Изобретение относится к области машиностроения и может быть использовано при обработке деталей из материалов с анизотропной проводимостью, например прессованных деталей из металлических порошков и гранул.
Наиболее близким аналогом к предлагаемому способу выбран способ, где показано, что при электроэрозионной обработке порошковых материалов их электрическое сопротивление в направлении, перпендикулярном вектору действия сил при прессовании, значительно возрастает, поэтому электроэрозионная обработка возможна только в сторону действия силы прессования («Прогрессивные машиностроительные технологии, оборудование и инструменты». Т.4 / Под ред. А.В. Киричека. – М.: «Спектр», 2014 - 432 с., с. 93).
Недостатком данного способа является ограничение области применения способа обработки электрода-проволоки для обработки металлических материалов с анизотропными свойствами, например прессованных из порошков и гранул.
Наиболее близким аналогом устройства для обработки деталей из материалов с анизотропной проводимостью является источник технологического тока для электроэрозионной обработки, где напряжение холостого хода назначается в зависимости от обрабатываемого материала и поддерживается постоянным при любом направлении подачи электрода-проволоки относительно детали («Справочник по электрохимическим и электрофизическим методам обработки» / Под ред. В.А. Волосатова. – Л.: Машиностроение, 1988 - 719 с., с. 284-287).
К недостаткам таких устройств относится отсутствие связи между электрическими свойствами прессуемого металлического материала, обрабатываемого электродом-проволокой, и электрическими режимами обработки при подаче электрода-проволоки в различных направлениях относительно направления прессования деталей, что ограничивает возможность обработки электродом-проволокой деталей из материалов с анизотропными свойствами, например деталей из металлического порошка или гранул.
Техническим результатом, на достижение которого направлено данное изобретение, является расширение возможностей электроэрозионной и комбинированной обработки электродом-проволокой прессованных деталей из материалов с анизотропной проводимостью.
Это достигается с помощью способа обработки прессованной детали из материала с анизотропной проводимостью, включающего обработку детали электродом-проволокой при напряжении от источника технологического тока, перед началом которой деталь устанавливают с расположением вектора направления ее прессования параллельно электроду-проволоке. Устанавливают напряжение для источника технологического тока, далее перемещают электрод-проволоку до плотного соприкосновения с деталью по всей длине обработки, измеряют силу тока, проходящего через электрод-проволоку на данном участке обработки детали, после чего отводят электрод-проволоку от детали и обрабатывают электродом-проволокой первый участок детали при величине установленного напряжения. Затем подводят электрод-проволоку к следующему обрабатываемому участку детали, на котором при плотном соприкосновении электрода-проволоки с деталью регулируют силу тока изменением напряжения до достижения величины тока, используемого при обработке первого участка, корректируют величину тока путем ее изменения на величину соотношения длин на обрабатываемом и первом участках детали, измеряют напряжение на электродах. Далее полученную величину напряжения передают на источник технологического тока и производят при этом напряжении обработку электродом-проволокой очередного участка детали.
Устройство для обработки прессованной детали из материала с анизотропной проводимостью содержит электрод-проволоку, источник технологического тока, измеритель напряжения между опорами электрода-проволоки, служащими для торможения и натяжения электрода-проволоки при ее перемотке, и измеритель силы тока, проходящего через электрод-проволоку, причем оно снабжено регулятором напряжения, связанным с регулятором силы тока источником технологического тока, датчиком положения оси электрода-проволоки относительно положения детали и указателем длины обрабатываемого участка детали.
Сущность изобретения поясняется чертежами.
