Изобретение относится к области обработки поверхности покрытий на основе быстрорежущей стали потоками энергии для улучшения эксплуатационных характеристик изделий.
Известен способ обработки изделий, в котором воздействие на конструкционную (рельсовую) сталь осуществляют импульсным лазерным лучем (Zheng-yang Li, Xu-hui Xing, Ming-jiang Yang, Bing Yang, Zhi-yuan Ren, Hua-qiang Lin Investigation on rolling sliding wear behavior of wheel steel by laser dispersed treatment // Wear 314 (2014) P. 236-240). Зона переплава имеет мартенситно-аустенитную (90:10%) структуру с твердостью 550HV, зону термического влияния с твердостью 850 HV и далее основной металл с ферритно-перлитной структурой твердостью 300 HV. Полученная структура позволяет увеличить износостойкость материала в условиях схемы износа качения-скольжения в два раза.
Недостатками способа являются:
- большой коэффициент обработки поверхности лазерным лучом (80%), что создает значительные термические напряжения и, как следствие, высокую вероятность образования трещин со стороны зоны термического влияния, имеющей высокую твердость;
- способ неприемлем в условиях обработки предварительно наплавленной поверхности композиционным материалом, изначально имеющим высокую твердость.
Наиболее близким является способ, взятый в качестве прототипа - способ обработки изделий из высокоуглеродистых легированных сплавов (RU 2494154 CI, МПК C21D 1/09 (2006.01), опубл. 27.09.2613), включающий воздействие на изделие импульсным концентрированным потоком энергии. На изделие локально воздействуют сфокусированным импульсным электронным лучом с плотностью мощности 104÷l05 Вт/см2, диаметром луча 0,5÷2 мм и длительностью импульса 1÷30 мс с дискретным точечным распределением, формируя на поверхности изделия модифицированные зоны заданной геометрии. Затем изделие подвергают термической обработке при температуре 600÷1100°С и времени выдержки 30÷60 мин. Недостатками способа являются:
- дополнительная термическая обработка изделий, для которых комбинированная операция наплавки и оплавления является финишной обработкой;
- сфокусированный точечный импульсный электронный луч не позволяет создать модифицированные зоны заданной геометрии (кроме точечной) без перекрытия отдельных точек (например, с полосовым однонаправленным распределением), и сформировать однородный структурно-фазовый состав модифицированных зон и их свойства. Это важно когда изделия работают не при чисто абразивном износе, а в паре трения.
Задачей является создание способа обработки покрытий на основе быстрорежущей стали концентрированными потоками энергии, обеспечивающими уменьшение интенсивности изнашивания в паре трения.
Способ формирования волокнистого композиционного покрытия, также как в прототипе, заключается в воздействии на изделие импульсным электронным лучом с плотностью мощности 104÷105 Вт/см2.
Согласно изобретению на низко- или среднеуглеродистую конструкционную сталь наносят покрытие на основе промышленного порошка ПР-10Р6М5 электронно-лучевым или плазменно-порошковым методом, затем наплавленную поверхность подвергают шлифованию и дискретному оплавлению с помощью импульсного лазерного или импульсного электронного луча с диаметром луча на поверхности покрытия 0,25÷2 мм и длительностью импульса 5÷20 миллисекунд, сфокусированного в линию или точку, повышая микротвердость в части объема волокна, находящегося между вязкими прослойками оплавленной зоны и основного покрытия.
