Область техники, к которой относится изобретение
Данное изобретение относится к области изготовления зубчатых венцов шестерни полых колес, в частности к соответствующим внутренним зубчатым венцам шестерни. Зубчатые венцы шестерни, в частности эвольвентные зубчатые зацепления, находят применения в зубчатых коробках передач, в частности в планетарных коробках передач, например, в планетарных коробках передач автомобильных коробок передач, а также в других областях автомобилестроения и машиностроения. Изобретение относится к способам и устройствам по ограничительной части независимых пунктов формулы изобретения.
Уровень техники
В наши дни внутренние зубчатые венцы шестерни изготавливают, прежде всего, обработкой резанием, в частности посредством протягивания.
Кроме того, протягивание применяют при изготовлении профилей ступиц с нарезкой, например, внутренних зубчатых венцов шестерни согласно DIN 5480, DIN 5482 и т.д.
Если посредством протяжки необходимо изготовить чашеобразные изделия с зубчатым венцом шестерни, то сначала в той части, которая соответствует стенке чаши, необходимо изготовить зубчатый венец шестерни, а затем эту часть соединить с нижней частью чаши, например, при помощи лазерной или электронно-лучевой сварки.
Если в заготовке чашеобразной формы посредством обработки резанием необходимо изготовить зубчатый венец шестерни, то применяют долбление, которое однако по сравнению с протягиванием оно менее экономично.
В случае деталей, подвергающихся меньшим механическим нагрузках, альтернативой является изготовление колес с внутренним зубчатым венцом шестерни посредством спекания, которое, кроме того, позволяет изготавливать цельные колеса чашеобразной формы без необходимости последующей операции соединения дна чаши и стенки.
Желательно создать альтернативный способ изготовления внутренних зубчатых венцов шестерни.
Для изготовления внутренних шлицевых соединений также известны способы холодной обработки давлением, при которых в заготовку, имеющую форму пустотелого цилиндра, вводят оправку с наружным профилем, а затем изготавливают внутренний профиль заготовки, соответствующий профилю оправки, посредством того, что заготовку обрабатывают снаружи путем вибрационной прокатки при помощи приводимых в движение планетарных непрофилированных инструментов, периодически действующих на заготовку. Такие способы известны, например, из документов DE 3715393 C2, CH 670970 A5, CH 675840 A5, CH 685542 A5 и EP 0688617 B1.
Изготовление внутренних зубчатых венцов шестерни посредством холодной обработки давлением затруднительно при осуществлении, так как зубчатые венцы шестерни, по меньшей мере по сравнению со шлицевыми соединениями, имеют значительно большую высоту зуба, кроме того, в целом, они требуют большей точности.
Способ изготовления внутреннего и наружного профиля в тонкостенных цилиндрических полых деталях описан в документе WO 2007/009267 A1. Тонкостенную полую деталь, расположенную на оправке, имеющей наружный профиль, обрабатывают холодной обработкой давлением при помощи по меньшей мере одного профилирующего инструмента, ударным образом воздействующего на полую деталь. При этом профилирующий инструмент перемещают перпендикулярно поверхности, т.е. в радиальном направлении, одновременно перемещая полую деталь относительно профилирующего инструмента при неизменной радиальной глубине подачи. Благодаря этому способу профиль, заданный профильной оправкой, можно перенести на внутренний зубчатый венец шестерни и соответствующие наружные зубья тонкостенной полой детали. Для изготовления внутреннего зубчатого венца шестерни этот способ совершенно не подходит, так как его можно применять только в случае тонкостенных листовых деталей, вследствие чего не могут получить ни достаточной точности, ни достаточной нагрузочной способности.
Раскрытие изобретения
Задача изобретения состоит в том, чтобы создать альтернативный способ изготовления внутренних зубчатых венцов шестерни. Кроме того, задача изобретения заключается в создании устройства для изготовления внутренних зубчатых венцов шестерни и способа его применения, а также в создании коробки передач, имеющей полое колесо с внутренним зубчатым венцом шестерни.
Еще одна задача изобретения состоит в том, чтобы обеспечить возможность изготовления с высокой точностью внутренних зубчатых венцов шестерни.
Еще одна задача изобретения состоит в том, чтобы обеспечить возможность изготовления внутренних зубчатых венцов шестерни с высокой эффективностью, т.е. достичь непродолжительного времени обработки при изготовлении внутренних зубчатых венцов шестерни.
Еще одна задача изобретения состоит в том, чтобы обеспечить возможность изготовления внутренних зубчатых венцов шестерни, имеющих большую высоту зубьев. Должна обеспечиваться возможность изготовления зубчатых венцов шестерни с удлиненными зубьями, в частности зубьев увеличенной высоты, в случае которых высота зубьев зубчатого венца шестерни по меньшей мере в 2,2 раза больше модуля зубчатого венца шестерни.
Еще одна задача изобретения состоит в том, чтобы обеспечить возможность изготовления внутренних зубчатых венцов шестерни полых колес, имеющих большую остаточную толщину стенки.
Еще одна задача изобретения состоит в том, чтобы обеспечить возможность изготовления внутренних зубчатых венцов шестерни полых колес, имеющих чашеобразную форму, в частности с обеспечением точного центрирования дна чаши относительно зубчатого венца шестерни.
Еще одна задача изобретения состоит в том, чтобы обеспечить возможность изготовления внутренних косозубых зацеплений колес.
Еще одна задача изобретения заключается в создании коробок передач, имеющих по меньшей мере одно полое колесо с внутренним зубчатым венцом шестерни, при этом изготовление зубчатого венца шестерни должно быть особенно качественным и эффективным или особенно точным.
По меньшей мере одна из этих задач решается, по меньшей мере частично, благодаря предлагаемому устройству, способу, применению и передаче.
Способ изготовления полого колеса, имеющего внутренний зубчатый венец шестерни, включает в себя этапы, на которых заготовку, имеющую трубчатую (или трубообразную) часть с продольной осью, определяющей используемый ниже термин "радиальный", обрабатывают при помощи N≥2 штамповочных инструментов, каждый из которых во время осуществления способа устанавливают в рабочее положение, для изготовления зубчатого венца шестерни на внутренней стороне трубчатой части посредством того, что заготовка осуществляет вращательное движение вокруг упомянутой продольной оси с изменяющейся во времени скоростью вращения, при этом соответственно по меньшей мере один штамповочный инструмент, находящийся в рабочем положении, в каждом случае производит радиальные колебательные движения, синхронизированные с упомянутым вращательным движением, так что упомянутый по меньшей мере один штамповочный инструмент, находящийся в рабочем положении, обрабатывает заготовку многократно, в частности периодически.
Упомянутой продольной осью определены используемые ниже термины "радиальный" и "осевой".
При этом штамповочные инструменты в частности могут представлять собой отдельные штамповочные инструменты.
Как правило, заготовку обрабатывают многократно по очереди при помощи соответствующего по меньшей мере одного штамповочного инструмента, находящегося в рабочем положении. Кроме того, как правило, периодическая обработка заготовки осуществляется, пока в рабочем положении находится один и тот же по меньшей мере один штамповочный инструмент. Таким образом, при осуществлении данного способа заготовку, как правило, обрабатывают периодически, по меньшей мере, на некоторых стадиях.
Обычно обработка заготовки представляет собой формование штамповкой или ковкой.
Изменяющаяся во времени скорость вращения заготовки образует следующие друг за другом фазы относительно более высокой скорости вращения и относительно более низкой скорости вращения, причем в частности можно предусмотреть, что в фазах относительно более низкой скорости вращения заготовка, по меньшей мере временно, прекращает вращаться (при остановке вращения также существует скорость вращения, а именно нулевая скорость вращения). Обработка заготовки при помощи штамповочного инструмента обычно происходит в течение одной из фаз относительно более низкой скорости вращения. Чем медленнее вращается заготовка во время воздействия на него штамповочного инструмента, или чем дольше заготовка вращается или останавливается во время фаз сравнительно более низкой скорости вращения, тем лучше можно достичь высокой точности изготовления получающегося зубчатого венца шестерни.
Как правило, изменяющаяся во времени скорость вращения заготовки представляет собой периодически меняющуюся скорость вращения, по меньшей мере, на некоторых стадиях.
Штамповочный инструмент, который находится в рабочем положении и периодически входит в контакт с заготовкой, совершает радиально направленное возвратно-поступательное движение, в результате которого в течение нескольких отдельных операций штамповки заготовку обрабатывают холодной обработкой давлением. При этом друг за другом применяют два или большее число штамповочных инструментов. Зубчатый венец шестерни в заготовке изготавливают холодной обработкой давлением. Кроме осуществляемых, смотря по обстоятельствам, вслед за этим операций калибровки, обработку резанием не производят.
Во время относительно более низкой скорости вращения заготовки заготовку обрабатывают давлением, а во время вращения заготовки со сравнительно более высокой скоростью все N штамповочных инструментов, которые, впрочем, также можно назвать пуансонами или штампами, удалены от заготовки настолько, что она может вращаться без помех со стороны любого из штамповочных инструментов.
В одном из вариантов осуществления изобретения полое колесо представляет собой полое зубчатое колесо.
В одном из вариантов осуществления по меньшей мере два из N штамповочных инструментов имеют рабочие части разной формы. При этом в частности, может быть предусмотрено, что
- каждый из N штамповочных инструментов имеет рабочую часть разной формы или
- N штамповочных инструментов образуют M пар штамповочных инструментов, имеющих рабочие части по существу одинаковой формы, при этом рабочие части разных пар из M пар N штамповочных инструментов имеют разную форму, где M≥2 и является целым числом, причем N=2M.
В первом случае в течение одного периода колебательного движения обычно происходит ровно один контакт штамповочного инструмента с заготовкой, напротив, во втором случае в течение одного периода колебательного движения обычно происходит ровно два контакта штамповочных инструментов с заготовкой, а именно, один контакт каждого из двух штамповочных инструментов одной из M пар штамповочных инструментов, причем эти инструменты, как правило, расположены вдоль одной и той же радиально ориентированной оси.
В одном из вариантов осуществления, который можно скомбинировать с вышеназванным вариантом осуществления, рабочие части штамповочных инструментов, имеющие разную форму, отличаются по своей длине в радиальном направлении, измеренной в рабочем положении. В частности, временная последовательность, в которой штамповочные инструменты устанавливают в рабочее положение, может быть задана последовательностью, получающейся, если N штамповочных инструментов сортируют с возрастанием согласно с упомянутой длиной.
