ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к элементу, который входит в состав кузова транспортного средства, такого как автомобиль, устройству для его изготовления и способу его изготовления.
2. Описание предшествующего уровня техники
[0002] В передней части кузова транспортного средства, которая описана в опубликованной заявке на патент Японии No. 10-316026 (JP 10-316026 А), приведенной ниже, горизонтальная поверхность верхней оконечности стойки передней подвески имеет опорную пластину передней рессоры (далее по тексту пластина стойки подвески). Внешняя периферия этой пластины стойки подвески изогнута для наклона вниз. Внешняя периферия (внешняя периферийная изогнутая часть) перекрывает нижнюю поверхность верхней концевой изогнутой части передней стойки подвески и прикреплена к нижней поверхности с помощью сварки и тому подобного. Верхний конец передней подвески закреплен и зафиксирован на этой пластине стойки подвески.
[0003] В передней части кузова транспортного средства, которая такова, как описано выше, пластина стойки подвески воспринимает нагрузку, направленную снизу вверх, от передней шины во время движения транспортного средства через переднюю подвеску. По этой причине, с точки зрения улучшения устойчивости рулевого управления и обеспечения комфортного управления транспортным средством, желательно обеспечить жесткость пластины стойки подвески.
[0004] С этой точки зрения, в отношении упомянутой выше передней части кузова транспортного средства, внешняя периферийная изогнутая часть пластины стойки подвески перекрывает верхнюю концевую изогнутую часть передней стойки подвески, и прикрепляется к верхней концевой изогнутой части при помощи сварки или тому подобное, как описано выше. Таким образом, внешняя периферийная изогнутая часть пластины стойки подвески может быть усилена.
[0005] Тем не менее, происходит ухудшение свойств соединения на участке соединения между внешней периферийной изогнутой частью пластины стойки подвески и верхней концевой изогнутой частью передней стойки подвески. Соответственно, для обеспечения требуемой прочности и жесткости должны быть приняты определенные меры, такие как утолщение одной или обеих пластины стойки подвески и передней стойки подвески. Таким образом, есть еще возможности для усовершенствования конструкции, с точки зрения повышения весовой эффективности.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Один аспект настоящего изобретения относится к элементу каркаса кузова транспортного средства, который может способствовать улучшению весовой эффективности, способу его изготовления и устройству для его изготовления.
[0007] Элемент каркаса кузова транспортного средства в соответствии с одним из аспектов настоящего изобретения включает в себя: основной корпус элемента, который выполнен из металлической пластины и является частью кузова транспортного средства; изогнутую часть, которая сформирована на основном корпусе элемента; и утолщенную часть, причем изогнутая часть включает в себя утолщенную часть, и толщина листа металлической пластины постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части, которая сама по себе составляет утолщенную часть.
[0008] В элементе каркаса кузова транспортного средства изогнутая часть включает в себя утолщенную часть, при этом изогнутая часть сформирована в основном корпусе элемента, изготовленного из металлической пластины, образована утолщенной частью, причем постепенно увеличивается (увеличивается) толщина пластины металлической пластины из материала основного корпуса элемента. Как описано, изогнутая часть, на которой, вероятно, будет сосредоточено напряжение при нагрузке на основной корпус элемента, сформирована из утолщенной части. Таким образом, толщина части пластины, где напряжение не концентрируется, может быть не увеличена, так как в этом нет необходимости. Это может способствовать улучшению весовой эффективности. Кроме того, в этой утолщенной части, так как толщина листа металлической пластины постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части, можно не допустить возникновение концентрации напряжения, обусловленной резким изменением характеристики поперечного сечения.
[0009] В отношении элемента каркаса кузова транспортного средства, утолщенная часть может быть толще, чем часть металлической пластины, которая отличается от утолщенной части.
[0010] Что касается элемента каркаса кузова транспортного средства, в утолщенной части толщина пластины металлической пластины может постепенно увеличиваться с позиции, где изогнутая часть начинает сгибаться к апексу изогнутой части.
[0011] В элементе каркаса кузова транспортного средства основной корпус элемента может быть сформирован удлиненной формы, причем основной корпус элемента может включать в себя пару противоположных стенок, которые противоположны друг другу в направлении, ортогональном продольному направлению основного корпуса элемента, и соединительную стенку, которая соединяет между собой по одному из концов спаренных противоположных стенок, при этом изогнутые части могут быть расположены на участках между спаренными противоположными стенками и соединительной стенкой, и утолщенная часть может находиться, по меньшей мере, на одной изогнутой части.
[0012] В элементе каркаса кузова транспортного средства, когда нагрузка в продольном направлении основного корпуса элемента или нагрузка в направлении, ортогональном продольному направлению основного корпуса элемента, воздействует на основной корпус элемента, который имеет продолговатую форму, напряжение концентрируется на каждой изогнутой части между спаренными противоположными стенками и соединительной стенкой. Так как вышеописанная утолщенная часть находится, по меньшей мере, на одной из этих изогнутых частей, то прочность и жесткость основного корпуса элемента может быть эффективно обеспечена.
[0013] В элементе каркаса кузова транспортного средства утолщенная часть может простираться непрерывно от одного конца в продольном направлении основного корпуса элемента к другому концу в продольном направлении основного корпуса элемента.
[0014] В элементе каркаса кузова транспортного средства можно предотвратить возникновение концентрации напряжений, обусловленных резким изменением характеристики поперечного сечения изогнутой части в промежуточной части в продольном направлении основного корпуса элемента.
[0015] Элемент каркаса кузова транспортного средства может представлять собой пластину стойки подвески.
[0016] Элемент каркаса кузова транспортного средства может быть внутренней панелью боковой стойки.
[0017] Элемент каркаса кузова транспортного средства может быть наружной панелью порога.
[0018] Элемент каркаса кузова транспортного средства может быть наружной панелью средней стойки.
[0019] Устройство для изготовления элемента каркаса кузова транспортного средства, посредством которого изготовляется элемент каркаса кузова транспортного средства, включает в себя: первый штамп, который контактирует с металлической пластиной, выполненной с изогнутой частью, с внешней стороны в радиальном направлении изгиба изогнутой части, при этом первый штамп включает в себя первый зазор между первым штампом и изогнутой частью, и поперечное сечение первого зазора постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части; второй штамп, который контактирует с металлической пластиной с внутренней стороны в радиальном направлении изгиба изогнутой части, при этом второй штамп включает в себя второй зазор между вторым штампом и изогнутой частью, и поперечное сечение второго зазора постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части; подвижный штамп, который может давить на одну боковую часть металлической пластины в сторону изогнутой части в положении, когда металлическая пластина размещена между первым штампом и вторым штампом, причем одна боковая часть металлической пластины является смежной с изогнутой частью; и основной корпус устройства, который использует подвижный штамп для давления на одну боковую часть металлической пластины в сторону изогнутой части в положении, когда металлическая пластина размещена между первым штампом и вторым штампом, чтобы переместить часть вещества металлической пластины в первый зазор и второй зазор путем пластического течения.
[0020] В устройстве для изготовления элемента каркаса кузова транспортного средства металлическая пластина, которая имеет изогнутую часть, размещена между вторым штампом и первым штампом. В этом положении первый штамп контактирует с металлической пластиной с внешней стороны в радиальном направлении изгиба изогнутой части, а второй штамп контактирует с металлической пластиной с внутренней стороны в радиальном направлении изгиба изогнутой части. Затем между первым штампом и изогнутой частью сформирован первый зазор, поперечное сечение которого постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части. Второй зазор, поперечное сечение которого постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части, сформирован между вторым штампом и изогнутой частью. В этом положении, когда основной корпус устройства использует подвижный штамп для давления на одну боковую часть металлической пластины, которая примыкает к изогнутой части, в сторону изогнутой части, при этом часть вещества металлической пластины перемещается в первый зазор и второй зазор посредством пластического течения. Таким образом, поскольку толщина листа металлической пластины постепенно может быть увеличена по направлению к середине в направлении изгиба изогнутой части, то можно обеспечить повышение весовой эффективности.
[0021] Ширина первого зазора вдоль радиального направления изгиба изогнутой части может постепенно увеличиваться с одного конца первого зазора к апексу первого зазора, или ширина второго зазора вдоль радиального направления изгиба изогнутой части может постепенно увеличиваться с одного конца второго зазора к апексу второго зазора.
[0022] Поперечное сечение первого зазора или поперечное сечение второго зазора может иметь серповидную форму.
[0023] В устройстве для изготовления элемента каркаса кузова транспортного средства ширина первого зазора вдоль радиального направления изгиба изогнутой части может быть установлена большей, чем ширина второго зазора вдоль радиального направления изгиба изогнутой части.
[0024] В устройстве для изготовления элемента каркаса кузова транспортного средства первый штамп контактирует с металлической пластиной, которая выполнена с изогнутой частью, с внешней стороны в радиальном направлении изгиба изогнутой части, и второй штамп контактирует с металлической пластиной с внутренней стороны в радиальном направлении изгиба изогнутой части. В этом положении первый зазор, который образован между первым штампом и изогнутой частью, имеет большую ширину вдоль радиального направления изгиба изогнутой части, чем второй зазор, который образован между вторым штампом и изогнутой частью.
[0025] Здесь, когда основной корпус устройства использует подвижный штамп для создания давления на одну боковую часть металлической пластины, которая примыкает к изогнутой части, в сторону изогнутой части, при этом часть вещества металлической пластины, скорее всего, перемещается к внешней стороне в радиальном направлении изгиба изогнутой части, чем к внутренней стороне в радиальном направлении изгиба изогнутой части, посредством пластического течения. Здесь в настоящем изобретении первый зазор, который сформирован на внешней стороне, сформирован имеющим большую ширину в радиальном направлении изгиба изогнутой части, чем второй зазор, который сформирован на внутренней стороне, как описано выше. Соответственно, часть вещества металлической пластины активно перемещается в первый зазор посредством пластического течения, увеличивая жесткость изогнутой части. Затем часть вещества металлической пластины может переместиться во второй зазор посредством пластического течения. Это может способствовать предотвращению ненужного прогиба изогнутой части во время приложения давления, как описано выше.
[0026] В устройстве для изготовления элемента каркаса кузова транспортного средства второй штамп может включать в себя скользящую часть, которая может увеличить или уменьшить ширину второго зазора вдоль радиального направления изгиба изогнутой части, при этом основной корпус устройства может включать в себя датчик нагрузки для обнаружения противодействующей силы, которую подвижный штамп принимает во время оказания давления на одну боковую часть, подвижный штамп может начать давить на одну боковую часть металлической пластины в состоянии, при котором ширина уменьшается посредством скользящей части, и ширина может быть увеличена посредством скользящей части, когда выходной сигнал датчика нагрузки превышает заранее заданное пороговое значение.
[0027] В устройстве для изготовления элемента каркаса кузова транспортного средства основной корпус устройства использует подвижный штамп, чтобы начать давить на одну боковую часть металлической пластины в состоянии, при котором ширина второго зазора уменьшается посредством скользящей части, которая предусмотрена во втором штампе. Таким образом, ненужный прогиб изогнутой части в сторону второго зазора может быть предотвращен, когда одна боковая часть металлической пластины находится под давлением в сторону изогнутой части.
[0028] Затем, часть вещества металлической пластины перемещается в первый зазор путем пластического течения, и, таким образом, выходной сигнал датчика нагрузки превышает заранее заданное пороговое значение. Как результат, основной корпус устройства использует скользящую часть для увеличения ширины второго зазора. Так как жесткость изогнутой части в этом состоянии увеличивается, то часть вещества металлической пластины может переместиться во второй зазор посредством пластического течения наряду с предотвращением возникновения прогиба, как описано выше. Необходимо отметить, что «уменьшение» включает в себя случай, когда ширина второго зазора сводится к нулю. В связи с этим, то же относится и к «уменьшению» ширины, что будет описано ниже.
[0029] В устройстве для изготовления элемента каркаса кузова транспортного средства основной корпус устройства может включать в себя датчик нагрузки для обнаружения противодействующей силы, которую принимает подвижный штамп во время оказания давления на одну боковую часть. Когда давление, вызванное подвижным штампом, приводит к тому, что часть металлической пластины перемещается в первый зазор посредством пластического течения, и, таким образом, выходной сигнал датчика нагрузки превышает заранее заданное пороговое значение, давление на одну боковую часть металлической пластины посредством подвижного штампа может быть увеличено.
[0030] В устройстве для изготовления элемента каркаса кузова транспортного средства, как описано выше, когда основной корпус устройства использует подвижный штамп для давления на одну боковую часть металлической пластины в сторону изогнутой части, часть вещества металлической пластины, скорее всего, переместиться в первый зазор посредством пластического течения, первый зазор находится на внешней стороне в радиальном направлении изгиба изогнутой части. Когда часть вещества металлической пластины перемещается в этот первый зазор посредством пластического течения и, таким образом, выходной сигнал датчика нагрузки превышает заранее заданное пороговое значение, основной корпус устройства увеличивает давление на одну боковую часть металлической пластины с помощью подвижного штампа. Таким образом, часть вещества металлической пластины может беспрепятственно перемещаться во второй зазор посредством пластического течения, второй зазор находится на внутренней стороне в радиальном направлении изгиба изогнутой части (на стороне, к которой часть вещества металлической пластины менее вероятно переместиться посредством пластического течения).
[0031] Другими словами, в настоящем изобретении в начальный период, когда основной корпус устройства использует подвижный штамп для начала давления на одну боковую часть металлической пластины в сторону изогнутой части, толщина листа изогнутой части не будет увеличена и, таким образом, изогнутая часть, скорее всего, будет иметь прогиб. Соответственно, одна боковая часть металлической пластины находится под давлением с низкой нагрузкой. Это может способствовать предотвращению ненужного прогиба изогнутой части. Затем, после того, как изогнутая часть будет утолщена на стороне первого зазора, и жесткость изогнутой части увеличивается, то давление на одну боковую часть металлической пластины увеличивается. Таким образом, часть вещества металлической пластины может беспрепятственно перемещаться во второй зазор, в котором часть вещества металлической пластины, менее вероятно, будет перемещаться посредством пластического течения, путем пластического течения.
[0032] Способ изготовления элемента каркаса кузова транспортного средства включает в себя: приготовление: первого штампа, который входит в контакт с металлической пластиной, образованной с изгибной частью, с внешней стороны в радиальном направлении изгиба изогнутой части, при этом первый штамп включает в себя первый зазор между первым штампом и изогнутой частью, причем поперечное сечение первого зазора постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части; приготовление второго штампа, который контактирует с металлической пластиной с внутренней стороны в радиальном направлении изгиба изогнутой части, при этом второй штамп включает в себя второй зазор между вторым штампом и изогнутой частью, причем поперечное сечение второго зазора постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части; а также подвижного штампа, который может вызвать избыточное давление на одну боковую часть металлической пластины к стороне изогнутой части в положении, когда металлическая пластина размещена между первым штампом и вторым штампом, причем одна боковая часть металлической пластины прилегает к изогнутой части; и оказание давления на одну боковую часть в сторону изогнутой части подвижным штампом в положении, когда металлическая пластина размещена между первым штампом и вторым штампом, чтобы переместить часть вещества металлической пластины в первый зазор и второй зазор посредством пластического течения.
