Способ относится к области машиностроения и может быть использован при нанесении искусственной шероховатости на поверхности детали, например на прямых участках и боковых поверхностях каналов охлаждения теплонагруженной детали - оболочки, входящей в состав ракетного двигателя.
Известен способ [1], в котором для регулируемых шероховатых поверхностей используют электротермическое воздействие движущихся катодных пятен в вакуумном дуговом разряде. Размеры шероховатости регулируются током и временем воздействия разряда, давлением в вакуумной камере и рядом других параметров.
Недостатками способа являются возможное нарушение качества поверхностного слоя (например, боковых поверхностей пазов в теплонагруженных деталях) при импульсе большой энергии, ограничение площади теплопередачи, низкая производительность.
Наиболее близким способом нанесения искусственной шероховатости является способ [2], включающий обработку детали электродом-инструментом на электроэрозионном оборудовании, при этом обработку выполняют в два этапа, на первом этапе на грубом режиме электроимпульсным методом на рабочей части электрода-инструмента наносят неровности в виде соприкасающихся углублений, после чего на чистовом режиме электроискровой обработкой электродом-инструментом формируют шероховатость на обрабатываемом участке.
Недостатками способа являются относительно большой износ электрода-инструмента (например, величина износа латунных электродов составляет 25-30% объема металла, снятого с детали), что значительно удорожает этот вид обработки и затрудняет получение необходимой точности, требует большого расхода энергоресурсов, производительность сравнительно низка.
Техническим результатом предлагаемого способа является получение искусственной шероховатости высокопроизводительным способом с использованием импульсного волоконного лазера без снижения качества поверхностного слоя изделия с необходимыми технологическими параметрами и расширение области использования способа.
Способ получения искусственной шероховатости на поверхности детали комбинированным методом обработки включает обработку детали в два этапа: первоначально формируют шероховатость на поверхности детали, затем на чистовом режиме выполняют окончательную обработку, причем на первом этапе осуществляют импульсным волоконным лазером обработку детали на прецизионном лазерном комплексе, а на втором этапе выполняют электрохимическую обработку поверхности детали.
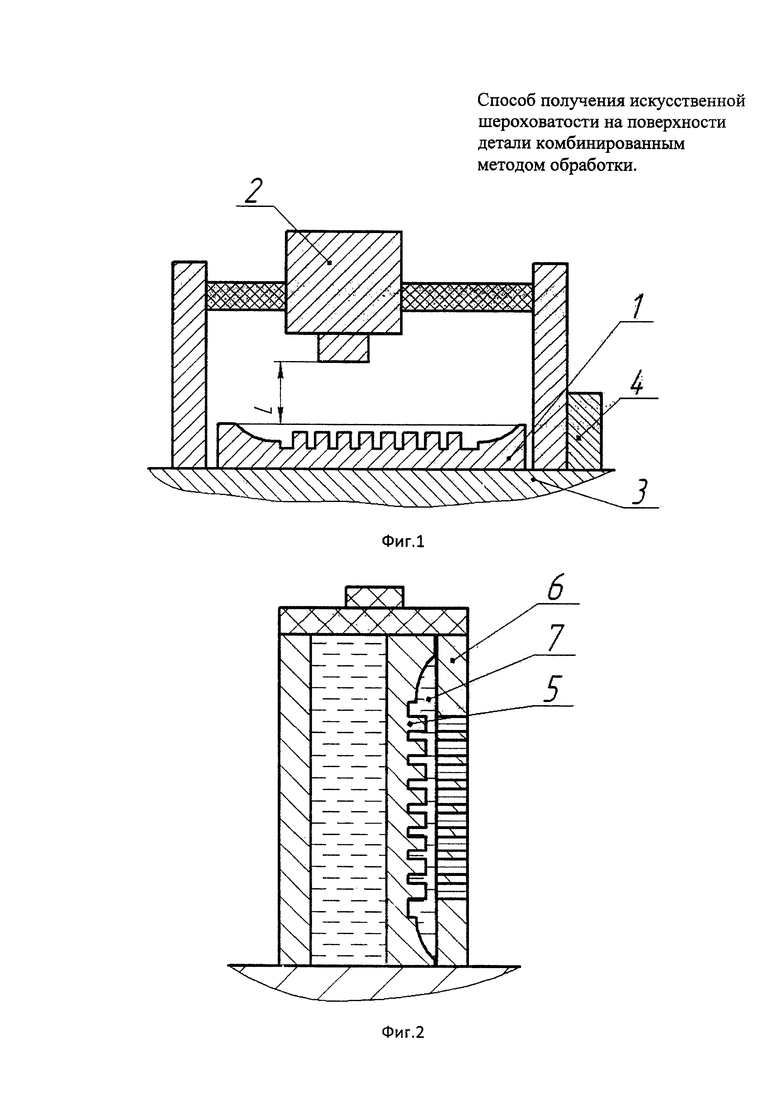
На фиг. 1 показана схема лазерной обработки импульсным волоконным лазером для получения искусственной шероховатости. На фиг. - 2 схема электрохимической обработки.