В этом отношении штамповочные инструменты также можно рассматривать, как ступенчатые инструменты.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, предусмотрено, что либо
a) ровно один из N штамповочных инструментов (который можно обозначить, как N-й штамповочный инструмент) имеет рабочую часть, профиль зуба которой
a1) по существу соответствует профилю впадины между зубьями изготавливаемого зубчатого венца шестерни; или
a2) по существу соответствует профилю двух смежных впадин между зубьями изготавливаемого зубчатого венца шестерни (и, таким образом, также расположенного между ними зуба);
при этом каждый из дополнительных штамповочных инструментов либо
a3) имеет рабочую часть, профиль зуба которой по существу соответствует профилю впадины между зубьями изготавливаемого зубчатого венца шестерни, но в радиальном направлении имеет меньшую длину (измеренную в рабочем положении); или
a4) по существу соответствует профилю двух смежных впадин между зубьями изготавливаемого зубчатого венца шестерни (и, таким образом, также расположенного между ними зуба), но в радиальном направлении имеет меньшую длину (измеренную в рабочем положении);
или
- N штамповочных инструментов образуют M пар штамповочных инструментов, имеющих рабочие части по существу одинаковой формы, где M≥2 и является целым числом, N=2M, причем рабочие части штамповочных инструментов ровно одной из M пар N штамповочных инструментов (которую также можно обозначить, как M-я пара штамповочных инструментов) имеют профиль зуба, который
b1) по существу соответствует профилю впадины между зубьями изготавливаемого зубчатого венца шестерни; или
b2) по существу соответствует профилю двух смежных впадин между зубьями изготавливаемого зубчатого венца шестерни (и, таким образом, также расположенного между ними зуба);
при этом штамповочные инструменты каждой из дополнительных пар штамповочных инструментов имеют профиль зуба, который
b3) имеет рабочую часть, профиль зуба которой по существу соответствует профилю впадины между зубьями изготавливаемого зубчатого венца шестерни, но в радиальном направлении имеет меньшую длину (измеренную в рабочем положении); или
b4) по существу соответствует профилю двух смежных впадин между зубьями изготавливаемого зубчатого венца шестерни (и, таким образом, также расположенного между ними зуба), но в радиальном направлении имеет меньшую длину (измеренную в рабочем положении).
В случае a) (или точнее a3) или a4)) в частности может быть предусмотрено, что упомянутая длина в случае n-го штамповочного инструмента, где 1≤n≤N-1, по существу соответствует высоте зубьев изготавливаемого зубчатого венца шестерни, умноженной на n/N. Таким образом, в этом случае длины штамповочных инструментов отсортированы по размерам равномерно.
В случае b) (или точнее b3 или b4)) в частности может быть предусмотрено, что названная длина в случае штамповочных инструментов m-й пары штамповочных инструментов, где 1≤m≤M-1, по существу соответствует высоте зубьев изготавливаемого зубчатого венца шестерни, умноженной на m/M. Таким образом, в этом случае длины штамповочных инструментов пар штамповочных инструментов отсортированы по размерам равномерно.
Штамповочные инструменты, описанные в a3), b3), a4), b4), могут являться концевой частью штамповочных инструментов, описанных в a1) или a2), или b1), или b2.
Например, форму штамповочных инструментов, описанных в a3) или b3), а также в a4) или b4), можно получить в результате того, что отрезают часть штамповочного инструмента, описанного в a1) или b1) или, соответственно, в a2) или b2) (в области головки инструмента или головок инструментов), а именно в результате разреза вдоль плоскости, которая, если штамповочный инструмент находится в рабочем положении, расположена перпендикулярно радиальному направлению, проходящему через центр штамповочного инструмента. При этом поверхность среза или поверхности среза не должны быть плоскими. Например, они могут быть выпуклыми, и/или кромки среза могут быть закруглены.
Штамповочные инструменты, описанные в a1), a3), b1) или b3), можно рассматривать и обозначать, как однозубые штамповочные инструменты, а штамповочные инструменты, описанные в a2), a4), b2) или b4), - как двузубые штамповочные инструменты.
Способы, описанные в a), можно рассматривать и обозначать, как одноходовой способ, а способы, описанные в b), - как двухходовой способ. При одноходовом способе на один период колебательного движения происходит ровно один контакт штамповочного инструмента с заготовкой, при этом в рабочем положении находится также только один штамповочный инструмент. Напротив, при двухходовом способе на один период колебательного движения происходит ровно два контакта с заготовкой, а именно, по одному контакту одним инструментом пары штамповочных инструментов, при этом в рабочем положении в этом случае находятся оба инструмента пары штамповочных инструментов. При использовании двухходового способа можно достичь особенно высокой производительности. Одноходовые способы легче осуществить с точки зрения оборудования.
Типичные комбинации инструментов:
- все N штамповочных инструментов представляют собой однозубый инструмент;
- все N штамповочных инструментов представляют собой двузубый инструмент;
- в случае одноходового способа двузубым является ровно один штамповочный инструмент, при этом N-1 инструментов представляют собой однозубые штамповочные инструменты;
- в случае двухходового способа двузубыми являются ровно два штамповочных инструмента, а именно, одна из M пар штамповочных инструментов, при этом N-2 инструментов, а именно штамповочные инструменты M-1 пар инструментов, представляют собой однозубые штамповочные инструменты.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, по меньшей мере один из N штамповочных инструментов (выше такой инструмент был обозначен, как двузубый штамповочный инструмент) имеет рабочую часть, профиль зуба которой по существу соответствует профилю двух смежных впадин между зубьями изготавливаемого зубчатого венца шестерни (и, таким образом, также расположенного между ними зуба). В частности, рабочую часть, имеющую упомянутый профиль зуба, может иметь каждый из N штамповочных инструментов.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, N штамповочных инструментов удерживают при помощи держателя инструментов. В частности, держатель инструментов можно приводить в движение, в результате которого штамповочные инструменты можно устанавливать в рабочее положение. Благодаря этому простым, поддающимся автоматизации способом можно достичь быстрой замены штамповочных инструментов, при помощи которых обрабатывают заготовку. В результате можно обеспечить непродолжительное время обработки.
Держатель инструментов можно приводить в радиальные колебательные движения, благодаря которым находящиеся в рабочем положении штамповочные инструменты совершают упомянутое радиальное колебательное движение. В результате можно простым способом получить поддающуюся автоматизации и быструю обработку заготовки.
Кроме того, держатель инструментов может иметь барабан, по периметру которого расположены штамповочные инструменты. Этот держатель инструментов или барабан можно назвать револьверной головкой. Данный барабан может быть выполнен с возможностью вращения, так что штамповочные инструменты можно устанавливать в рабочее положение благодаря вращательному движению барабана. В частности, барабан может быть выполнен с возможностью вращения вокруг оси вращения, параллельной продольной оси, в частности вокруг оси периодического вращения (с длительными фазами остановки по сравнению с фазами вращательного движения). N штамповочных инструментов могут быть распределены по периметру барабана равномерно или неравномерно.
Дополнительно или альтернативно держатель инструментов может иметь стержневую или балочную часть, на которой друг за другом расположены штамповочные инструменты. В частности, может быть предусмотрено, что N штамповочных инструментов образуют ровно один ряд (в частности в случае одноходового способа) или ровно два ряда, расположенных на противоположных сторонах стержневой или балочной части (в частности в случае двухходового способа). В частности, один или два ряда штамповочных инструментов могут проходить параллельно продольной оси. Как правило, стержневая или балочная часть может перемещаться параллельно продольной оси, так что благодаря, этому штамповочные инструменты можно устанавливать в рабочее положение.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, предусмотрено, что упомянутый по меньшей мере один штамповочный инструмент, находящийся в рабочем положении, обрабатывает заготовку в таких фазах вращательного движения, в которых заготовка останавливается, по меньшей мере, временно. В частности, вращательное движение заготовки может представлять собой прерывистое вращение, при этом вышеназванный по меньшей мере один штамповочный инструмент, находящийся в рабочем положении, обрабатывает заготовку в фазах остановки вращения заготовки. В этом случае по меньшей мере один штамповочный инструмент находится в контакте с заготовкой также в фазах остановки прерывистого вращательного движения заготовки. Следует заметить, что прерывистое вращение включает в себя вращение, при котором между фазами вращения предусмотрены фазы остановки вращения, причем фазы обозначают промежутки времени, вследствие чего фазы остановки отличаются от временной остановки. В этом случае, как правило, предусмотрено, что во время остановки вращения заготовку обрабатывают давлением, при этом во время вращения заготовки все N штамповочных инструментов, которые, впрочем, можно назвать также пуансонами или штампами, удалены от заготовки настолько, что она может вращаться без помех со стороны любого из штамповочных инструментов.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, предусмотрено, что
c) сначала в рабочее положение устанавливают первый из N штамповочных инструментов, а затем - друг за другом дополнительные N штамповочных инструментов, вплоть до N-го штамповочного инструмента, причем каждый из N штамповочных инструментов остается в рабочем положении по меньшей мере до тех пор, пока каждая впадина, возникающая между зубьями изготавливаемого зубчатого венца шестерни, не будет обработана по меньшей мере один раз, в частности по меньшей мере два раза, при помощи соответствующего штамповочного инструмента, находящегося в рабочем положении, при этом в частности все N штамповочных инструментов имеют рабочие части разной формы;
или
d) N штамповочных инструментов образуют M пар штамповочных инструментов, имеющих рабочие части по существу одинаковой формы, при этом сначала в рабочее положение устанавливают первую пару из M пар штамповочных инструментов, а затем - друг за другом дополнительные M пар штамповочных инструментов, вплоть до M-й пары штамповочных инструментов, причем каждая из M пар штамповочных инструментов остается в рабочем положении по меньшей мере до тех пор, пока впадина, возникающая между зубьями изготавливаемого зубчатого венца шестерни, не будет обработана по меньшей мере один раз, в частности по меньшей мере два раза, при помощи по меньшей мере одного из двух, в частности при помощи обоих двух находящихся в рабочем положении штамповочных инструментов соответствующей пары штамповочных инструментов, при этом в частности все M пар штамповочных инструментов имеют рабочие части разной формы, где M≥2 и является целым числом, а N=2M.
В целом, случай c) относится к одноходовому способу, а случай d) - к двухходовому способу.
Как правило, предусмотрено, что во время осуществления рассматриваемого способа в отношении своей радиальной координаты N штамповочных инструментов находятся в пределах радиальных координат, определенных внутренней стороной трубчатой части.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, предусмотрено, что
- все N штамповочных инструментов имеют рабочие части разной формы, где N≥4; или
- N штамповочных инструментов образуют M пар штамповочных инструментов, имеющих рабочие части по существу одинаковой формы, где M≥3 и является целым числом, а N=2M.
