного диапазона от 250°С до 550°С, который является температурным диапазоном бейнитного превращения. В случае превышения температурой прекращения охлаждения значения в 550°С в центре по толщине толстого листа достаточная прочность получена быть не может. Помимо этого, бейнитное превращение является неполным, в секторе осевой ликвации формируются МА и перлит, а коэффициент диффундирования водорода может уменьшиться, что в результате приводит к ухудшению стойкости к растрескиванию ВИР в секторе осевой ликвации. С другой стороны, в случае температуры прекращения охлаждения, составляющей менее чем 250°С, в центре по толщине толстого листа в секторе осевой ликвации будет формироваться мартенсит, что приводит к ухудшению стойкости к растрескиванию ВИР в секторе осевой ликвации. Поэтому в целях подавления ухудшения стойкости к растрескиванию ВИР в секторе осевой ликвации температуру прекращения охлаждения при проведении контролируемого охлаждения задают на уровне значения в диапазоне от 250°С до 550°С применительно к температуре толстолистовой стали в центре по толщине толстого листа.
Несмотря на невозможность непосредственного физического измерения температур толстолистовой стали в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, и в центре по толщине толстого листа распределение по температуре в поперечном сечении в направлении по толщине толстого листа может быть определено в режиме реального времени, например, при использовании разностного вычисления, использующего компьютер, на основании температуры поверхности в начале охлаждения согласно измерению при использовании радиационного пирометра и целевой температуры поверхности в конце охлаждения. В соответствии с использованием в настоящем документе температуру в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, в распределении по температуре обозначают термином «температура в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали», а температуру в центре по толщине толстого листа в распределении по температуре – термином «температура толстолистовой стали в центре по толщине толстого листа».
Высокопрочная стальная труба
При формовке из высокопрочной толстолистовой стали, раскрытой в настоящем документе, трубчатого профиля в результате проведения формовки с гибкой в прессе, роликовой формовки, формовки UOE и тому подобного, а после этого сварки стыковых частей может быть изготовлена высокопрочная стальная труба для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, (такая как стальная труба, изготовленная при использовании технологии UOE, стальная труба, сваренная при использовании контактной сварки сопротивлением, и спиралешовная стальная труба), которая характеризуется превосходной гомогенностью материала в толстолистовой стали, и которая является подходящей для использования при транспортировании сырой нефти и природного газа.