[0033] В способе изготовления элемента каркаса кузова транспортного средства, металлическую пластину, которая имеет изогнутую часть, сначала размещают между вторым штампом и первым штампом. В это время первый штамп контактирует с металлической пластиной с внешней стороны в радиальном направлении изгиба изогнутой части и второй штамп контактирует с металлической пластиной с внутренней стороны в радиальном направлении изгиба изогнутой части. В этом состоянии первый зазор, поперечное сечение которого постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части, образован между первым штампом и изогнутой частью. Второй зазор, поперечное сечение которой постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части, образован между вторым штампом и изогнутой частью. В этом состоянии подвижный штамп оказывает давление на ту одну боковую часть металлической пластины, которая примыкает к изогнутой части, в сторону изогнутой части, что приводит к тому, что часть вещества металлической пластины перемещается в первый зазор и второй зазор путем пластического течения. Таким образом, толщина пластины металлической пластины постепенно может быть увеличена по направлению к середине в направлении изгиба изогнутой части. Таким образом, это может способствовать повышению весовой эффективности.
[0034] В способе изготовления элемента каркаса кузова транспортного средства, ширина первого зазора вдоль радиального направления изгиба изогнутой части, может постепенно увеличивается от одного конца первого зазора к апексу первого зазора, или ширина второго зазора вдоль радиального направления изгиба изогнутой части может быть постепенно увеличена с одного конца второго зазора к апексу второго зазора.
[0035] В способе изготовления элемента каркаса кузова транспортного средства поперечное сечение первого зазора или поперечное сечение второго зазора может иметь серповидную форму.
[0036] В способе изготовления элемента каркаса кузова транспортного средства, ширина первого зазора вдоль радиального направления изгиба изогнутой части может быть установлена так, чтобы быть больше, чем ширина второго зазора вдоль радиального направления изгиба изогнутой части.
[0037] В способе изготовления элемента каркаса кузова транспортного средства, первый штамп контактирует с металлической пластиной, которая выполнена с изогнутой частью, с внешней стороны в радиальном направлении изгиба изогнутой части, и второй штамп контактирует с металлической пластиной с внутренней стороны в радиальном направлении изгиба изогнутой части. В этом состоянии первый зазор, который образован между первым штампом и изогнутой частью, имеет большую ширину, чем второй зазор, который образован между вторым штампом и изогнутой частью, при этом ширина определяется вдоль радиального направления изгиба изогнутой части.
[0038] Здесь, когда подвижный штамп оказывает давление на одну боковую часть металлической пластины, которая примыкает к изогнутой части, в сторону изогнутой части, часть вещества металлической пластины более вероятно переместится к внешней стороне в радиальном направлении изгиба изогнутой части, чем к внутренней стороне в радиальном направлении изгиба изогнутой части, посредством пластического течения. В связи с этим в настоящем изобретении первый зазор, который сформирован на внешней стороне в радиальном направлении изгиба изогнутой части, установлен так, чтобы иметь большую ширину, чем второй зазор, который сформирован на внутренней стороне в радиальном направлении изгиба изогнутой части, как описано выше. Соответственно, часть вещества металлической пластины активно перемещается в первый зазор посредством пластического течения, чтобы повысить жесткость изогнутой части. Затем часть вещества металлической пластины может переместиться во второй зазор посредством пластического течения. Это может способствовать предотвращению ненужного прогиба изогнутой части во время давления, как описано выше.