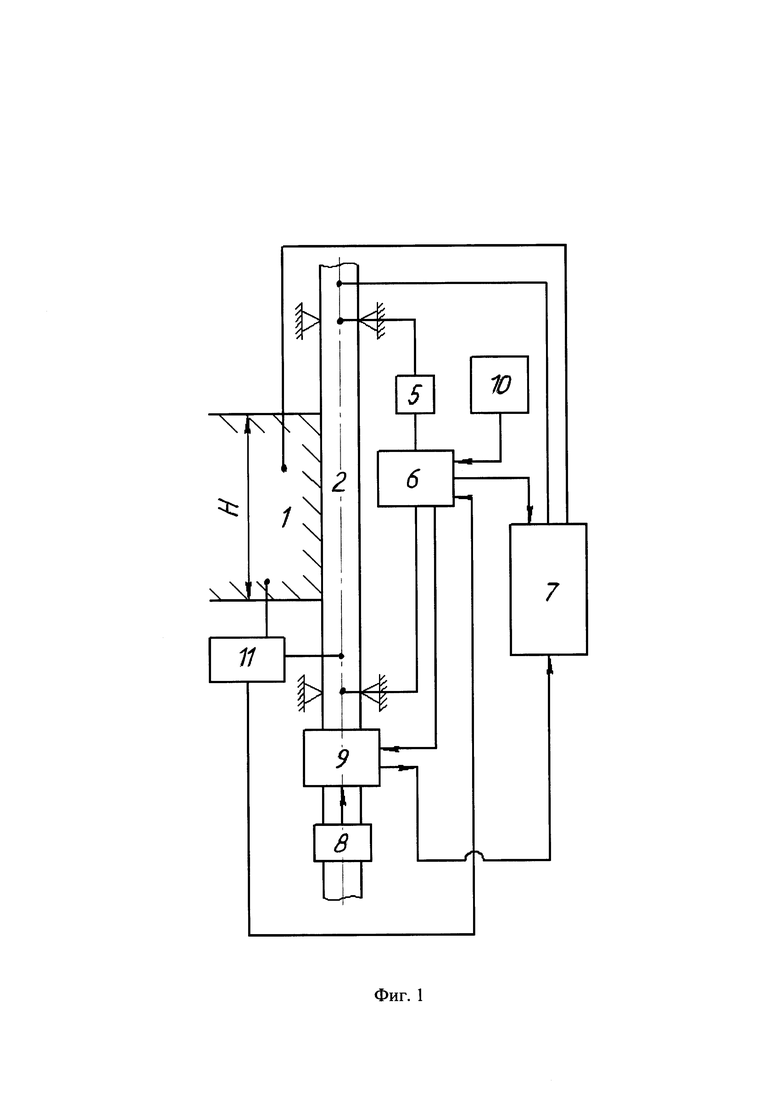
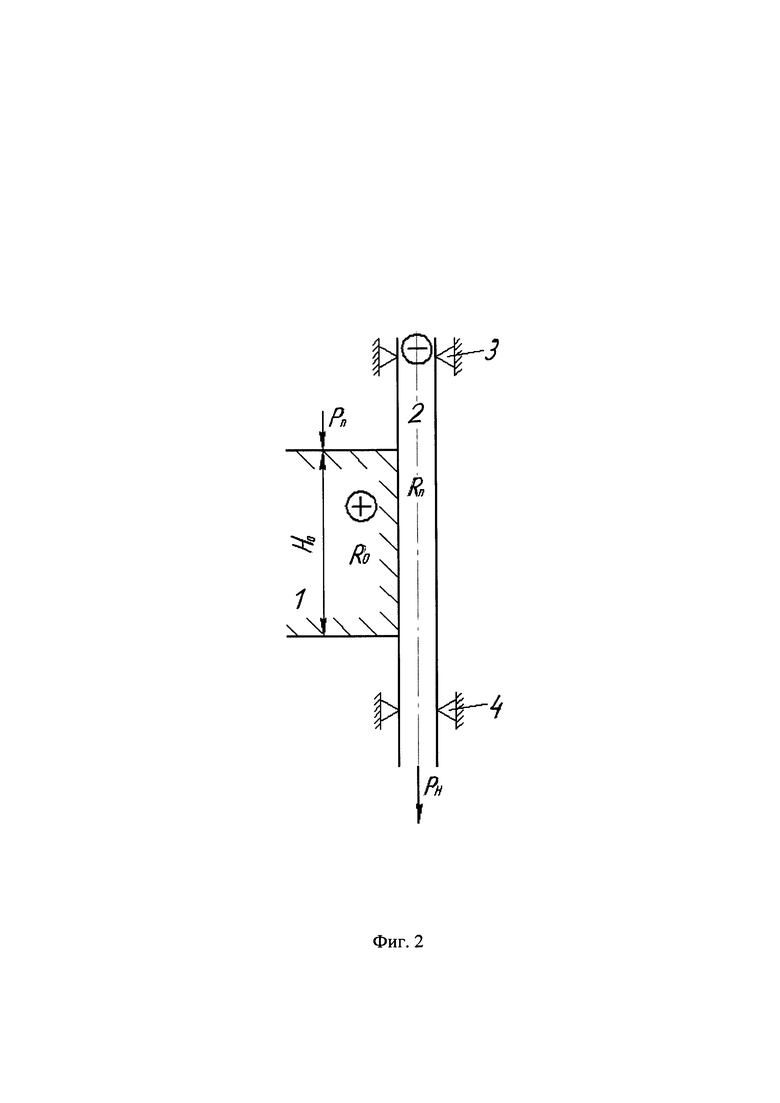
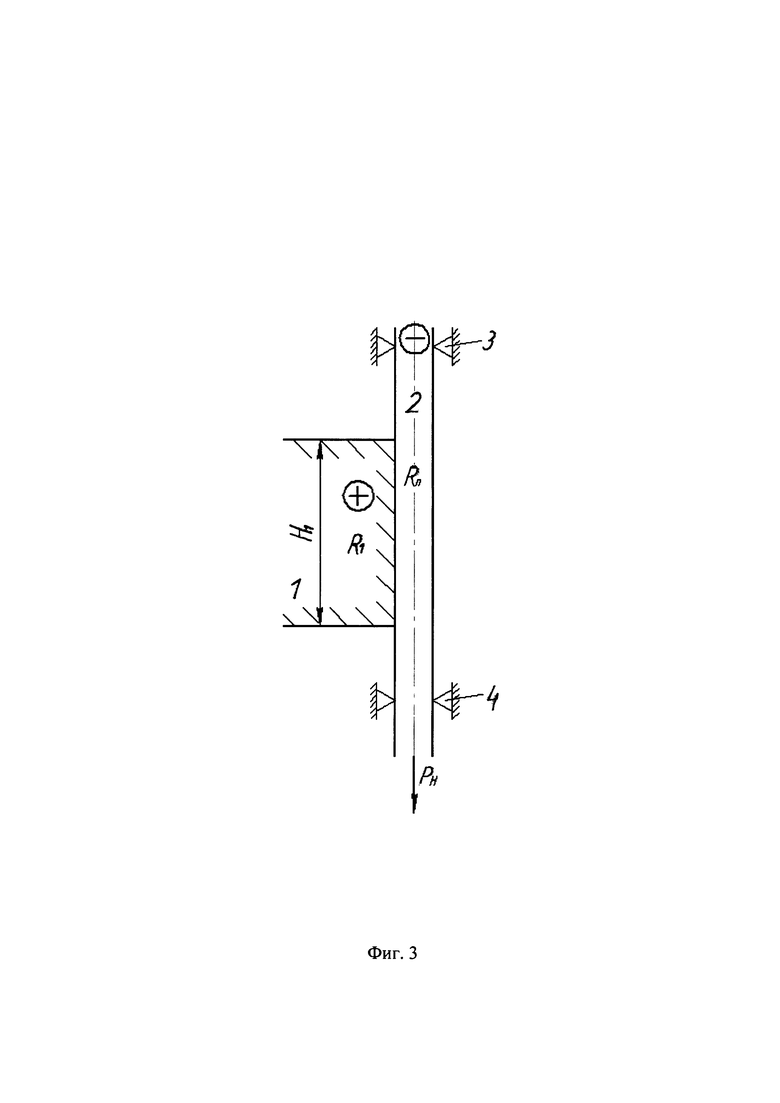
На фиг. 1-3 приведены пояснения к предлагаемому способу и устройству. На фиг. 1 показаны структура и взаимодействие элементов в способе и устройстве, на фиг. 2 - схема размещения электрода-проволоки при обработке первого участка детали; на фиг. 3 - схема обработки последующего участка детали.
Деталь 1 (фиг. 1) с длиной Н участка, обрабатываемого электродом-проволокой 2, расположена так, чтобы направление оси электрода-проволоки 2 перед обработкой совпадало с направлением прессования Рn (фиг. 2) детали 1. На этапе обработки первого участка детали 1 ее толщина составляет Н0, а электрическое сопротивление R0 (фиг. 2). При этом сопротивление электрода-проволоки 2 на участке между опорами 3 и 4 составляет Rn, где опора 3 служит для торможения перемещению электрода-проволоки 2, а опора 4 - для натяжения электрода-проволоки 2 с силой Рн и ее перемотки (фиг. 2).
Разность потенциалов на участке между опорами 3 и 4 (фиг. 2) измеряется измерителем напряжения 5, откуда сигнал поступает в регулятор напряжения 6. Измерение силы тока, поступающего от источника 7 технологического тока, выполняется измерителем тока 8, откуда сигнал поступает на регулятор силы тока 9 и к источнику 7 (фиг. 1). Длина обрабатываемого первого Н0 (фиг. 2) и последующих (H1 на фиг. 3) участков детали 1 вносится в указатель 10 (фиг. 1) длины обрабатываемого участка детали 1. Если длина Н (фиг. 1) участка переменная, то режимы обработки детали 1 рассчитываются для фрагментов участка, где изменение длины Н не превышает 15-20%. После обработки первого участка (фиг. 2) деталь 1 поворачивают на нужный угол поворота (фиг. 3), что фиксируется датчиком 11 поворота детали относительно оси электрода-проволоки 2, откуда сигнал поступает в регулятор напряжения 6 (фиг. 1).