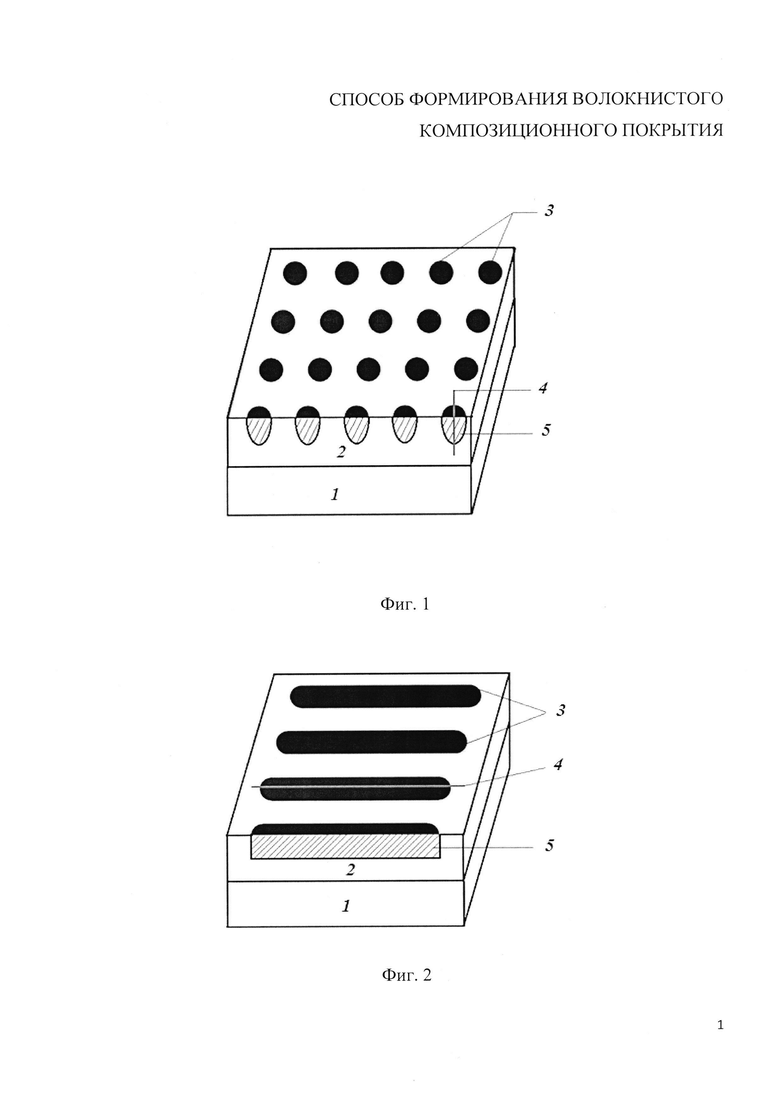
На фиг. 1 показана схема дискретного оплавления композиционного покрытия импульсным лазерным или электронным лучом, развернутым в точку (ось волокна перпендикулярна наплавленной поверхности), где 1 - основной металл, 2 - наплавка, 3 - дискретно упрочненные зоны (волокна), 4 - ось волокна, 5 - глубина оплавления (в разрезе).
На фиг. 2 показана схема дискретного оплавления композиционного покрытия импульсным лазерным или электронным лучом, развернутым в линию (ось волокна параллельна наплавленной поверхности).
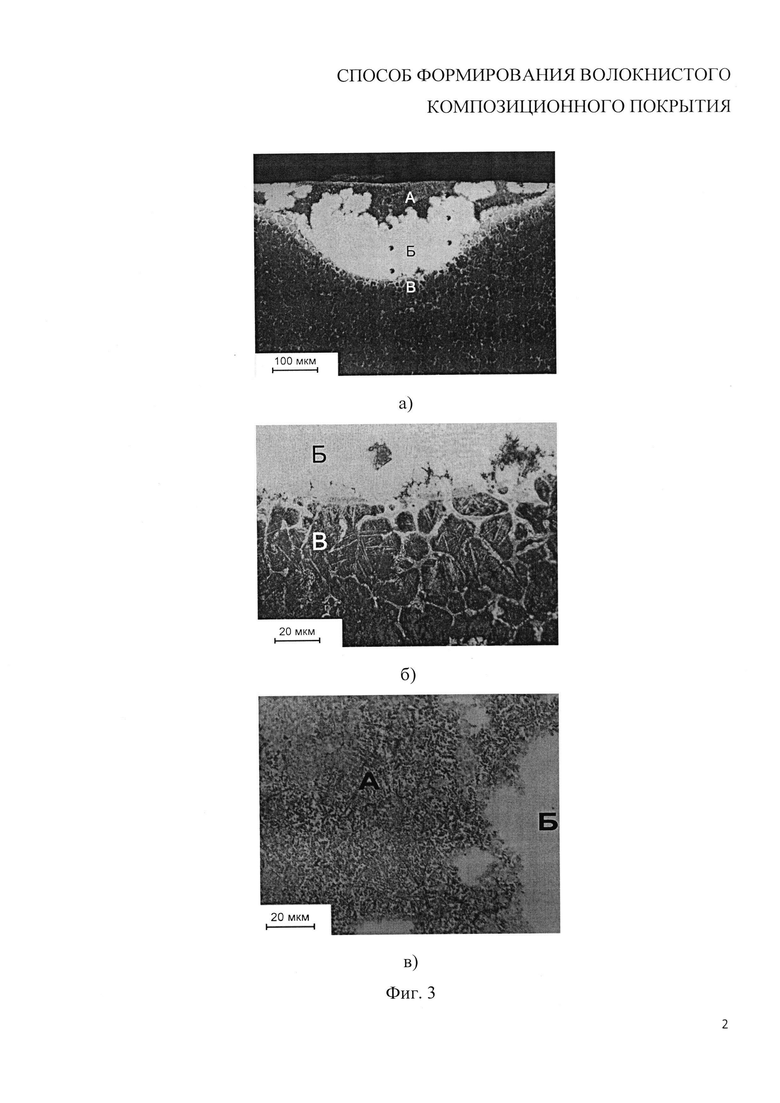
На фиг. 3 показана микроструктура поперечного сечения литого ядра покрытий на основе быстрорежущей стали после лазерного оплавления при увеличении, где а) - литое ядро и зона термического влияния - ЗТВ; б) - зона Б и ЗТВ (зона В); в) - зона А и зона Б.