Как правило, при одноходовом способе 3≤N≤10, а при двухходовом способе 3≤M≤8.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, полое колесо представляет собой полое зубчатое колесо.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, полое колесо представляет собой толстостенное полое колесо. Зубчатое полое колесо называется толстостенным, если остаточная толщина стенки полого колеса составляет по меньшей мере 0,25 высоты зубьев или, в более узком смысле, по меньшей мере 0,5 высоты зубьев. Высота зуба - это расстояние между окружностью впадин и окружностью вершин зубьев, а остаточная толщина стенки - это остаточная толщина материала от дна впадины между зубьями до наружной поверхности колеса.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, полое колесо имеет остаточную толщину стенки, по меньшей мере равную высоте зубьев зубчатого венца шестерни.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, зубчатый венец шестерни представляет собой косозубое зацепление с углом наклона β, где 

Альтернативно зубчатый венец шестерни может представлять собой прямозубое зацепление, то есть иметь зубья, проходящие параллельно продольной оси (β=0°).
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, полое колесо имеет чашеобразную форму, содержащую нижнюю часть, примыкающую к трубчатой части. В частности, трубчатая часть может быть изготовлена зао дно целое с нижней частью. В известных из уровня техники способах обработки резанием трубчатую заготовку обычно сначала снабжают зубьями, а затем соединяют ее с нижней частью, например, посредством сварки. Это не только приносит с собой дополнительную технологическую операцию, но и вызывает проблемы центрирования и регулировки, поэтому существует опасность недостаточно точного центрирования нижней части относительно зубчатого венца шестерни. Напротив, при применении предлагаемого способа можно использовать цельную заготовку, что делает такие последующие технологические операции лишними.
В одном из вариантов осуществления с полым кольцом чашеобразной формы между нижней частью и зубчатой частью предусмотрена выточка, то есть область с выемкой, проходящей в радиальном направлении за диаметр вершин зубьев зубчатого венца шестерни.
Полое кольцо чашеобразной формы или соответствующая заготовка, предназначенная для определенных применений, в нижней части может иметь (по меньшей мере) одно отверстие.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, высота зубьев зубчатого венца шестерни по меньшей мере в 2,0, в частности по меньшей мере в 2,2 больше модуля зубчатого венца шестерни. В частности, высота зубьев может быть по меньшей мере в 2,4, в частности по меньшей мере в 2,5 больше модуля зубчатого венца шестерни. При помощи описываемого способа такие большие высоты зубьев или соответствующие так называемые зубья увеличенной высоты можно изготавливать качественно, однако при их изготовлении при помощи других способов холодной обработки давлением возникают большие проблемы. Большие высоты зубьев делают возможным большой коэффициент перекрытия, благодаря чему соответствующие полые колеса могут выдерживать особенно большие нагрузки.
Если не определено иное, под "модулем" понимается торцовый модуль.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, зубчатый венец шестерни имеет модуль, составляющий от 0,5 до 8, в частности от 1 до 5 и/или по меньшей мере 1,25.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, зубчатый венец шестерни имеет делительный диаметр и длину зубчатой части, для которой делительный диаметр больше длины зубчатой части по меньшей мере в 2 раза, но не более чем в 20 раз, в частности по меньшей мере в 3 раза, но не более чем в 15 раз, или по меньшей мере в 4 раза, но не более чем в 10 раз.
Как известно, для торцового модуля справедливо соотношение ms:ms=Td/p, где Td обозначает делительный диаметр, а p - число зубьев зубчатого венца шестерни. Для торцового модуля также действует соотношение ms:ms=t/π, где π - число пи, а t - шаг зубьев (окружной делительный шаг).
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, в результате описанной обработки заготовки в заготовке не изготавливают наружные зубья, соответствующие зубчатому венцу шестерни.
В одном из вариантов осуществления, который можно комбинировать с одним или несколькими вышеназванными вариантами, полое колесо we имеет наружных зубьев, в частности наружных зубьев, соответствующих внутреннему зубчатому венцу шестерни.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, при изготовлении зубчатого венца шестерни не используется оправка, в частности оправка, имеющая профиль, соответствующий изготавливаемому зубчатому венцу шестерни.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, заготовку помещают в приемное устройство для заготовки, имеющий, относительно продольной оси, по существу вращательно-симметричную, в частности по существу цилиндрическую наружную поверхность. В частности, заготовку во время периодической обработки при помощи штамповочных инструментов можно поместить в приемное устройство для заготовки. Тем не менее, альтернативно можно не помещать заготовку в приемное устройство для заготовки, при этом также в этом случае заготовку можно вращать, обычно при помощи держателя инструментов.
В одном из вариантов осуществления, который можно скомбинировать с упомянутым вариантом, приемное устройство для заготовки имеет по существу кольцевую форму или форму пустотелого цилиндра, или чашеобразную форму.
В одном из вариантов осуществления, который можно скомбинировать с одним из двух упомянутых вариантов, держатель заготовки выполнен в виде устройства для зажима заготовки.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, предусмотрена по меньшей мере одна задняя бабка. Благодаря задней бабке воспринимают силы, действующие на заготовку из-за штамповочного инструмента, находящегося в контакте с заготовкой, в частности радиально направленные силы, так что во время воздействий штамповочным инструментом заготовка по существу остается на месте. Во время воздействий инструментом по меньшей мере одна задняя бабка прилегает к заготовке или, смотря по обстоятельствам, к приемному устройству для заготовки, причем предпочтительно без зазора. Во время вращения заготовки заготовка (или, смотря по обстоятельствам, приемное устройство для заготовки) и задняя бабка предпочтительно находятся на некотором расстоянии друг от друга, однако задняя бабка в частности может прилегать к заготовке (или, смотря по обстоятельствам, к приемному устройству для заготовки) и в этом случае. Обычно штамповочный инструмент, находящийся в рабочем положении, приводят в контакт с заготовкой с целью штамповки, применяя тянущее усилие. Тем не менее, также возможно применение толкающих усилий. В целом, в двухходовом способе попеременно применяют тянущие и толкающие усилия. Например, если направление x проходит радиально, то в направлении +x можно применить тянущие усилия, а в направлении -x - толкающие усилия.
При одноходовом способе обычно предусмотрена по меньшей мере одна или ровно одна задняя бабка, тогда как при двухходовом способе обычно предусмотрено по меньшей мере две или ровно две задние бабки, причем в частности могут быть предусмотрены две задние бабки, расположенные по существу противоположно друг другу и симметрично относительно продольной оси.
В целом, во время воздействия инструментом задняя бабка по существу неподвижна.
В одном из вариантов осуществления с по меньшей мере одной задней бабкой, задняя бабка имеет форму (которая согласована в отношении своей формы), соответствующую наружному профилю заготовки или приемного устройства для заготовки, в котором расположена заготовка.
В одном из вариантов осуществления, который можно скомбинировать с упомянутым вариантом, каждая из описанных задних бабок профиля, соответствующего изготавливаемому в заготовке зубчатому венцу шестерни, не имеет.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими упомянутыми вариантами и в котором заготовка помещена в приемное устройство для заготовки, приемное устройство для заготовки не имеет профиль, соответствующий изготавливаемому в заготовке зубчатому венцу шестерни.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими упомянутыми вариантами, способ осуществляют так, что в процессе множества оборотов вращающейся заготовки изготавливают все более глубокие впадины между зубьями зубчатого венца шестерни посредством периодической обработки заготовки при помощи штамповочных инструментов до тех пор, пока не получат заданную высоту зубьев и форму зубчатого венца шестерни. Если применяют такой способ, то в целом после описанных операций обработки при помощи штамповочных инструментов уже не требуется выполнять последующие дополнительные операции калибровки или дополнительного формования зубчатого венца шестерни.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, заготовка вогнута относительно зубчатой поверхности зубчатого венца шестерни, обычно в области внутренней поверхности, обработанной при помощи штамповочных инструментов.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, штамповочные инструменты в направлении прохождения зубьев (направлении прохождения впадин между зубьями) имеют большую длину, чем впадины между зубьями зубчатого венца шестерни. Конечно, это относится к рабочей части штамповочного инструмента, то есть к той части штамповочного инструмента, которая входит в заготовку, то есть входит в (вызывающий формование) контакт. Это может способствовать обеспечению того, что зубчатый венец шестерни по всей его длине изготавливают с высокой точностью.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, предусмотрено, что каждый из штамповочных инструментов имеет рабочую часть, содержащую по меньшей мере одну головку инструмента и боковые поверхности инструмента, причем головка по меньшей мере одного из штамповочных инструментов, в частности, всех N штамповочных инструментов, имеет выпуклую форму. Однозубый штамповочный инструмент имеет головку инструмента и две примыкающие к ней боковые поверхности. Двузубый штамповочный инструмент имеет две головки инструмента, к каждой из которых примыкают две боковые поверхности. Предусматривание выпуклых штамповочных инструментов может способствовать обеспечению того, что зубчатый венец шестерни по всей его длине изготавливают с высокой точностью. Выпуклость может быть предусмотрена в радиальном направлении. В частности, головка инструмента может иметь выпуклую форму, в частности форму эллиптического сегмента, в разрезе симметрично между примыкающими к головке боковыми поверхностями (причем круговой сегмент также представляет собой эллиптический сегмент).
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими упомянутыми вариантами, способ осуществляют так, что в процессе множества оборотов вращающейся заготовки посредством периодической обработки заготовки при помощи штамповочных инструментов впадины между зубьями зубчатого венца шестерни постепенно формируют в направлении прохождения зубьев до тех пор, пока не получат заданную длину зубчатой части зубчатого венца шестерни. Таким образом, во время осуществления такого способа зубья и впадины между зубьями изготавливаемого зубчатого венца шестерни проходят все дальше и дальше в направлении координаты, проходящей параллельно продольной оси (причем в случае косозубого зацепления впадины между зубьями, конечно, проходят не параллельно продольной оси). Таким образом, длина зубчатой части зубчатого венца шестерни в ходе осуществления такого способа становится больше, пока не достигнет заданной длины зубчатой части. Например, при помощи первого штамповочного инструмента или пары штамповочных инструментов начинают с конца трубчатой части и постепенно обрабатывают заготовку до противоположного конца трубчатой части, затем опять начинают с конца трубчатой части при помощи второго штамповочного инструмента или пары штамповочных инструментов, и постепенно обрабатывают заготовку до противоположного конца трубчатой части до тех пор, пока не используют все N штамповочных инструментов и не изготовят зубчатый венец шестерни в полной глубине и полной длине. Обычно по меньшей мере один штамповочный инструмент, находящийся в рабочем положении, и заготовку перемещают относительно друг друга в осевом направлении (во время вращательного движения заготовки и радиального колебательного движения штамповочного инструмента). Таким образом, относительное движение заготовки и штамповочного инструмента (штамповочных инструментов) описывает (для каждого штамповочного инструмента в рабочем положении) винтовую пространственную кривую с наложенным на нее радиальным колебательным движением.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами, полое колесо является составной частью коробки передач, в частности автомобильной автоматической коробки передач. Обычно эта коробка передач также имеет несколько планетарных шестерен, взаимодействующих с полым колесом.