[0039] В способе изготовления элемента каркаса кузова транспортного средства второй штамп может быть снабжен скользящей частью, которая может увеличивать или уменьшать ширину второго зазора вдоль радиального направления изгиба изогнутой части, при этом подвижный штамп может оказывать давление на одну боковую часть металлической пластины в сторону изогнутой части в состоянии, когда ширина уменьшается посредством скользящей части, и ширина может быть увеличена посредством скользящей части после того, как часть вещества металлической пластины перемещается в первый зазор путем пластического течения.
[0040] В способе изготовления элемента каркаса кузова транспортного средства подвижный штамп начинает давить на одну боковую часть металлической пластины в сторону изогнутой части в состоянии, когда ширина второго зазора уменьшается посредством скользящей части, которая предусмотрена во втором штампе. Таким образом, можно предотвратить ненужный продольный изгиб изогнутой части в сторону второго зазора. Затем, после того, как часть вещества металлической пластины перемещается в первый зазор путем пластического течения, ширина второго зазора увеличивается посредством скользящей части. Жесткость изогнутой части повышается в этом состоянии. Таким образом, часть вещества металлической пластины может переместиться ко второму зазору посредством пластического течения, в то время как можно не допустить возникновение прогиба, как это описано выше.
[0041] В способе изготовления элемента каркаса кузова транспортного средства в соответствии с изобретением давление на одну боковую часть металлической пластины посредством подвижного штампа может быть увеличено после оказания давления на одну боковую часть в сторону изогнутой части посредством подвижного штампа, который заставляет часть вещества металлической пластины переместиться в первый зазор посредством пластического течения.
[0042] В способе изготовления элемента каркаса кузова транспортного средства, как описано выше, когда подвижный штамп оказывает давление на одну боковую часть металлической пластины в сторону изогнутой части, часть вещества металлической пластины, скорее всего, переместится в первый зазор путем пластического течения, причем первый зазор находится на внешней стороне в радиальном направлении изгиба изогнутой части. После того, как часть вещества металлической пластины переместится в первый зазор посредством пластического течения, давление на одну боковую часть металлической пластины подвижным штампом увеличивается. Таким образом, часть вещества металлической пластины может перемещаться беспрепятственно во второй зазор посредством пластического течения, причем второй зазор находится на внутренней стороне в радиальном направлении изгиба изогнутой части (на стороне, к которой часть вещества металлической пластины, с меньшей вероятностью, переместится посредством пластического течения).
[0043] Другими словами, в настоящем изобретении в начальный период, в котором подвижный штамп начинает оказывать давление на одну боковую часть металлической пластины в сторону изогнутой части, толщина листа изогнутой части не была увеличена и, таким образом, изогнутая часть, скорее всего, будет подвержена прогибу. Соответственно, упомянутая одна боковая часть находится под давлением с низкой нагрузкой. Это может способствовать предотвращению ненужного прогиба изогнутой части. Затем, после того, как изогнутая часть утолщена со стороны первого зазора, и жесткость изогнутой части повышена, давление на упомянутую одну боковую часть металлической пластины увеличивается. Таким образом, часть вещества металлической пластины может предпочтительно перемещаться во второй зазор, в котором часть вещества металлической пластины с меньшей вероятностью будет перемещаться посредством пластического течения, посредством пластического течения.
