Область техники
Настоящее изобретение относится к способу холодной прокатки и устройству для холодной прокатки, подходящему для прокатки листа из хрупкой стали, например, электромагнитной стали с ориентированной зеренной структурой, имеющей высокое содержание Si.
Уровень техники
Обычно при изготовлении листа из электромагнитной стали с ориентированной зеренной структурой, обеспечивающей высокую плотность магнитного потока и обладающей превосходными свойствами с точки зрения потерь в материале, стальной лист подвергают такой обработке, при которой между проходами холодной прокатки его температуру поддерживают в пределах от 50°С до 350°С в течение одной минуты или более. Такую обработку называют промежуточным старением, и она описана в Патентном документе 1.
При прокатке с использованием прокатного стана с последовательным расположением клетей (стан-тандем) трудно обеспечить на выходе результат, эквивалентный результату промежуточного старения. Поэтому при изготовлении листа из электромагнитной стали с ориентированной зеренной структурой, имеющей хорошую структурную ориентацию и обеспечивающей высокую плотность магнитного потока, в общем случае холодную прокатку выполняют с использованием реверсивного прокатного стана. Это обусловлено легкостью поддержания температуры между проходами.
Лист из электромагнитной стали с ориентированной зеренной структурой, обеспечивающей высокую плотность магнитного потока, имеет содержание кремния 3% или более для получения низких потерь в материале и является очень хрупким. Поэтому в процессе изготовления вероятно образование краевых трещин. При этом краевая трещина, даже небольшая, иногда увеличивается, что приводит к растрескиванию листа. В особенности при прокатке с использованием реверсивного прокатного стана с одной клетью, в связи с тем, что конструкция прокатного стана делает необходимой намотку концевой части рулона, прошедшего горячую прокатку, на натяжной барабан, существует высокая вероятность того, что стальной лист, в конце концов, растрескивается из-за напряжений изгиба, возникающих при намотке концевой части рулона на натяжной барабан.
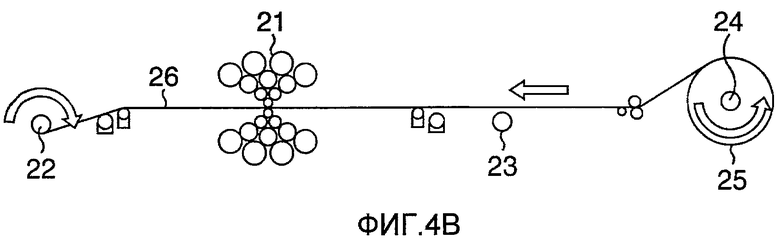
Здесь будет описана холодная прокатка с использованием одноклетьевого реверсивного прокатного стана. На Фиг.4А-Фиг.4Е показаны последовательные этапы способа холодной прокатки с использованием одноклетьевого реверсивного прокатного стана.
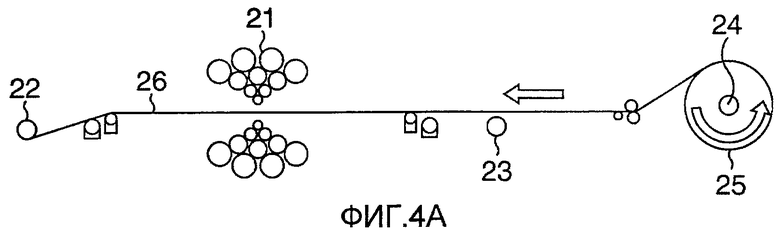
В устройстве для холодной прокатки на основе одноклетьевого реверсивного прокатного стана клеть (реверсивный прокатный стан) 21 установлена в центре. Кроме того, с одной стороны клети 21 установлен натяжной барабан 22, расположенный на стороне переднего конца рулона, и с другой стороны клети 21 установлен натяжной барабан 23, расположенный на стороне заднего конца рулона, а также разматывающий барабан 24.
Перед холодной прокаткой рулон 25 из стального листа (рулон после горячей прокатки), который получен путем свертывания в рулон стального листа 26, являющегося объектом прокатки, переносят на разматывающий барабан 24, как показано на Фиг.4А. Затем передний конец стального листа 26 вытягивают из рулона 25 для намотки на натяжной барабан 22 после клети 21 прокатного стана.