На фиг. 1 деталь 1 и импульсный волоконный лазер 2 устанавливают на рабочий стол 3 прецизионного лазерного комплекса с роторным устройством 4. Лазер 2 на первом этапе обработки располагается на определенном фокусном расстоянии L, в зависимости от типа волоконного лазера. После чего подают энергию на лазер 2 и производят обработку рабочей части 5. Регулирование расположения детали 1 и лазера 2 относительно друг друга осуществляется за счет роторного устройства 4.
На фиг.2 на втором этапе обработки рабочую часть 5 детали 1 выставляют относительно катодного устройства 6 на рабочем столе 3 напротив рабочей части 5, полученной на первом этапе волоконным лазером 2. Электролит 7 подают в пространство между деталью 1 и катодным устройством 6. Через выпрямитель подают ток на электролит 7, при этом деталь 1 и катодное устройство 6 включают по схеме прямой полярности.
Способ осуществляют следующим образом. Устанавливают деталь 1 и волоконный лазер 2 на рабочий стол 3 прецизионного лазерного комплекса с роторным устройством 4. Выставляют лазер 2 на необходимом фокусном расстоянии от детали 1 (фиг. 1). Управление происходит за счет роторного устройства 4. Крепление, юстировка и автоматическая регулировка лазера 2 предусмотрены на оборудовании. Затем подводят лазер 2 к детали 1, регулируют фокусное расстояние между ними, при этом формируется профиль в форме неровностей.
На втором этапе (фиг. 2) деталь 1 помещают на рабочем столе 3. Устанавливают катодное устройство 6 с обеспечением получения на рабочей части 5 детали 1 профиля неровностей. Подключают деталь 1 и катодное устройство 6 по схеме прямой полярности, при этом деталь 1 является анодом (+). Устанавливают на выпрямителе режим чистовой обработки, обеспечивающий получение на рабочей части 5 детали 1 профиля неровностей с бездефектным слоем поверхности. Подают электролит 7 в пространство между деталью 1 и катодным устройством 6. Осуществляют подачу тока через выпрямитель до получения необходимых неровностей на рабочей части 5.
Пример осуществления способа.
В каналах охлаждения оболочки камеры сгорания из сплава БрХЦрТВ ракетного двигателя необходимо выполнить локальный участок в донной части канала для дополнительного охлаждения. По требованиям технической документации глубина выступов должна быть 0,4±0,03 мм, ширина 0,8±0,1 мм. Комбинированные методы лазерной и электрохимической обработки для этих целей ранее не использовались. Применялись менее производительные способы механической, электроэрозионной и электрохимической обработки. Использование вышеуказанных методов весьма трудоемко и требует существенных затрат на технологическую подготовку перед началом выполнения работ.
Проведенные эксперименты показали, что при мощности лазера до 50 Вт на рабочей части детали в канале охлаждения формируются участки с высотой неровностей 0,41 мм и шириной 0,82 мм в течение 0,1 минуты. При образовании поверхностного слоя, подверженного температурным воздействиям, его удаление происходит электрохимической обработкой на следующих технологических режимах: напряжение 12 В, сила тока 70…190 А, давление 3…6 кг⋅с/см2, межэлектродный зазор 0,5 мм. Металлографические и рентгеноструктурные исследования не выявили нарушения качества поверхностного слоя в канале на окончательно обработанной детали. Измерение профиля участков показало соответствие требованиям технической документации.
Таким образом, сократилось время на технологическую подготовку перед обработкой, производительность возросла не менее чем в 2 раза по отношению к механической, электроэрозионной и эрозионно-химической обработке без снижения качества поверхностного слоя изделия.
Источники информации
1. Получение регулируемой шероховатости металлических поверхностей в вакуумном дуговом разряде. / Аникеев В.Н., Докукин М.Ю. // Инженерный вестник: ФГБОУ ВПО «Московский государственный технический университет им. Н.Э. Баумана», 02.02.2013.
2. Патент РФ №2464137. Способ получения локального участка охлаждения теплонагруженной детали. / В.П. Смоленцев и др. Опубликован 20.10.2012, бюллетень №29.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛОКАЛЬНОГО УЧАСТКА ОХЛАЖДЕНИЯ ТЕПЛОНАГРУЖЕННОЙ ДЕТАЛИ | 2010 |
|
RU2464137C2 |
| Способ получения искусственной шероховатости на поверхности детали механическим методом обработки | 2020 |
|
RU2749414C1 |
| Способ эрозионно-лучевого упрочнения поверхностей металлических деталей и устройство для его использования | 2016 |
|
RU2646652C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ВОССТАНОВЛЕНИЯ ДЕТАЛИ ИЗ СТАЛИ ИЛИ ЧУГУНА | 2008 |
|
RU2396153C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ЭЛЕКТРОДОМ-ПРОВОЛОКОЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ИЗ МАТЕРИАЛОВ С АНИЗОТРОПНЫМИ СВОЙСТВАМИ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2639747C2 |
| СПОСОБ НАНЕСЕНИЯ ЧУГУННОГО ПОКРЫТИЯ НА АЛЮМИНИЕВЫЕ СПЛАВЫ | 2009 |
|
RU2405662C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИМПУЛЬСОВ ТОКА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛИ | 2010 |
|
RU2454304C2 |
| Способ и устройство для обработки прессованной детали из материала с анизотропной проводимостью | 2016 |
|
RU2644493C1 |
| СПОСОБ ФОРМИРОВАНИЯ РАБОЧЕЙ ЗОНЫ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2457934C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ НА ВОССТАНАВЛИВАЕМОЙ СТАЛЬНОЙ ИЛИ ЧУГУННОЙ ДЕТАЛИ | 2006 |
|
RU2343049C2 |
Изобретение относится к области машиностроения и может быть использовано при нанесении искусственной шероховатости на поверхности деталей, используемых в аэрокосмической отрасли, в частности на прямых участках каналов охлаждения теплонагруженной детали - оболочки, входящей в состав камеры сгорания ракетного двигателя. Способ включает обработку детали волоконным лазером на прецизионном лазерном комплексе на первом этапе, после чего на чистовом режиме электрохимическим способом выполняют окончательную обработку неровностей. В результате предложенной размерной комбинированной обработки рабочие части детали в каналах охлаждения могут быть получены с необходимыми технологическими параметрами без снижения качества поверхностного слоя и надежности изделия, при этом изобретение обеспечивает сокращение времени на технологическую подготовку перед обработкой, снижение трудоемкости не менее чем в 2 раза. 2 ил.
Способ получения искусственной шероховатости на поверхности детали комбинированным методом обработки, включающий обработку детали в два этапа, при которой первоначально формируют шероховатость на поверхности детали, а затем на чистовом режиме выполняют окончательную обработку, отличающийся тем, что на первом этапе осуществляют обработку детали импульсным волоконным лазером прецизионного лазерного комплекса, а на втором этапе выполняют электрохимическую обработку поверхности детали.
| СПОСОБ ПОЛУЧЕНИЯ ЛОКАЛЬНОГО УЧАСТКА ОХЛАЖДЕНИЯ ТЕПЛОНАГРУЖЕННОЙ ДЕТАЛИ | 2010 |
|
RU2464137C2 |
| СПОСОБ РАЗМЕРНОЙ ОБРАБОТКИ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2451582C2 |
| СПОСОБ ОБРАБОТКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2009 |
|
RU2409455C2 |
| KZ 23611 B, 15.12.2010 | |||
| Способ уравновешивания движущихся масс поршневых машин с двумя встречно-движущимися поршнями в каждом цилиндре | 1925 |
|
SU426A1 |
| CN 203992695 U, 10.12.2014. | |||