[0044] Как было описано ранее, элемент каркаса кузова транспортного средства, способ его изготовления и устройство для изготовления такового в соответствии с настоящим изобретением могут способствовать повышению весовой эффективности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0045] Признаки, преимущества, техническое и промышленное значение вариантов осуществления настоящего изобретения будут описаны ниже со ссылками на прилагаемые чертежи, на которых одинаковые ссылочные позиции обозначают одинаковые элементы, и на которых:
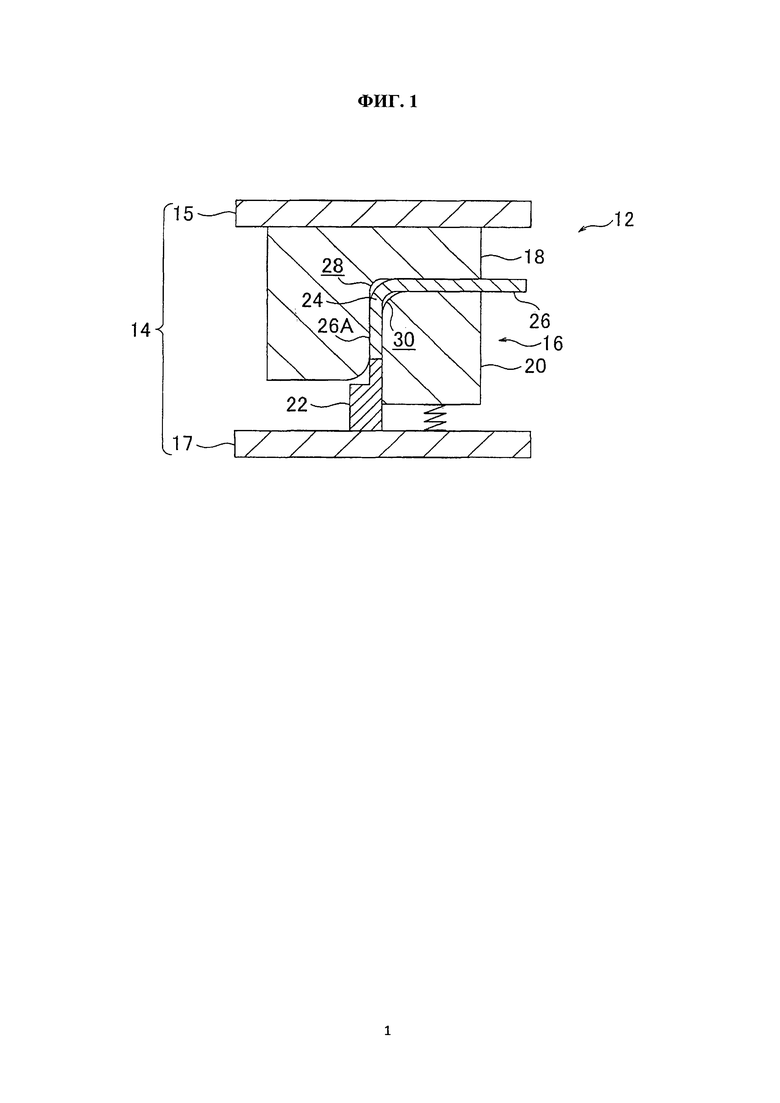
Фиг. 1 представляет собой схематическое поперечное сечение устройства для изготовления элемента каркаса кузова транспортного средства в соответствии с первым вариантом осуществления настоящего изобретения;
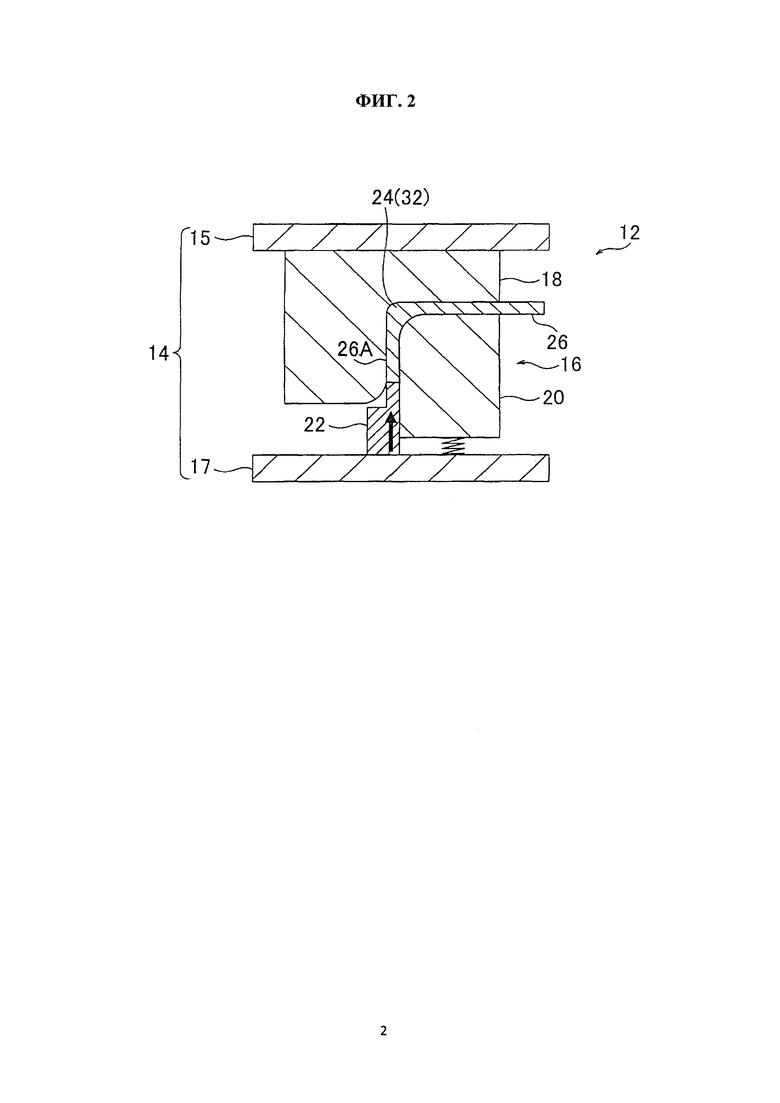
Фиг. 2 представляет собой поперечное сечение, соответствующее фиг. 1, и показывает состояние, в котором изогнутая часть металлической пластины утолщена посредством устройства для изготовления;
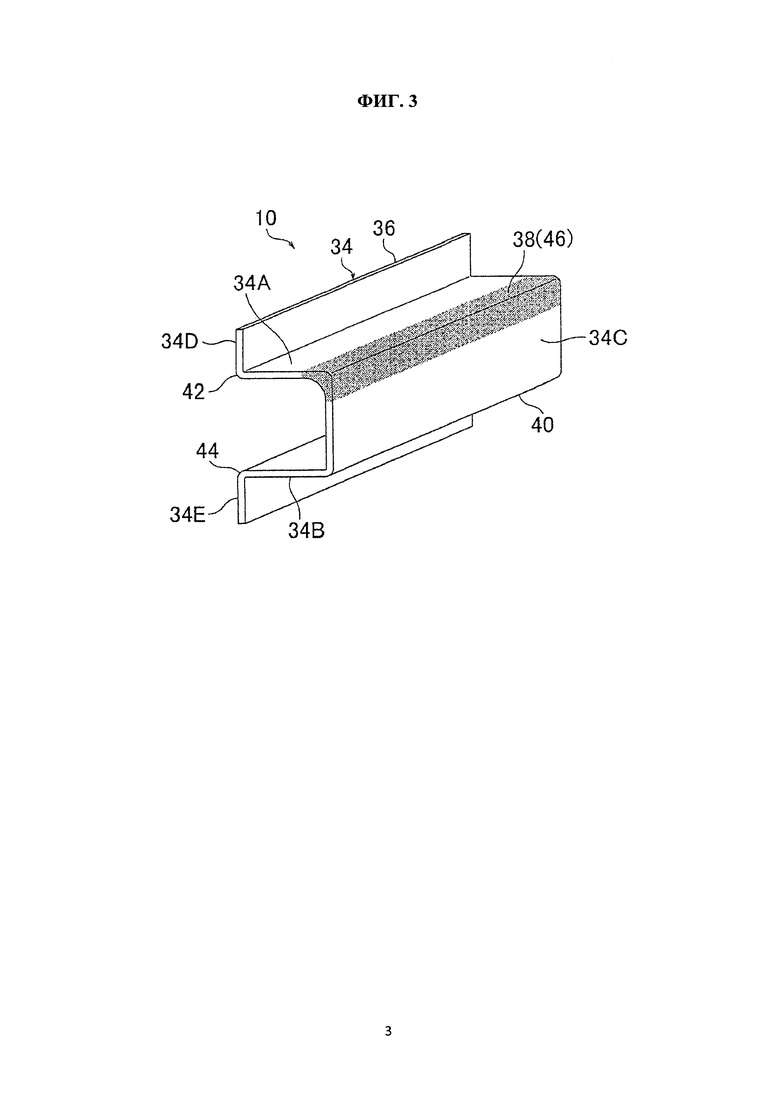
Фиг. 3 показывает вид в перспективе элемента каркаса кузова транспортного средства в соответствии с первым вариантом осуществления настоящего изобретения;
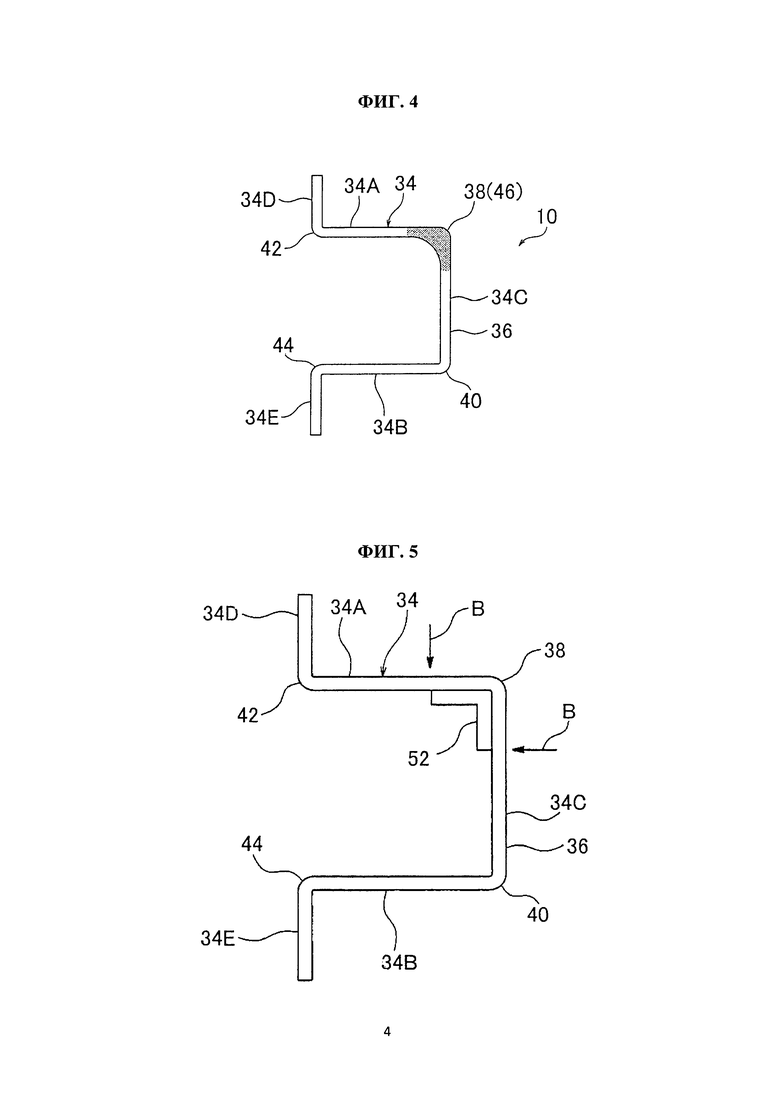
Фиг. 4 представляет собой поперечное сечение элемента каркаса кузова транспортного средства;
Фиг. 5 представляет собой поперечное сечение элемента каркаса кузова транспортного средства в соответствии со сравнительным примером;
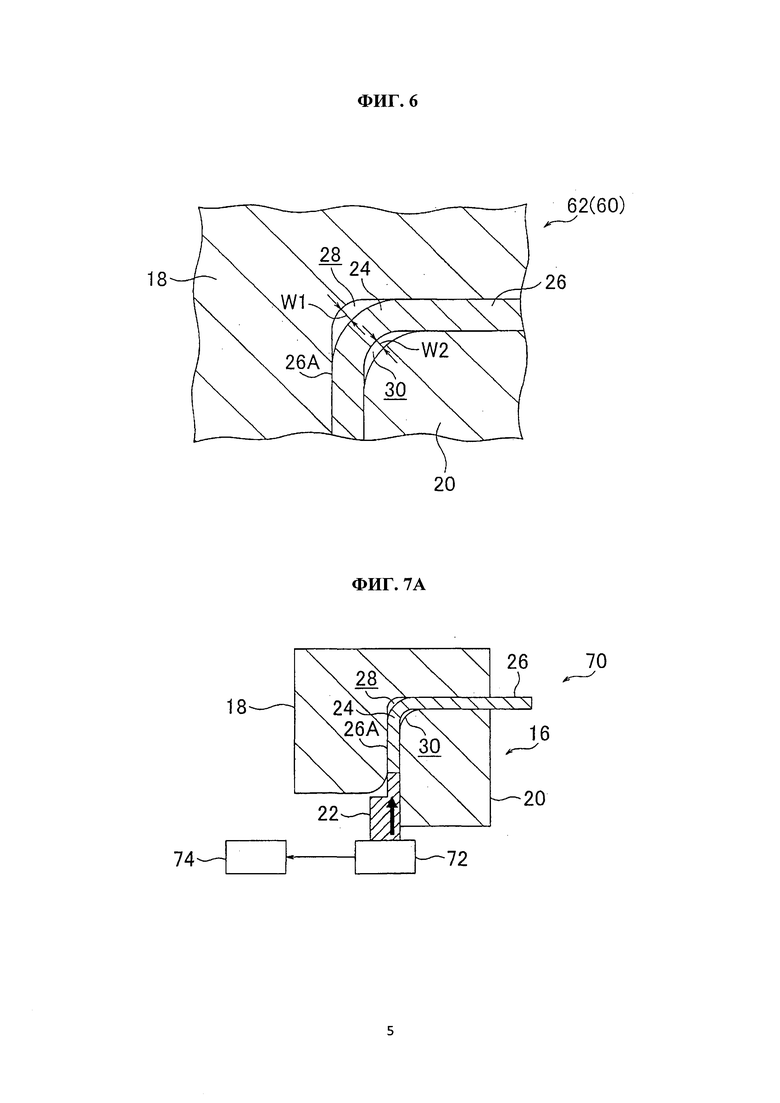
Фиг. 6 представляет собой поперечное сечение части структуры прессующего штампа в устройстве для изготовления элемента каркаса кузова транспортного средства в соответствии со вторым вариантом осуществления настоящего изобретения;
Фиг. 7А представляет собой поперечное сечение, соответствующее фиг. 1, и показывает начальное состояние металлической пластины в начале процесса давления посредством устройства для изготовления элемента каркаса кузова транспортного средства в соответствии с третьим вариантом осуществления настоящего изобретения;
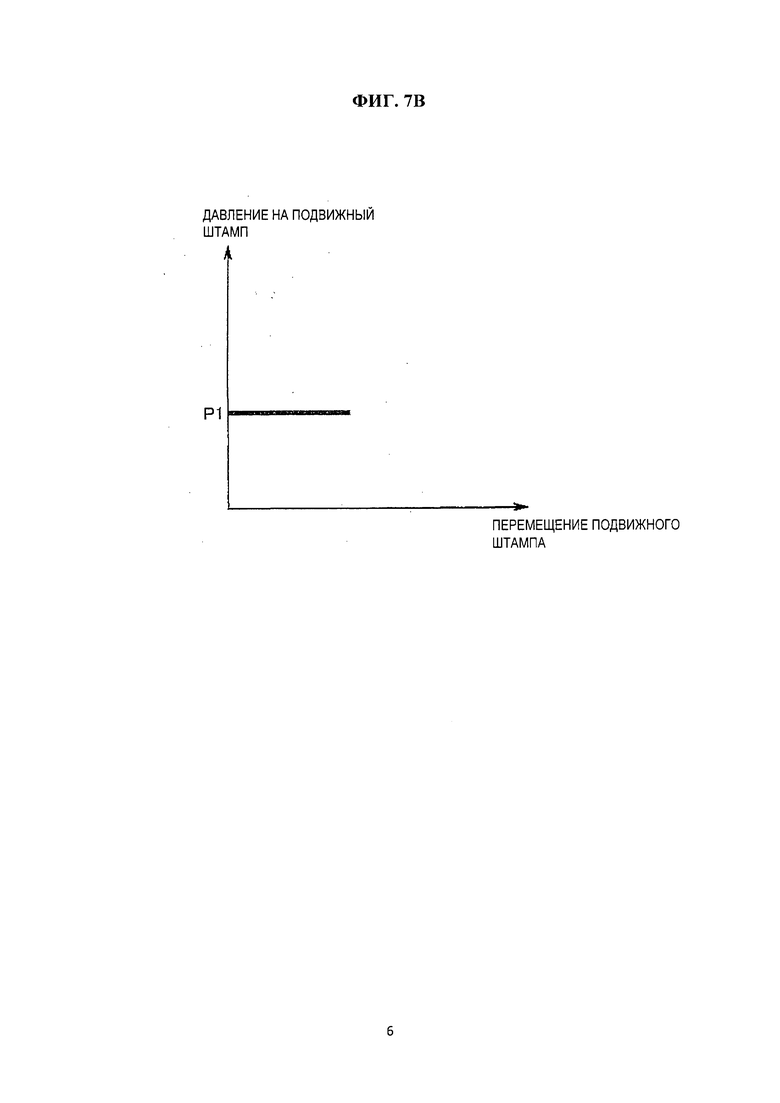
Фиг. 7В представляет собой график соотношений между давлением, приложенным к подвижному штампу, и перемещением подвижного штампа в состоянии, показанном на фиг. 7А;
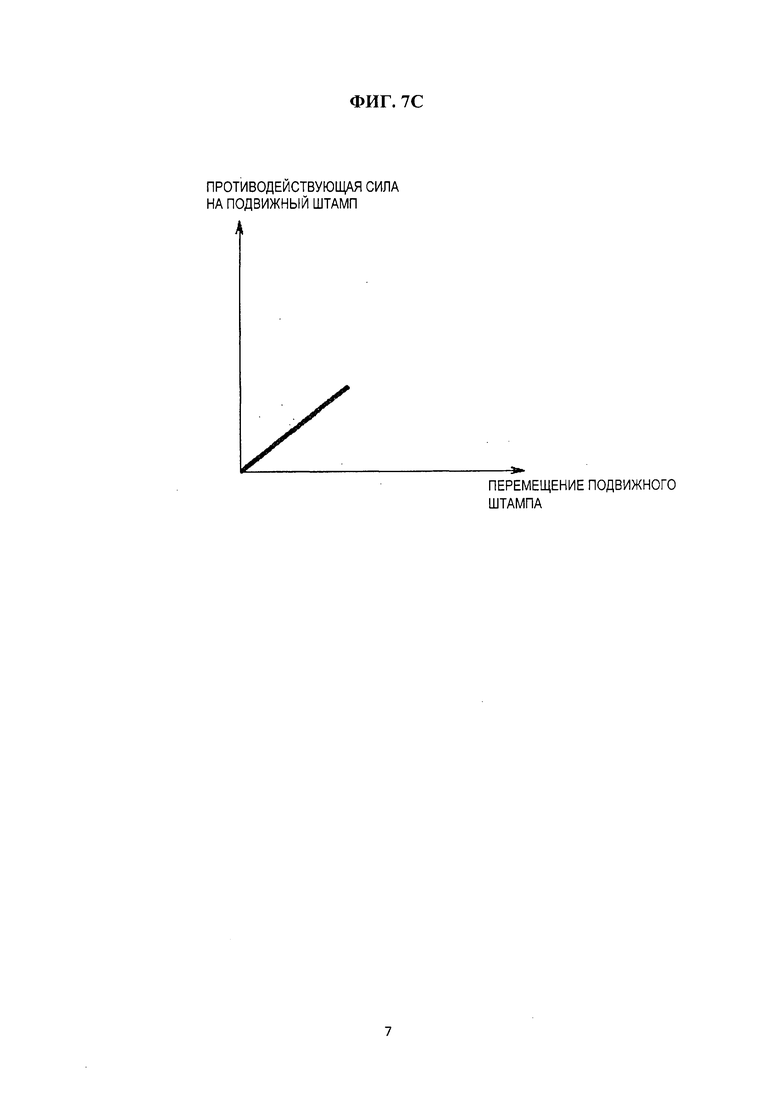
Фиг. 1С представляет собой график соотношений между противодействующей силой, принимаемой подвижным штампом, и перемещением подвижного штампа в состоянии, показанном на фиг. 7А;
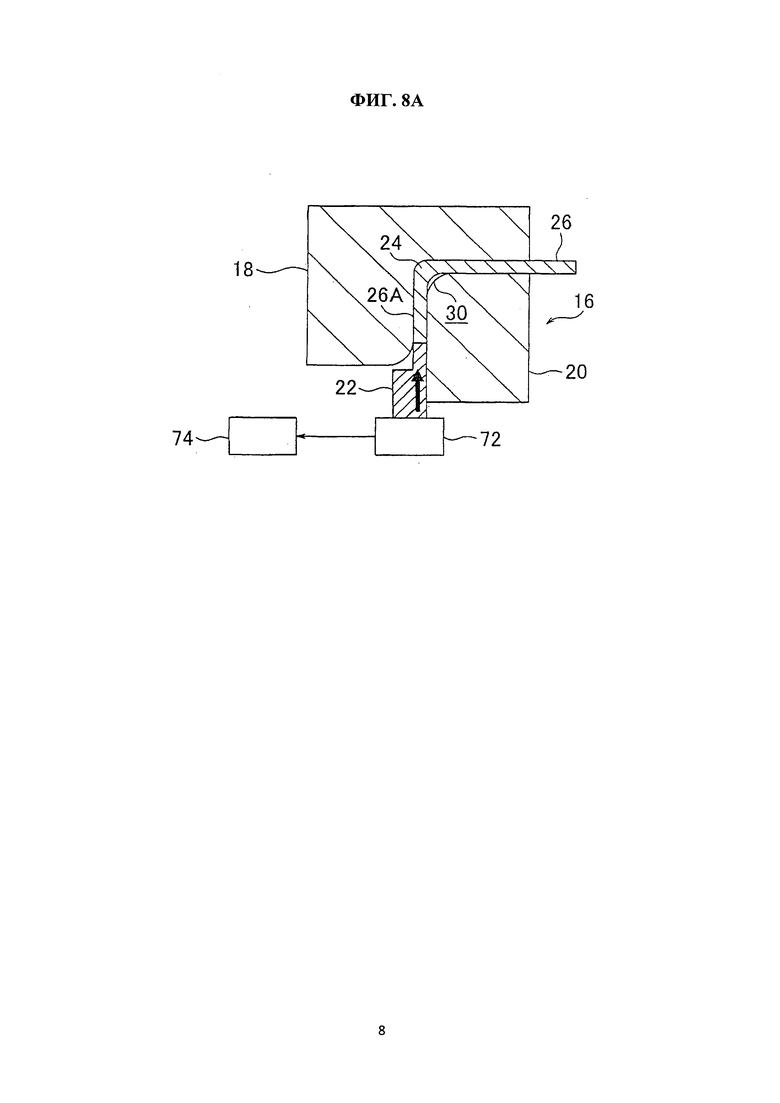
Фиг. 8А изображает поперечное сечение в состоянии, в котором показано изменение, вызванное давлением, приложенным к металлической пластине, производимым устройством для изготовления, от состояния, показанного на фиг. 7А, и когда часть вещества металлической пластины переместилась в первый зазор посредством пластического течения;
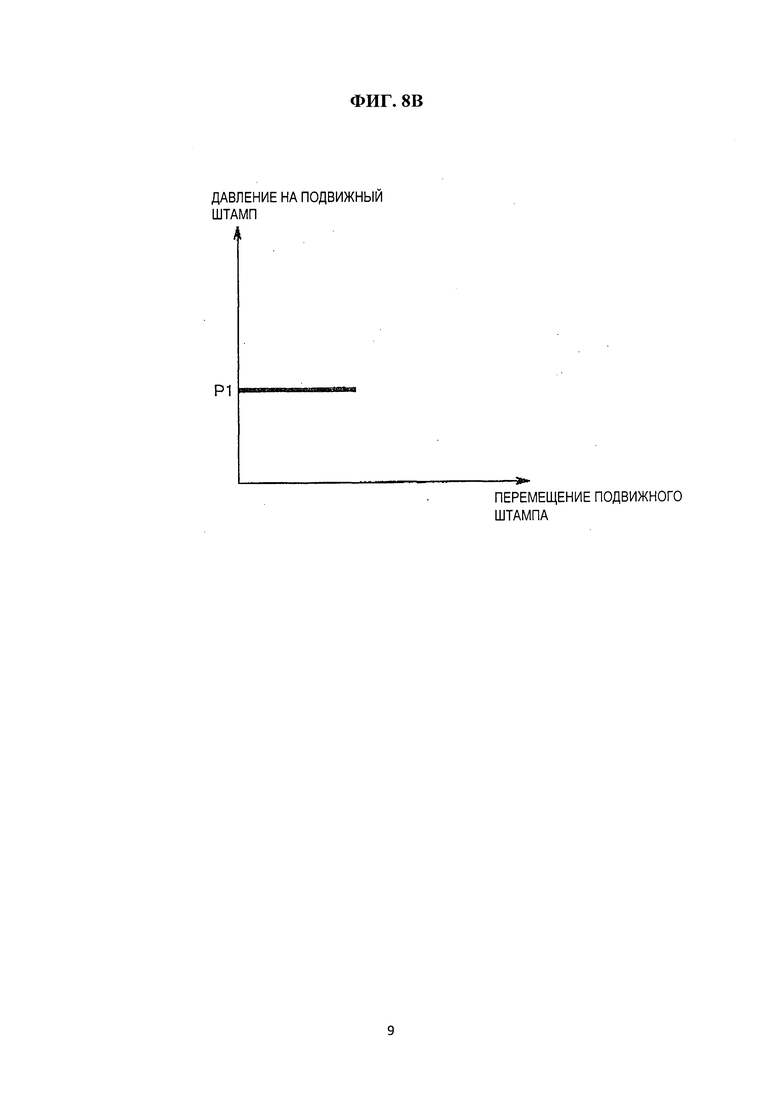
Фиг. 8В представляет собой график зависимости между давлением, приложенным к подвижному штампу, и перемещением подвижного штампа в состоянии, показанном на фиг. 8А;
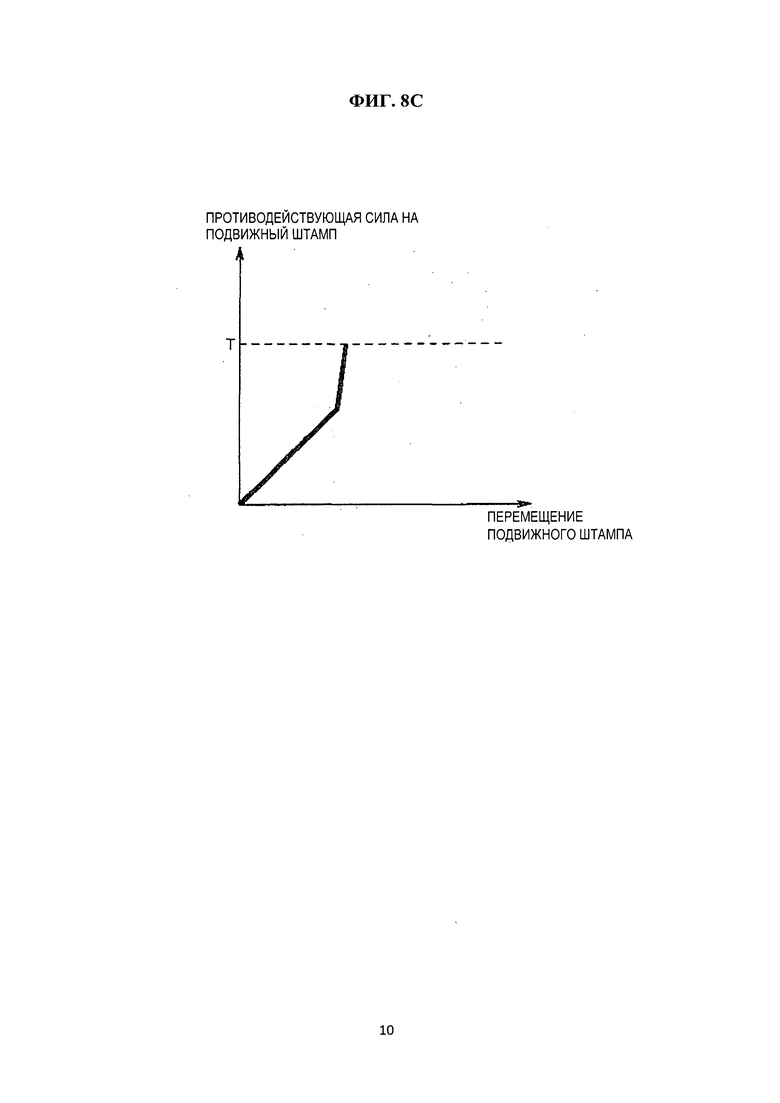
Фиг. 8С представляет собой график зависимости между противодействующей силой, принимаемой подвижным штампом, и перемещением подвижного штампа в состоянии, показанном на фиг. 8А;
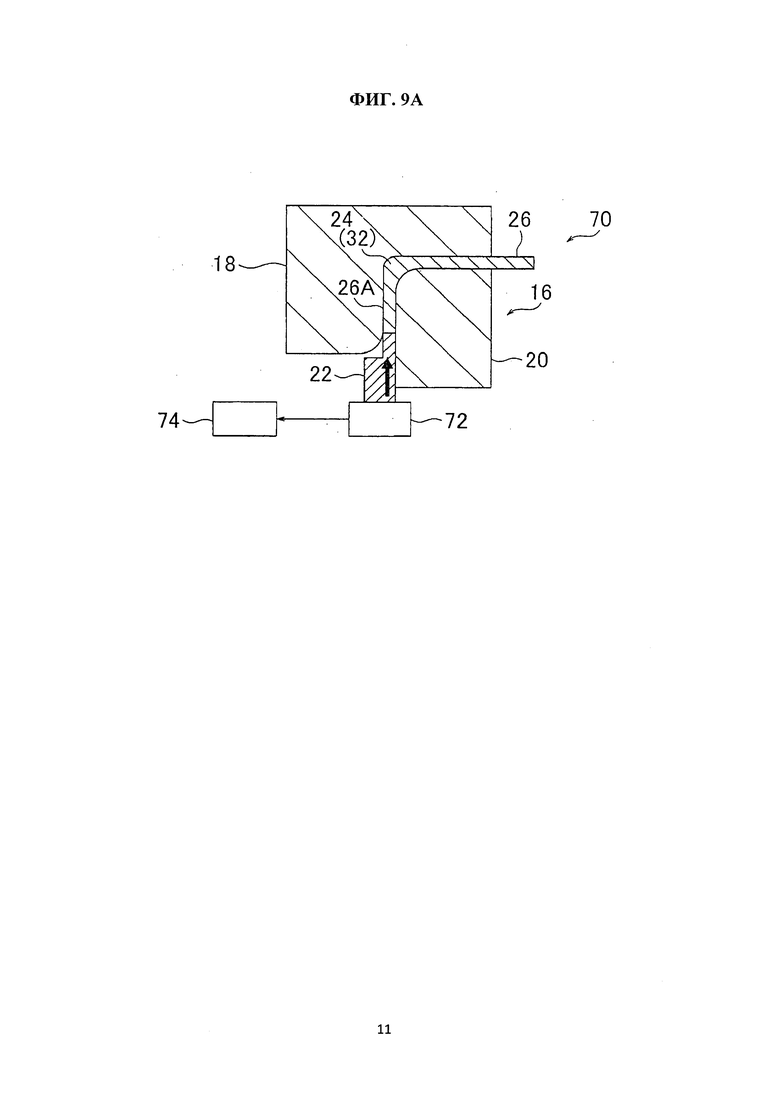
Фиг. 9А представляет собой поперечное сечение в состоянии, в котором показано изменение, вызванное производимым устройством давлением, приложенным к металлической пластине, от состояния, показанного на фиг. 8А, когда часть вещества металлической пластины переместилась во второй зазор посредством пластического течения;
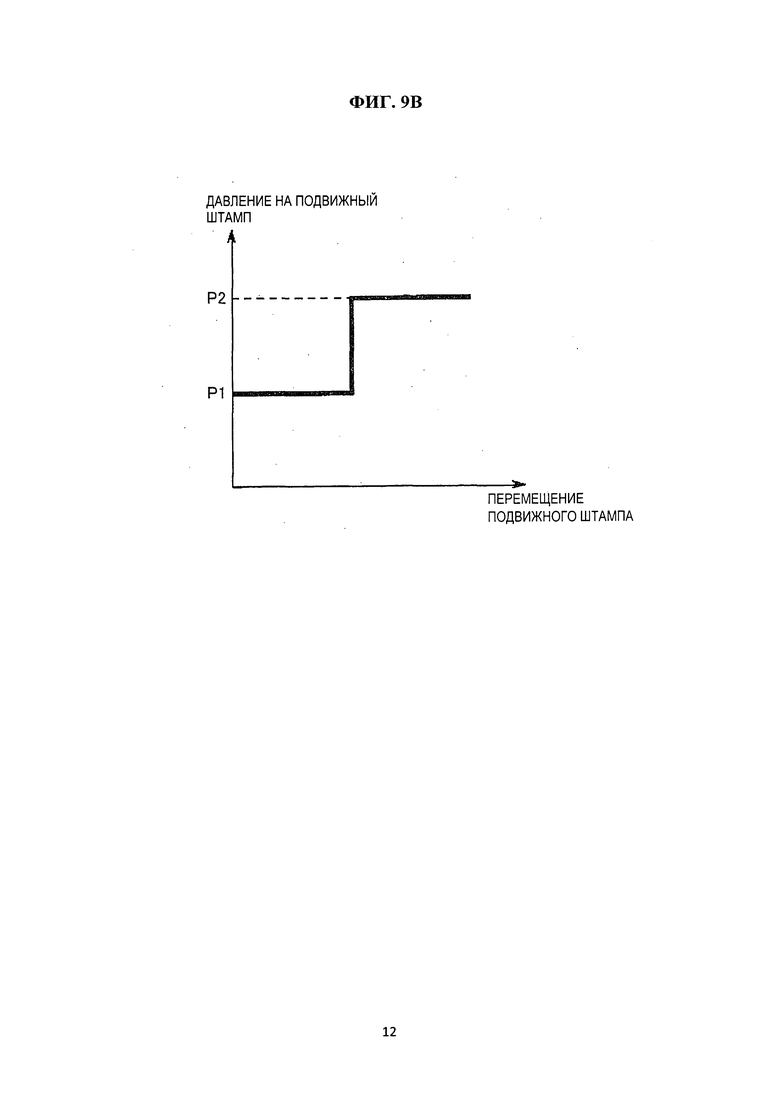
Фиг. 9В представляет собой график зависимости между давлением, приложенным к подвижному штампу, и перемещением подвижного штампа в состоянии, показанном на фиг. 9А;
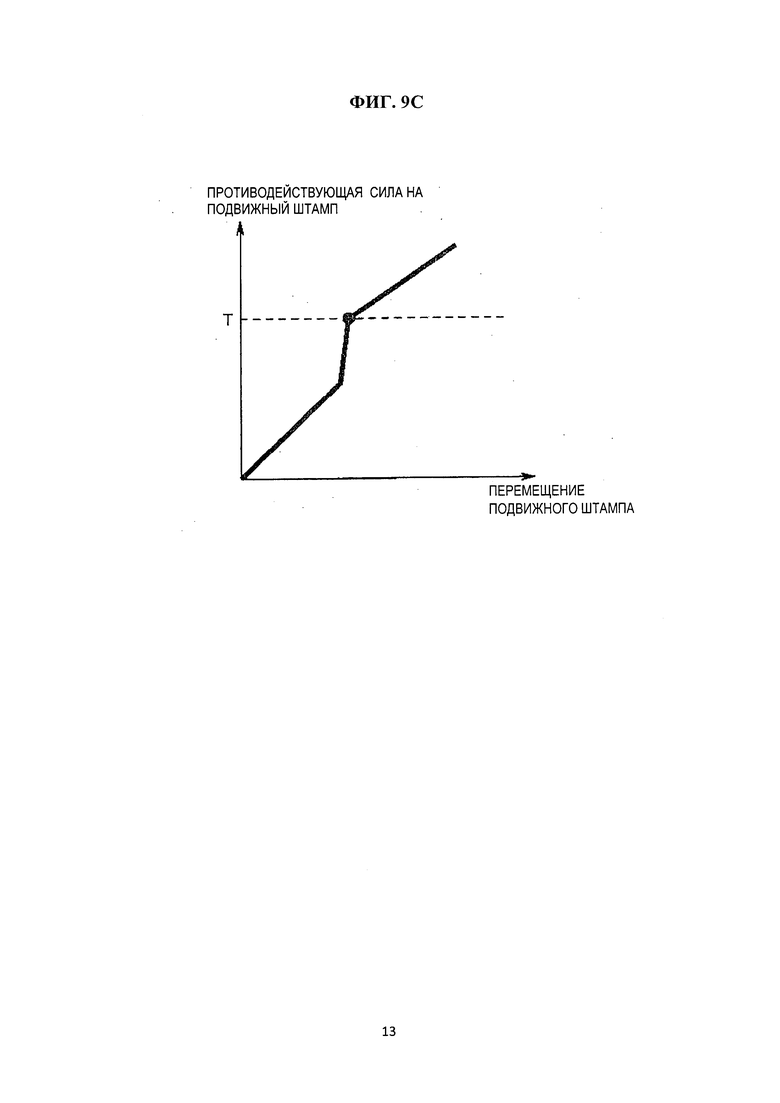