Вышеописанные способы можно применить для изготовления полого колеса коробки передач, в частности, автомобильной автоматической коробки передач.
В способах изготовления коробки передач, содержащей полое колесо, снабженное внутренним зубчатым венцом шестерни, полое колесо изготавливают в соответствии с одним из вышеописанных способов. Обычно эта коробка передач также имеет по меньшей мере одну планетарную шестерню, как правило, по меньшей мере две планетарные шестерни, взаимодействующие с полым колесом.
Устройство для изготовления полых колес, снабженных внутренним зубчатым венцом шестерни, имеет:
- вращающийся вокруг своей продольной оси держатель заготовки для удержания заготовки, имеющей трубчатую часть, направленную вдоль этой продольной оси, таким образом, чтобы трубчатую часть можно было обрабатывать на ее внутренней стороне;
- привод для вращения держателя заготовки, предназначенный для обеспечения вращения с изменяющейся во времени скоростью вращения, в частности прерывистого вращения;
- держатель инструментов для удержания N≥2 штамповочных инструментов, в частности N≥4, при помощи которого каждый из N штамповочных инструментов может устанавливаться в рабочее положение, и которое может приводиться в движение для осуществления прямолинейного колебательного движения в радиальном направлении к продольной оси так, чтобы трубчатую часть можно было обрабатывать на ее внутренней стороне при помощи находящегося в рабочем положении штамповочного инструмента многократно, в частности, периодически;
- синхронизирующее устройство для синхронизации вращения, создаваемого при помощи привода, держателя заготовки с прямолинейным колебательным движением держателя инструментов в радиальном направлении относительно продольной оси.
Это устройство в частности может содержать N штамповочных инструментов.
Штамповочные инструменты предназначены для периодического воздействия на заготовку, так что изготовление зубчатого венца шестерни может происходить с разбивкой на несколько отдельных процессов штамповки. Кроме того, штамповочные инструменты разной конструкции могут предназначаться для того, чтобы дополнительно разделять на этапы постепенно углубляющееся проникновение штамповочных инструментов.
Чтобы заготовку можно было обрабатывать на ее внутренней стороне, заготовка удерживается так, что внутренняя поверхность заготовки доступна для такой обработки при помощи штамповочных инструментов.
В одном из вариантов осуществления привод для вращения держателя заготовки представляет собой моментный электродвигатель.
В одном из вариантов осуществления держатель заготовки имеет приемное устройство для заготовки, которое в частности имеет наружную поверхность, по существу вращательно-симметричную относительно продольной оси. Например, эта наружная поверхность может иметь по существу цилиндрическую форму. Например, приемное устройство для заготовки может иметь по существу кольцевую форму, или форму пустотелого цилиндра, или чашеобразную форму.
В одном из вариантов осуществления устройство имеет по меньшей мере одну заднюю бабку, которая взаимодействует с заготовкой (и, смотря по обстоятельствам, с приемным устройством для заготовки) так, что с его помощью воспринимаются силы, с которыми штамповочные инструменты воздействуют на держатель заготовки. Обычно это относится, прежде всего, к таким силам или компонентам сил, которые действуют по существу в радиальном направлении.
В одном из вариантов осуществления, который можно скомбинировать с одним или несколькими вышеназванными вариантами устройства, держатель заготовки может перемещаться вдоль продольной оси. В этом случае может быть предусмотрен привод для соответствующего продольного перемещения держателя заготовки.
Кроме того, предпочтительно может быть предусмотрен привод для прямолинейного колебательного движения держателя заготовки.
Кроме того, изобретение охватывает устройства с признаками, соответствующими признакам описанного способа и, наоборот, способ с признаками, соответствующими признакам описанных устройств.
Преимущества устройств соответствуют преимуществам соответствующих способов, и наоборот.
Кроме того, раскрыто применение одного из вышеописанных устройств, а именно, применение устройства для изготовления внутреннего зубчатого венца шестерни в полом колесе. В частности, данное устройство можно применять для изготовления внутреннего зубчатого венца шестерни в полом колесе коробки передач, в частности, автомобильной автоматической коробки передач.
Эта коробка передач имеет полое колесо, содержащее внутренний зубчатый венец шестерни, изготовленный одним из вышеописанных способов, причем в частности коробка передач представляет собой автоматическую коробку передач для автомобиля.
Зубчатые венцы шестерни, изготовленные в соответствии с предлагаемым способом, могут отличаться высокой точностью и высокой формоустойчивостью, причем формоустойчивость по существу может быть обусловлена специальной холодной обработки давлением или полученной с ее помощью высокой прочности материала (в частности в краевой части зубчатого венца шестерни). К тому же эти зубчатые венцы шестерни могут отличаться высоким качеством поверхности, не требующим (значительной, дополнительно формующей) дополнительной обработки. Кроме того, коробление от закалки, которому подвергается такое полое колесо при закалке в результате теплового воздействия, оказывается значительно меньшим, чем в случае полого колеса, зубчатый венец шестерни которого изготовлен в результате обработки резанием.
Обычно заготовки выполнены из легированной отпущенной стали (как правило, содержащей не менее 0,3% углерода), которую затем обычно закаливают посредством нагрева током высокой частоты или лазерной закалки, или из легированной цементируемой стали (как правило, содержащей не более 0,3% углерода), которую затем обычно закаливают газовым азотированием или нитроцементацией.
Диаметр (делительный диаметр) обычного зубчатого венца шестерни лежит в диапазоне от 50 до 450 мм, в частности от 100 до 350 мм, часто в диапазоне от 200 до 300 мм.
Допуски (зубчатого венца шестерни), которые достигаются при помощи данного способа, обычно соответствуют качеству 8 или 7 согласно DIN 3960.
Шероховатость поверхностей зубчатого венца шестерни, полученная при применении данного способа, в целом, можно характеризовать значениями Ra (согласно DIN 4287) не более 0,8 мкм. В частности, обычно значения Ra поверхностей зубчатого венца шестерни составляют не более 0,6 мкм, обычно даже от 0,2 до 0,6 мкм.
Остальные варианты осуществления и преимущества изобретения следуют из зависимых пунктов изобретения и чертежей.
Краткое описание чертежей
Ниже предмет изобретения более подробно поясняется на основе вариантов осуществления изобретения и прилагаемых чертежей. На чертежах изображено следующее.
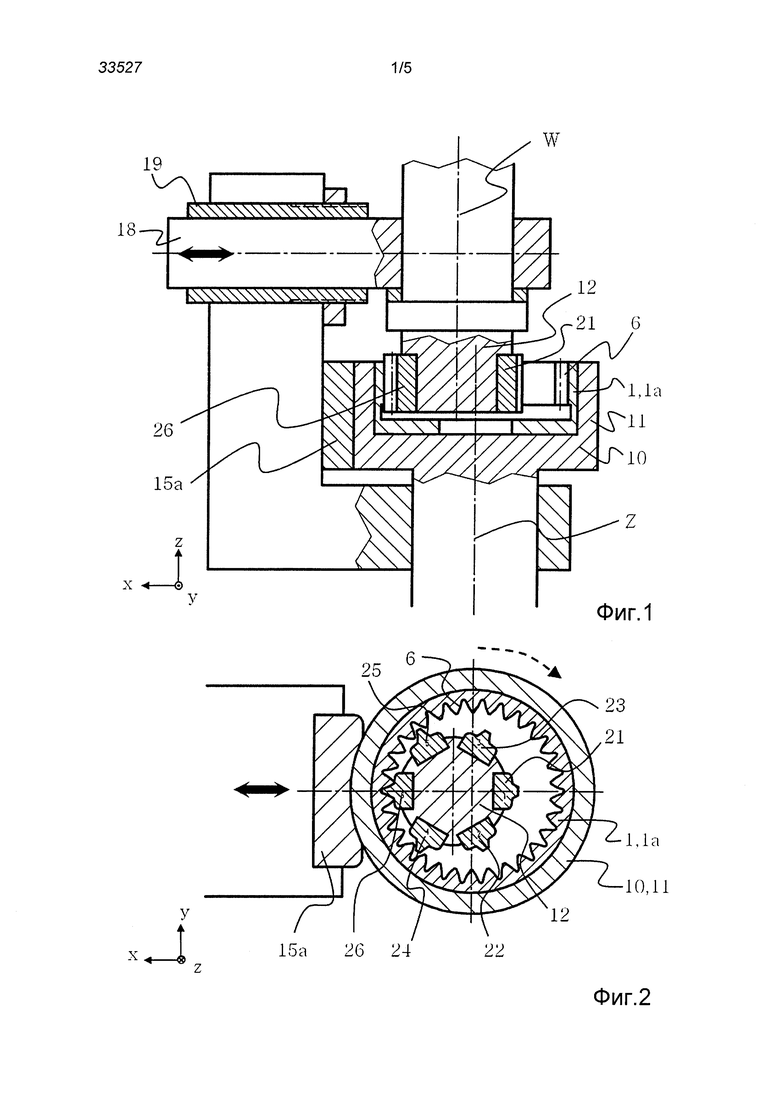
Фиг. 1. Деталь устройства для изготовления полого колеса, снабженного внутренним зубчатым венцом шестерни, с частичным разрезом параллельно продольной оси заготовки.
Фиг. 2. Деталь устройства для изготовления полого колеса согласно фиг. 1, снабженного внутренним зубчатым венцом шестерни, с частичным разрезом перпендикулярно продольной оси заготовки.
Фиг. 3 Деталь разреза полого колеса с зубчатым венцом шестерни перпендикулярно продольной оси.
Фиг. 4. Заготовка в разрезе параллельно продольной оси.