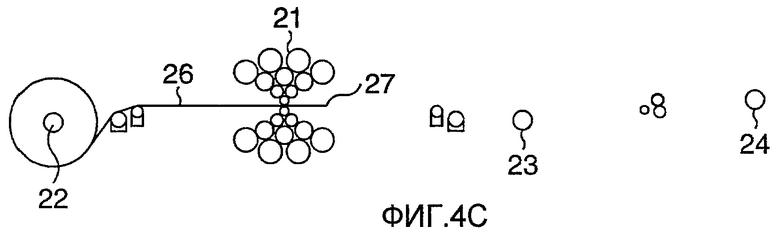
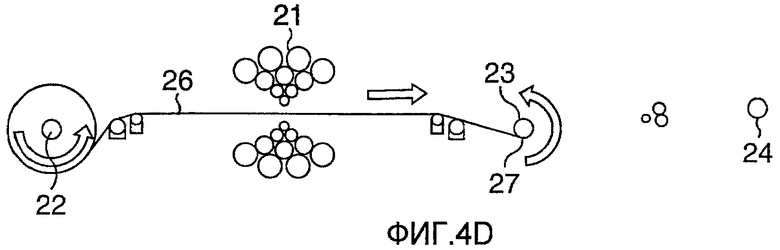
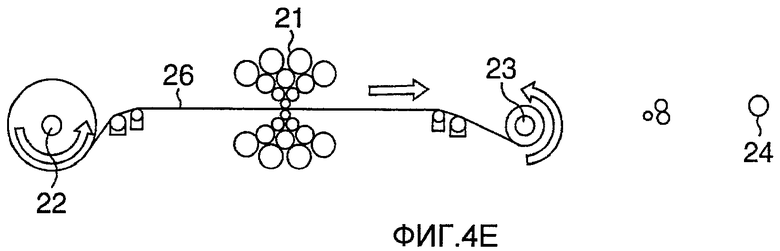
После чего, как показано на Фиг.4В, стальной лист 26 прокатывают в первом проходе при одновременном создании натяжения между разматывающим барабаном 24 и натяжным барабаном 22. Затем, как показано на Фиг.4С, когда задний конец 27 рулона 25 из стального листа находится на расстоянии от разматывающего барабана 24, прокатку заканчивают, и, как показано на Фиг.4D, задний конец 27 наматывают на натяжной барабан 23, расположенный на стороне заднего конца рулона, который установлен между разматывающим барабаном 24 и клетью 21 прокатного стана. После чего, как показано на Фиг.4Е, стальной лист 26 прокатывают во втором и последующих проходах при одновременном создании натяжения между натяжными барабанами 22 и 23.
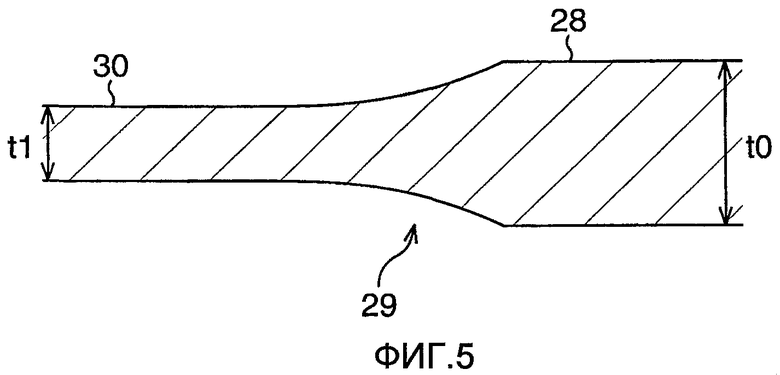
При холодной прокатке с использованием этого способа после первого прохода прокатки на заднем конце 27 остается непрокатанная часть 28, как показано на Фиг.5. Поэтому, когда задний конец 27 наматывают на натяжной барабан 23, после намотки непрокатанной части 28 наматывается участок определенной длины части 30, прокатанной в первом проходе. При этом иногда возникают трещины в сильно изогнутой части, которая наматывается сначала.
Помимо этого, в результате первого прохода прокатки возникает область 29 захвата валками (область захвата валками в первом проходе), толщина в которой изменяется от t0, полученной после горячей прокатки, до t1, полученной после первого прохода прокатки. Область 29 захвата валками также представляет собой граничную область между непрокатанной частью 28, имеющей большую толщину и большие напряжения изгиба, и частью 30, прокатанной в первом проходе, которая подверглась деформационному упрочнению. Таким образом, в области 29 захвата валками при намотке иногда возникают трещины.
Поэтому, с точки зрения повышения производительности, важно уменьшить хрупкость материала, чтобы предотвратить возникновение трещин в листе. Такое растрескивание иногда возникает не только в листе из электромагнитной стали с ориентированной зеренной структурой, имеющей высокое содержание Si, но также и в листах из других сортов хрупкой стали (например, листе из высокоуглеродистой стали) при их прокатке описанным образом.
В Патентном документе 2 описана технология уменьшения хрупкости материала при холодной прокатке листа из хрупкой стали, такой как электромагнитная сталь. Согласно этой технологии, во время непрерывной холодной прокатки с использованием прокатного стана-тандема, заранее задавая температуру на уровне от 50°С до 150°С, стальной лист нагревают перед транспортировкой в первую клеть, в результате чего между клетями температура стального листа поддерживается в пределах заранее определенного диапазона.
Однако применение этой технологии к реверсивному прокатному стану приводит к появлению следующих проблем.
(1) При прокатке с использованием реверсивного прокатного стана, так как задний конец наматывается на натяжной барабан после завершения первого прохода прокатки, эффект от нагрева стального листа, даже если этот нагрев выполняется заранее, перед намоткой ослабевает.
(2) Так как прокатку прекращают в области захвата валками при первом проходе, несмотря на то, что эта область наиболее подвержена образованию трещин, невозможно обеспечить достаточный деформационный нагрев.