На фиг. 4 показано распределение средних значений микротвердости по зонам литого ядра (зона А, зона Б и зона В основного металла), облученных импульсным лазером покрытий на основе быстрорежущей стали.
Оплавленные зоны или волокна на фиг. 1 и фиг. 2 состоят из двух структур - зона А и зона Б (фиг. 3) и отличаются уровнем микротвердости, что показано на фиг. 4. Твердая часть волокна - зона Б, находящаяся между вязкими прослойками волокна зоны А и зоны В основного металла покрытия на фиг. 3 и фиг. 4 несут основную нагрузку в трибоконтакте. Вязкие прослойки - волокна зоны А и зоны В обеспечивают релаксацию напряжений и торможение в развитии трещин. В зависимости от напряженного состояния пары трения ось волокна формируют перпендикулярно (фиг. 1) или параллельно (фиг. 2) рабочей поверхности основного покрытия.
Технический результат при осуществлении заявляемого способа достигается за счет образования на поверхности покрытия периодических волокон (расстояние между осями волокон составляет 2÷3 диаметра волокна) сфокусированным импульсным лазерным или импульсным электронным лучом (плотность мощности 104÷105 Вт/см2 и длительность импульса 5÷20 миллисекунд) точечного или линейного оплавления. Внутри волокна формируются две структуры на основе аустенитно-мартенситной матрицы с включениями карбидов, отличающиеся уровнем дисперсности мартенситных игл и карбидов и, следовательно, уровнем микротвердости. Зона А, за счет большего размера карбидных выделений, имеет большую травимость (фиг. 3в). Зона Б за счет более дисперсной структуры как мартенсита, так и карбидов имеет меньшую травимость (фиг. 3б). На поверхности наплавки формируют волокна с перпендикулярным или параллельным расположением оси волокна относительно поверхности упрочненного слоя. Расстояние между осями волокон составляет 2÷3 диаметра волокна.
Предлагаемый способ осуществляют следующим образом: на образцы основного металла 1 из низко- или среднеуглеродистой конструкционной стали наносят композиционное покрытие 2 на основе порошка быстрорежущей стали ПР-10Р6М5 методом многопроходной электроннолучевой наплавки в вакууме или методом плазменной порошковой наплавки. Затем сформированное покрытие подвергают шлифованию и импульсному лазерному или импульсному электронно-лучевому оплавлению поверхности определенной геометрической формы 3 (фиг. 1, фиг. 2) с заданным шагом. Глубину проплавления поверхности 5 (0,25-1,5 мм) регулируют параметрами импульсного лазерного или импульсного электронного луча при плотности мощности 104÷105 Вт/см2, длительности импульса 5÷20 миллисекунд, диаметра луча на поверхности покрытия 0,25÷2 мм. Направление формирования оси волокна 4 выбирают в зависимости от напряженного состояния пары трения, которое может быть перпендикулярно (фиг. 1) или параллельно (фиг. 2) обрабатываемой поверхности.
Указанные диапазоны параметров импульсной лазерной или импульсной электронно-лучевой обработки обусловлены следующим:
- плотность мощности менее 104 Вт/см2 недостаточна для плавления покрытия, а плотность мощности свыше значения 105 Вт/см2 приводит к кипению материала покрытия и образованию на его поверхности дефектов в виде пор и кратеров;
- диаметр электронного луча менее 0,25 мм приводит к снижению производительности обработки поверхности, а диаметр более 2 мм приводит к образованию трещин на границе раздела между модифицированной зоной и основным материалом, вследствие увеличения площади границы раздела;
- длительность импульса менее 5 миллисекунд приводит к снижению глубины модифицированной зоны, а длительность импульса более 20 миллисекунд приводит к кипению материала в зоне воздействия пучка.