Фиг. 9С представляет собой график зависимости между противодействующей силой, принимаемой подвижным штампом, и перемещением подвижного штампа в состоянии, показанном на фиг. 9А;
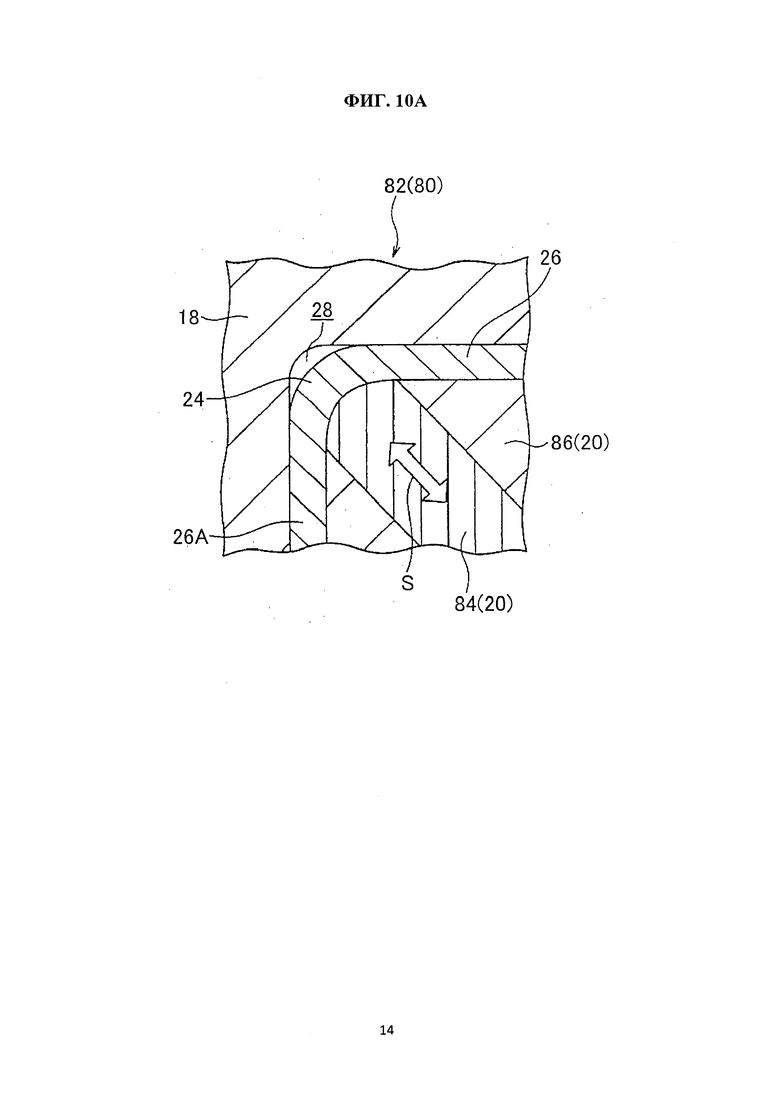
Фиг. 10A представляет собой поперечное сечение части структуры элемента каркаса кузова транспортного средства в устройстве для изготовления в соответствии с четвертым вариантом осуществления настоящего изобретения;
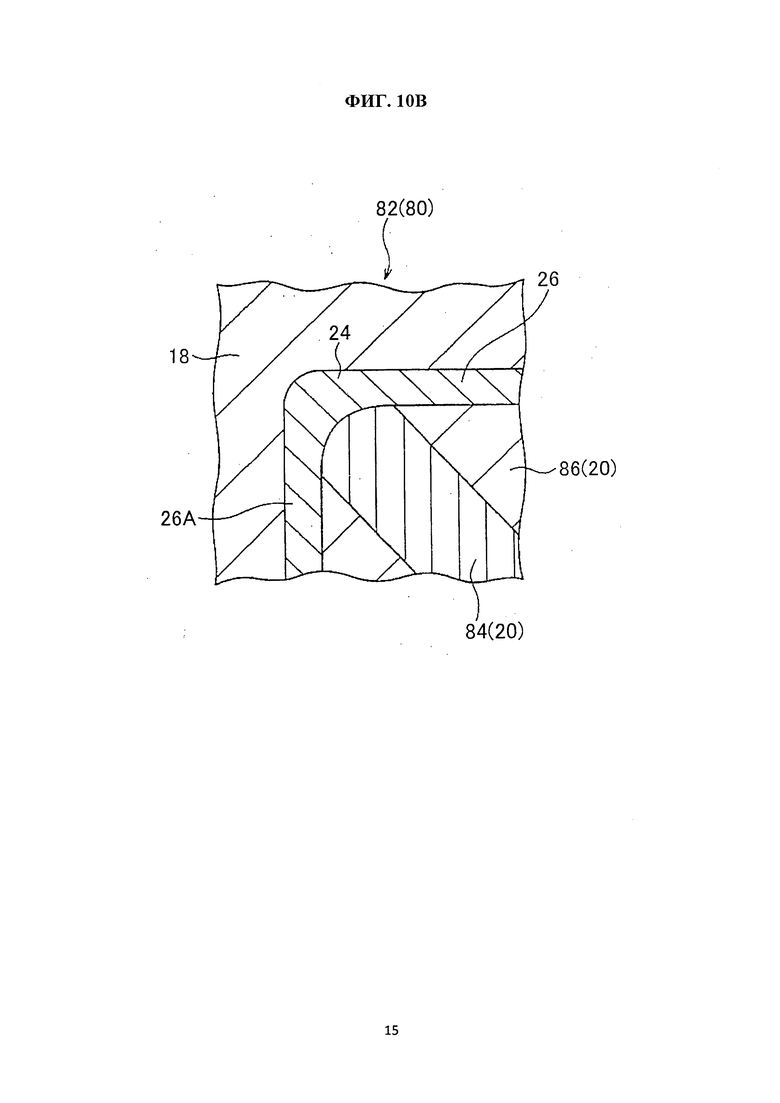
Фиг. 10В представляет собой поперечное сечение в состоянии, в котором часть вещества металлической пластины переместилась в первый зазор посредством пластического течения при давлении на металлическую пластину устройством для изготовления;
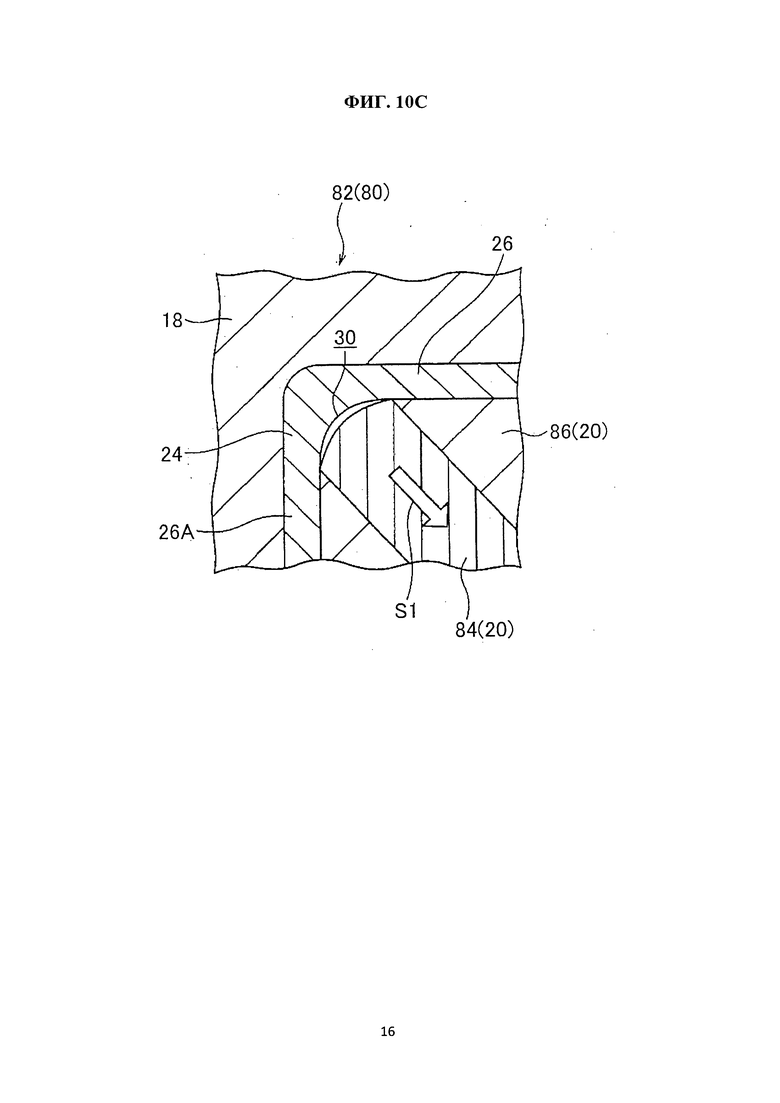
Фиг. 10С показывает поперечное сечение в состоянии, в котором скользящая часть, предусмотренная во втором штампе устройства для изготовления, скользит, и второй зазор, таким образом, увеличивается в размере;
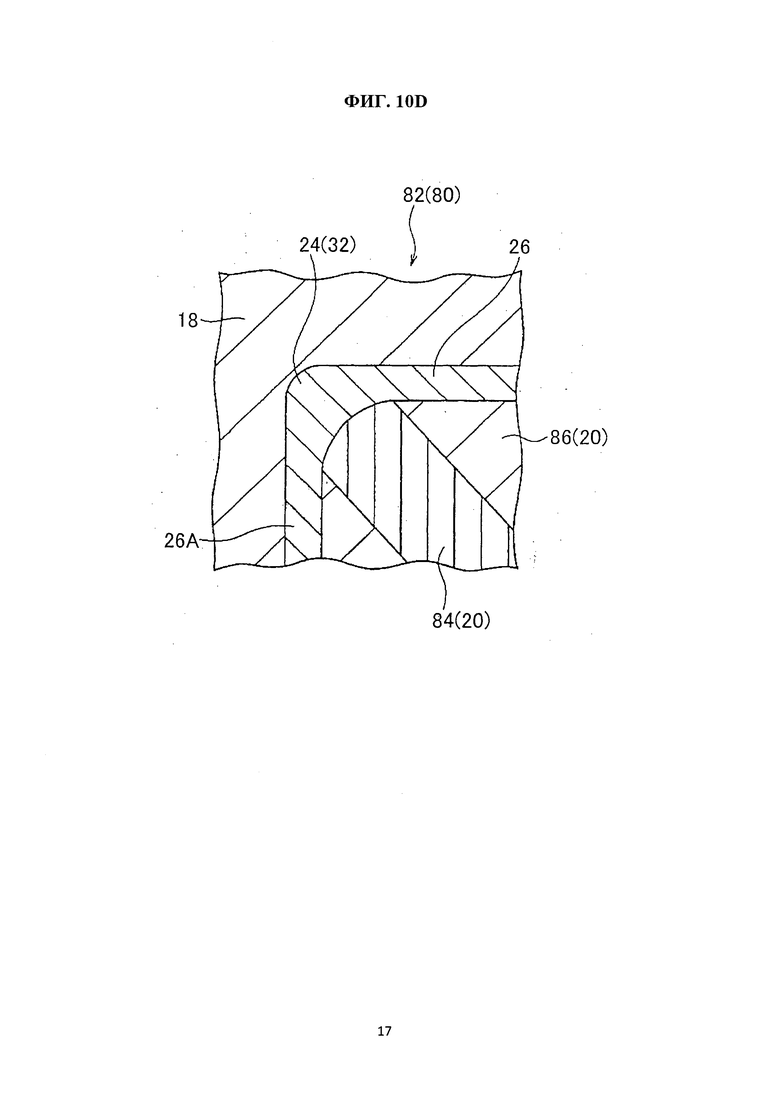
Фиг. 10D показывает поперечное сечение в состоянии, в котором часть вещества металлической пластины переместилась на второй зазор посредством пластического течения;
Фиг. 11 представляет собой вид в перспективе примера в случае, когда элемент каркаса кузова транспортного средства в соответствии с настоящим изобретением представляет собой пластину стойки подвески;
Фиг. 12 представляет собой вид в перспективе примера в случае, когда элемент каркаса кузова транспортного средства в соответствии с настоящим изобретением представляет собой внутреннюю панель переднего лонжерона;
Фиг. 13 показывает вид в перспективе примера в случае, когда элемент каркаса кузова транспортного средства в соответствии с настоящим изобретением представляет собой наружную панель порога; и
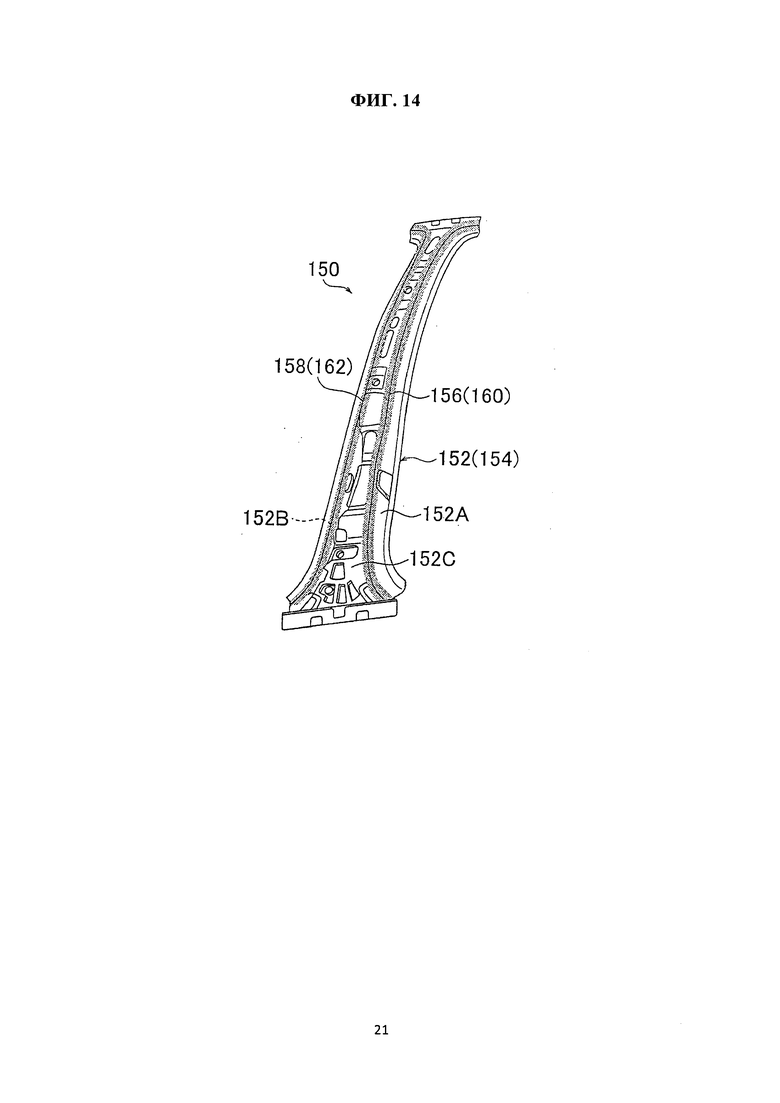
Фиг. 14 показывает вид в перспективе примера в случае, когда элемент каркаса кузова транспортного средства в соответствии с настоящим изобретением представляет собой наружную панель средней стойки.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0046] Первый вариант осуществления изобретения
Ниже приводится описание элемента 10 каркаса кузова транспортного средства, устройства 12 для изготовления элемента каркаса кузова транспортного средства и способа изготовления элемента каркаса кузова транспортного средства в соответствии с первым вариантом осуществления настоящего изобретения со ссылками на фиг. 1 - фиг. 5.
[0047] Ниже будет приведено описание устройства для изготовления и способа изготовления, во-первых, устройства 12 для изготовления элемента каркаса кузова транспортного средства (в дальнейшем называемого просто устройством 12 для изготовления), которое показано на фиг. 1 и фиг. 2. Это устройство 12 для изготовления представляет собой устройство для изготовления элемента каркаса кузова транспортного средства в соответствии с этим вариантом осуществления изобретения с использованием способа изготовления элемента каркаса кузова транспортного средства в соответствии с данным вариантом осуществления изобретения. Это устройство 12 для изготовления представляет собой устройство, которое выполняет операцию прессования, и включает в себя прессовую машину 14 в качестве основного корпуса устройства и штамп 16, который прикреплен к прессовой машине 14. Следует отметить, что прессовая машина 14 и штамп 16 схематично показаны на фиг. 1 и фиг. 2.
[0048] Упомянутый выше штамп 16 включает в себя первый штамп 18, который прикреплен к подштамповой подушке 15 прессовой машины 14, а также второй штамп 20 и подвижный штамп 22, которые прикреплены к скользящей части 17 прессовой машины 14. Штамп 16 сконфигурирован таким образом, что металлическая пластина 26 располагается между первым штампом 18 и вторым штампом 20, при этом металлическая пластина 26 выполнена с изогнутой частью 24 (часть выступа). Эта металлическая пластина 26 сформирована таким образом, чтобы иметь постоянную толщину. Изогнутая часть 24 формируется заранее в отдельном процессе.