(3) После покрывания ее эмульсией для смазки поверхности валков область захвата валками при первом проходе оказывается незащищенной от окружающего воздуха до тех пор, пока не будет намотана на натяжной барабан, и поэтому быстро теряет тепло при испарении упомянутой эмульсии.
(4) При прокатке листа из электромагнитной стали с ориентированной зеренной структурой, если перед холодной прокаткой рулон нагревают до температуры, которую повышают с учетом количества теряемого тепла, температура становится слишком высокой, в результате чего магнитные свойства получаемого в результате стального листа ухудшаются.
Таким образом, даже при применении технологии, описанной в Патентном документе 2, для реверсивного прокатного стана нельзя получить достаточный эффект уменьшения хрупкости, когда задний конец стального листа наматывают на натяжной барабан, расположенный на стороне заднего конца рулона.
Далее, в Патентном документе 3 описана технология, позволяющая предотвратить снижение температуры стального листа за счет закрывания зоны между разматывающим барабаном и клетью прокатного стана теплоизолирующей ограждающей стенкой. Как ожидается, применение этой технологии поможет решить проблему (3), связанную с технологией, описанной в Патентном документе 2.
Однако в этом случае необходимо, чтобы теплоизолирующая ограждающая стенка закрывала участок вплоть до зоны поблизости от клети прокатного стана. В реверсивном прокатном стане сторона заднего конца превращается в сторону переднего конца при проходах с четным номером. Поэтому под ограждающую стенку поступает большое количество копоти, и эта копоть накапливается под ограждающей стенкой, что создает трудности при обеспечении точности измерений контрольно-измерительных приборов (датчика толщины листа, датчика температуры листа и подобного) под ограждающей стенкой, а также при обслуживании устройства для холодной прокатки.
Помимо этого, вероятность возникновения трещин в листе могла бы снизить увеличение диаметра барабана, имеющее целью уменьшить как таковые напряжения при изгибе, но увеличение диаметра барабана в существующих устройствах затруднено по соображениям имеющегося пространства. Кроме того, в соответствии с увеличением размеров увеличивается длина непрокатанной части, что снижает выход готовой продукции.
Патентный документ 1: Рассмотренная заявка на японский патент № Sho 54-13846.
Патентный документ 2: Выложенная заявка на японский патент № Sho 61-132205.
Патентный документ 3: Выложенная заявка на японский патент № Sho 61-135407.
Сущность изобретения
Задачей настоящего изобретения является предложить способ холодной прокатки стального листа и устройство для холодной прокатки, позволяющие предотвратить возникновение трещин в листе при холодной прокатке листа из хрупкой стали, например, листа из электромагнитной стали с ориентированной зеренной структурой, имеющей высокое содержание Si, с использованием реверсивного прокатного стана.
Чтобы решить указанную выше задачу, настоящее изобретение имеет следующую структуру.
(1) Способ холодной прокатки стального листа из рулона с использованием разматывающего барабана и одноклетьевого реверсивного прокатного стана, содержащий следующие этапы, на которых:
- прокатывают стальной лист из рулона в первом проходе с использованием реверсивного прокатного стана;
- после прокатки нагревают область заднего конца рулона стального листа до температуры в диапазоне с граничными значениями не ниже 50°С и не выше 350°С при помощи нагревателя, установленного между реверсивным прокатным станом и натяжным барабаном, расположенным на стороне заднего конца рулона, и наматывают задний конец на натяжной барабан, расположенный на стороне заднего конца рулона; и
- после нагрева прокатывают стальной лист из рулона во втором и последующих проходах.
(2) Способ холодной прокатки стального листа из рулона по (1), в котором область заднего конца нагревают при помощи нагревателя при приближении этой области к натяжному барабану, расположенному на стороне заднего конца рулона.
(3) Способ холодной прокатки стального листа из рулона по (1), в котором область заднего конца включает непрокатанную часть, оставшуюся непрокатанной после прокатки в первом проходе, и область захвата валками, расположенную рядом с непрокатанной частью.
(4) Способ холодной прокатки стального листа из рулона по (2), в котором область заднего конца включает непрокатанную часть, оставшуюся непрокатанной после прокатки в первом проходе, и область захвата валками, расположенную рядом с непрокатанной частью.
(5) Способ холодной прокатки стального листа из рулона по (1), в котором:
- рулон стального листа представляет собой рулон горячекатаного листа из электромагнитной стали с ориентированной зеренной структурой, содержащей 3 или более массовых процентов Si, и
- область заднего конца нагревают при помощи нагревателя до температуры в диапазоне от 50°С до 150°С.
(6) Способ холодной прокатки стального листа из рулона по (2), в котором:
- рулон стального листа представляет собой рулон горячекатаного листа из электромагнитной стали с ориентированной зеренной структурой, содержащей 3 или более массовых процентов Si, и
- область заднего конца нагревают при помощи нагревателя до температуры в диапазоне от 50°С до 150°С.
