Изобретение относится к области обработки металлов давлением, в частности к изготовлению свинцово-цинковых штампов.
Известен штамп для формообразования деталей из листового материала на падающем молоте (патент РФ на полезную модель №28838, МПК B21D 22/02, опубл. 20.04.2003), который содержит монолитный свинцовый пуансон с залитыми крепежными элементами и цинковую матрицу с направляющими для их соосной установки, а формообразующая часть матрицы выполнена стальной, имеющей в нижней боковой части пазы, и залита в цинковое основание матрицы. Способом упрочнения штампа, согласно устройству, является использование стали в качестве формообразующей части.
Основным недостатком этого способа является именно применение стали в изготовлении матрицы, так как самое главное преимущество свинцово-цинковых штампов, а именно простота и скорость изготовления, теряет смысл.
Наиболее близким аналогом является способ изготовления цинковых матриц и свинцовых пуансонов (В.Т. Мещерин, Д.В. Чарнко. Технология производства кузнечно-штамповочного оборудования и штамповой оснастки. Москва, 1961 г., стр. 328-331), согласно которому сначала изготавливают мастер-макет, затем модель матрицы, отливают цинковую матрицу при температуре около 500°C, отливают свинцовый пуансон и зачищают рабочие поверхности.
Недостатком описанного способа является низкая точность получаемых деталей, требующая ручной доводки после операций штамповки. Это в первую очередь связано с низкой стойкостью литой штамповой оснастки.
Задачей предлагаемого технического решения является повышение стойкости штампов, получаемых литьем в землю, и улучшение механических свойств самого расплава.
Поставленная задача решается за счет того, что способ включает изготовление мастер-макета, затем модели матрицы, отливки матрицы и пуансона, причем отливку матрицы и пуансона осуществляют послойно, армируя углетканью, при этом после укладки каждого слоя углеткани воздействуют на расплав импульсным магнитным полем с помощью индуктора, соединенного с магнитно-импульсной установкой.
Послойное армирование углетканью расплава позволяет повысить стойкость штампов, получаемых литьем, за счет препятствия течению металла в поперечном направлении.
Воздействие импульсным магнитным полем (ИМП) позволяет оказывать теплосиловое воздействие на обрабатываемый объект из электропроводного материала и тем самым улучшать механические свойства самого расплава.
Проведенный теоретический анализ факторов воздействия ИМП на расплав позволил предложить три основных фактора комплексного теплосилового воздействия на расплав металла:
- дополнительный разогрев расплава под действием внутренних источников энергии, возникающих из-за вихревых токов;
- распространение в расплаве ударных волн, возникающих в результате действия давления ИМП;