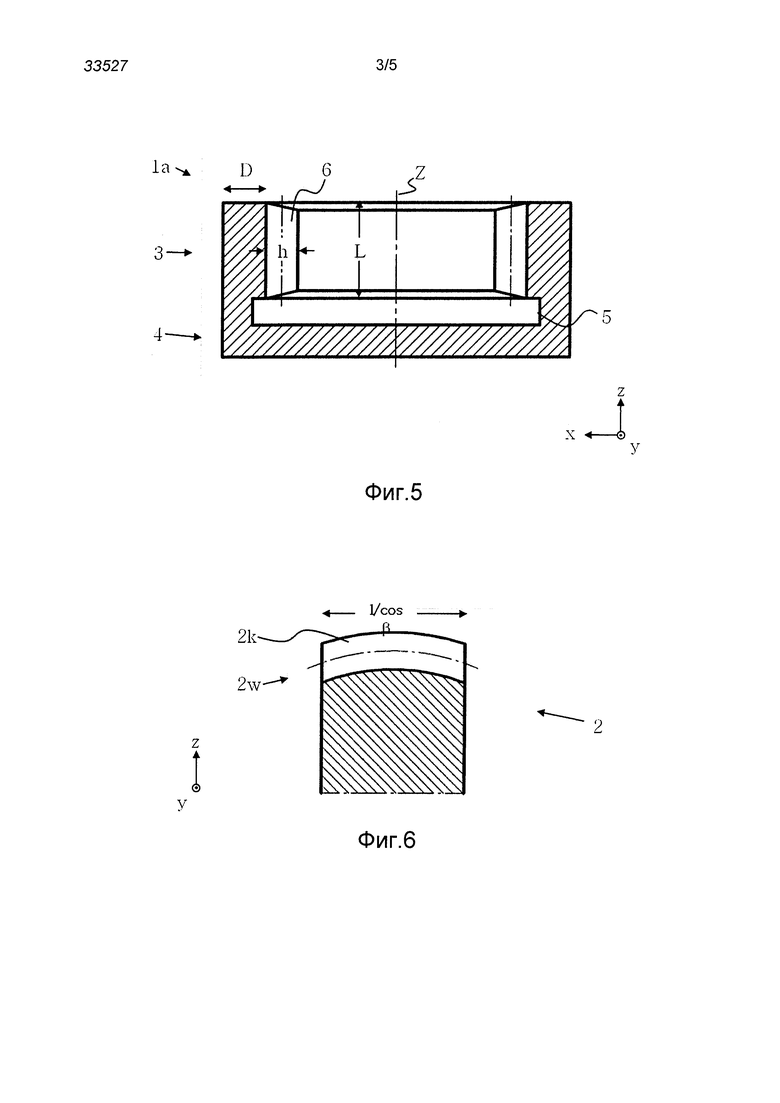
Фиг. 5. Полое колесо с зубчатым венцом шестерни, изготовленное из заготовки согласно фиг. 4, показанное в разрезе по продольной оси.
Фиг. 6. Схематичное изображение выпуклого штамповочного инструмента в разрезе вдоль зуба инструмента.
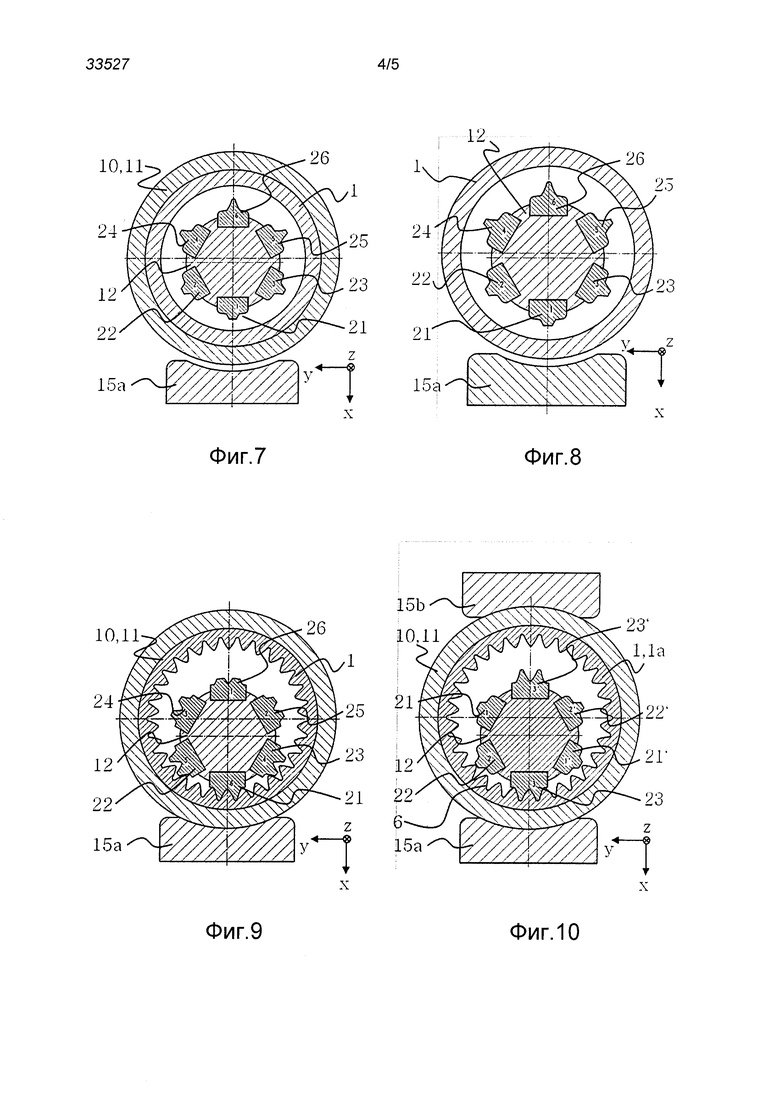
Фиг. 7. Деталь, иллюстрирующая расположение с приемным устройством инструмента в исходном положении, в разрезе перпендикулярно продольной оси заготовки.
Фиг. 8. Деталь, иллюстрирующая расположение без приемного устройства инструмента в исходном положении, в разрезе перпендикулярно продольной оси заготовки.
Фиг. 9. Схематичный чертеж для иллюстрации одноходового способа с двузубыми штамповочными инструментами.
Фиг. 10. Схематичный чертеж для иллюстрации двухходового способа.
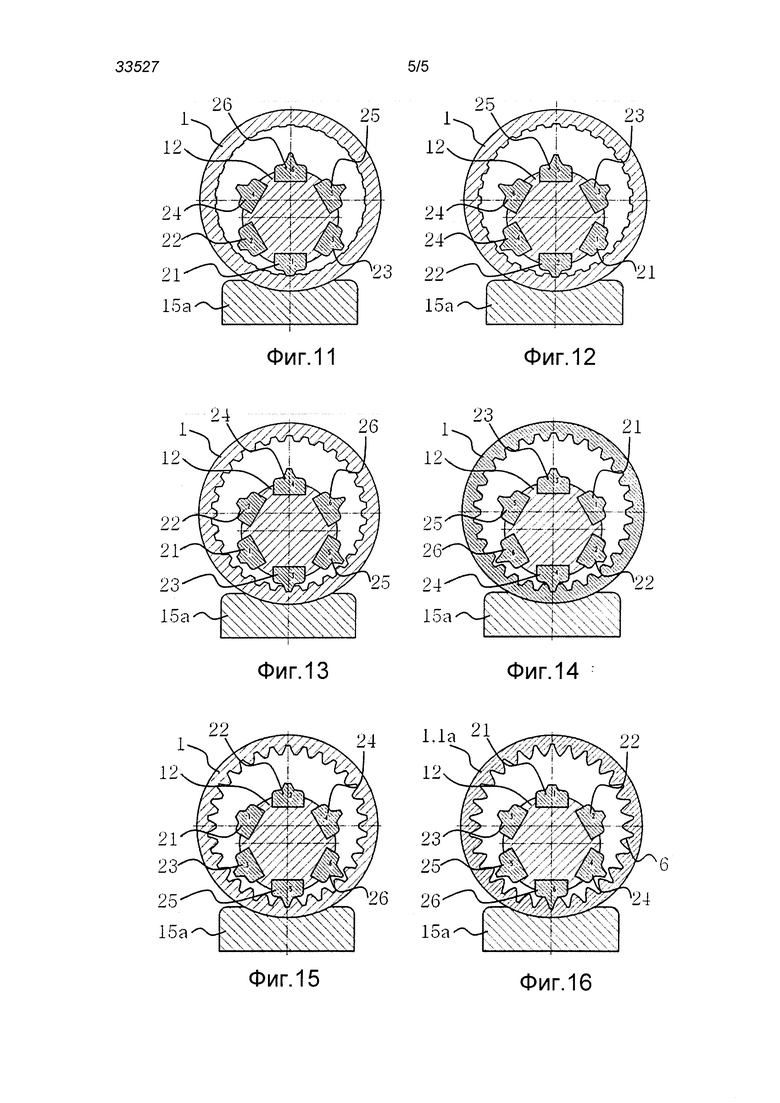
Фиг. 11-16. Иллюстрация осуществления одноходового способа с однозубыми штамповочными инструментами.
Для облегчения понимания изобретения некоторые несущественные детали на чертежах не показаны. Описанные примеры осуществления в отношении предмета изобретения приведены в качестве примера и не носят ограничительного характера.
Осуществление изобретения
На фиг. 1 и 2 соответственно показана деталь устройства для изготовления полого колеса 1a, снабженного внутренним зубчатым венцом шестерни, с частичным разрезом параллельно (фиг. 1) или перпендикулярно (фиг. 2) продольной оси заготовки. На этих чертежах показаны координаты x, y, z.
При помощи этого устройства в заготовке 1 можно изготовить зубчатый венец шестерни, так что получается полое колесо 1a с зубчатым венцом 6 шестерни. Заготовка 1 имеет продольную ось Z, которая во время обработки совпадает с осью (осью вращения) держателя 10 заготовки, который удерживает заготовку 1, поэтому для упрощения ниже соответствующая ось также обозначается как ось Z.
При помощи держателя 12 инструментов удерживается несколько штамповочных инструментов 21, 22, …, посредством которых можно периодически обрабатывать заготовку 1. Для этого держатель 12 инструментов совершает колебательное движение в направлении x (это движение символизирует двунаправленная стрелка в верхней левой части фиг. 1). Движение передается посредством штока 18, приводимого в колебательное движение относительно втулки 19 подачи. Таким образом, находящийся в рабочем положении штамповочный инструмент (на фиг. 1 и 2 - штамповочный инструмент 26) многократно, обычно периодически, входит в контакт с заготовкой. Заготовка 1, со своей стороны, при помощи держателя 10 заготовки вращается вокруг оси Z с изменяющейся скоростью вращения, в частности, прерывисто (это движение символизирует пунктирная стрелка на фиг. 2). Колебательное движение держателя 12 инструментов, которое соответствует колебательному движению находящихся в рабочем положении штамповочных инструментов, синхронизировано с вращением заготовки 1. Движения заготовки 1 (или держателя 10 заготовки) и держателя 12 инструментов синхронизированы так, что в фазах минимальной скорости вращения заготовки (в случае прерывистого вращения заготовки: в фазах остановки прерывистого вращения заготовки) по меньшей мере один штамповочный инструмент, находящийся в рабочем положении, входит в контакт с заготовкой 1. В случае прерывистого вращения заготовки заготовка 1 может вращаться дальше (обычно на один шаг зацепления), как только держатель 12 инструментов переместится (в направлении x) настолько далеко, что штамповочные инструменты 21, 22, … во время вращения заготовки не входят в контакт с заготовкой 1. В показанном на фиг. 1 и 2 положении заготовка 1 вращается дальше, как только штамповочный инструмент 26 достаточно далеко выходит из возникающей впадины между зубьями. При не прерывистом вращении заготовки профиль скоростей (изменение скорости вращения во времени) выбирают соответствующим образом.