(7) Способ холодной прокатки стального листа из рулона по (3), в котором:
- рулон стального листа представляет собой рулон горячекатаного листа из электромагнитной стали с ориентированной зеренной структурой, содержащей 3 или более массовых процентов Si, и
- область заднего конца нагревают при помощи нагревателя до температуры в диапазоне от 50°С до 150°С.
(8) Способ холодной прокатки стального листа из рулона по (4), в котором:
- рулон стального листа представляет собой рулон горячекатаного листа из электромагнитной стали с ориентированной зеренной структурой, содержащей 3 или более массовых процентов Si, и
- область заднего конца нагревают при помощи нагревателя до температуры в диапазоне от 50°С до 150°С.
(9) Устройство для холодной прокатки, содержащее:
- разматывающий барабан;
- одноклетьевой реверсивный прокатный стан;
- натяжной барабан, расположенный на стороне заднего конца рулона; и
- нагреватель, установленный между реверсивным прокатным станом, и натяжным барабаном, расположенным на стороне заднего конца рулона, и предназначенный для нагрева области заднего конца рулона стального листа.
(10) Устройство для холодной прокатки по (9), в котором нагреватель содержит головной блок для подачи пара через множество форсунок.
(11) Устройство для холодной прокатки по (9), в котором нагреватель представляет собой электрический нагреватель.
(12) Устройство для холодной прокатки по (9), содержащее направляющую для конца рулона, которая установлена между реверсивным прокатным станом и натяжным барабаном, расположенным на стороне заднего конца рулона, и содержит упомянутый нагреватель.
(13) Устройство для холодной прокатки по (10), содержащее направляющую для конца рулона, которая установлена между реверсивным прокатным станом и натяжным барабаном, расположенным на стороне заднего конца рулона, и содержит упомянутый нагреватель.
(14) Устройство для холодной прокатки по (11), содержащее направляющую для конца рулона, которая установлена между реверсивным прокатным станом и натяжным барабаном, расположенным на стороне заднего конца рулона, и содержит упомянутый нагреватель.
Краткое описание чертежей
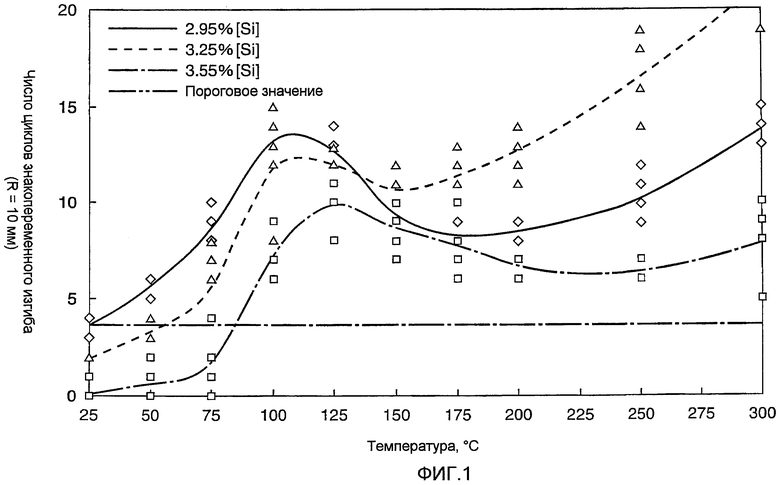
Фиг.1 - график, иллюстрирующий число циклов знакопеременного изгиба для листов из электромагнитной стали с ориентированной зеренной структурой при различных температурах в диапазоне от комнатной температуры до 300°С.
На Фиг.2 схематично показана конструкция устройства для холодной прокатки стального листа из рулона, соответствующего одному из вариантов реализации настоящего изобретения.
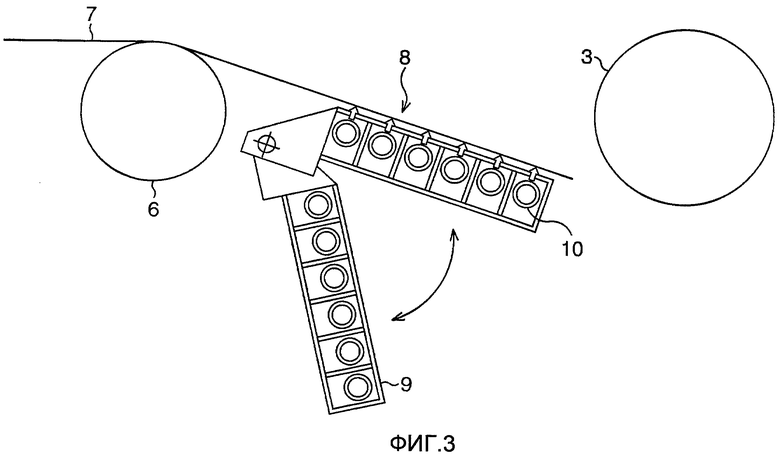
На Фиг.3 схематично показан один из примерных нагревателей;
Фиг.4А - вид, иллюстрирующий способ холодной прокатки с использованием одноклетьевого реверсивного прокатного стана.
Фиг.4В - вид, иллюстрирующий продолжение способа холодной прокатки после показанного на Фиг.4А.