- развитие интенсивных металлопотоков вследствие неравномерного распределения давления ИМП.
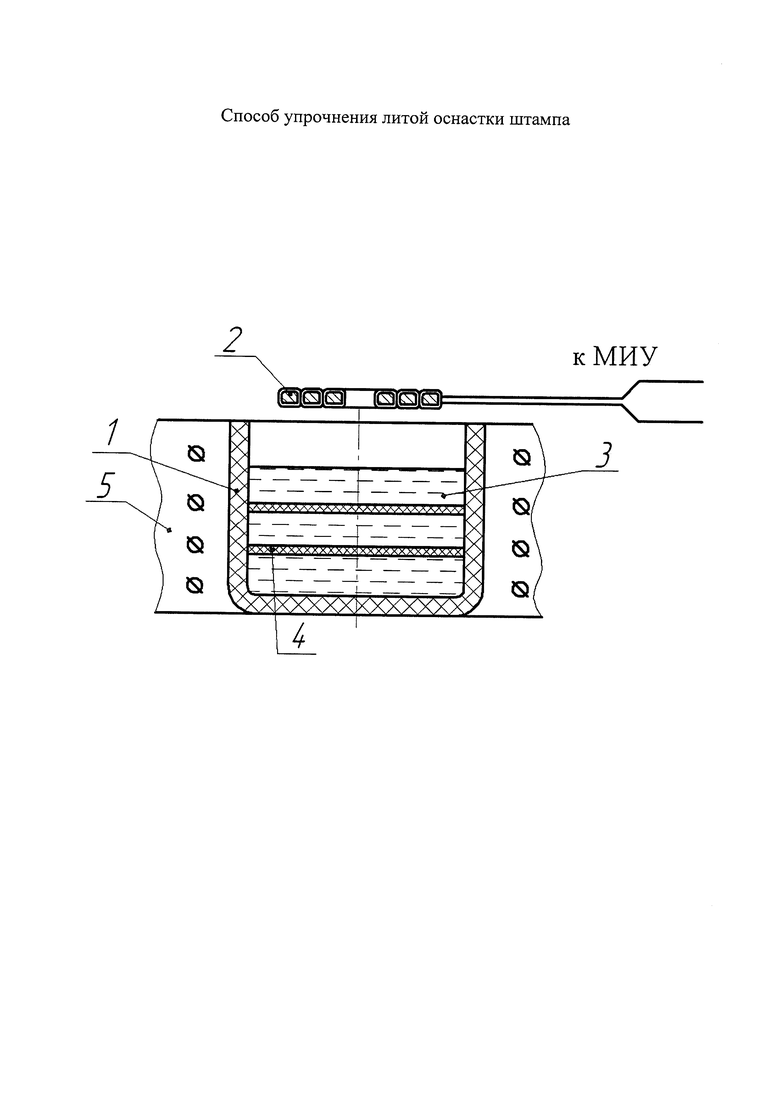
Схема устройства для реализации способа изображена на чертеже. Устройство содержит тигель 1, индуктор 2, подключенный к магнитно-импульсной установке (МИУ), расплав 3 и армирующую углеткань 4.
Реализацию способа упрочнения литой оснастки штампа осуществляют в изобретении следующим образом.
После изготовления моделей матрицы и пуансона (оснастки) производят их отливку. На примере отливки матрицы из цинка рассмотрим особенности способа. В рабочее пространство печи 5 размещают тигель 1, заливают туда определенное количество расплава цинка 3, имеющего температуру 500°C, на расплав цинка укладывается армирующая углеткань 4, сверху заливается расплав цинка 3, далее новая углеткань 4 и новый расплав 3. Для улучшения пропитываемости углеткани 4 цинком 3 на верхний слой его периодически воздействуют импульсным магнитным полем с помощью индуктора 2 МИУ. При воздействии импульса магнитного поля на расплав возникают электродинамические усилия, которые улучшают пропитываемость ткани расплавом. В результате расплав заполняет пространство между волокнами, и при эксплуатации такого штампа ткань будет препятствовать деформации металла в двух направлениях (в плоскости), за счет этого повышается стойкость штампа.
Изобретение относится к литейному производству, в частности к изготовлению свинцово-цинковых штампов. Способ включает изготовление моделей матрицы и пуансона и отливку по ним матрицы и пуансона. Отливку осуществляют путем послойной заливки расплава металла, при этом на каждый слой расплава укладывают армирующую углеткань и воздействуют на расплав импульсным магнитным полем с помощью индуктора, соединенного с магнитно-импульсной установкой. Обеспечивается повышение стойкости штампов и улучшение их механических свойств. 1 ил.
Способ изготовления литого штампа, включающий изготовление моделей матрицы и пуансона и отливку матрицы и пуансона, отличающийся тем, что отливку матрицы и пуансона осуществляют послойной заливкой расплава металла, при этом на каждый слой расплава укладывают армирующую углеткань и воздействуют на расплав импульсным магнитным полем.
| МЕЩЕРИН В.Т., ЧАРНКО Д.В | |||
| Технология производства кузнечно-штампового оборудования и штамповой оснастки | |||
| М., 1961, с | |||
| Способ переработки сплавов меди и цинка (латуни) | 1922 |
|
SU328A1 |
| Способ получения отливок,армированных упрочняющим материалом | 1987 |
|
SU1414499A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ И КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1989 |
|
RU2080964C1 |
| Устройство для получения армированных отливок | 1987 |
|
SU1496919A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