Затем, то есть в случае прерывистого вращения в течение следующей фазы остановки, по меньшей мере один штамповочный инструмент, находящийся в рабочем положении, снова входит в контакт с заготовкой 1 для дальнейшего формирования следующей впадины между зубьями изготавливаемого зубчатого венца 6 шестерни и т.д. Таким образом, зубчатый венец 6 шестерни изготавливают холодной обработкой давлением в результате выполнения одним за другом нескольких операций штамповки. Однако при этом, кроме того, друг за другом применяют штамповочные инструменты разной формы.
Сначала вышеописанным образом используют первый штамповочный инструмент 21, так что в месте каждой изготавливаемой впадины между зубьями выполняют углубление, которое пока не доходит до окончательной высоты зубьев, для этого осуществляют по меньшей мере одно воздействие инструментом на каждую изготавливаемую впадину между зубьями (но обычно два или три воздействия), причем, в случае нескольких воздействий одним и тем же штамповочным инструментом, воздействие инструментом в одном и том же месте обычно происходит снова только тогда, когда тем временем соответствующим образом также были предварительно сформованы все другие впадины между зубьями.
В целом, последний подход дает лучшие результаты, чем тогда, когда воздействие инструментом в одном и том же месте происходит несколько раз, прежде чем заготовка поворачивается, дальше к месту следующей изготавливаемой впадины между зубьями.
Если обработка при помощи первого штамповочного инструмента 21 завершена, в рабочее положение устанавливают второй штамповочный инструмент 22. Для этого, как в примере согласно фиг. 1 и 2, держатель 12 инструментов может вращаться вокруг оси W вращения, проходящей параллельно оси Z. Затем при помощи этого второго штамповочного инструмента 22, аналогично операции, осуществленной при помощи первого штамповочного инструмента 21, снова один или несколько раз обрабатывают каждую возникающую впадину между зубьями. Соответственно действуют, применяя следующие предусмотренные, смотря по обстоятельствам, штамповочные инструменты, в примере согласно фиг. 1 и 2 применяя штамповочные инструменты 23-26.
Втулка 19 подачи может перемещаться в радиальном направлении (точнее, в направлении x). Таким образом, она позволяет регулировать глубину подачи штамповочных инструментов (находящихся в рабочем положении). С одной стороны, это рекомендуется, если переключаются с одного штамповочного инструмента на другой, и/или, с другой стороны, если один и тот же штамповочный инструмент входит в контакт с заготовкой в том же месте еще раз, то есть, если в заготовке место изготавливаемой впадины между зубьями еще раз обрабатывают штамповочным инструментом одинаковой формы. В частности, втулка 19 подачи может иметь привод, что может способствовать пригодности способа к автоматизации.
Форма последнего штамповочного инструмента (26 в случае фиг. 1 и 2) соответствует форме изготавливаемой впадины между зубьями зубчатого венца 6 шестерни. Остальные штамповочные инструменты (21-25 на фиг. 1 и 2), в принципе, имеют ту же форму, но укорочены по длине (на головке инструмента), при этом последовательность применения штамповочных инструментов соответствует увеличивающейся длине соответствующего инструмента.
В целом, целесообразно обрабатывать каждую впадину между зубьями дважды (или даже трижды или четырежды) при помощи штамповочного инструмента ("последний" инструмент; 26 в случае фиг. 1 и 2), форма которого соответствует форме изготавливаемой впадине между зубьями зубчатого венца 6 шестерни. Благодаря этому, в частности, можно достичь высокой точности, при этом в большинстве случаев могут не потребоваться следующие технологические операции для дополнительного формования.
Возвратно-поступательное движение держателя 12 инструментов с целью создания колебательного движения штамповочных инструментов можно создать при помощи эксцентрика. Альтернативой эксцентрику является, например, кривошипный привод или кулиса. Штамповка заготовки при помощи штамповочных инструментов происходит благодаря применению тянущих усилий. Несмотря на это, устройство можно изменить так, что для штамповки применяют толкающие усилия. В двухходовом способе вполне можно применять как тянущие, так и толкающие усилия, причем попеременно.
В примере, показанном на фиг. 1 и 2, держатель 10 заготовки, при помощи которого передают вращательное движение заготовки 1, имеет приемное устройство 11 для заготовки, которым заготовка охватывается в радиальном направлении, при этом в данном изобретении термин "радиальный" всегда относится к оси Z, то есть обозначает направления, перпендикулярные этой оси. Тем не менее, также можно использовать держатели 10 заготовки, не имеющие такого приемного устройства 11 для заготовки. В частности, можно удерживать заготовки 1 чашеобразной формы, показанные на фиг. 1 и 2, например, в области дна чаши (нижняя часть 4, ср. фиг. 4 и 5). Хотя заготовка 1, изображенная на фиг. 1 и 2, имеет чашеобразную форму, можно обрабатывать и заготовки другой формы, например, заготовки, по существу имеющие трубчатую форму (и не имеющие нижней части).
Заготовка 1 (или, точнее, - в представленном случае с приемным устройством 11 для заготовки, - приемное устройство 11 для заготовки) взаимодействует с задней бабкой 15, так что во время процесса штамповки заготовка 1 (и держатель 10 заготовки) по существу остается неподвижной. Чтобы сделать возможным или по меньшей мере упростить (прерывистое) вращение заготовки 1, между двумя воздействиями инструментом заднюю бабку 15a предпочтительно отводят от заготовки 1, а затем снова вводят в контакт с заготовкой 1 (это символизирует двунаправленная стрелка на фиг. 2). Смотря по обстоятельствам, от задних бабок можно отказаться, в частности, при достаточно толстостенных заготовок 1.
Предлагаемое устройство может иметь привод для колебательного движения держателя 12 инструментов или штамповочных инструментов 21, 22, … и привод для (смотря по обстоятельствам, прерывистого) вращения держателя 10 заготовки (например, заготовки 1), и в частности также может использоваться синхронизирующее устройство для синхронизации этих движений, при этом синхронизирующее устройство, в частности, может представлять собой электронное синхронизирующее устройство. Кроме того, можно использовать привод для держателя 12 инструментов, при помощи которого в результате вращательного, прямолинейного или другого движения штамповочные инструменты можно устанавливать в рабочее положение. Этот привод может являться отдельным приводом, а для синхронизации с по меньшей мере одним из других движений он может состоять в функциональной связи с синхронизирующим устройством. Наконец, в случае определенных вариантов осуществления (в этом отношении ниже в описании см. также "второй вариант") может использоваться еще один привод, при помощи которого можно обеспечивать движение держателя заготовки параллельно продольной оси, причем это прямолинейное движение может быть синхронизировано с вращением заготовки, например, при помощи упомянутого синхронизирующего устройства.
На фиг. 3 показана деталь разреза полого колеса 1a с зубчатым венцом 6 шестерни (эвольвентным зубчатым зацеплением) перпендикулярно оси Z. Толстостенные полые колеса изготавливают предпочтительно вышеописанным способом, то есть остаточная толщина D стенки полого колеса 1a имеет определенное минимальное соотношение относительно высоты h зубьев зубчатого венца шестерни. Впадины между зубьями зубчатого венца 6 шестерни имеют головку 6a зуба, дно 6b впадины и боковые поверхности 6f зуба. Кроме того, на фиг. 3 обозначен шаг t зацепления и делительный диаметр Td.
Существуют по меньшей мере два варианта изготовления впадин между зубьями. В первом варианте штамповочные инструменты имеют по меньшей мере такую же длину, что и изготавливаемые впадины между зубьями разумеется, оба размера относятся к длине в рабочей части, измеренной параллельно зубьям, а осевая координата заготовки 1 во время осуществления этого способа по существу остается неизменной (относительно находящихся в рабочем положении штамповочных инструментов). От одного воздействия инструментом до другого в одной и той же впадине между зубьями (которое обычно происходит после полного оборота заготовки 1 либо уже после половины оборота, см. ниже описание двухходового способа), каждая впадина между зубьями становится все глубже, пока, наконец, не достигается заданная высота h зубьев.
Во втором варианте штамповочный инструмент, находящийся в рабочем положении, при всех воздействиях (за исключением только начальной и/или конечной фазы) имеет ту же глубину подачи (в случае последнего штамповочного инструмента - в соответствии с заданной высотой зубьев), при этом в процессе осуществления этого способа впадины между зубьями выполняют все дальше в направлении прохождения зубьев, пока, наконец, не получат заданную длину зубчатой части. Это достигается благодаря тому что в процессе осуществления способа заготовку (дополнительно к изменяющемуся или прерывистому вращению) перемещают в осевом направлении относительно осевого положения (положения по оси z) находящихся в рабочем положении штамповочных инструментов. Таким образом, в показанном на фиг. 1 и 2 случае при осуществлении этого способа в соответствии со вторым вариантом заготовку 1 (включая держатель 10 заготовки) перемещают в направлении z - непрерывно или прерывисто. Следующий штамповочный инструмент применяют только тогда, когда обработка при помощи предыдущего штамповочного инструмента закончена по всей длине зубцов.
Посредством обоих указанных вариантов можно изготавливать одинаковые зубчатые венцы шестерни. Однако во втором варианте с целью получения оптимального результата предпочтительно еще осуществляют дополнительную обработку. Благодаря этой дополнительной обработке получают более качественную (менее шероховатую) поверхность. Такую калибровку можно выполнить, осуществив способ согласно описанному первому варианту. Однако с этой целью также можно применить, например, хонингование при помощи зубчатых хонов.
На фиг. 4 показана заготовка 1 чашеобразной формы в разрезе по продольной оси Z. Заготовка 1 имеет трубчатую часть 3 (стенки чаши) и нижнюю часть 4 (дно чаши). Зубчатый венец шестерни изготавливают в трубчатой части 3.
Если применяют вышеописанный первый вариант и, как обычно, необходимо изготовить цилиндрическую зубчатую коробку передач, то оказалось предпочтительным придавать внутренней стороне трубчатой части 3 вогнутую форму, как в преувеличенном виде показано на фиг. 4. Это приводит к лучшим результатам, чем в случае цилиндрической внутренней стороны трубчатой части 3. Такая форма трубчатой части 3 может быть предпочтительной также в вышеописанном втором варианте. Для того, чтобы можно было правильно образовать зубчатый венец шестерни, предусмотрена выточка 5, благодаря которой по меньшей мере один штамповочный инструмент можно ввести в заготовку 1 в осевом направлении настолько, что зубчатый венец шестерни можно изготовить по всей требуемой длине. Кроме того, на концах трубчатой части, в которой изготавливают зубчатый венец шестерни, в каждом случае предусмотрен скос 3a.
На фиг. 5 изображено полое колесо 1a, изготовленное из заготовки согласно фиг. 4 в соответствии с одним из вышеописанных вариантов. Колесо показано в разрезе по продольной оси Z. Зубчатый венец 6 шестерни имеет заданную высоту h зубьев и заданную длину L зубчатой части.
