Способ относится к области машиностроения и может быть использован для интенсивной гидроабразивной разрезки металлических вязких материалов.
Известен способ [1, стр.106] размерной обработки металлических деталей потоком металлических гранул в водной среде нейтральных солей. Способ позволяет выполнять анодное растворение вязких материалов с поверхности деталей, но не пригоден для разделения материалов воздействием гранул.
Известен способ [2] очистки абразивной ленты от вязких продуктов обработки за счет обратной полярности. Способ позволяет восстановить режущую способность зерен, закрепленных на металлической ленте, но паузы между импульсами тока снижают производительность обработки из-за сокращения периода анодного растворения металла заготовки, поэтому способ не пригоден для использования при очистке свободного абразива, не связанного металлической основой ленты.
Известен способ [3, стр.41-50] гидроабразивной резки с использованием водной струи с абразивным песком или гранулами при высоком давлении. К недостаткам способа относится снижение производительности и качества поверхностного слоя при разделении вязких материалов из-за налипания вязкого материала на поверхность абразивных зерен, снижение скорости удаления материала и нарушение качества зоны разделения материала.
В качестве аналога выбираем способ [2].
Предлагаемый способ позволяет интенсифицировать процесс разделения вязких металлических материалов и стабилизировать качество поверхностного слоя в зоне разрезки.
Предлагается способ гидроабразивного разделения вязких материалов, который осуществляют с наложением постоянного электрического поля обратной полярности на разделяемый материал и рабочую среду с контролем величины анодного тока. В начале процесса разделения устанавливают напряжение, предельно допустимое для анодного растворения обрабатываемого материала, и одновременно контролируют силу анодного тока до достижения им стабильной величины, после чего изменением напряжения наполовину снижают величину анодного тока и поддерживают это значение до окончания процесса разделения вязкого материала.
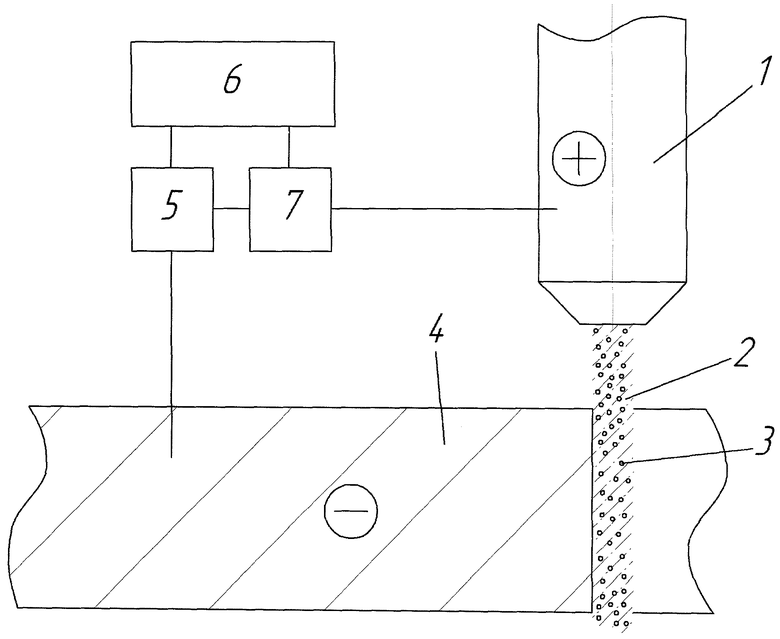
На чертеже показана схема способа разделения вязких материалов.
Режущая головка 1, которая одновременно является токоподводом к жидкой рабочей среде 2, включающей промышленную воду или слабый раствор нейтральных солей и абразивный порошок или гранулы 3, противостоит разделяемому вязкому материалу 4. Головка 1 и материал 4 подключены к источнику постоянного тока 5 с регулятором напряжения 6 и амперметром 7. При этом анодом является головка 1.
Способ осуществляют следующим образом. На координатный стол станка (на чертеже не показан) устанавливают вязкий материал 4, подводят к нему режущую головку 1, подключают к головке 1 положительный полюс источника постоянного тока 5, а к материалу 4 - отрицательный полюс. Повышают напряжение на головке 1 и материале 4 регулятором 6 до верхней границы, рекомендованной, например в [1, стр.107]. Через головку 1 подают струю из рабочей среды 2, включающей абразивный порошок или гранулы 3. После начала разделения материала 4 на абразивный порошок или гранулы 3 налипает слой удаленного материала 4. Абразивный порошок или гранулы 3 перемещаются в ванну с насосом (на чертеже не показано), откуда повторно подаются в зону разделения материала 4, и через воду и металлизированный абразивный порошок или гранулы 3 начинается рост силы анодного тока, контролируемого амперметром 7, сигнал с которого поступает на регулятор 6. После достижения предельной концентрации металлизации порошка или гранул 3 сила тока стабилизируется и регулятором 6 напряжение снижают до достижения силы тока около половины стабилизированного значения, что обеспечивает удаление с выступающих режущих частей абразивного порошка или гранул 3 налипшего слоя вязкого материала 4. Установленную силу тока поддерживают регулятором 6 по величине напряжения от источника постоянного тока 5.