[0049] Первый штамп 18 сконфигурирован так, чтобы контактировать с упомянутой металлической пластиной 26 с внешней стороны в радиальном направлении изгиба изогнутой части 24 и чтобы имелся первый зазор 28 между первым штампом 18 и изогнутой частью 24. Этот первый зазор 28 установлен таким образом, что его поперечное сечение постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части 24, и поперечное сечение первого зазора 28 имеет, по существу, серповидную форму. Другими словами, ширина первого зазора 28 вдоль радиального направления изгиба изогнутой части 24 постепенно увеличивается от конца первого зазора 28 к апексу первого зазора 28.
[0050] Второй штамп 20 сконфигурирован так, чтобы контактировать с упомянутой металлической пластиной 26 с внутренней стороны в радиальном направлении изгиба изогнутой части 24 и чтобы имелся второй зазор 30 между вторым штампом 20 и изогнутой частью 24. По аналогии с первым зазором 28, этот второй зазор 30 установлен таким образом, что его поперечное сечение постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части 24, и поперечное сечение второго зазора 30 имеет, по существу, серповидную форму. Другими словами, ширина второго зазора 30 вдоль радиального направления изгиба изогнутой части 24 постепенно увеличивается от одного конца второго зазора 30 к апексу второго зазора 30.
[0051] Подвижный штамп 22 может вызвать избыточное давление (может нажать) на одну боковую часть 26А металлической пластины 26 в сторону изогнутой части 24 в положении, когда металлическая пластина 26 размещена между первым штампом 18 и вторым штампом 20, причем одна боковая часть 26А является смежной с изогнутой частью 24.
[0052] Штамп 16, который сконфигурирован, как описано выше, находится под созданным прессовой машиной 14 давлением в вертикальном направлении, как показано на фиг. 1. Соответственно, одна боковая часть 26А металлической пластины 26 находится под давлением (прижата) к стороне изогнутой части 24 посредством подвижного штампа 22, и часть вещества металлической пластины 26 перемещается в первый зазор 28 и второй зазор 30 посредством пластического течения (состояние, показанное на фиг. 2). В результате, часть, которая представляет собой изогнутую часть 24 в металлической пластине 26, превращается в утолщенную часть 32, чья толщина увеличивается (т.е. утолщается), чтобы быть толще, чем в любой другой части металлической пластины 26.
[0053] В этом варианте осуществления изобретения, как описано выше, установлено так, что каждое из сечений первого зазора 28 и второго зазора 30 постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части 24. Соответственно, упомянутая утолщенная часть 32 выполнена таким образом, что толщина металлической пластины 26 постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части 24. Другими словами, в утолщенной части 32 толщина металлической пластины 26 постепенно увеличивается от позиции, в которой металлическая пластина 26 начинает сгибаться к апексу изогнутой части 24.
[0054] Необходимо отметить, что в этом варианте осуществления изобретения ширина первого зазора 28 вдоль радиального направления изгиба изогнутой части 24 устанавливается, например, такой же, как ширина второго зазора 30 вдоль радиального направления изгиба изогнутой части 24.
[0055] (Конфигурация элемента каркаса кузова транспортного средства) Фиг. 3 и фиг. 4 показывают элемент 10 каркаса кузова транспортного средства согласно этому варианту осуществления изобретения (каркас кузова транспортного средства в данном описании). Этот элемент 10 каркаса кузова транспортного средства включает в себя основной корпус 34 элемента, который образует часть каркаса кузова транспортного средства (кузов). Этот основной корпус 34 элемента сформирован путем прессования листа металлической пластины 36 с постоянной толщиной, чтобы иметь корытообразное поперечное сечение (открытое поперечное сечение), и имеет удлиненную форму.
[0056] Этот основной корпус 34 элемента включает в себя спаренные противоположные стенки 34А, 34В, которые противоположны друг другу в направлении, ортогональном к продольному направлению основного корпуса 34 элемента. Концы спаренных противоположных стенок 34А, 34В интегрально соединены соединительной стенкой 34С. Кроме того, спаренные фланцевые части 34D, 34Е соответственно простираются от концов спаренных противоположных стенок 34А, 34В, причем концы спаренных противоположных стенок 34А, 34В расположены напротив соединительной стенки 34С, и спаренные фланцевые части 34D, 34Е интегрально простираются в противоположных направлениях.
[0057] Описанный выше основной корпус 34 элемента, соответственно, сформирован с изогнутыми частями 38, 40 между спаренными противоположными стенками 34А, 34В и соединительной стенкой 34С, и также соответственно образован с изогнутыми частями 42, 44 между спаренными противоположными стенками 34А, 34В и спаренными фланцевыми частями 34D, 34Е. Из этих изогнутых частей 38, 40, 42, 44 (каждая из них представляет собой линию перегиба), изогнутая часть 38, которая образована между одной противоположной стенкой 34А и соединительной стенкой 34С, образована из утолщенной части 46. Следует отметить, что часть (область), где обеспечивается утолщенная часть 46, обозначена заштрихованной областью на ФИГ. 3 и ФИГ. 4 для удобства описания. Эта утолщенная часть 46 утолщена с помощью описанного выше устройства 12 для изготовления и имеет ту же конфигурацию, что и описанная выше утолщенная часть 32. Эта утолщенная часть 46 непрерывно (плавно) простирается от одного конца в продольном направлении основного корпуса 34 элемента к другому концу в продольном направлении основного корпуса 34 элемента. В этой утолщенной части 46 толщина металлической пластины 36 увеличивается по направлению к середине в направлении изгиба изогнутой части 38.
[0058] Необходимо отметить, что в этом элементе 10 каркаса кузова транспортного средства только одна изогнутая часть 38 из четырех изогнутых частей 38, 40, 42, 44 сформирована из утолщенной части 46. Тем не менее, настоящее изобретение не ограничивается этим, и каждая из других изогнутых частей 40, 42, 44 может быть утолщена, аналогично утолщенной части 46.
[0059] (Операции и результаты) Далее будет приведено описание операций и результаты реализации этого первого варианта осуществления изобретения.
[0060] В элементе 10 каркаса кузова транспортного средства, который выполнен, как описано выше, одна изогнутая часть 38 из четырех изогнутых частей 38, 40, 42, 44, которые сформированы в основном корпусе 34 элемента, изготовленного из металлического листа, сформирована из утолщенной части 46. В утолщенной части 46 толщина листа металлической пластины 36, которая представляет собой материал основного корпуса 34 элемента, постепенно увеличивается (увеличивается). Когда нагрузка в продольном направлении основного корпуса 34 элемента или нагрузка в направлении, ортогональном по отношению к продольному направлению основного корпуса 34 элемента, воздействует на этот основной корпус 34 элемента, то напряжение концентрируется на каждой из изогнутых частей 38, 40, которые, соответственно, расположены между спаренными противоположными стенками 34А, 34В и соединительной стенкой 34С. Так же, как описано выше, одна изогнутая часть 38 из изогнутых частей 38, 40, на которой сосредоточено напряжение, сформирована из утолщенной части 46. Таким образом, можно предотвратить увеличение сверх необходимости толщины листа той части основного корпуса 34 элемента, где нагрузка не сконцентрирована. Таким образом, прочность и жесткость основного корпуса 34 элемента может быть эффективно обеспечена и, таким образом, это может способствовать повышению весовой эффективности.
[0061] Необходимо отметить, что в сравнительном примере 50, который показан на фиг. 5, усиливающая пластина 52 (накладка, арматура или тому подобное), которая имеет L-образное поперечное сечение, прикреплена к изогнутой части 38 и к ее периферийной части в основном корпусе 34 элемента с помощью сварки или тому подобное. Изогнутая часть 38 также может быть усилена с помощью такой конфигурации. Тем не менее, может происходить потеря прочности соединения в соединительной части между основным корпусом 34 элемента и усиливающей пластиной 52. Таким образом, чтобы обеспечить требуемую прочность и жесткость, необходимо предпринять ряд мер, таких как утолщение усиливающей пластины 52, что приводит к снижению весовой эффективности.
[0062] В связи с этим, в этом варианте осуществления изобретения толщина самой металлической пластины 36, которая является материалом основного корпуса 34 элемента, увеличивается в изогнутой части 38. Таким образом, уменьшение прочности соединения, как описано выше, не происходит, и только прочность и жесткость изогнутой части, которые необходимы, эффективно могут быть усилены. Таким образом, возможен вклад в улучшение весовой эффективности.
[0063] Кроме того, в этом варианте осуществления толщина металлической пластины 36 постепенно увеличивается в утолщенной части 46 по направлению к середине в направлении изгиба изогнутой части 38. Таким образом, можно предотвратить концентрацию напряжений на основном корпусе 34 элемента, что обусловлено резким изменением характеристики поперечного сечения.
[0064] Более конкретно, в сравнительном примере 50, показанном на фиг. 5, характеристика поперечного сечения (толщина) резко изменяется на границе (см. стрелку В на фиг. 5) между частью, которая перекрыта усиливающей пластиной 52, и частью, не перекрытой усиливающей пластиной 52. Соответственно, распределение напряжений резко изменяется, что имеет тенденцию вызывать концентрацию напряжений. Таким образом, сравнительный пример 50 является неэффективным с точки зрения прочности и жесткости. В связи с этим, в данном варианте осуществления изобретения толщина металлической пластины 36 (основного корпуса 34 элемента) увеличивается вследствие непрерывного изменения толщины в изогнутой части 38. Следовательно, можно избежать концентрации напряжений, как описано выше.
[0065] Кроме того, в сравнительном примере 50, показанном на фиг. 5, основной корпус 34 элемента и усиливающую пластину 52 необходимо изготавливать отдельно. Соответственно, необходимо обеспечить количество штампов, машин, сооружений и рабочих, время производства, которые соответствуют количеству элементов. Кроме того, необходимо обеспечить оборудование, рабочих и время производства для соединения основного корпуса 34 элемента и усиливающей пластины 52. В связи с этим в элементе 10 каркаса кузова транспортного средства согласно этому варианту осуществления изобретения количество элементов может быть меньше, чем в сравнительном примере 50, и процесс соединения является не обязательным. Таким образом, этот вариант осуществления изобретения может способствовать снижению стоимости производства и тому подобное.
[0066] Кроме того, в конфигурации, где усиливающая пластина 52 присоединена к основному корпусу 34 элемента, как и в сравнительном примере 50, показанном на фиг. 5, сложно непрерывно обеспечивать соединение усиливающей пластины 52 на обоих концах в продольном направлении основного корпуса 34 элемента. Это происходит потому, что оба конца в продольном направлении основного корпуса 34 элемента соединены с отдельными элементами. В результате, характеристика сечения резко изменяется в промежуточной части в продольном направлении основного корпуса 34 элемента, и это может привести к возникновению концентрации напряжений. Напротив, в этом варианте осуществления изобретения утолщенная часть 46 непрерывно проходит от одного конца в продольном направлении основного корпуса 34 элемента к другому концу в продольном направлении основного корпуса 34 элемента. Таким образом, можно предотвратить возникновение концентрации напряжений, обусловленное резким изменением характеристики поперечного сечения изогнутой части 38 в промежуточной части в продольном направлении основного корпуса 34 элемента.
[0067] Далее будут описаны другие варианты осуществления настоящего изобретения. Необходимо отметить, что элементы и операции, которые в основном такие же, как и у первого варианта осуществления, обозначены теми же ссылочными позициями, что и в первом варианте осуществления изобретения и их описание опускается.
[0068] Второй вариант осуществления изобретения.
Фиг. 6 представляет собой поперечное сечение части конфигурации штампа 62 в устройстве 60 для изготовления элемента каркаса кузова транспортного средства в соответствии со вторым вариантом осуществления настоящего изобретения. Это устройство 60 для изготовления представляет собой устройство, которое реализует способ изготовления элемента каркаса кузова транспортного средства в соответствии с этим вторым вариантом осуществления изобретения, и штамп 62 имеет в основном такую же конфигурацию, как и штамп 16 в соответствии с первым вариантом осуществления изобретения. Тем не менее, в этом штампе 62 ширина W1 первого зазора 28 вдоль радиального направления изгиба изогнутой части 24, установлена таким образом, чтобы быть больше, чем ширина W2 второго зазора 30 вдоль радиального направления изгиба изогнутой части 24. За исключением этого, конфигурация второго варианта осуществления изобретения является такой же, как и в первом варианте осуществления изобретения.
[0069] Здесь, когда прессовая машина 14 использует подвижный штамп 22 (оба из которых не показаны на ФИГ. 6) для оказания давления на одну боковую часть 26А, которая примыкает к изогнутой части 24 металлической пластины 26, в сторону изогнутой части 24, часть вещества металлической пластины 26 имеет тенденцию перемещаться к внешней стороне в радиальном направлении изгиба изогнутой части 24 посредством пластического течения, а не к внутренней стороне в радиальном направлении изгиба изогнутой части 24. В связи с этим, в этом варианте осуществления изобретения ширина W1 первого зазора 28, который сформирован на внешней стороне в радиальном направлении изгиба изогнутой части 24, устанавливается таким образом, чтобы быть больше, чем ширина W2 второго зазора 30, который сформирован на внутренней стороне в радиальном направлении изгиба изогнутой части 24. Соответственно, часть вещества металлической пластины 26 активно перемещается в первый зазор 28 посредством пластического течения, чтобы увеличить жесткость изогнутой части 24. Затем часть вещества металлической пластины 26 может перемещаться во второй зазор 30 посредством пластического течения. Это может способствовать предотвращению ненужного прогиба изогнутой части 24 во время оказания давления, как описано выше.
[0070] Третий вариант осуществления изобретения
Фиг. 7А представляет собой поперечное сечение начального состояния металлической пластины 26 в начале процесса прессования посредством устройства 70 для изготовления элемента каркаса кузова транспортного средства в соответствии с третьим вариантом осуществления настоящего изобретения. Это устройство 70 для изготовления представляет собой устройство, которое выполняет способ изготовления элемента каркаса кузова транспортного средства в соответствии с третьим вариантом осуществления изобретения и, в основном, имеет ту же конфигурацию, что и устройство 12 для изготовления в соответствии с первым вариантом осуществления изобретения. Тем не менее, это устройство 70 для изготовления включает в себя датчик 72 нагрузки для обнаружения противодействующей силы, принимаемой подвижным штампом 22 (для выработки сигнала, который соответствует величине противодействующей силы) во время воздействия давления на одну боковую часть 26А металлической пластины 26. Этот датчик 72 нагрузки электрически соединен с контроллером 74, который управляет работой прессовой машины 14 (который не показан на фиг. 7А, фиг. 8А, фиг. 9А).
[0071] Контроллер 74 сконфигурирован для увеличения давления на одну боковую часть 26А посредством подвижного штампа 22, когда давление посредством подвижного штампа 22 вызывает перемещение части вещества металлической пластины 26 в первый зазор 28 посредством пластического течения и, следовательно, выходной сигнал датчика 72 нагрузки превышает заранее заданное пороговое значение. Подробности будут описаны ниже.