Фиг.4С - вид, иллюстрирующий продолжение способа холодной прокатки после показанного на Фиг.4В.
Фиг.4D - вид, иллюстрирующий продолжение способа холодной прокатки после показанного на Фиг.4С.
Фиг.4Е - вид, иллюстрирующий продолжение способа холодной прокатки после показанного на Фиг.4D.
на Фиг.5 приведено поперечное сечение области заднего конца рулона после первого прохода прокатки.
Подробное описание предпочтительных вариантов реализации
Далее со ссылкой на Фиг.1-Фиг.3 будет подробно описан один из вариантов реализации настоящего изобретения.
При реверсивной прокатке область листа поблизости от захвата валками при первом проходе, в которой наиболее вероятно образование трещин, представляет собой область, в которой нельзя обеспечить достаточный деформационный нагрев. Кроме того, после покрывания ее эмульсией для смазки поверхности валков во время первого прохода прокатки, область поблизости от захвата валками при первом проходе оказывается незащищенной от окружающего воздуха до тех пор, пока не будет намотана на натяжной барабан, и поэтому она охлаждается и быстро теряет тепло из-за испарения упомянутой эмульсии. По этой причине, даже если эту область предварительно нагревают до заранее определенной температуры, чрезвычайно трудно обеспечить в ней поддержание температуры листа.
Таким образом, предполагается, что было бы эффективным повторно нагревать область заднего конца рулона, которая подверглась первому проходу прокатки, непосредственно перед тем, как эту область наматывают на натяжной барабан, расположенный на стороне заднего конца рулона.
Поэтому авторы настоящей заявки исследовали, какая температура необходима для того, чтобы исключить возникновение трещин даже в листе из хрупкой стали, когда область заднего конца наматывают на натяжной барабан.
Обнаружено, что лист из электромагнитной стали с ориентированной зеренной структурой можно наматывать на натяжной барабан без проблем, связанных с образованием трещин, если содержание Si в нем составляет менее 3%. Таким образом, в ходе горячей прокатки были изготовлены листы из электромагнитной стали с ориентированной зеренной структурой, имеющие различное содержание Si, а именно, 2,95 массовых процента, 3,25 массовых процента и 3,55% массовых процента, и было определено число циклов знакопеременного изгиба при различных температурах в диапазоне от комнатной температуры до 300°С. Результаты приведены на Фиг.1.
Так как в листе из стали, содержание Si в которой составляет менее 3 массовых процентов, как описано выше, не возникает трещин, можно сказать, что растрескивания не происходит, если обеспечивается способность к изгибу, эквивалентная способности к изгибу листа из стали, содержание Si в которой составляет 2,95 массовых процента. Как показано на Фиг.1, в листе из стали, содержание Si в которой составляет 2,95 массовых процента, число циклов знакопеременного изгиба при комнатной температуре (25°С) было равно четырем. Таким образом, если принять это число циклов (четыре) за эталон (пороговое значение), очевидно, что для получения числа циклов знакопеременного изгиба, по существу, равного эталону, необходимо нагревать стальной лист до температуры, по меньшей мере, равной 50°С или выше, а в предпочтительном случае - до температуры 90°С или выше.
На основе этого результата было обнаружено, что нагрев области заднего конца рулона до температуры, равной 50°С или выше, позволяет наматывать в виде рулона лист из электромагнитной стали с ориентированной зеренной структурой, содержащей 3 массовых процента Si или более на натяжной барабан без возникновения трещин.
Кстати говоря, если температура нагрева слишком высока, иногда возникает проблема ухудшения стоимостных характеристик устройства для холодной прокатки и материала стального листа, поэтому температуру нагрева в предпочтительном случае задают, равной 350°С или ниже. Кроме того, в связи с тем, что даже нагрев до температуры, равной 150°С или выше, дает небольшой эффект повышения способности к изгибу, как показано на Фиг.1, верхний предел температуры нагрева для листа из электромагнитной стали с ориентированной структурой зерна в предпочтительном случае составляет 150°С.
Далее, при реверсивной прокатке листов из других хрупких сталей (например, высокоуглеродистой стали), как и при реверсивной прокатке листа из электромагнитной стали с ориентированной зеренной структурой, нагрев области заднего конца рулона позволяет наматывать стальной лист на натяжной барабан без возникновения трещин. Температура нагрева при этом может быть выбрана в соответствии с материалом стального листа, как и в случае листа из электромагнитной стали с ориентированной зеренной структурой, но в предпочтительном случае выбирается равной температуре 350°С или ниже по той же причине, что и в случае листа из электромагнитной стали с ориентированной зеренной структурой.
Участок нагрева стального листа включает, по меньшей мере, зону от области заднего конца рулона до области захвата валками, находящейся рядом с непрокатанной частью. В более предпочтительном случае этот участок включает часть области, прокатываемой при первом проходе. Область заднего конца рулона можно нагревать либо со стороны верхней поверхности, либо со стороны нижней поверхности рулона. Она может нагреваться со стороны обеих поверхностей, но нагрева со стороны одной поверхности достаточно.