В частности, можно использовать выпуклые штамповочные инструменты. В частности, выпуклость может быть предусмотрена в радиальном направлении.
Фиг. 6 наглядно показывает выпуклость в радиальном направлении и схематично изображает штамповочный инструмент 2 в разрезе параллельно направлению прохождения зубьев (соответствует продольному разрезу через штамповочный инструмент), который предпочтительно применяют при изготовлении косозубого зацепления способом в вышеназванном первом и/или втором варианте. Было установлено, что для достижения хороших результатов предпочтительно можно использовать в частности выпуклую (то есть не прямую) форму) форму штамповочного инструмента 2, при этом кривизна штамповочного инструмента 2 по меньшей мере по существу описывает эллиптический сегмент, причем окружность также представляет собой эллипс. Изображенная на фиг. 6 кривизна показана в преувеличенном по сравнению с типичной кривизной виде. Кривизна расположена в той части головки 2k инструмента, которая образует часть рабочей части 2w.
Кроме того, над штамповочным инструментом 2 показано удлинение штамповочного инструмента 2, проходящее параллельно направлению прохождения зубьев. Это удлинение показано в зависимости от угла наклона β (причем β может составлять 0°). Как указано выше, в способе, осуществляемом в соответствии с первым и, смотря по обстоятельствам, также вторым вариантом, удлинение по меньшей мере одного штамповочного инструмента, проходящее параллельно направлению прохождению зубьев, должно быть больше, чем длина L/cosβ впадины между зубьями зубчатого венца 6 шестерни. Это выражается в виде соотношения I/cosβ>L/cosβ или I>L, где I - длина штамповочного инструмента в направлении, параллельном оси, а L - длина (в направлении, параллельном оси) зубцов зубчатого венца шестерни в заготовке.
На фиг. 7 показана деталь, иллюстрирующая расположение с приемным устройством 11 для инструмента в исходном положении, в разрезе перпендикулярно продольной оси Z заготовки. В этом положении заготовка 1 еще не обработана, а задняя бабка 15a пока не находится в контакте с держателем 11 инструмента.
На фиг. 8 показана деталь, иллюстрирующая расположение в исходном положении без приемного устройства для инструмента, в разрезе перпендикулярно продольной оси Z заготовки. В этом положении заготовка 1 еще не обработана, при этом заготовка 1 пока не находится в контакте с приемным устройством 11 инструмента.
Вместо показанных здесь шести различных штамповочных инструментов также можно использовать три или четыре, или пять, или, смотря по обстоятельствам, также семь или восемь, или еще большее количество штамповочных инструментов. Это зависит от того, каким глубоким должен быть зубчатый венец шестерни, от материала заготовки и, по меньшей мере, в показанном здесь револьверном расположении штамповочных инструментов на держателе инструментов, от геометрических данных, в частности, от того, сколько штамповочных инструментов можно разместить внутри заготовки.
Вместо револьверного держателя инструмента, который снабжен барабаном (ср. фиг. 1, 2) и вращается для установки штамповочных инструментов в рабочее положение, например, можно использовать такой держатель инструментов, который может перемещаться прямолинейно (параллельно оси W). На этом держателе инструментов, который, например, имеет балочную часть, штамповочные инструменты могут быть расположены в местах, разных в отношении их координаты по продольной оси. Для установки штамповочных инструментов в рабочее положение возможна также комбинация прямолинейного и вращательного движения, причем в этом случае штамповочные инструменты могут быть распределены по периметру и распределены по держателю инструментов в отношении их координаты по продольной оси.
В случае вышеописанных способов и устройств штамповочные инструменты в рабочей части 2w (ср. фиг. 6) имеют форму, соответствующую форме изготавливаемой впадины между зубьями или ее части, усеченной в области головки 2k штамповочного инструмента.
Тем не менее, также можно предусмотреть, что форма штамповочных инструментов в рабочей части 2w (ср. фиг. 6) соответствует форме двух смежных изготавливаемых впадин между зубьями или ее части, усеченной в области головки штамповочного инструмента. Фиг. 9 схематично иллюстрирует соответствующий способ и соответствующе устройство.
На фиг. 9 используются шесть разных двузубых штамповочных инструментов такого типа, которые, как описано выше в отношении однозубых штамповочных инструментов, применяют друг за другом, начиная с самого короткого (21 на фиг 9) и заканчивая самым длинным (26 на фиг. 9). Применение двузубых штамповочных инструментов может быть особенно предпочтительным тогда, когда необходимо изготовить зубчатые венцы шестерни с особенно длинными зубьями (зубьями увеличенной высоты), и/или когда необходимо достичь особенной высокой точности. В случае двузубых штамповочных инструментов при проектировании держателя инструментов особое внимание следует обратить на то, чтобы штамповочные инструменты, не находящиеся в рабочем положении, (случайно) не входили с контакт с заготовкой 1.
В остальном способ с применением двузубых штамповочных инструментов можно осуществить так же, как описано выше. При этом, как правило, вращение осуществляют также на один шаг зацепления, так что две следующие друг за другом впадины между зубьями обрабатывают при помощи двузубых штамповочных инструментов дважды: сначала при помощи первого, а затем при помощи второго зуба штамповочного инструмента.
В вышеописанном способе в каждый момент времени в рабочем положении находится не более чем ровно один из штамповочных инструментов. Кроме того, за один период колебательного движения происходит ровно, один контакт штамповочного инструмента, находящегося в рабочем положении, с заготовкой 1. Таким образом, контакт с заготовкой происходит только с действием сил в одном и том же направлении: на фиг. 1 и 2 - только в положительном направлении оси x. Поэтому этот способ называют двухходовым способом.
Однако альтернативно за один период колебательного движения можно осуществить ровно два контакта штамповочных инструментов, находящихся в рабочем положении, с заготовкой 1. В этом случае, который также можно назвать двухходовым способом, в рабочем положении находятся два штамповочных инструмента (в то время, как остальные инструменты устанавливают в рабочее положение, в рабочем положении временно не находится ни один из этих инструментов), а именно обычно в положениях, симметричных относительно оси W. Обычно эти два расположенных друг против друга штамповочных инструмента имеют одинаковую форму. Таким образом, если в целом предусмотрено N штамповочных инструментов, то они образуют M=N/2 пар штамповочных инструментов одинаковой формы. В случае двухходового способа в каждом случае друг за другом используют пары штамповочных инструментов.
На фиг. 10 показан пример такого расположения при M=3. Такую пару образуют штамповочные инструменты 21 и 21ʹ, штамповочные инструменты 22 и 22ʹ, а также штамповочные инструменты 23 и 23ʹ. В показанном на фиг. 10 положении штамповочный инструмент 23 применяют в положительном направлении x, а штамповочный инструмент 23ʹ - в отрицательном направлении x. При двухходовом способе целесообразно применение двух задних бабок 15a, 15b, как показано на фиг. 1. Применяя двухходовой способ, можно достичь особенно высокой производительности.
Далее, показанные на фиг. 10 штамповочные инструменты 21, 21ʹ, 22, 22ʹ, которые применяют сначала, представляют собой однозубые штамповочные инструменты (как на фиг. 1 и 2), а штамповочные инструменты 23, 23ʹ применяемые в последнюю очередь, - двузубые штамповочные инструменты (как на фиг. 9). Благодаря применению двузубого штамповочного инструмента в качестве последнего применяемого штамповочного инструмента можно, в том числе при одноходовом способе, достичь повышенной точности изготовленного зубчатого венца шестерни, даже если перед этим применяли однозубые штамповочные инструменты.
Фиг. 11-16 иллюстрируют осуществление одноходового способа с однозубыми штамповочными инструментами. После исходного положения (см. фиг. 8) заготовку сначала обрабатывают при помощи штамповочного инструмента 21, имеющего самую короткую рабочую часть (проходящую в рабочем положении в радиальном направлении), см. фиг. 11. Прежде чем переключиться на второй штамповочный инструмент 22, место каждого изготавливаемого зуба один или несколько раз обрабатывают способом штамповки при помощи штамповочного инструмента 21. До этого никакого переключения одного из дополнительных штамповочных инструментов в рабочее положение на происходит. Затем заготовку 1 обрабатывают при помощи штамповочного инструмента 22 и т.д. Таким образом, постепенно применяют штамповочные инструменты все большей длины, пока, наконец, как показано на фиг. 16, не применят шестой, последний штамповочный инструмент 26.
Таким образом, в результате следующих друг за другом нескольких отдельных операций штамповки получают изготавливаемый зубчатый венец 6 шестерни колеса, см. фиг. 16.