[0072] Как показано на фиг. 7А, когда подвижный штамп 22 начинается оказывать давление на одну боковую часть 26А металлической пластины 26 в сторону изогнутой части 24, контроллер 74 обеспечивает создание постоянного давления Р1 подвижным штампом 22, как показано на фиг. 7В. Таким образом, как показано на фиг. 1С, противодействующая сила, которую принимает подвижный штамп 22 от одной боковой части 26А, увеличивается в соответствии со смещением подвижного штампа 22 в сторону изогнутой части 24, то есть посредством пластического течения части вещества металлической пластины 26 в первый зазор 28.
[0073] Как показано на фиг. 8В, контроллер 74 применяет постоянное давление PI к подвижному штампу 22 до тех пор, пока упомянутое давление заставляет часть вещества металлической пластины 26 в основном переместиться в первый зазор 28 посредством пластического течения. После того, как часть вещества металлической пластины 26 переместится в большую часть площади первого зазора 28 посредством пластического течения, как показано на фиг. 8С, противодействующая сила, которую принимает подвижный штамп 22 от одной боковой части 26А, резко увеличивается.
[0074] В результате, когда выходной сигнал датчика 72 нагрузки превышает пороговое значение Т, которое установлено заранее, как показано на фиг. 9В, контроллер 74 увеличивает давление на подвижный штамп 22 от Р1 до Р2 (P1<Р2). Таким образом, часть вещества металлической пластины 26 может перемещаться беспрепятственно во второй зазор 30 посредством пластического течения, при этом второй зазор 30 расположен на внутренней стороне в радиальном направлении изгиба изогнутой части 24 (на стороне, к которой часть вещества металлической пластины 26 менее вероятно перемещается посредством пластического течения). В это время, как показано на фиг. 9С, противодействующая сила, которую принимает подвижный штамп 22 от одной боковой части 26А, увеличивается в соответствии со смещением подвижного штампа 22 к стороне изогнутой части 24, то есть, пластическим течением части вещества металлической пластины 26 во второй зазор 30.
[0075] Другими словами, в этом варианте осуществления изобретения в начальный период, когда прессовая машина 14 использует подвижный штамп 22 для начала оказания давления на одну боковую часть 26А металлической пластины 26 в сторону изогнутой части 24, толщина изогнутой части 24 не была увеличена и, таким образом, изогнутая часть 24, вероятно, будет иметь прогиб. Соответственно, одна боковая часть 26А находится под давлением с низкой нагрузкой. Это может способствовать предотвращению ненужного прогиба изогнутой части 24. Затем, после того, как изогнутая часть 24 в основном утолщена со стороны первого зазора 28, и жесткость изогнутой части 24 повышена, давление на одну боковую часть 26А увеличивается. Таким образом, часть вещества металлической пластины 26 может свободно перемещаться посредством пластического течения во второй зазор 30, к которому часть вещества металлической пластины 26 менее вероятно будет перемещаться посредством пластического течения.
[0076] Четвертый вариант осуществления изобретения
Фиг. 10А - фиг. 10D представляют собой поперечные сечения части конфигурации штампа 82 в устройстве 80 для изготовления элемента каркаса кузова транспортного средства в соответствии с четвертым вариантом осуществления настоящего изобретения. Это устройство 80 для изготовления представляет собой устройство, которое выполняет способ изготовления элемента каркаса кузова транспортного средства в соответствии с этим четвертым вариантом осуществления изобретения, и штамп 82 имеет в основном такую же конфигурацию, как и штамп 16 в соответствии с первым вариантом осуществления изобретения. Тем не менее, в этом штампе 82 второй штамп 20 включает в себя скользящую часть 84. Эта скользящая часть 84 прикреплена с возможностью скольжения в направлении стрелки S на фиг. 10А по отношению к части 86 основного корпуса второго штампа 20. Эта скользящая часть 84 может увеличить/уменьшить ширину второго зазора 30 вдоль радиального направления изгиба изогнутой части 24 (может расширять/сжимать второй зазор 30).
[0077] Кроме того, этот вариант осуществления изобретения снабжен датчиком 72 нагрузки и контроллером 74 (которые не показаны на фиг. 10А - фиг. 10D), которые являются такими же, как датчик 72 нагрузки и контроллер 74 в третьем варианте осуществления изобретения. Приводное устройство (например, цилиндр), которое не показано и которое может управлять скользящей частью 84, соединено с этим контроллером 74. Этот контроллер 74 использует приводное устройство для перемещения скользящей части 84, и тем самым уменьшения ширины второго зазора 30, как показано на фиг. 10А (уменьшения до нуля здесь). В таком состоянии контроллер 74 начинает инициировать создание давления на одну боковую часть 26А металлической пластины 26 посредством прессовой машины 14 (которая не показана на фиг 10А - фиг. 10D). Таким образом, часть вещества металлической пластины 26 может перемещаться в первый зазор 28 посредством пластического течения, когда ненужный продольный изгиб изогнутой части 24 на стороне второго зазора 30 исключен.
[0078] Затем, как показано на фиг. 10В, как только часть вещества металлической пластины 26 перемещается в большую область первого зазора 28 посредством пластического течения, выходной сигнал датчика 72 нагрузки превышает заранее заданное пороговое значение. Соответственно, как показано на фиг. 10С, контроллер 74 использует приводное устройство, которое не показано, чтобы сместить скользящую часть 84 (см. стрелку S1 на фиг. 10В) и тем самым увеличивает ширину второго зазора 30. В этом состоянии жесткость изогнутой части 24 повышается. Таким образом, часть вещества металлической пластины 26 может перемещаться во второй зазор 30 путем пластического течения, в то время как продольный изгиб изогнутой части 24 предотвращается (см. фиг. 10D).
[0079] Различные примеры элемента каркаса кузова транспортного средства. Далее будет приведено описание различных примеров элемента каркаса кузова транспортного средства в соответствии с настоящим изобретением с использованием фиг. 11 - фиг. 14. Необходимо отметить, что стрелка ВПЕРЕД, стрелка ВВЕРХ и стрелка НАРУЖУ, которые соответствующим образом показаны на фиг. 11 - фиг. 14, соответственно, указывают направление вперед (направление движения), направление вверх и направление наружу поперек транспортного средства.
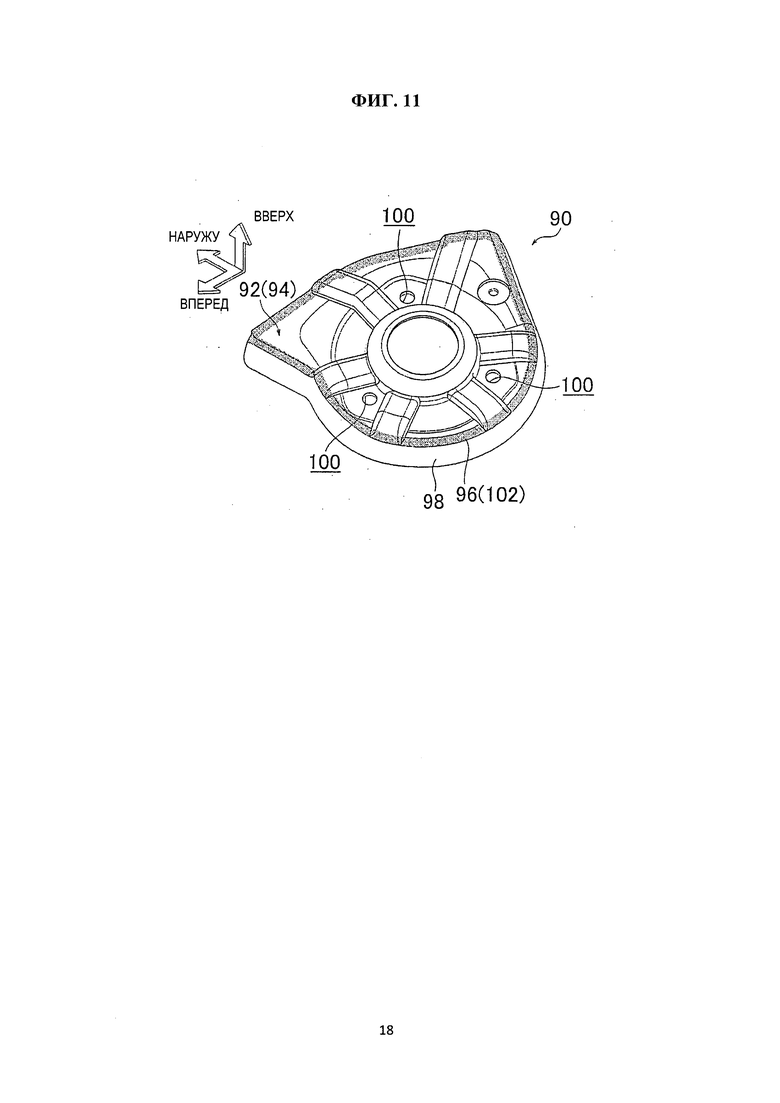
[0080] Первый пример. Фиг. 11 представляет собой вид в перспективе примера в случае, когда элемент каркаса кузова транспортного средства в соответствии с настоящим изобретением представляет собой пластину стойки подвески. Пластина 90 стойки подвески, которая показана на фиг. 11, представляет собой верхнюю часть стенки подвески (не показана) каркаса кузова транспортного средства, и включает в себя уплощенный основной корпус 92 в качестве основного корпуса элемента.
[0081] Уплощенный основной корпус 92 образован посредством штамповки металлической пластины 94. Внешняя периферия этого уплощенного основного корпуса 92 выполнена с изогнутой частью 96. Соответственно, образована фланцевая часть 98, которая простирается к нижней стороне. Эта фланцевая часть 98 присоединена к верхнему концу основного корпуса стойки подвески с помощью сварки. Часть выполнена таким образом, что верхний конец подвески прикреплен посредством болтового соединения к этому уплощенному основному корпусу 92 с использованием множества (здесь трех) болтовых отверстий 100, которые сформированы в середине уплощенного основного корпуса 92.
[0082] Упомянутая изогнутая часть 96 образована из утолщенной части 102, которая утолщена посредством такого же устройства для изготовления, как и устройство 12 для изготовления в соответствии с первым вариантом осуществления изобретения. В этой утолщенной части 102 толщина листа металлической пластины 94 постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части 96. Отметим, что часть (область), где предусмотрена утолщенная часть 102, на фиг. 11 заполнена точками для удобства описания.
[0083] В пластине 90 стойки подвески, которая выполнена, как описано выше, уплощенный основной корпус 92 принимает нагрузку, направленную вверх от подвески, во время движения транспортного средства, и напряжение концентрируется в изогнутой части 96. Поскольку эта изогнутая часть 96 образована из утолщенной части 102, то может быть исключено ненужное увеличение толщины листа части металлической пластины 94, где напряжение не концентрируется. Это может способствовать повышению весовой эффективности.
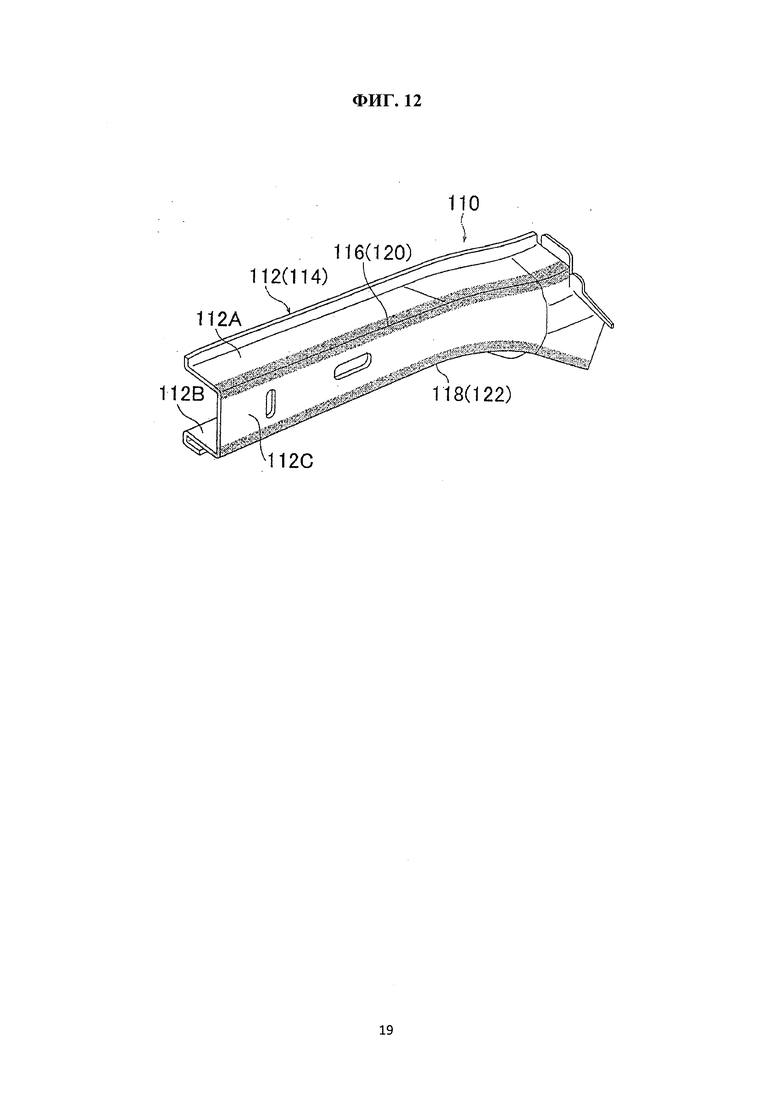
[0084] Второй пример. Фиг. 12 представляет собой вид в перспективе примера в случае, когда элемент каркаса кузова транспортного средства в соответствии с настоящим изобретением представляет собой внутреннюю панель переднего лонжерона. Внутренняя панель 110 (далее по тексту внутренняя панель 110 лонжерона), которая показана на фиг. 12, включает в себя основной корпус 112 панели в качестве основного корпуса элемента. Этот основной корпус 112 панели образован посредством штамповки металлической пластины 114, чтобы иметь, по существу, корытообразное поперечное сечение, и имеет удлиненную форму.
[0085] Упомянутый основной корпус 112 панели включает в себя спаренные противоположные стенки 112А, 112В, которые расположены друг против друга в направлении, ортогональном к продольному направлению основного корпуса 112 панели, и соединительную стенку 112С, которая соединяет между собой концы спаренных противоположных стенок 112А, 112В. Изогнутые части 116, 118, соответственно, сформированы между спаренными противоположными стенками 112А, 112В и соединительной стенкой 112С. Эти изогнутые части 116, 118, соответственно, сформированы из утолщенных частей 120, 122, которые утолщены с использованием такого же устройства для изготовления, как и устройство 12 для изготовления в соответствии с первым вариантом осуществления. Отметим, что части (области), где обеспечиваются утолщенные части 120, 122, заполнены точками на фиг. 12 для удобства описания. Эти утолщенные части 120, 122 непрерывно простираются от одного конца в продольном направлении основного корпуса 112 панели к другому концу в продольном направлении основного корпуса 112 панели. В этих утолщенных частях 120, 122 толщина листа металлической пластины 114 увеличивается по направлению к середине в направлении изгиба изогнутых частей 116, 118.