Пример осуществления способа.
По предлагаемому способу разрезают алюминиевые листы толщиной 20 мм. Рабочая среда - гранатовый концентрат GMA 80 в промышленной воде. Давление рабочей среды - 400 МПа. Источник постоянного тока ВАКР-320 с регулируемым напряжением 0-36 В. Устанавливают напряжение на электродах 16 В. При этом на амперметре было около 2 А. Через 7-8 секунд разделения ток увеличился до 11,8 А. После чего напряжение на электродах было снижено до 12 В при силе тока 6±0,2 А. В течение периода разделения напряжение колебалось в пределах ±1 В. Полученные результаты разделения материала: скорость 720 мм/мин (в базовом варианте по [3], стр.49 при качественной резке - 200 мм/мин). Шероховатость поверхности зоны разделения Ra=5-10 мкм (в базовом варианте по [3], стр.48 Rz=40-160 мкм).
Источники информации
1. Смоленцев В.П. Технология электрохимической обработки внутренних поверхностей // М: Машиностроение, 1978 - 176 с.
2. Патент РФ №2261164 «Способ очистки абразивной ленты на металлической основе и устройство для его реализации», бюл. изоб. №27, 2005.
3. Павлов Э. Гидроабразивная резка // Умное производство, №1 (7), 2009.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТРАНЕНИЯ ЭФФЕКТА ШАРЖИРОВАНИЯ ПРИ ГИДРОАБРАЗИВНОМ РАЗДЕЛЕНИИ ВЯЗКИХ МЕТАЛЛОВ | 2011 |
|
RU2465994C2 |
| СПОСОБ АНОДНО-ДИНАМИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛИ ИЗ ТОКОПРОВОДЯЩЕГО МАТЕРИАЛА | 2009 |
|
RU2411111C2 |
| СПОСОБ КОМБИНИРОВАННОГО РАЗДЕЛЕНИЯ МЕТАЛЛОВ | 2012 |
|
RU2536128C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ЭЛЕКТРОДОМ-ПРОВОЛОКОЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С АНИЗОТРОПНЫМИ СВОЙСТВАМИ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2639747C2 |
| СПОСОБ ФОРМИРОВАНИЯ РАБОЧЕЙ ЗОНЫ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2457934C2 |
| Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали | 2018 |
|
RU2699471C1 |
| Способ и устройство для обработки прессованной детали из материала с анизотропной проводимостью | 2016 |
|
RU2644493C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОКАЛЬНЫХ УЧАСТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2011 |
|
RU2470749C2 |
| Способ эрозионно-лучевого упрочнения поверхностей металлических деталей и устройство для его использования | 2016 |
|
RU2646652C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИМПУЛЬСОВ ТОКА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛИ | 2010 |
|
RU2454304C2 |
Способ относится к области машиностроения и может быть использован для интенсивной гидроабразивной разрезки металлических вязких материалов. Способ включает наложение постоянного электрического поля обратной полярности на разделяемый материал и рабочую среду с контролем величины анодного тока. В начале процесса разделения устанавливают напряжение, предельно допустимое для анодного растворения обрабатываемого материала, и одновременно контролируют силу анодного тока до достижения им стабильной величины, после чего изменением напряжения наполовину снижают величину анодного тока и поддерживают это значение до окончания процесса разделения вязкого материала. Способ позволяет интенсифицировать процесс разделения вязких металлических материалов и стабилизировать качество поверхностного слоя в зоне разрезки. 1 ил., 1 пр.
Способ гидроабразивного разделения металлического вязкого материала, включающий наложение постоянного электрического поля обратной полярности на разделяемый материал и рабочую среду с контролем величины анодного тока, отличающийся тем, что в начале процесса разделения устанавливают напряжение, предельно допустимое для анодного растворения обрабатываемого материала, и одновременно контролируют силу анодного тока до достижения им стабильной величины, после чего изменением напряжения наполовину снижают величину анодного тока и поддерживают это значение до окончания процесса разделения вязкого материала.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2003 |
|
RU2247635C1 |
| СПОСОБ ОЧИСТКИ АБРАЗИВНОЙ ЛЕНТЫ НА МЕТАЛЛИЧЕСКОЙ ОСНОВЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2261164C1 |
| СПОСОБ РЕЗКИ СТРУЕЙ ЖИДКОСТИ | 1993 |
|
RU2116171C1 |
| СПОСОБ НЕТЕПЛОВОЙ РАЗРЕЗКИ МЕТАЛЛА | 2001 |
|
RU2211122C2 |
| US 4048885 A, 20.09.1977. | |||