Длина зоны обработки Н1 электродом-проволокой 2 следующего участка детали 1 (фиг. 3) может отличаться от длины Н0 (фиг. 2). Этот показатель (H1) перед началом обработки вводят в указатель 10, откуда он в форме соотношения H1/Н0 поступает в регулятор напряжения 6 (фиг. 1) и далее в регулятор силы тока 9. На величину тока, измеренную измерителем тока 8, влияет сопротивление R1 следующего участка детали 1 (фиг. 3), хотя сопротивление Rn на первом (фиг. 2) и последующих (фиг. 3) участках остается одинаковым.
Способ осуществляют следующим образом. Перед началом обработки по составу материала детали 1 (фиг. 1) из справочных материалов устанавливают и вводят на регулятор напряжения 6 величину напряжения источника технологического тока 7 (фиг. 1). Если состав материала не стандартный, то выбирают напряжение по превалирующему структурному составляющему сплава. Устанавливают обрабатываемую деталь 1 (фиг. 2) вплотную к электроду-проволоке 2 так, чтобы направление силы прессования Рn совпадало с осью электрода проволоки 2. При этом сопротивление R0 будет минимальным, а ток в импульсе наибольшим. Измерителями тока 8 и напряжения 5 устанавливают эти параметры процесса обработки и вводят их в регуляторы 6 и 9. Далее вводят в указатель 10 длину первого участка обрабатываемой детали 1. Величина напряжения из регулятора 6 поступает в источник 7 (фиг. 1). Электрод-проволоку 2 отводят от детали 1 и при стабилизации напряжения регулятором 6 выполняют обработку первого участка с толщиной Н0 и сопротивлением R0 (фиг. 2) при измерениях напряжения на опорах 3, 4. Далее деталь 1 поворачивают относительно электрода-проволоки 2, что фиксируется датчиком 11 и может поступать в регулятор напряжения 6 (фиг. 1). Если геометрия детали 1 не позволяет учесть длину обработки Н1 (фиг. 3), то величину Hi вводят через указатель 10. Измеряют измерителями тока 8 и напряжения 5 параметры, регулируют их регуляторами 6 и 10 аналогично приведенным для обработки первого участка, корректируют по соотношению Н1/Н0 регулятором 6 напряжение и регулятором 9 ток на источнике тока 7 и при сопротивлении R1 выполняют обработку последующего участка Hi детали 1(фиг. 3). При этом сопротивление электрода-проволоки Rn остается постоянным. Затем обработка повторяется для всех последующих участков детали 1, подлежащих обработке электродом-проволокой 2.
Пример использования способа.
Необходимо обработать электродом-проволокой рабочую часть резца из материала ВОК63, где элементом являются карбиды. Для этого по справочникам устанавливают напряжение, требуемое при обработке вертикальной поверхности. Оно составляет 110 В. Далее выполняют обработку по задней грани, расположенной под углом 8° относительно вектора прессования материала, где электрическое сопротивление в направлении, близком к перпендикулярному относительно первого участка, возрастает в 18 раз.
Использование предлагаемого способа показало, что напряжение источника тока при таком положении детали должно быть 270-290 В. Было установлено напряжение 290 В и произведена обработка задней грани. Здесь средняя скорость обработки электродом-проволокой составила 1,62 мм/мин при высоте неровностей Ra≤1,6-2,0 мкм, что отвечает требованиям чертежа.