Даже при таком нагревании участок нагрева включает только непрокатанную часть, отбраковываемую как нестандартную, и часть области, прокатываемой при первом проходе. Таким образом, нагрев в этом температурном диапазоне не оказывает какого-либо влияния на свойства получаемого в результате стального листа, то есть готового листового изделия из стали.
Так как температура нагрева не превышает 350°С, в качестве нагревателя можно использовать разные устройства, но приемлем нагрев при помощи пара, так как нет необходимости в точном контроле температуры, и нагрев при помощи пара может упростить устройство для холодной прокатки.
В устройстве для холодной прокатки, такой нагреватель установлен между клетью прокатного стана (реверсивным прокатным станом) и натяжным барабаном, расположенным на стороне заднего конца рулона. На Фиг.2 схематично показана конструкция устройства для холодной прокатки стального листа из рулона, соответствующего этому варианту реализации настоящего изобретения.
В устройстве для холодной прокатки, соответствующем данному варианту, клеть 1 прокатного стана (реверсивный прокатный стан) установлена в центре. Кроме того, с одной стороны клети 1 прокатного стана установлен натяжной барабан 2, расположенный на стороне переднего конца рулона, и с другой ее стороны установлен натяжной барабан 3, расположенный на стороне заднего конца рулона, а также разматывающий барабан 4. Отметим, что стальной лист 7 движется по разному пути во время разматывания с разматывающего барабана 4 и во время его перемещения между натяжным барабаном 3, расположенным со стороны заднего конца рулона, и клетью 1 прокатного стана, хотя это и не показано четким образом на Фиг.2.
Далее, как показано на Фиг.2, в зоне 5 между клетью 1 прокатного стана и натяжным барабаном 3, расположенным на стороне заднего конца рулона, находится нагреватель, который установлен таким образом, чтобы он находился поблизости от участка перемещения стального листа 7, на котором нагревают этот стальной лист. Кроме того, в зоне 5 также установлен отклоняющий ролик 6, расположенный на стороне заднего конца рулона. Нагреватель желательно устанавливать как можно ближе к натяжному барабану 3, чтобы предотвратить потерю тепла в период между нагревом и намоткой. Помимо этого, область заднего конца рулона желательно нагревать, по меньшей мере, во время ее перемещения в направлении натяжного барабана 3. Поэтому нагреватель желательно устанавливать между натяжным барабаном 3 и отклоняющим роликом 6.
При установке между натяжным барабаном 3 и отклоняющим роликом 6 нагреватель находится на удалении от участка перемещения, по которому движется стальной лист, разматываемый из рулона с разматывающего барабана 4. Так как на этом участке имеется высокая плотность установки различных устройств, то трудно зарезервировать пространство для установки там нагревателя. Поэтому, такая установка, когда нагреватель находится на удалении от участка перемещения, по которому движется стальной лист, разматываемый из рулона с разматывающего барабана, обеспечивает значительные преимущества.
Отметим, что желательно устанавливать нагреватель между натяжным барабаном 3 и отклоняющим роликом 6 таким образом, чтобы во время нагрева нагреватель находился поблизости от участка, где стальной лист 7 наматывается на натяжной барабан 3, чтобы имелась возможность нагревать область заднего конца стального листа 7, а после нагрева имелась возможность убрать нагреватель из зоны намотки, чтобы не мешать намотке стального листа 7.
Рассмотрим конкретный пример нагревателя. На Фиг.3 схематично показан один из примерных нагревателей.
Как показано на Фиг.3, между отклоняющим роликом 6 и натяжным барабаном 3 установлена направляющая 9 конца рулона, которая направляет область 8 заднего конца рулона к натяжному барабану 3. Нагреватель установлен в направляющей 9 конца рулона. Если говорить более конкретно, к направляющей 9 конца рулона прикреплено множество головных блоков 10 трубчатой формы, каждый из которых имеет множество форсунок подачи пара.
При реверсивной прокатке, когда область 8 заднего конца рулона наматывают на натяжной барабан 3, направляющую 9 конца рулона располагают на пути перемещения, чтобы направлять область 8 заднего конца рулона. При этом, вслед за направляющей 9 конца рулона, головные блоки 10 приближаются к области 8 заднего конца рулона. После чего нагреватель подает высокотемпературный пар из форсунок головных блоков 10 на стальной лист 7, как показано стрелками на Фиг.3, что приводит к нагреву области 8 заднего конца рулона со стороны нижней поверхности за счет скрытой теплоты испарения, которая возникает при превращении газа в жидкость. В результате можно быстро нагреть область 8 заднего конца рулона до температуры, близкой к 100°С, что позволяет нагревать нижнюю поверхность области 8 заднего конца рулона при одновременном наматывании на натяжной барабан 3. Таким образом, можно наматывать стальной лист 7 на натяжной барабан 3, не вызывая появления трещин в непрокатанной части и области захвата валками.
Далее, в соответствии с описанной выше конструкцией, между натяжным барабаном 3 и отклоняющим роликом 6 нагреватель приближают к участку, где стальной лист 7 наматывается на натяжной барабан 3, чтобы имелась возможность нагреть область 8 заднего конца рулона. Кроме того, после нагрева нагреватель можно убрать из зоны намотки, чтобы не мешать намотке стального листа 7.