Например, стальную трубу, изготавливаемую при использовании технологии UOE, изготавливают в результате фрезерования и снятия фасок с кромок толстолистовой стали, формовки из толстолистовой стали профиля стальной трубы при использовании пресса со станиной С-образной формы, пресса для придания полосе U-образной формы и пресса для придания полосе О-образной формы, после этого шовной сварки стыковых частей при использовании сварки по внутренней поверхности и сварки по внешней поверхности и необязательно осуществления для нее технологического процесса экспандирования. Может быть использован любой способ сварки до тех пор, пока будет гарантировано получение достаточных прочности соединения и вязкости соединения, тем не менее, с точки зрения превосходного качества сварки и эффективности изготовления предпочтительным является использование дуговой сварки под флюсом.
Примеры
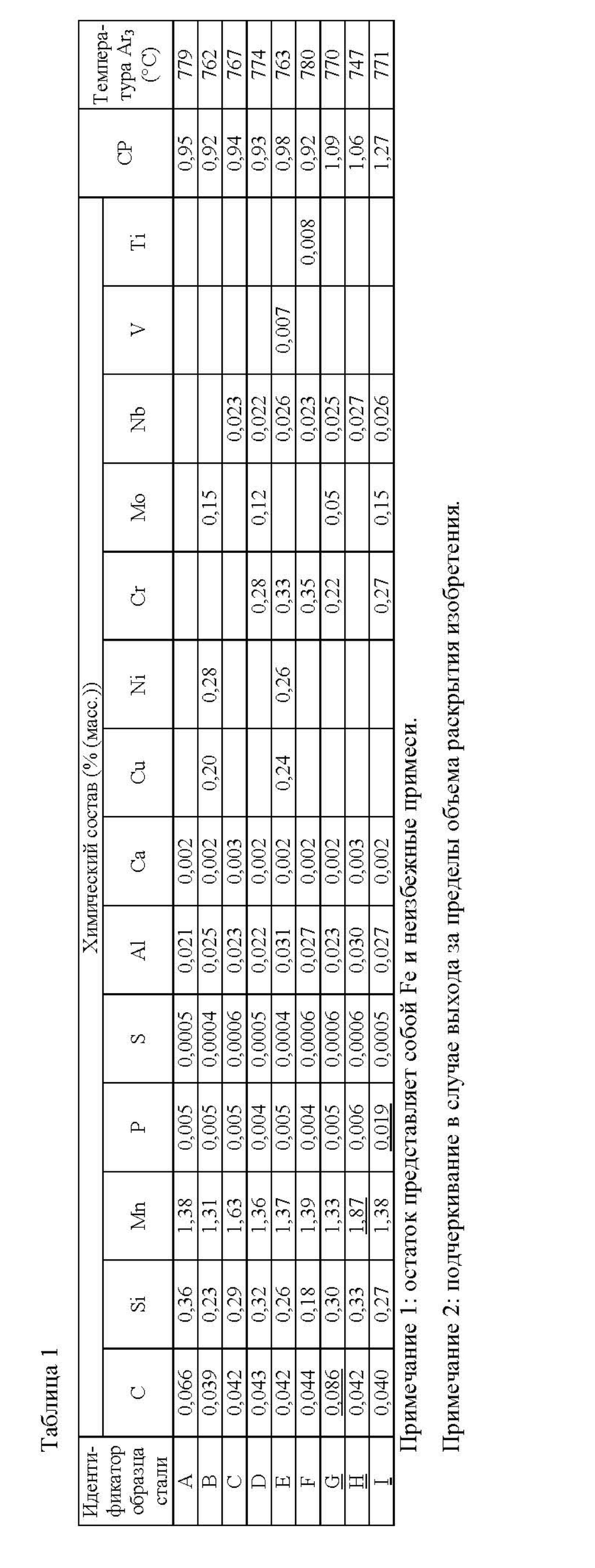
Стали, характеризующиеся химическими составами, перечисленными в таблице 1, (идентификаторы образцов стали от А до I) получали и подвергали непрерывной разливке для получения слябов, а слябы нагревали до температур, перечисленных в таблице 2 и после этого подвергали горячей прокатке для получения толстолистовых сталей, имеющих толщины, перечисленные в таблице 2. После этого каждую толстолистовую сталь подвергали контролируемому охлаждению при использовании устройства для контролируемого охлаждения, относящегося к типу с водяным охлаждением, в условиях, перечисленных в таблице 2.
Идентификация микроструктуры
Микроструктуру каждой полученной толстолистовой стали наблюдали при использовании оптического микроскопа и сканирующего электронного микроскопа. Микроструктура в позиции, расположенной на 0,5 мм ниже поверхности каждой толстолистовой стали, и микроструктура в центре по толщине толстого листа (в позиции t/2) перечисляются в таблице 2.
Коэффициент диффундирования водорода
Коэффициент диффундирования водорода оценивали при использовании образцов для испытаний с размерами 1 мм × 40 мм × 40 мм, отобранных с участка на середине толщины, как это проиллюстрировано на фиг. 1. Каждый образец для испытаний подвергали нанесению покрытия из Ni на одной стороне, а другую сторону, не подвергнутую нанесению покрытия из Ni, погружали в 0,2%-ный раствор NaCl при использовании ячейки Деванатана и подвергали водородному катодному заряжению, в то время как сторону, подвергнутую нанесению покрытия из Ni, погружали в 0,1 н. водный раствор NaOH и задавали потенциал отбора водорода на уровне значения в 0 В. Время начала проникновения водорода (2-ое стационарное состояние), которое соответствует увеличению второго тока проникновения, аппроксимировали теоретической кривой для определения коэффициента диффундирования. Результаты перечисляются в таблице 2.
Измерение твердости по Виккерсу
Для поперечного сечения, перпендикулярного направлению прокатки, измеряли твердость по Виккерсу (HV 0.1) в 100 позициях, расположенных на 0,5 мм ниже поверхности толстолистовой стали, в соответствии с документом JIS Z 2244 и определяли максимальное значение. Результаты перечисляются в таблице 2.
Измерение предела прочности при растяжении
Испытание на растяжение проводили при использовании образцов для испытаний с полной толщиной, отобранных в направлении, перпендикулярном направлению прокатки, в качестве образцов для испытания на растяжение в целях измерения предела прочности при растяжении. Результаты перечисляются в таблице 2.