Применяя описанный способ изготовления полых колес с внутренним зубчатым венцом шестерни, можно изготавливать коробки передач, например, для автомобилей. Такие коробки передач имеют по меньшей мере одно соответствующее полое колесо и обладают соответствующим преимуществами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ СНЯТИЕМ СТРУЖКИ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2012 |
|
RU2602580C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО ВЕНЦА | 2012 |
|
RU2609110C2 |
| РАДИУСНАЯ КОНИЧЕСКАЯ ПЕРЕДАЧА | 2015 |
|
RU2592032C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СВЕРЛИЛЬНОЕ УСТРОЙСТВО | 2012 |
|
RU2590425C2 |
| ШАРНИР ПЕРЕМЕЩЕНИЯ И ФИКСАЦИИ ДЛЯ ПЕРСОНАЛЬНОГО РАБОЧЕГО МЕСТА | 2019 |
|
RU2735678C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЬЕВ | 2004 |
|
RU2273550C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ | 1967 |
|
SU203450A1 |
| УСТРОЙСТВО И СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С ПОЛНОЙ КОМПЕНСАЦИЕЙ ОШИБКИ ДЕЛЕНИЯ | 2007 |
|
RU2424880C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |

Изобретение относится к машиностроению и может быть использовано при изготовлении полого колеса с внутренним зубчатым венцом шестерни. Производят обработку заготовки, имеющей трубчатую часть с продольной осью, посредством штамповочных инструментов. Каждый штамповочный инструмент для осуществления обработки устанавливают в рабочее положение для изготовления зубчатого венца шестерни на внутренней стороне трубчатой части заготовки. Осуществляют вращательное движение вокруг упомянутой продольной оси с изменяющейся во времени скоростью вращения и колебательное движение по меньшей мере одного находящегося в рабочем положении штамповочного инструмента в радиальном направлении, синхронизированное с вращательным движением заготовки. В результате обеспечивается многократная обработка трубчатой части заготовки по меньшей мере одним штамповочным инструментом и повышение точности полученного внутреннего зубчатого венца. 5 н. и 22 з.п. ф-лы, 16 ил. 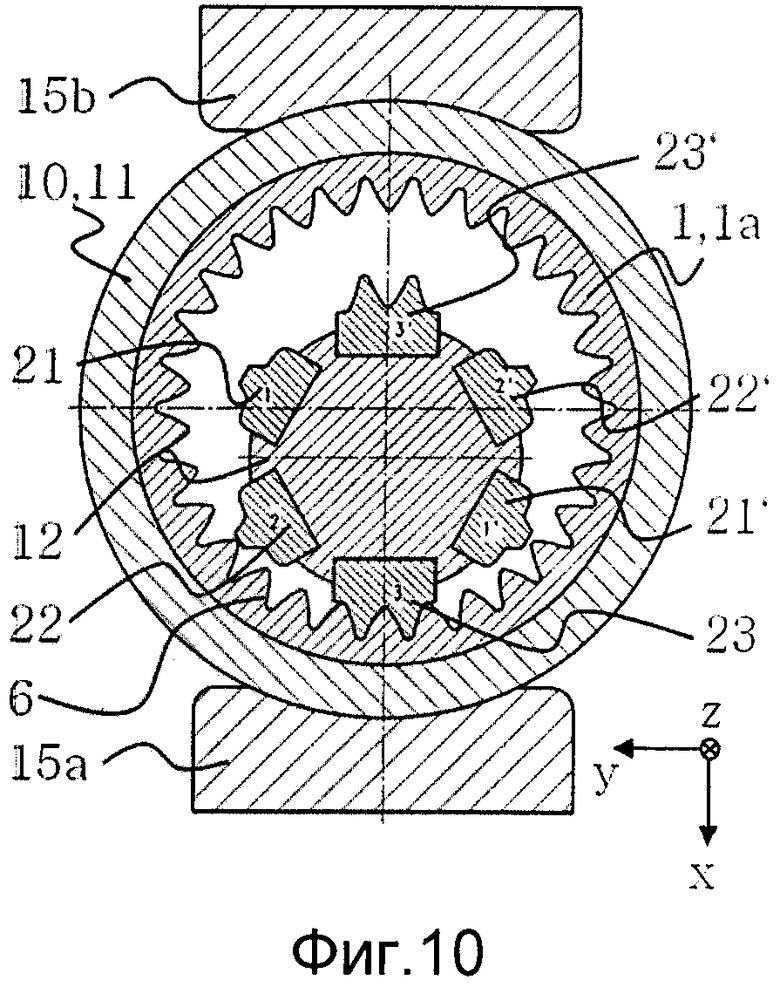
1. Способ изготовления полого колеса с внутренним зубчатым венцом шестерни, включающий обработку заготовки, имеющей трубчатую часть с продольной осью, посредством штамповочных инструментов, количество которых N≥2, при этом каждый штамповочный инструмент для осуществления обработки устанавливают в рабочее положение для изготовления зубчатого венца шестерни на внутренней стороне трубчатой части заготовки, осуществляют вращательное движение вокруг упомянутой продольной оси с изменяющейся во времени скоростью вращения и колебательное движение по меньшей мере одного находящегося в рабочем положении штамповочного инструмента в радиальном направлении, синхронизированное с вращательным движением заготовки, с обеспечением многократной обработки трубчатой части заготовки по меньшей мере одним штамповочным инструментом.
2. Способ по п. 1, в котором по меньшей мере два из N штамповочных инструментов имеют рабочие части разной формы.
3. Способ по п. 2, в котором
каждый из N штамповочных инструментов имеет рабочую часть разной формы или
N штамповочных инструментов образуют М пар штамповочных инструментов, имеющих рабочие части по существу одинаковой формы, при этом рабочие части разных пар из М пар N штамповочных инструментов имеют разную форму, где М≥2 и является целым числом, причем N=2М.
4. Способ по п. 2, в котором рабочие части штамповочных инструментов, имеющие разную форму, отличаются по своей длине в радиальном направлении, измеренной в рабочем положении.
5. Способ по п. 4, в котором временная последовательность, с которой штамповочные инструменты устанавливают в рабочее положение, задана последовательностью, получающейся, если N штамповочных инструментов сортируют по возрастанию в соответствии с упомянутой длиной.
6. Способ по п. 1, в котором N штамповочных инструментов удерживают при помощи держателя инструментов.
7. Способ по п. 6, в котором держатель инструментов приводят в движение, посредством которого штамповочные инструменты могут быть установлены в рабочее положение.
8. Способ по п. 6, в котором держатель инструментов имеет барабан, по периметру которого расположены штамповочные инструменты.
9. Способ по п. 1, в котором по меньшей мере один из N штамповочных инструментов имеет рабочую часть, профиль зуба которой по существу соответствует профилю двух смежных впадин между зубьями изготавливаемого зубчатого венца шестерни.
10. Способ по п. 1, в котором вышеназванный по меньшей мере один штамповочный инструмент, находящийся в рабочем положении, обрабатывает заготовку в таких фазах вращательного движения, при которых заготовка по меньшей мере временно останавливается.
11. Способ по п. 10, в котором вращательное движение заготовки представляет собой прерывистое вращение, причем вышеназванный по меньшей мере один штамповочный инструмент, находящийся в рабочем положении, обрабатывает заготовку в фазах остановки вращения заготовки.
12. Способ по любому из пп. 1-10, в котором
с) сначала устанавливают в рабочее положение первый из N штамповочных инструментов, а затем друг за другом дополнительные N штамповочных инструментов до N-го штамповочного инструмента, при этом каждый из N штамповочных инструментов остается в рабочем положении по меньшей мере до тех пор, пока каждая впадина, возникающая между зубьями изготавливаемого зубчатого венца шестерни, не будет обработана по меньшей мере один раз при помощи соответствующего находящегося в рабочем положении штамповочного инструмента,
или
d) сначала в рабочее положение устанавливают первую пару из N штамповочных инструментов, образующих М пар штамповочных инструментов, имеющих рабочие части по существу одинаковой формы, где М≥2 и является целым числом, причем N=2М, а затем друг за другом устанавливают в рабочее положение дополнительные из М пар штамповочных инструментов, причем каждая из М пар штамповочных инструментов остается в рабочем положении по меньшей мере до тех пор, пока каждая впадина, возникающая между зубьями изготавливаемого зубчатого венца шестерни, не будет обработана по меньшей мере один раз при помощи по меньшей мере одного из двух находящихся в рабочем положении штамповочных инструментов соответствующей пары штамповочных инструментов.
13. Способ по п. 12, в котором все N штамповочных инструментов имеют рабочие части разной формы.
14. Способ по п. 12, в котором все М пар штамповочных инструментов имеют рабочие части разной формы.
15. Способ по любому из пп. 1-11, в котором
N≥4, при этом все N штамповочных инструментов имеют рабочие части разной формы или
М≥3 и является целым числом, причем N=2М, при этом N штамповочных инструментов образуют М пар штамповочных инструментов, имеющих рабочие части по существу одинаковой формы.
16. Способ по любому из пп. 1-11, в котором полое колесо имеет чашеобразную форму с нижней частью, примыкающей к трубчатой части.
17. Способ по п. 16, в котором трубчатая часть выполнена за одно целое с нижней частью.
18. Способ по любому из пп. 1-11, который осуществляют так, что в процессе множества оборотов вращающейся заготовки изготавливают все более глубокие впадины между зубьями зубчатого венца шестерни посредством периодической обработки заготовки при помощи штамповочных инструментов до тех пор, пока не получат заданную высоту зубьев и форму зубчатого венца шестерни.
19. Способ по любому из пп. 1-11, в котором каждый из N штамповочных инструментов в направлении впадин между зубьями имеет большую длину, чем впадины между зубьями изготавливаемого зубчатого венца шестерни.
20. Способ по любому из пп. 1-11, в котором каждый из штамповочных инструментов имеет по меньшей мере одну рабочую часть (2w), содержащую головку инструмента и боковые поверхности инструмента, при этом головка по меньшей мере одного из штамповочных инструментов имеет выпуклую форму.
21. Способ по п. 20, в котором упомянутая головка инструмента имеет выпуклую форму в разрезе, выполненном симметрично между примыкающими к головке боковыми поверхностями.
22. Способ по п. 21, в котором упомянутая головка инструмента имеет форму эллиптического сегмента в разрезе, выполненном симметрично между примыкающими к головке боковыми поверхностями.
23. Применение полого колеса с внутренним зубчатым венцом шестерни, изготовленного способом по п. 1, в коробке передач.
24. Устройство для изготовления полого колеса с внутренним зубчатым венцом шестерни, содержащее:
- держатель (10) заготовки (1), имеющей трубчатую часть, расположенную вдоль продольной оси (Z), выполненный с возможностью вращения вокруг своей продольной оси (Z) для обеспечения возможности обработки трубчатой части заготовки на ее внутренней стороне,
- привод вращения держателя (10) заготовки для обеспечения ее вращения с изменяющейся во времени скоростью вращения;
- держатель инструментов для удержания N≥2 штамповочных инструментов, посредством которого обеспечена возможность установки в рабочее положение каждого из N штамповочных инструментов, выполненный с возможностью приведения в движение для осуществления прямолинейного колебательного движения в радиальном направлении к продольной оси (Z) с обеспечением возможности многократной обработки трубчатой части заготовки на ее внутренней стороне посредством расположенного в рабочем положении штамповочного инструмента, и
- синхронизирующее устройство для синхронизации вращения держателя (10) заготовки, обеспечиваемого приводом, с прямолинейным колебательным движением держателя инструментов в радиальном направлении к продольной оси (Z).
25. Способ изготовления полого колеса с внутренним зубчатым венцом шестерни с использованием устройства по п. 24, включающий обработку заготовки (1), имеющей трубчатую часть, расположенную вдоль продольной оси (Z), штамповочными инструментами, при этом посредством держателя (10) заготовки осуществляют ее вращательное движение вокруг продольной оси (Z) с изменяющейся во времени скоростью вращения, а посредством держателя инструментов по меньшей мере один находящийся в рабочем положении штамповочный инструмент приводят в прямолинейное колебательное движение в радиальном направлении к продольной оси (Z), которое синхронизируют с вращательным движением заготовки, и обеспечивают многократную обработку трубчатой части заготовки на ее внутренней стороне.
26. Коробка передач, содержащая полое колесо с внутренним зубчатым венцом шестерни, причем указанное полое колесо изготовлено способом по п. 1, и по меньшей мере одну планетарную шестерню, взаимодействующую с полым колесом.
27. Коробка передач по п. 26, представляющая собой автоматическую коробку передач для автомобиля.
| Способ изготовления зубчатых колес | 1990 |
|
SU1803248A1 |
| СПОСОБ НАКАТЫВАНИЯ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ НА КОЛЬЦЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2009751C1 |
| Способ штамповки зубчатых колес | 1982 |
|
SU1152701A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| EP 1621269 A1, 01.02.2006. | |||