[0086] В этой внутренней панели 110 лонжерона, когда нагрузка в продольном направлении основного корпуса 112 панели или нагрузка в ортогональном направлении по отношению к продольному направлению основного корпуса 112 панели действует на основной корпус 112 панели, который имеет удлиненную форму, например, так во время столкновения транспортного средства, нагрузка сосредоточена на каждой из изогнутых частях 116, 118, которые, соответственно, расположены между спаренными противоположными стенками 112А, 112В и соединительной стенкой 112С. Так как эти изогнутые части 116, 118, соответственно, сформированы из утолщенных частей 120, 122, то жесткость основного корпуса 112 панели эффективно может быть обеспечена. Кроме того, утолщенные части 120, 122 непрерывно простираются от одного конца в продольном направлении основного корпуса 112 панели к другому концу в продольном направлении основного корпуса 112 панели. Таким образом, можно предотвратить возникновение концентрации напряжений, обусловленных резким изменением характеристики поперечного сечения каждой из изогнутых частей 116, 118 в промежуточной части в продольном направлении основного корпуса 112 панели.
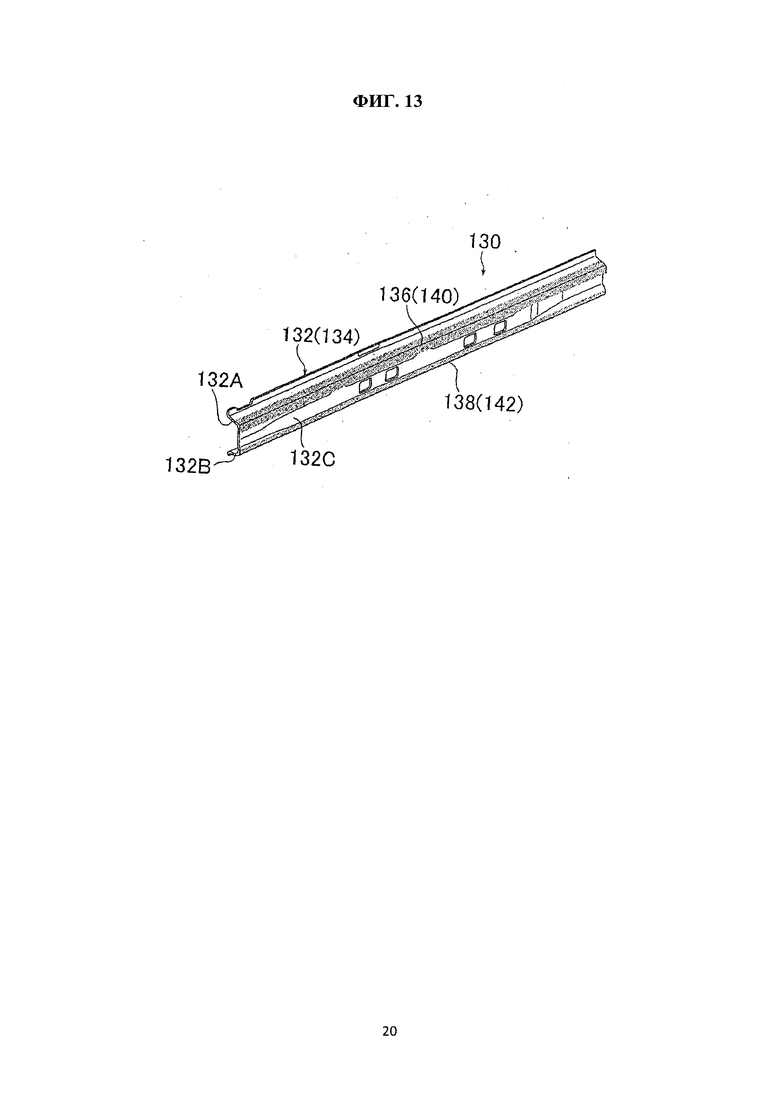
[0087] Третий пример. Фиг. 13 показывает вид в перспективе примера в случае, когда элемент каркаса кузова транспортного средства в соответствии с настоящим изобретением представляет собой наружную панель порога. Наружная панель 130 (далее по тексту наружная панель 130 порога), которая показана на фиг. 13, включает в себя основной корпус 132 панели в качестве основного корпуса элемента. Этот основной корпус 132 панели образован посредством штамповки металлической пластины 134, чтобы иметь, по существу, корытообразное поперечное сечение, и имеет удлиненную форму.
[0088] Упомянутый основной корпус 132 панели включает в себя спаренные противоположные стенки 132А, 132В, которые расположены друг против друга в ортогональном направлении к продольному направлению внешней панели 130, и соединительную стенку 132С, которая соединяет между собой концы спаренных противоположных стенок 132А, 132В. Изогнутые части 136, 138, соответственно, сформированы между спаренными противоположными стенками 132А, 132В и соединительной стенкой 132С. Эти изогнутые части 136, 138, соответственно, сформированы из утолщенных частей 140, 142, которые утолщены тем же устройством для изготовления, что и устройство 12 для изготовления в соответствии с первым вариантом осуществления. Необходимо отметить, что части (области), где находятся утолщенные части 140, 142, заполнены точками на фиг. 13 для удобства описания. Эти утолщенные части 140, 142 непрерывно простираются от одного конца в продольном направлении основного корпуса 132 панели к другому концу в продольном направлении основного корпуса 132 панели. В этих утолщенных частях 140, 142 толщина листа металлической пластины 134 постепенно увеличивается по направлению к середине в направлении изгиба изогнутых частей 136, 138. Кроме того, в данном примере могут быть выполнены такие же операции и получены такие же эффекты, как и вышеописанном втором примере.
[0089] Четвертый пример. Фиг. 14 показывает вид в перспективе примера в случае, когда элемент каркаса кузова транспортного средства в соответствии с настоящим изобретением представляет собой наружную панель средней стойки (В стойка). Наружная панель 150 (далее упоминается как наружная панель 150 В стойки), которая показана на фиг. 14, включает в себя основной корпус 152 панели в качестве основного корпуса элемента. Этот основной корпус 152 панели образован посредством штамповки металлической пластины 154, чтобы иметь, по существу, корытообразное поперечное сечение, и имеет удлиненную форму.
[0090] Упомянутый основной корпус 152 панели включает в себя спаренные противоположные стенки 152А, 152В, которые расположены друг против друга в направлении, ортогональном к продольному направлению наружной панели 150, и соединительную стенку 152С, которая соединяет концы спаренных противоположных стенок 152А, 152В между собой. Изогнутые части 156, 158, соответственно, сформированы между спаренными противоположными стенками 152А, 152В и соединительной стенкой 152С. Эти изогнутые части 156, 158, соответственно, сформированы из утолщенных частей 160, 162, которые утолщены тем же устройством для изготовления, что и устройство 12 для изготовления в соответствии с первым вариантом осуществления. Следует отметить, что части (области), где сформированы утолщенные части 160, 162, заполнены точками на фиг. 14 для удобства описания. В этих утолщенных частях 160, 162 толщина листа металлической пластины 154 постепенно увеличивается по направлению к середине в направлении изгиба изогнутых частей 156, 158. Кроме того, в этом примере жесткость основного корпуса 152 панели может эффективно обеспечиваться, как в описанных выше втором и третьем примерах.
[0091] Описание настоящего изобретения было приведено с использованием несколько вариантов осуществления. Тем не менее, различные модификации могут быть сделаны для осуществления настоящего изобретения без отступа от объема его существенных признаков. Излишне говорить, что настоящее изобретение не ограничивается каждым из упомянутых вариантов осуществления. Кроме того, настоящее изобретение может быть применено и к другим типам элемента каркаса кузова транспортного средства, таким как стойка, отличная от стойки В, продольная балка крыши и поперечный элемент.
Изобретение относится к элементу, который входит в состав кузова транспортного средства, такого как автомобиль, устройству для его изготовления и способу его изготовления. В элементе каркаса кузова транспортного средства изогнутая часть, которая образована в основном корпусе элемента, изготовленного из металлической пластины, выполнена из утолщенной части, в которой толщина листа металлической пластины в качестве материала основного корпуса элемента, постепенно увеличивается. В результате обеспечивается избежание увеличения сверх необходимости толщины листа части, где напряжение не концентрируется, что способствует повышению весовой эффективности. 2 н. и 7 з.п. ф-лы, 14 ил.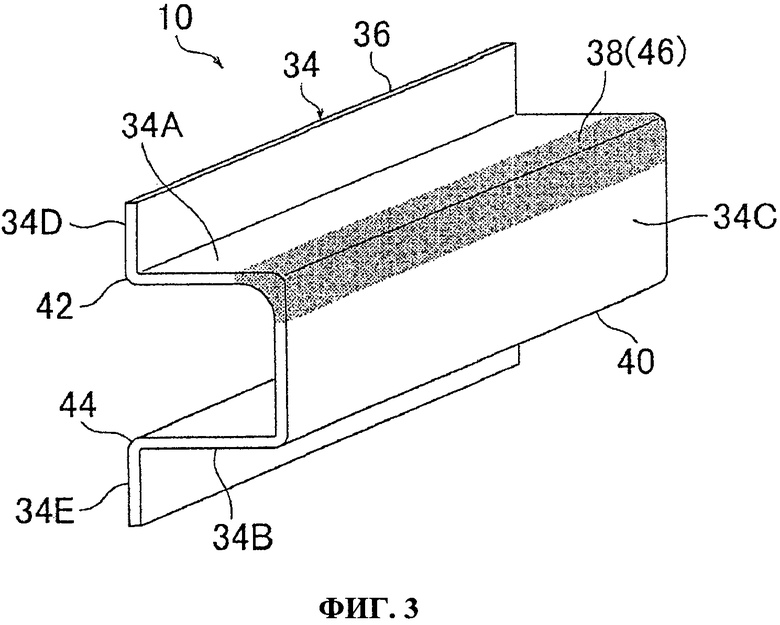
1. Устройство для изготовления элемента каркаса кузова транспортного средства, содержащего основной корпус элемента как часть каркаса кузова транспортного средства, сформированный из металлической пластины и имеющий изогнутую часть с утолщенной частью, в которой толщина металлической пластины постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части, содержащее
первый штамп и второй штамп, сконфигурированные для размещения между ними металлической пластины, имеющей постоянную толщину и сформированной с изогнутой частью, причем первый штамп сконфигурирован для контакта с металлической пластиной с внешней стороны в радиальном направлении изгиба изогнутой части, а второй штамп сконфигурирован для контакта с металлической пластиной с внутренней стороны в радиальном направлении изгиба изогнутой части, при этом между первым штампом и изогнутой частью металлической пластины образован первый зазор и между вторым штампом и изогнутой частью металлической пластины образован второй зазор, поперечные сечения которых постепенно увеличиваются по направлению к середине в направлении изгиба изогнутой части, причем второй штамп содержит скользящую часть, выполненную с возможностью увеличения или уменьшения ширины второго зазора вдоль радиального направления изгиба изогнутой части,
подвижный штамп, сконфигурированный для создания давления на одну боковую часть металлической пластины в сторону изогнутой части в положении, когда металлическая пластина размещена между первым штампом и вторым штампом, при этом одна боковая часть металлической пластины является смежной к изогнутой части, и
основной корпус устройства, сконфигурированный для использования подвижного штампа для создания давления на одну боковую часть металлической пластины в сторону изогнутой части в положении, когда металлическая пластина размещена между первым штампом и вторым штампом с обеспечением перемещения части материала металлической пластины в первый зазор посредством пластического течения, и содержащий датчик нагрузки для обнаружения противодействующей силы, которую принимает подвижный штамп во время оказания давления на одну боковую часть металлической пластины, при этом
подвижный штамп сконфигурирован с возможностью начала оказывания давления на одну боковую часть металлической пластины в состоянии, при котором ширина второго зазора уменьшается посредством скользящей части, причем скользящая часть сконфигурирована для перемещения с возможностью увеличения ширины второго зазора, когда выходной сигнал датчика нагрузки превышает заранее заданное пороговое значение, и продолжения оказывания давления на одну боковую часть металлической пластины по мере перемещения скользящей части с возможностью увеличения ширины второго зазора для обеспечения перемещения части материала металлической пластины во второй зазор посредством пластического течения.
2. Устройство по п. 1, в котором ширина первого зазора вдоль радиального направления изгиба изогнутой части постепенно увеличивается от одного конца первого зазора к самой верхней части первого зазора, или ширина второго зазора вдоль радиального направления изгиба изогнутой части постепенно увеличивается от одного конца второго зазора к самой верхней части второго зазора.
3. Устройство по п. 1 или 2, в котором поперечное сечение первого зазора или поперечное сечение второго зазора имеет серповидную форму.
4. Устройство по п. 1 или 2, в котором ширина первого зазора вдоль радиального направления изгиба изогнутой части устанавливается большей, чем ширина второго зазора вдоль радиального направления изгиба изогнутой части.
5. Способ изготовления элемента каркаса кузова транспортного средства, содержащего основной корпус элемента как часть каркаса кузова транспортного средства, сформированный из металлической пластины, имеющий изогнутую часть с утолщенной частью, в которой толщина металлической пластины постепенно увеличивается по направлению к середине в направлении изгиба изогнутой части, включающий
размещение металлической пластины, имеющей постоянную толщину и сформированной с изогнутой частью, между первым штампом и вторым штампом со скользящей частью, причем первый штамп вступает в контакт с металлической пластиной с внешней стороны в радиальном направлении изгиба изогнутой части, а второй штамп вступает в контакт с металлической пластиной с внутренней стороны в радиальном направлении изгиба изогнутой части, при этом между первым штампом и изогнутой частью металлической пластины образован первый зазор и между вторым штампом и изогнутой частью металлической пластины образован второй зазор, поперечное сечение которых постепенно увеличивается по направлению к середине в направление изгиба изогнутой части;
обеспечение второго штампа со скользящей частью для увеличения или уменьшения ширины второго зазора вдоль радиального направления изгиба изогнутой части между вторым штампом и изогнутой частью металлической пластины, имеющей постоянную толщину;
инициирование оказания давления на одну боковую часть металлической пластины в сторону изогнутой части с помощью подвижного штампа в положении, когда эта металлическая пластина размещена между первым штампом и вторым штампом, и ширина второго зазора уменьшается посредством скользящей части, обеспечивая перемещение части материала металлической пластины в первый зазор посредством пластического течения, причем одна боковая часть этой металлической пластины примыкает к изогнутой части, и
продолжение оказания давления подвижным штампом на одну боковую часть металлической пластины в сторону изогнутой части по мере увеличения ширины второго зазора посредством скользящей части после того, как часть материала металлической пластины перемещается в первый зазор посредством пластического течения так, чтобы часть вещества металлической пластины переместилась во второй зазор.
6. Способ по п. 5, в котором ширина первого зазора вдоль радиального направления изгиба изогнутой части постепенно увеличивается от одного конца первого зазора к самой верхней части первого зазора, или ширина второго зазора вдоль радиального направления изгиба изогнутой части постепенно увеличивается от одного конца второго зазора к самой верхней части второго зазора.
7. Способ по п. 5 или 6, в котором поперечное сечение первого зазора или поперечное сечение второго зазора имеет серповидную форму.
8. Способ по п. 5 или 6, в котором ширина первого зазора вдоль радиального направления изгиба изогнутой части устанавливается большей, чем ширина второго зазора вдоль радиального направления изгиба изогнутой части.
9. Способ по п. 5 или 6, в котором давление на одну боковую часть металлической пластины подвижным штампом увеличивается после того, как в результате давления на одну боковую часть металлической пластины в сторону изогнутой части посредством подвижного штампа часть материала металлической пластины переместилась в первый зазор посредством пластического течения.
| DE 102007013174 A1, 25.09.2008 | |||
| JP 2005349433 A, 22.12.2005 | |||
| Способ изготовления крупногабаритных фланцев | 1983 |
|
SU1140860A1 |
| JP 2001314921 A, 13.11.2001. | |||