Оценка стойкости к растрескиванию ВИР
Для оценки стойкости к растрескиванию ВИР проводили испытание на растрескивание ВИР на протяжении времени погружения 96 часов в соответствии с документом NACE Standard TM00284 и на поверхности слоя и в позиции t/2 измеряли долю площади растрескивания (ДПР). Стойкость к растрескиванию ВИР определяли как «хорошую» в случае значения ДПР, составляющего 3,0% или менее, или «плохую» в случае значения ДПР, составляющего более, чем 3,0%. Результаты перечисляются в таблице 2.
Целевые диапазоны настоящего раскрытия изобретения представляют собой нижеследующее: что касается высокопрочной толстолистовой стали для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, то предел прочности при растяжении составляет 520 МПа или более, а значение ДПР согласно измерению в испытании на растрескивание ВИР составляет 3,0% или менее как в поверхностном слое, так и в позиции t/2.
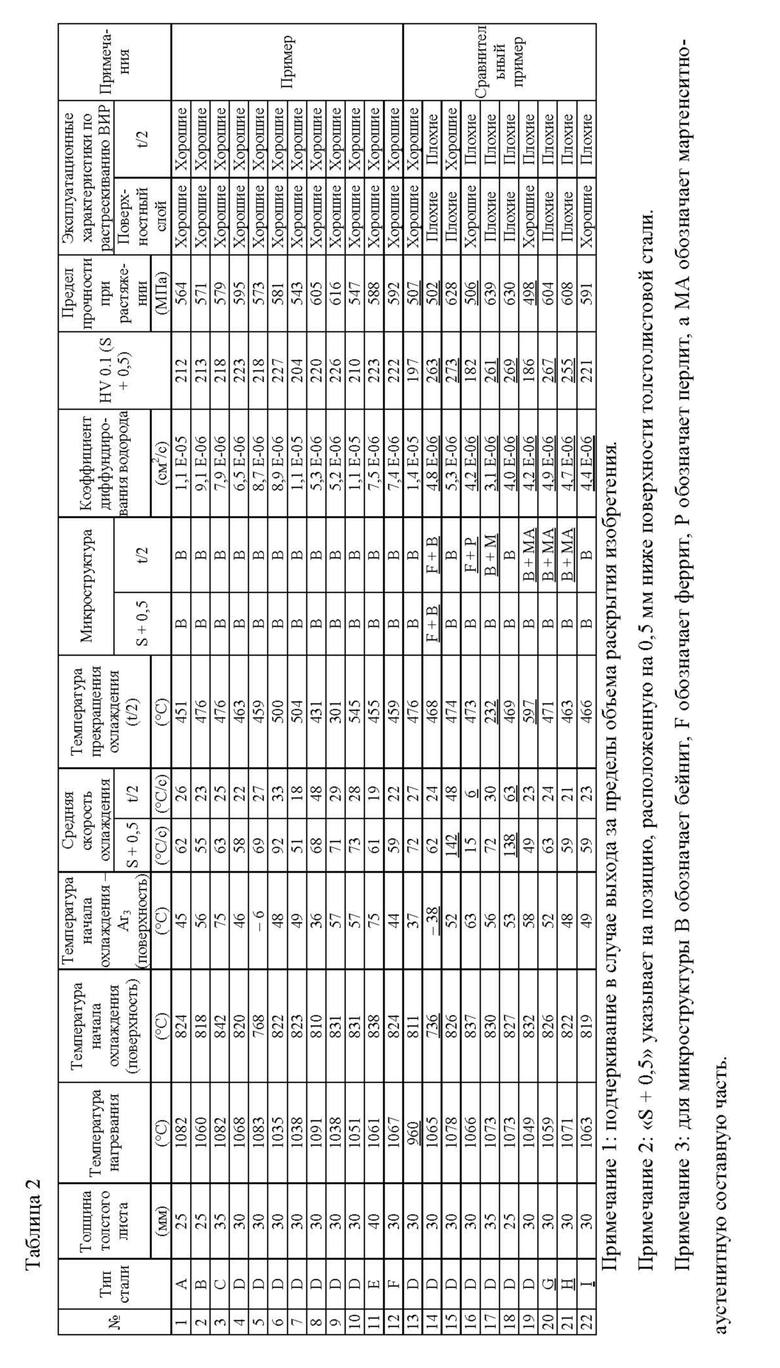
Как это перечисляется в таблице 2, №№ от 1 до 12 представляют собой примеры от заявителей, в которых химические составы и условия изготовления попадают в пределы надлежащих диапазонов настоящего раскрытия изобретения. Для всех толстолистовых сталей из примеров от заявителей предел прочности при растяжении составлял 520 МПа или более, коэффициент диффундирования водорода составлял 5,0 × 10-6 см2/с или более, а величина HV 0.1 в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, составляла 250 или менее. В соответствии с этим, высокопрочные стальные трубы, изготовленные из них, также характеризовались хорошей стойкостью к растрескиванию ВИР в поверхностном слое и секторе осевой ликвации.