Испытания образцов волокнистого композиционного покрытия на трение в паре с термически обработанной сталью ШХ15 проведены на машине трения СМТ-20 с использованием схемы «колесо - две плоские колодки» при скорости 1,2 м/с и нагрузки N (20, 40, 60, 80 и 100 Н) в условиях трения без смазки, показали следующие результаты:
- интенсивность изнашивания только наплавленных покрытий в интервале указанных нагрузок линейно растет от 0,4±0,1 до 0,5±0,1 мм3/км;
- интенсивность изнашивания волокнистого композиционного покрытия с осью волокна, расположенного перпендикулярно упрочненной поверхности, составила 0,2±0,05 мм3 /км, а с осью волокна, расположенного параллельно упрочненной поверхности - 0,15±0,04 мм3 /км, и не зависит от нагрузки.
Таким образом, интенсивность изнашивания волокнистого композиционного покрытия на основе стали 10Р6М5 уменьшилась в два раза. Известно, что из-за волнистости и шероховатости поверхности контактирование реальных твердых тел в парах трения осуществляется на отдельных площадках. Сумма этих малых площадок представляет собой фактическую площадь контакта тел, на которую и действует основное прикладываемое к паре трения давление. В результате такого воздействия микронеровности поверхностей и нижележащие объемы материалов тел деформируются, передеформируются, разрушаются. Происходит износ пары трения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА МЕТАЛЛЕ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКОЙ КЕРАМИЧЕСКОГО ПОРОШКА | 2020 |
|
RU2735688C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ НАПЛАВКИ И СПОСОБ ЕГО НАНЕСЕНИЯ | 2006 |
|
RU2311275C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 2000 |
|
RU2205094C2 |
| Способ изготовления наплавленного биметаллического сопла | 2018 |
|
RU2679032C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ ЭЛЕКТРОННЫМ ЛУЧОМ | 2009 |
|
RU2400339C1 |
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ ИНСТРУМЕНТА | 1992 |
|
RU2032513C1 |
| СПОСОБ ЛАЗЕРНОГО ЛЕГИРОВАНИЯ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ ПОРОШКАМИ КАРБИДА БОРА И АЛЮМИНИЯ | 2022 |
|
RU2786263C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ ПОКРЫТИЙ С МУЛЬТИМОДАЛЬНОЙ СТРУКТУРОЙ | 2006 |