Кстати говоря, в качестве нагревателя можно использовать электрический нагреватель, например, резистивный нагреватель и индукционный нагреватель. Электрический нагреватель в предпочтительном случае устанавливают таким образом, чтобы он мог перемещаться в положение нагрева и из этого положения в убранное положение, чтобы нагревать область 8 заднего конца рулона со стороны передней поверхности.
Далее будут рассмотрены результаты эксперимента, проведенного авторами данного изобретения в реальных условиях.
В этом эксперименте с использованием нагревателя, содержащего головные блоки, подающие пар, индукционного нагревателя и резистивного нагревателя, которые описаны выше, до различных температур были нагреты области задних концов рулонов горячекатаного листа из электромагнитной стали с ориентированной зеренной структурой, имеющей содержание Si 3,25 массовых процента и 3,5 массовых процента, и была выполнена холодная прокатка.
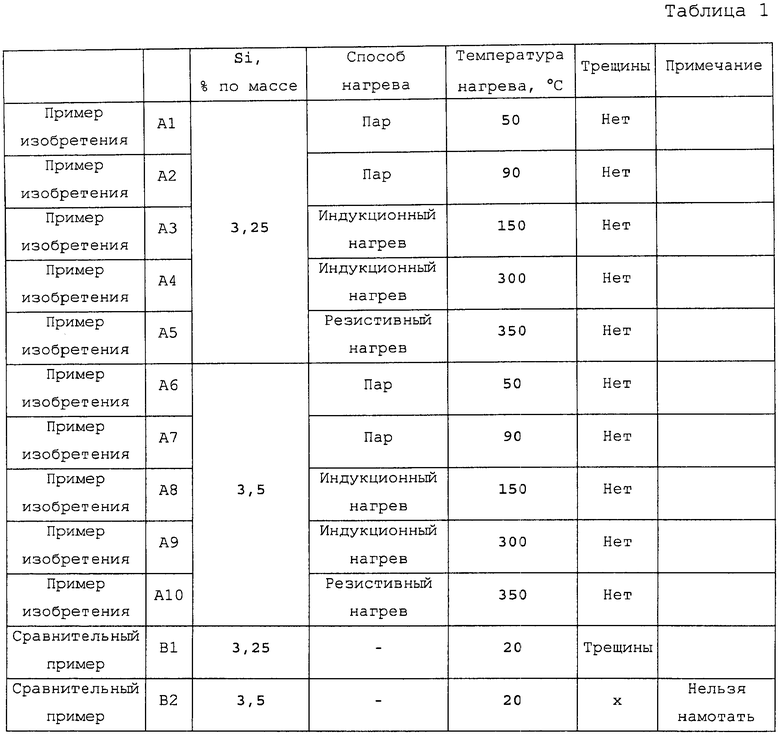
Как показано в Таблице 1, во всех случаях, когда область заднего конца рулона нагревалась, холодную прокатку можно было выполнять без возникновения трещин. В случаях, когда область заднего конца рулона не нагревалась, в этой области возникали трещины, либо намотка на барабан была невозможна.
Описанные выше варианты представляют собой примеры настоящего изобретения, это изобретение не ограничивается данными вариантами и может быть воплощено в других формах.
Промышленная применимость
Обычно трудно обеспечить температуру стального листа, при которой достигается достаточный эффект уменьшения хрупкости в области заднего конца рулона, либо попытки обеспечить достаточно высокую температуру стального листа приводят к увеличению стоимости устройства и трудности его обслуживания. С другой стороны, согласно настоящему изобретению, эти проблемы решаются, и можно обеспечить температуру стального листа, при которой затруднено образование в нем трещин. В результате можно повысить эффективность производства стального листа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ И СПОСОБ ХОЛОДНОЙ ПРОКАТКИ | 2018 |
|
RU2717626C1 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2015 |
|
RU2647415C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СОВМЕЩЕННАЯ УСТАНОВКА ТРАВЛЕНИЯ И ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА | 2015 |
|
RU2664075C1 |
| Способ холодной прокатки полос в рулонах на реверсивном стане | 1988 |
|
SU1653870A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2376085C2 |
| Способ холодной прокатки полос | 1976 |
|
SU655455A1 |
| Способ холодной прокатки полос наОдНОКлЕТьЕВОМ CTAHE | 1979 |
|
SU850234A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СТАН ХОЛОДНОЙ ПРОКАТКИ | 2019 |
|
RU2769149C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
Изобретение предназначено для предотвращения возникновения трещин в листе из хрупкой стали при его холодной прокатке. Способ включает прокатку стального листа из рулона в реверсивном прокатном стане. Поддержание необходимой температуры проката в области заднего конца рулона, приводящей к уменьшению хрупкости, обеспечивается за счет того, что после первого прохода производят нагрев области заднего конца рулона стального листа до температуры в диапазоне с граничными значениями не ниже 50°C и не выше 350°C при помощи нагревателя, установленного между реверсивным прокатным станом и натяжным барабаном, расположенным на стороне заднего конца рулона, затем производят намотку заднего конца на натяжной барабан, расположенный на стороне заднего конца рулона и прокатку после нагрева стального листа из рулона во втором и последующих проходах. 2 н. и 12 з.п. ф-лы, 5 ил., 1 табл.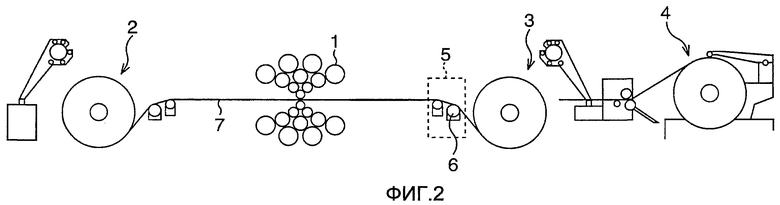