В противоположность этому, №№ от 13 до 19 представляют сравнительные примеры, химические составы которых попадают в пределы объема настоящего раскрытия изобретения, но условия изготовления которых выходят за пределы объема настоящего раскрытия изобретения. Таким образом, величина HV 0.1 в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, составляла более, чем 250, или коэффициент диффундирования водорода составлял менее чем 5,0 × 10-6 см2/с, что в результате приводило к получению неудовлетворительной стойкости к растрескиванию ВИР в поверхностном слое или секторе осевой ликвации.
Для №№ от 20 до 22, у которых химические составы выходят за пределы объема настоящего раскрытия изобретения, величина HV 0.1 в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, составляла более чем 250, или коэффициент диффундирования водорода составлял менее, чем 5,0 × 10-6 см2/с, что в результате приводило к получению неудовлетворительной стойкости к растрескиванию ВИР в поверхностном слое или секторе осевой ликвации.
Применимость в промышленности
Высокопрочная толстолистовая сталь для стойких к воздействию высокосернистого нефтяного газа магистральных труб, соответствующих настоящему раскрытию изобретения, характеризуется превосходной стойкостью к растрескиванию ВИР как в секторе осевой ликвации, так и в поверхностном слое. Поэтому стальные трубы (такие как стальные трубы, сваренные при использовании контактной сварки сопротивлением, спиралешовные стальные трубы и стальные трубы, изготовленные при использовании технологии UOE), изготовленные в результате холодной формовки из раскрытой толстолистовой стали, в подходящем для использования случае могут быть применены для транспортирования сырой нефти и природного газа, которые содержат сероводород, когда требуется демонстрация так называемой стойкости к воздействию высокосернистого нефтяного газа.
Изобретение относится к области металлургии, а именно к высокопрочной толстолистовой стали для изготовления стойких к воздействию высокосернистого нефтяного газа магистральных труб. Сталь имеет химический состав, содержащий при выражении в мас.%: С: от 0,02 до 0,08, Si: от 0,01 до 0,50, Mn: от 0,50 до 1,80, Р: от 0,001 до 0,015, S: от 0,0002 до 0,0015, Al: от 0,01 до 0,08 и Са: от 0,0005 до 0,005, при этом остаток представляет собой Fe и неизбежные примеси. Коэффициент диффундирования водорода в центре по толщине толстолистовой стали составляет 5,0×10-6 см2/с или более, максимальное значение твердости по Виккерсу HV 0.1 в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, составляет 250 или менее, а предел прочности при растяжении составляет 520 МПа или более. Сталь обладает превосходной стойкостью к водородному растрескиванию как в зоне осевой ликвации, так и в поверхностном слое. 3 н. и 4 з.п. ф-лы, 2 табл., 1 ил.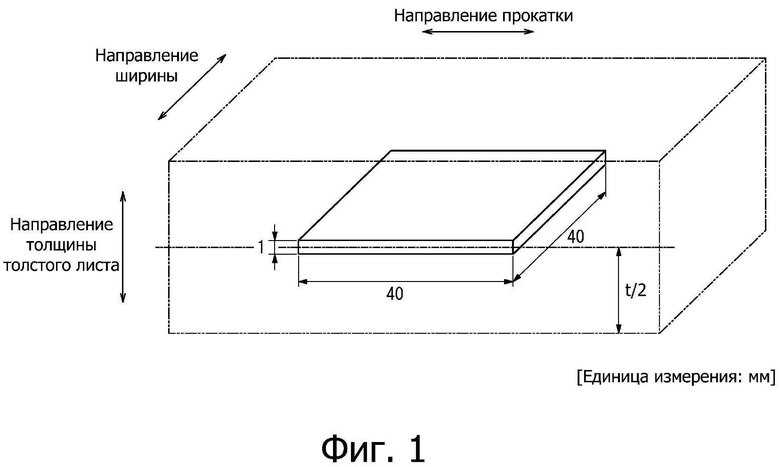
1. Высокопрочная толстолистовая сталь для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, характеризующаяся тем, что она имеет:
химический состав, содержащий при выражении в мас.%: С: от 0,02 до 0,08, Si: от 0,01 до 0,50, Mn: от 0,50 до 1,80, Р: от 0,001 до 0,015, S: от 0,0002 до 0,0015, Al: от 0,01 до 0,08 и Са: от 0,0005 до 0,005, при этом остаток представляет собой Fe и неизбежные примеси, при этом
коэффициент диффундирования водорода в центре по толщине толстого листа составляет 5,0 × 10-6 см2/с или более,
максимальное значение твердости по Виккерсу HV 0.1 в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, составляет 250 или менее, причем
предел прочности при растяжении составляет 520 МПа или более.