|
RU2309827C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТРЕНИЯ | 2000 |
|
RU2161211C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ ЭЛЕКТРОННЫМ ЛУЧОМ | 2006 |
|
RU2322335C1 |

Изобретение относится к способу формирования волокнистого композиционного покрытия на изделии из низко- или среднеуглеродистой конструкционной стали. Осуществляют нанесение покрытия на основе промышленного порошка ПР-10Р6М5 электронно-лучевым или плазменно-порошковым методом. Наплавленную поверхность подвергают шлифованию и дискретному оплавлению с помощью импульсного лазерного или импульсного электронного луча с диаметром луча на поверхности покрытия 0,25÷2 мм и длительностью импульса 5÷20 миллисекунд, сфокусированного в линию или точку. Технический результат: уменьшение интенсивности изнашивания в паре трения. 4 ил.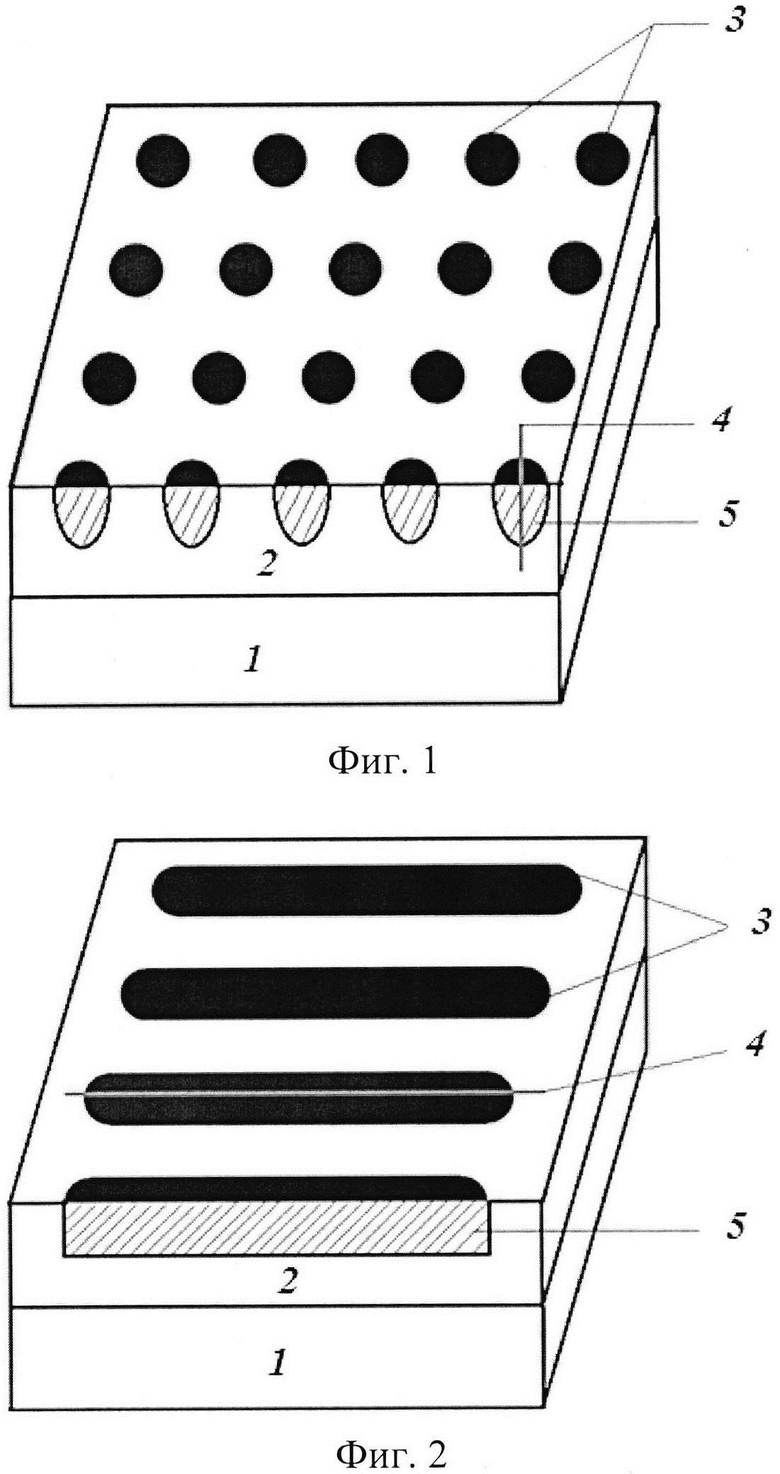
Способ формирования волокнистого композиционного покрытия на изделии из низко- или среднеуглеродистой конструкционной стали, включающий нанесение на изделие покрытия из порошкового материала и обработку покрытия путем импульсно- лучевого воздействия, отличающийся тем, что электронно-лучевым или плазменным методом наносят покрытие с использованием порошка быстрорежущей стали ПР-10Р6М5, затем наплавленную поверхность подвергают шлифованию и обработке покрытия импульсно-лучевым воздействием с плотностью мощности 104÷105 Вт/см2 путем дискретного оплавления импульсным лазерным или электронным лучом с диаметром 0,25÷2 мм и длительностью импульса 5÷10 миллисекунд, развернутого в точку с образованием волокон, перпендикулярных наплавленной поверхности покрытия, или - в линию с образованием волокон, параллельных наплавленной поверхности покрытия.
| Учебная модель электродвигателя | 1935 |
|
SU46073A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ИЗДЕЛИИ ИЗ ЖАРОСТОЙКОГО ЖАРОПРОЧНОГО СПЛАВА | 2000 |
|
RU2191218C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ВЫСОКОУГЛЕРОДИСТЫХ ЛЕГИРОВАННЫХ СПЛАВОВ | 2012 |
|
RU2494154C1 |
| RU 20105826 C1, 27.02.1998 | |||
| Визирный прибор для определения координат точек разрыва | 1927 |
|
SU12054A1 |
| WO 2014105239 A1, 03.07.2014 | |||
| US 6149389 A1, 21.11.2000. | |||