1. Способ холодной прокатки стального листа из рулона с использованием разматывающего барабана и одноклетьевого реверсивного прокатного стана, включающий прокатку стального листа из рулона в первом проходе с использованием реверсивного прокатного стана, последующий нагрев области заднего конца рулона стального листа до температуры в диапазоне с граничными значениями не ниже 50°C и не выше 350°C при помощи нагревателя, установленного между реверсивным прокатным станом и натяжным барабаном, расположенным на стороне заднего конца рулона, намотку заднего конца на натяжной барабан, расположенный на стороне заднего конца рулона, и прокатку после нагрева стального листа из рулона во втором и последующих проходах.
2. Способ по п.1, в котором область заднего конца нагревают при помощи нагревателя при приближении этой области к натяжному барабану, расположенному на стороне заднего конца рулона.
3. Способ по п.1, в котором область заднего конца включает непрокатанную часть, оставшуюся непрокатанной после прокатки в первом проходе, и область захвата валками, расположенную рядом с непрокатанной частью.
4. Способ по п.2, в котором область заднего конца включает непрокатанную часть, оставшуюся непрокатанной после прокатки в первом проходе, и область захвата валками, расположенную рядом с непрокатанной частью.
5. Способ по п.1, в котором рулон стального листа представляет собой рулон горячекатаного листа из электромагнитной стали с ориентированной зеренной структурой, содержащей 3 или более массовых процентов Si, a область заднего конца нагревают при помощи нагревателя до температуры в диапазоне от 50°C до 150°C.
6. Способ по п.2, в котором рулон стального листа представляет собой рулон горячекатаного листа из электромагнитной стали с ориентированной зеренной структурой, содержащей 3 или более массовых процентов Si, a область заднего конца нагревают при помощи нагревателя до температуры в диапазоне от 50°C до 150°C.
7. Способ по п.3, в котором рулон стального листа представляет собой рулон горячекатаного листа из электромагнитной стали с ориентированной зеренной структурой, содержащей 3 или более массовых процентов Si, a область заднего конца нагревают при помощи нагревателя до температуры в диапазоне от 50°C до 150°C.
8. Способ по п.4, в котором рулон стального листа представляет собой рулон горячекатаного листа из электромагнитной стали с ориентированной зеренной структурой, содержащей 3 или более массовых процентов Si, a область заднего конца нагревают при помощи нагревателя до температуры в диапазоне от 50°C до 150°C.
9. Устройство для холодной прокатки стального листа из рулона, содержащее разматывающий барабан, одноклетьевой реверсивный прокатный стан, натяжной барабан, расположенный на стороне заднего конца рулона, и нагреватель, установленный между реверсивным прокатным станом и натяжным барабаном, расположенным на стороне заднего конца рулона, при этом нагреватель выполнен с возможностью нагрева области заднего конца стального рулона, смотанной с разматывающего барабана, для которой закончен первый проход прокатки в реверсивном прокатном стане, когда область заднего конца рулона перед вторым проходом прокатки намотана на натяжной барабан, расположенный на стороне заднего конца рулона.
10. Устройство по п.9, в котором нагреватель содержит головной блок для подачи пара через множество форсунок.
11. Устройство по п.9, в котором нагреватель представляет собой электрический нагреватель.
12. Устройство по п.9, которое содержит направляющую для конца рулона, которая установлена между реверсивным прокатным станом и натяжным барабаном, расположенным на стороне заднего конца рулона, и содержит упомянутый нагреватель.
13. Устройство по п.10, которое содержит направляющую для конца рулона, которая установлена между реверсивным прокатным станом и натяжным барабаном, расположенным на стороне заднего конца рулона, и содержит упомянутый нагреватель.
14. Устройство по п.11, которое содержит направляющую для конца рулона, которая установлена между реверсивным прокатным станом и натяжным барабаном, расположенным на стороне заднего конца рулона, и содержит упомянутый нагреватель.
| JP 10085802 A, 07.04.1998 | |||
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНЫХ ПОЛОС В РУЛОН | 2001 |
|
RU2212296C2 |
| JP 61135407 A, 23.06.1986 | |||
| JP 61132205 A, 19.06.1986. | |||