2. Толстолистовая сталь по п. 1, в которой химический состав также содержит, при выражении в мас.%, по меньшей мере один компонент, выбранный из Cu: 0,50 или менее, Ni: 0,50 или менее, Cr: 0,50 или менее и Мо: 0,50 или менее.
3. Толстолистовая сталь по п. 1 или 2, в которой химический состав также содержит, при выражении в мас.%, по меньшей мере один компонент, выбранный из Nb: от 0,005 до 0,1, V: от 0,005 до 0,1 и Ti: от 0,005 до 0,1.
4. Способ изготовления высокопрочной толстолистовой стали для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, включающий:
получение сляба, характеризующегося химическим составом, содержащим при выражении в мас.%: С: от 0,02 до 0,08, Si: от 0,01 до 0,50, Mn: от 0,50 до 1,80, Р: от 0,001 до 0,015, S: от 0,0002 до 0,0015, Al: от 0,01 до 0,08 и Са: от 0,0005 до 0,005, при этом остаток представляет собой Fe и неизбежные примеси, после этого нагрев сляба до температуры в диапазоне от 1000°С до 1300°С, а вслед за этим горячую прокатку сляба для получения толстолистовой стали; и
после этого контролируемое охлаждение толстолистовой стали при следующих условиях:
температура поверхности толстолистовой стали в начале охлаждения, составляющая (Ar3 – 10°C) или более;
средняя скорость охлаждения в температурном диапазоне от 750°С до 550°С применительно к температуре толстолистовой стали в позиции, расположенной на 0,5 мм ниже поверхности толстолистовой стали, составляющая 100°С/с или менее;
средняя скорость охлаждения в температурном диапазоне от 750°С до 550°С применительно к температуре толстолистовой стали в центре по толщине толстого листа, составляющая 15°С/с или более и 60°С/с или менее; и
температура прекращения охлаждения применительно к температуре толстолистовой стали в центре по толщине толстого листа, находящаяся в диапазоне от 250°С до 550°С.
5. Способ по п. 4, в котором химический состав также содержит, при выражении в мас.%, по меньшей мере один компонент, выбранный из группы, состоящей из Cu: 0,50 или менее, Ni: 0,50 или менее, Cr: 0,50 или менее и Мо: 0,50 или менее.
6. Способ по п. 4 или 5, в котором химический состав также содержит, при выражении в мас.%, по меньшей мере один компонент, выбранный из группы, состоящей из Nb: от 0,005 до 0,1, V: от 0,005 до 0,1 и Ti: от 0,005 до 0,1.
7. Высокопрочная стальная труба, использующая высокопрочную толстолистовую сталь для магистральных труб, стойких к воздействию высокосернистого нефтяного газа, по любому из пп. 1-3.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| ТОЛСТОСТЕННАЯ ВЫСОКОПРОЧНАЯ УСТОЙЧИВАЯ К СЕРНИСТОМУ ГАЗУ МАГИСТРАЛЬНАЯ ТРУБА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2013 |
|
RU2621093C2 |
| ТОЛСТОЛИСТОВАЯ СТАЛЬ ДЛЯ МАГИСТРАЛЬНОЙ ТРУБЫ И МАГИСТРАЛЬНАЯ ТРУБА | 2014 |
|
RU2623569C1 |
| СТАЛЬ С ВЫСОКИМ СОПРОТИВЛЕНИЕМ НА РАЗРЫВ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 1998 |
|
RU2205245C2 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ ДЛЯ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ, ИМЕЮЩАЯ НИЗКИЙ КОЭФФИЦИЕНТ ТЕКУЧЕСТИ И ПОВЫШЕННУЮ НИЗКОТЕМПЕРАТУРНУЮ ВЯЗКОСТЬ | 1996 |
|
RU2136776C1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |

