Область техники, к которой относятся изобретения
Изобретения относятся к конструкциям и способам производства технологических трубопроводов из стекловолокнистых материалов со стенками из двух слоев и могут быть использованы в производстве труб, предназначенных для транспортирования сырья и полуфабрикатов, характеризующихся химическим, абразивным и тепловым разрушающим воздействием на внутренние (рабочие) поверхности труб.
Уровень техники
Известна двухслойная труба, содержащая внутренний слой, выполненный из термопласта, и наружный слой, выполненный из стеклопластика; труба также имеет праймерный слой, выполненный из сэвилена (Патент RU №2095676, F16L 9/133, опубликовано 10.11.1997).
Способ изготовления известной трубы заключается в том, что сначала изготавливают внутренний слой в виде трубчатого цилиндрического изделия, на который затем наносят праймерный слой в виде клеевой композиции из сэвилена. На праймерный слой затем наматывают ленту наружного слоя, после чего производят термическую обработку полученной комбинированной заготовки с одновременным началом процессов спекания и полимеризации при 120°С и последующим отверждением указанных слоев (см. там же).
Признаки известной трубы, совпадающие с признаками заявленного изобретения (устройство), заключаются в выполнении стенки трубы из двух слоев, один из которых является внутренним, другой наружным, при этом наружный слой выполнен из стекловолокнистого материала.
Признаки известного способа, совпадающие с признаками заявленных изобретений (варианты способа), заключаются в изготовлении наружного слоя путем намотки соответствующей ленты поверх внутреннего слоя.
Причина, препятствующая получению в известной трубе и способе ее изготовления технического результата, который обеспечивается заявленными изобретениями, заключается в последовательном изготовлении слоев (сначала внутреннего слоя в виде трубчатого цилиндрического изделия, затем наружного слоя), в необходимости формирования праймерного слоя из сэвилена поверх внутреннего слоя, в использовании термопласта для формирования внутреннего слоя.
Наиболее близким аналогом (прототипом) в отношении заявленной секции жесткого двухслойного трубопровода является двухслойная труба, содержащая полимерный слой, являющийся внутренним, и армирующий слой, выполненный из волокнистого материала со связующим и являющийся наружным; при этом данные слои соединены между собой посредством праймерного слоя, выполненного в виде частично внедренного в полимерный слой тканого ячеистого волокнистого материала, образующего общий композиционно-волокнистый материал с армирующим слоем (Патент RU №2383809 С1, F16L9/133, опубликовано 10.03.2010).
Наиболее близким аналогом (прототипом) в отношении заявленных способов является способ изготовления двухслойной трубы, который заключается в том, что сначала изготавливают внутренний (полимерный) слой в виде трубчатого цилиндрического изделия, расположенного на оправке, после чего на него наматывают тканый ячеистый материал с внедрением его в полимерный слой прикаткой на толщину нити тканого материала, затем на последний наматывают армирующий слой в виде волокнистого полимерного материала со связующим, после чего выполняют полимеризацию трубы (см. там же).
Признаки известной трубы, совпадающие с признаками заявленной секции, заключаются в выполнении стенки трубы из двух слоев, один из которых является внутренним, другой наружным, выполненным из волокнистого полимерного материала со связующим.
Признаки известного способа, совпадающие с признаками заявленных изобретений (варианты способа), заключаются в изготовлении наружного (армирующего) слоя путем намотки волокнистого полимерного материала со связующим поверх внутреннего слоя.
Причина, препятствующая получению в известной трубе и способе ее изготовления технического результата, который обеспечивается заявленными изобретениями, заключается в последовательном изготовлении слоев (сначала внутреннего слоя в виде трубчатого цилиндрического изделия, затем наружного слоя), в необходимости формирования праймерного слоя в виде частично внедренного в полимерный (внутренний) слой тканого ячеистого материала, в использовании термопласта для формирования внутреннего слоя.
Техническая проблема, на решение которой направлены изобретения, заключается в необходимости упрощения технологии изготовления двухслойной трубы при одновременном обеспечении значительного уровня ее прочности и защиты от разрушения при ее использовании для транспортирования агрессивных жидкостей.
Раскрытие сущности изобретения
Технический результат, опосредствующий решение указанной технической проблемы, заключается в формировании внутреннего и внешнего слоев в едином технологическом процессе (т.е. одновременно), в исключении праймерного слоя без снижения уровня адгезии между наружным и внутренним слоями, в использовании для изготовления внутреннего слоя электротехнического фарфора, устойчивого к агрессивным воздействиям, а именно химическим, механическим и температурным воздействиям в широком диапазоне этих воздействий.
При этом известно использование электротехнического фарфора группы 100 по ГОСТу 20419-83 для изготовления секции трубопровода (патент RU №2519528, F16L9/10, опубликовано 10.06.2014). Однако в данном известном техническом решении секция трубопровода выполнена однослойной, что существенно снижает прочностные характеристики секции из-за того, что электротехнический фарфор, как известно, является хрупким материалом.
Технический результат, таким образом, заключается в использовании электротехнического фарфора только для изготовления внутреннего слоя трубы (внутренней защитной оболочки), в то время как необходимые прочностные характеристики трубы обеспечиваются внешним слоем (внешней силовой оболочкой), выполненным из стекловолокнистого материала по классической технологии.
Достигается технический результат в заявленной секции жесткого двухслойного трубопровода тем, что секция содержит внешнюю силовую оболочку из стекловолокнистого материала, выполненную на основе затвердевшего реактопластичного связующего, и скрепленную с ней внутреннюю защитную оболочку, при этом внутренняя защитная оболочка представляет собой множество элементов из электротехнического фарфора, которые покрывают внутреннюю поверхность внешней силовой оболочки и скреплены между собой по своим торцам и с силовой оболочкой упомянутым затвердевшим реактопластичным связующим.
Достигается технический результат в заявленной секции также тем, что каждый элемент внутренней защитной оболочки выполнен в виде либо плоского элемента, либо цилиндрического элемента.
Достигается технический результат в первом варианте заявленного способа изготовления секции жесткого двухслойного трубопровода тем, что изготавливают внешнюю силовую оболочку и внутреннюю защитную оболочку, являющуюся формообразующим основанием для внешней силовой оболочки, изготавливаемой путем пропитки стекловолокнистого материала реактопластичным связующим и намотки пропитанного стекловолокнистого материала на формообразующее основание с последующим затвердеванием указанного связующего, при этом формообразующее основание изготавливают из множества плоских элементов, выполненных из электротехнического фарфора, путем закрепления этих плоских элементов на наружной поверхности технологической оправки при помощи разъемного адгезива, а после упомянутого затвердевания реактопластичного связующего осуществляют отделение технологической оправки от упомянутых плоских элементов путем прикладывания к этой оправке силы, превышающей силу адгезии упомянутого разъемного адгезива.
Достигается технический результат во втором варианте заявленного способа изготовления секции жесткого двухслойного трубопровода тем, что изготавливают внешнюю силовую оболочку и внутреннюю защитную оболочку, являющуюся формообразующим основанием для внешней силовой оболочки, изготавливаемой путем пропитки стекловолокнистого материала реактопластичным связующим и намотки пропитанного стекловолокнистого материала на формообразующее основание с последующим затвердеванием указанного связующего, при этом формообразующее основание изготавливают из множества полых цилиндрических элементов, выполненных из электротехнического фарфора, путем их свободного расположения на технологической оправке, имеющей цилиндрическую форму, и осевого сжатия, а после упомянутого затвердевания реактопластичного связующего осуществляют удаление технологической оправки из внутренней полости указанных полых цилиндрических элементов.
Краткое описание чертежей
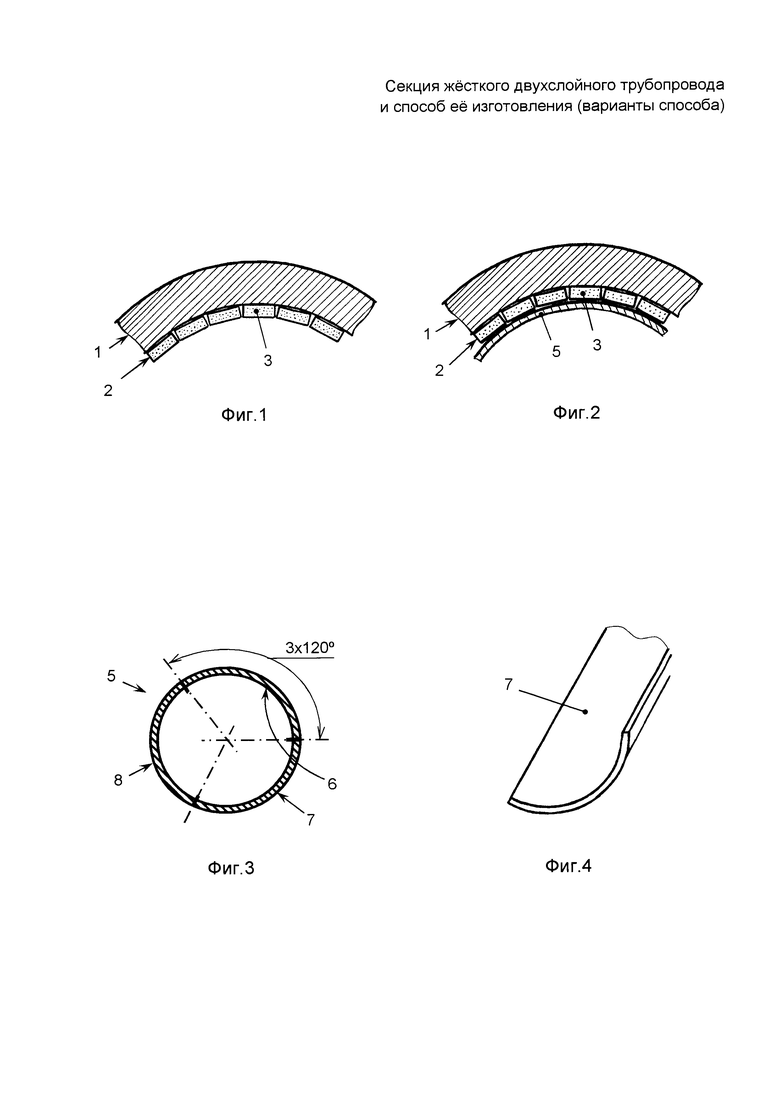
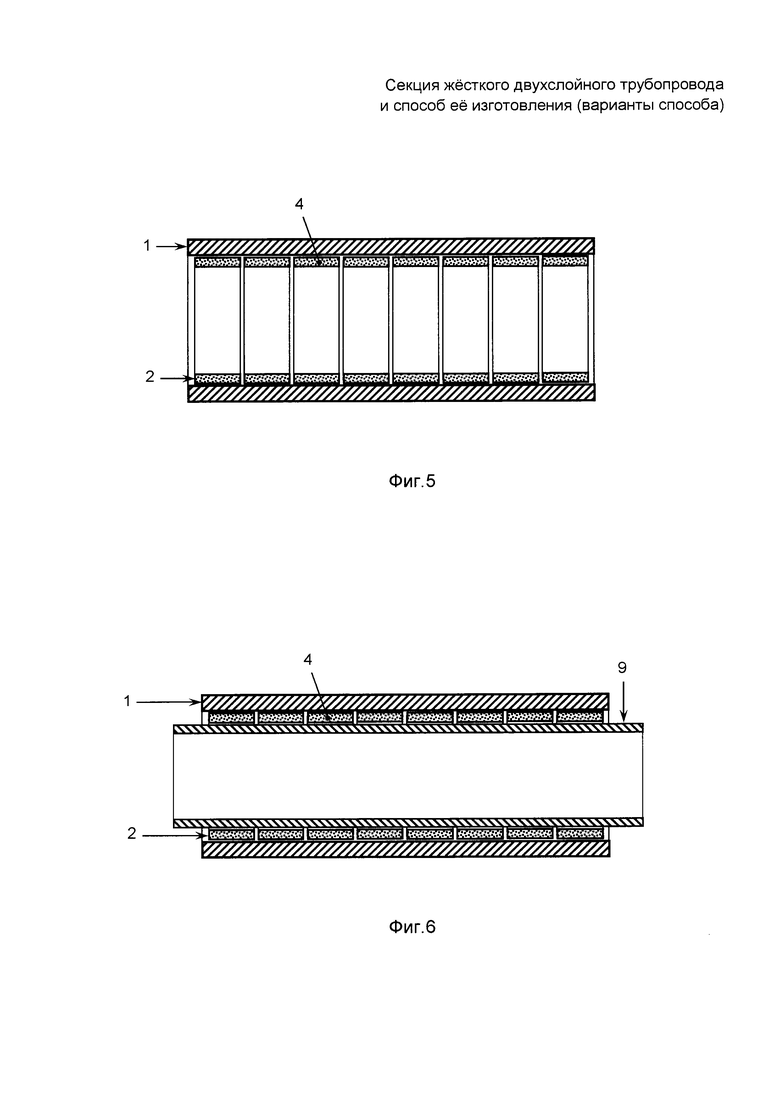
На фиг.1 схематично показан фрагмент поперечного сечения секции трубопровода (первый вариант секции), в которой внутренняя защитная оболочка выполнена из множества плоских элементов; на фиг.2 схематично показан процесс изготовления секции по указанному первому варианту, а именно фрагмент поперечного сечения секции трубопровода с плоскими элементами, расположенными на технологической оправке; на фиг.3 в качестве примера показана в поперечном сечении технологическая оправка цилиндрической формы, предназначенная для изготовления секции по указанному первому варианту; на фиг.4 в аксонометрии показан элемент технологической оправки, показанной на фиг.3; на фиг.5 схематично показан фрагмент продольного разреза секции трубопровода (второй вариант секции), в которой внутренняя защитная оболочка выполнена из множества полых цилиндрических элементов; на фиг.6 схематично показан процесс изготовления секции по указанному второму варианту, а именно фрагмент продольного сечения секции трубопровода с полыми цилиндрическими элементами, свободно расположенными на технологической оправке.
Осуществление изобретения
Секция жесткого двухслойного трубопровода (далее – секция) содержит внешнюю силовую оболочку 1 и скрепленную с ней внутреннюю защитную оболочку 2 (фиг.1 и 5). Внешняя силовая оболочка 1 выполнена из стекловолокнистого материала на основе затвердевшего реактопластичного связующего (преимущественно эпоксидной смолы). Внутренняя защитная оболочка 2 представляет собой множество элементов, а именно, либо плоских элементов 3 в первом варианте конструкции секции, показанном на фиг.1, либо цилиндрических элементов 4 во втором варианте конструкции секции, показанном на фиг.5. При этом данные элементы выполнены из электротехнического фарфора, полностью покрывают внутреннюю поверхность внешней силовой оболочки 1 и скреплены как между собой по своим торцам, так и с внешней силовой оболочкой 1 посредством того же затвердевшего реактопластичного связующего.
Электротехнический фарфор является, как известно, искусственным минералом, образованным из глинистых минералов, полевого шпата и кварца в результате термообработки по керамической технологии. К числу наиболее ценных его свойств относятся высокая стойкость к атмосферным воздействиям, положительным и отрицательным температурам, к воздействию химических реагентов, высокая механическая прочность, дешевизна исходных компонентов. Это определило широкое применение фарфора для производства изоляторов. Недостатком электротехнического фарфора (применительно к решаемой здесь технической проблеме) является его хрупкость.
В рамках заявленных патентных притязаний рассматриваются два конструктивных варианта секции.
Первый конструктивный вариант секции характеризуется выполнением внутренней защитной оболочки 2 из множества плоских элементов 3, полностью покрывающих внутреннюю поверхность внешней силовой оболочки 1 (фиг.1). Указанные плоские элементы могут иметь различную форму, но только такую, которая обеспечивает возможность полного (т.е. без промежутков) покрытия внутренней поверхности внешней силовой оболочки 1. Прежде всего, это прямоугольная форма. Кроме того, для повышения прочности и увеличения поверхности сцепления каждый плоский (преимущественно, прямоугольный) элемент 3 выполнен с ребрами жесткости, расположенными на той его поверхности, которая обращена к внешней силовой оболочке 1 (ребра жесткости не показаны). При этом скрепление плоских элементов 3 между собой по их торцам и с внутренней поверхностью внешней силовой оболочки 1 обеспечивается тем же реактопластичным связующим (используемым для изготовления внешней силовой оболочки) в едином технологическом процессе.
Для изготовления секции по ее первому конструктивному варианту (первый вариант заявленного способа) используют технологическую оправку 5 в виде, например, полого алюминиевого прямого цилиндра (фиг.2, 3). Технологическая оправка может иметь и другую форму (не показано), что определяется формой изготавливаемой секции: прямые секции, отводы с различными углами поворота, крутоизогнутые элементы, переходы с различных диаметров и др. В любом случае она состоит из разъемно соединенных между собой трех частей – 6, 7 и 8, имеющих продольные линии разъема в 120 (фиг.3, 4). Указанные части 6, 7 и 8 собирают в технологическую оправку 5 с помощью соответствующих крепежных узлов, предназначенных также для формирования фланцев секции (крепежные узлы и фланцы не показаны). Затем на наружной поверхности технологической оправки 5 при помощи, например, расплавленного парафина (разъемного адгезива), наносимого на соответствующую поверхность каждого плоского элемента 3, временно закрепляют плоские элементы 3, в результате чего из этих плоских элементов формируют заготовку для последующего формирования внутренней защитной оболочки (фиг.2). Таким образом, искомая заготовка для формирования внутренней защитной оболочки представляет собой технологическую оправку 5 с временно (разъемно) закрепленными на ее наружной поверхности плоскими элементами 3. После этого формируют внешнюю силовую оболочку 1 путем намотки нитей стекловолокнистого материала, прошедших через ванну с реактопластичным связующим, поверх временно наклеенных на технологическую оправку 5 плоских элементов 3 (формообразующее основание). При этом данное реактопластичное связующее смачивает наружные поверхности плоских элементов 3, а также затекает в зазоры между плоскими элементами 3, обеспечивая в дальнейшем (при затвердевании) одновременно с фиксированием внешней силовой оболочки 1 скрепление этих плоских элементов 3 как между собой по их торцам, так и с внешней силовой оболочкой 1.
Второй конструктивный вариант секции характеризуется выполнением внутренней защитной оболочки 2 из множества полых цилиндрических элементов 4, полностью покрывающих внутреннюю поверхность внешней силовой оболочки 1 (фиг.5). При этом скрепление полых цилиндрических элементов 4 между собой по их торцам и с внутренней поверхностью внешней силовой оболочки 1 обеспечивается тем же затвердевшим реактопластичным связующим, которое использовано для изготовления внешней силовой оболочки 1 (т.е. в едином технологическом процессе).
Для изготовления секции по ее второму конструктивному варианту (второй вариант заявленного способа) используют технологическую оправку 9 в виде алюминиевого цилиндра, на котором свободно располагают полые цилиндрические элементы 4 с последующим их осевым сжатием (фиг.6). Таким образом, искомая заготовка для формирования внутренней защитной оболочки 2 представляет собой технологическую оправку 9 со свободно расположенными на ней полыми цилиндрическими элементами 4, подвергнутыми осевому сжатию. После этого формируют внешнюю силовую оболочку 1 путем намотки нитей стекловолокнистого материала, прошедших через ванну с реактопластичным связующим, поверх полых цилиндрических элементов 4 (формообразующее основание). При этом данное реактопластичное связующее смачивает наружные поверхности полых цилиндрических элементов 4, а также затекает в зазоры между полыми цилиндрическими элементами 4, обеспечивая в дальнейшем (при затвердевании) одновременно с фиксированием внешней силовой оболочки 1 скрепление этих цилиндрических элементов как между собой по их торцам, так и с внешней силовой оболочкой 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕКЦИЯ ТРУБОПРОВОДА | 2012 |
|
RU2519528C2 |
| БАШЕННОЕ СООРУЖЕНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО СЕКЦИЙ | 2002 |
|
RU2244083C2 |
| СПОСОБ ВОЗВЕДЕНИЯ ДЫМОВОЙ ТРУБЫ | 2002 |
|
RU2235175C2 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2215216C2 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКА | 2002 |
|
RU2217313C1 |
| Лопасть и способ ее изготовления | 2018 |
|
RU2688603C1 |
| ГАЗООТВОДЯЩИЙ СТВОЛ ДЫМОВОЙ ТРУБЫ | 2001 |
|
RU2200222C2 |
Группа изобретений относится к конструкциям и способам производства технологических двухслойных трубопроводов. Секция трубопровода содержит внешнюю силовую оболочку 1 из стекловолокнистого материала на основе реактопластичного связующего и скрепленную с ней внутреннюю защитную оболочку 2 из множества плоских или цилиндрических элементов из электротехнического фарфора, которые покрывают внутреннюю поверхность внешней силовой оболочки и скреплены между собой по торцам и с силовой оболочкой затвердевшим реактопластичным связующим. По первому варианту из плоских элементов изготавливают формообразующее основание путем временного закрепления на технологической оправке при помощи разъемного адгезива. После этого изготавливают внешнюю силовую оболочку путем пропитки стекловолокнистого материала реактопластичным связующим и намотки на формообразующее основание. После затвердевания связующего оправку отделяют. По второму варианту способа формообразующее основание изготавливают из полых цилиндрических элементов путем их свободного расположения на цилиндрической оправке и осевого сжатия. Последующие операции те же, что и в первом варианте способа. Технический результат: упрощение технологии изготовления трубы при одновременном обеспечении значительного уровня ее прочности и защиты от разрушения. 3 н. и 1 з.п. ф-лы, 6 ил.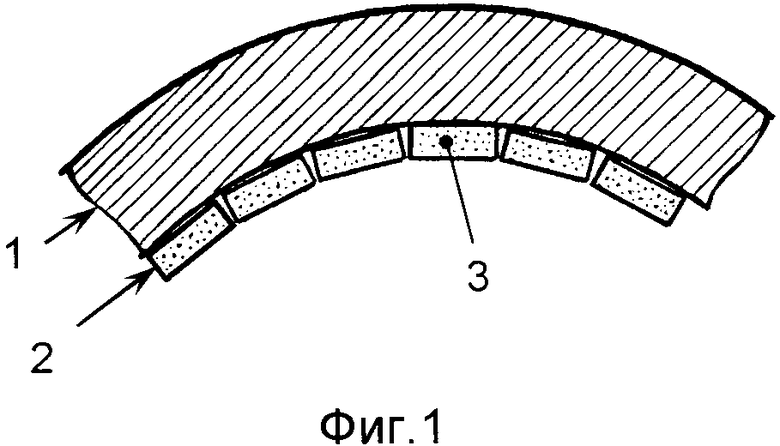
1. Секция жёсткого двухслойного трубопровода, содержащая внешнюю силовую оболочку из стекловолокнистого материала, выполненную на основе затвердевшего реактопластичного связующего, и скреплённую с ней внутреннюю защитную оболочку, отличающаяся тем, что внутренняя защитная оболочка представляет собой множество элементов из электротехнического фарфора, которые покрывают внутреннюю поверхность внешней силовой оболочки и скреплёны между собой по своим торцам и с внешней силовой оболочкой упомянутым затвердевшим реактопластичным связующим.
2. Секция по п. 1, в которой каждый элемент внутренней защитной оболочки выполнен в виде либо плоского элемента, либо цилиндрического элемента.
3. Способ изготовления секции жёсткого двухслойного трубопровода, заключающийся в изготовлении внешней силовой оболочки и внутренней защитной оболочки, являющейся формообразующим основанием для внешней силовой оболочки, изготавливаемой путём пропитки стекловолокнистого материала реактопластичным связующим и намотки пропитанного стекловолокнистого материала на формообразующее основание с последующим затвердеванием указанного связующего, отличающийся тем, что формообразующее основание изготавливают из множества плоских элементов, выполненных из электротехнического фарфора, путём закрепления этих плоских элементов на наружной поверхности технологической оправки при помощи разъёмного адгезива, а после упомянутого затвердевания реактопластичного связующего осуществляют отделение технологической оправки от упомянутых плоских элементов путём прикладывания к этой оправке силы, превышающей силу адгезии упомянутого разъёмного адгезива.
4. Способ изготовления секции жёсткого двухслойного трубопровода, заключающийся в изготовлении внешней силовой оболочки и внутренней защитной оболочки, являющейся формообразующим основанием для внешней силовой оболочки, изготавливаемой путём пропитки стекловолокнистого материала реактопластичным связующим и намотки пропитанного стекловолокнистого материала на формообразующее основание с последующим затвердеванием указанного связующего, отличающийся тем, что формообразующее основание изготавливают из множества полых цилиндрических элементов, выполненных из электротехнического фарфора, путём их свободного расположения на технологической оправке, имеющей цилиндрическую форму, и осевого сжатия, а после упомянутого затвердевания реактопластичного связующего осуществляют удаление технологической оправки из внутренней полости указанных полых цилиндрических элементов.
| WO 2016197619 A1, 15.12.2016 | |||
| СЕКЦИЯ ТРУБОПРОВОДА | 2012 |
|
RU2519528C2 |
| US 3631897 A, 04.01.1972 | |||
| US 5881775 A, 16.03.1999. | |||