Таким образом, доказана возможность обработки электродом-проволокой прессованных деталей из материалов с анизотропными свойствами, что расширяет технологические возможности электроэрозионного и комбинированного методов обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ ЭЛЕКТРОДОМ-ПРОВОЛОКОЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С АНИЗОТРОПНЫМИ СВОЙСТВАМИ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2639747C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИСКУССТВЕННОЙ ШЕРОХОВАТОСТИ НА ПОВЕРХНОСТИ ДЕТАЛИ КОМБИНИРОВАННЫМ МЕТОДОМ ОБРАБОТКИ | 2016 |
|
RU2618594C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИМПУЛЬСОВ ТОКА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛИ | 2010 |
|
RU2454304C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ВОССТАНОВЛЕНИЯ ДЕТАЛИ ИЗ СТАЛИ ИЛИ ЧУГУНА | 2008 |
|
RU2396153C2 |
| Способ эрозионно-лучевого упрочнения поверхностей металлических деталей и устройство для его использования | 2016 |
|
RU2646652C1 |
| Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали | 2018 |
|
RU2699471C1 |
| СПОСОБ НАНЕСЕНИЯ ЧУГУННОГО ПОКРЫТИЯ НА АЛЮМИНИЕВЫЕ СПЛАВЫ | 2009 |
|
RU2405662C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛОКАЛЬНОГО УЧАСТКА ОХЛАЖДЕНИЯ ТЕПЛОНАГРУЖЕННОЙ ДЕТАЛИ | 2010 |
|
RU2464137C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАБЛОНА ИЗ ЭЛАСТИЧНОГО ГИБКОГО ЛИСТОВОГО ДИЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2013 |
|
RU2568404C2 |
| СПОСОБ ГИДРОАБРАЗИВНОГО РАЗДЕЛЕНИЯ ВЯЗКИХ МАТЕРИАЛОВ | 2010 |
|
RU2455132C1 |
Изобретение относится к области машиностроения и может быть использовано при обработке деталей из материалов с анизотропной проводимостью, в частности прессованных деталей из металлических порошков и гранул. В способе перед началом обработки деталь устанавливают с расположением вектора направления ее прессования параллельно электроду-проволоке, устанавливают напряжение для источника технологического тока, далее перемещают электрод-проволоку до плотного соприкосновения с деталью по всей длине обработки, измеряют силу тока, проходящего через электрод-проволоку на данном участке обработки детали, после чего отводят электрод-проволоку от детали и обрабатывают электродом-проволокой первый участок детали при величине установленного напряжения. Затем подводят электрод-проволоку к следующему обрабатываемому участку детали, на котором при плотном соприкосновении электрода-проволоки с деталью регулируют силу тока до достижения величины тока, используемого при обработке первого участка, корректируют величину тока путем ее изменения на величину соотношения длин на обрабатываемом и первом участках детали, измеряют напряжение на электродах, далее полученную величину напряжения передают на источник технологического тока и производят при этом напряжении обработку электродом-проволокой очередного участка детали. Устройство содержит электрод-проволоку, источник технологического тока, измеритель напряжения между опорами электрода-проволоки, служащими для торможения и натяжения электрода-проволоки при ее перемотке, и измеритель силы тока, проходящего через электрод-проволоку. Причем устройство снабжено регулятором напряжения, связанным с регулятором силы тока источником технологического тока, датчиком положения оси электрода-проволоки относительно положения детали и указателем длины обрабатываемого участка детали. 2 н.п. ф-лы, 3 ил.
1. Способ обработки прессованной детали из материала с анизотропной проводимостью, включающий обработку детали электродом-проволокой при напряжении от источника технологического тока, перед началом которой деталь устанавливают с расположением вектора направления ее прессования параллельно электроду-проволоке, устанавливают напряжение для источника технологического тока, далее перемещают электрод-проволоку до плотного соприкосновения с деталью по всей длине обработки, измеряют силу тока, проходящего через электрод-проволоку на данном участке обработки детали, после чего отводят электрод-проволоку от детали и обрабатывают электродом-проволокой первый участок детали при величине установленного напряжения, затем подводят электрод-проволоку к следующему обрабатываемому участку детали, на котором при плотном соприкосновении электрода-проволоки с деталью регулируют силу тока изменением напряжения до достижения величины тока, используемого при обработке первого участка, корректируют величину тока путем ее изменения на величину соотношения длин на обрабатываемом и первом участках детали, измеряют напряжение на электродах, далее полученную величину напряжения передают на источник технологического тока и производят при этом напряжении обработку электродом-проволокой очередного участка детали.
2. Устройство для обработки прессованной детали из материала с анизотропной проводимостью, содержащее электрод-проволоку, источник технологического тока, измеритель напряжения между опорами электрода-проволоки, служащими для торможения и натяжения электрода-проволоки при ее перемотке, и измеритель силы тока, проходящего через электрод-проволоку, которое снабжено регулятором напряжения, связанным с регулятором силы тока источником технологического тока, датчиком положения оси электрода-проволоки относительно положения детали и указателем длины обрабатываемого участка детали.
| Прогрессивные машиностроительные технологии, оборудование и инструменты | |||
| Т | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Под ред | |||
| А.В | |||
| Киричека | |||
| М.: "Спектр", 2014, с | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| ЭЛЕКТРОИСКРОВОЙ СПОСОБ РЕЗКИ КРИСТАЛЛИЧЕСКИХ ПЛАСТИН | 2008 |
|
RU2373032C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| JPS 57205024 A, 16.12.1982 | |||
| JPS 5796727 A, 16.06.1982. | |||

