Область техники.
Данное изобретение относится к устройствам для непрерывного изготовления корпусов трубчатой тары, преимущественно из картона или аналогичных материалов. Это устройство включает, по меньшей мере, одну продольную формирующую оправку, поперечное сечение которой соответствует внутреннему поперечному сечению трубчатых корпусов изготавливаемой тары и на которую накладывается и загибается с целью формирования замкнутого трубчатого профиля, по меньшей мере, одна полоса материала, разматывающаяся в длину и предварительно, по крайней мере, частично покрытая клеем. Кроме того, это устройство включает прижимающие элементы для прикатывания по меньшей мере одной упомянутой полосы материала к упомянутой формирующей оправке и тяговые элементы для непрерывного продвижения упомянутого трубчатого профиля вдоль упомянутой формирующей оправки.
Уровень техники.
Подобное устройство описано, в частности, в публикации FR 2702414, согласно которой производственный процесс предусматривает загибание боковых отгибающихся участков каждой полосы материала вокруг формирующей оправки, по меньшей мере, частично несимметричным образом, чтобы загибание первого отгибающегося участка полосы материала закончилось перед загибанием второго отгибающегося участка этой полосы материала, которое, в свою очередь, заканчивается перед загибанием первого отгибающегося участка следующей полосы материала. Такой производственный процесс позволяет получать трубчатые корпуса тары очень высокого качества, избегая образования складок между полосами материала и обеспечивая точность относительного расположения продольных швов, что гарантирует требуемую прочность стенки трубы в месте(-ах) расположения этих швов.
В устройствах такого типа направление и загибание полос материала на формирующей оправке обеспечивают стационарные направляющие элементы, выполненные, например, из металлического листа. Далее прикатывание этих полос материала к формирующей оправке для обеспечения их плотного соединения за счет склеивания, а также продольное перемещение трубчатого профиля, сформированного упомянутыми полосами материала, обеспечиваются тяговыми ремнями, которые приводятся в движение и прижимаются под давлением к упомянутой формирующей оправке неподвижно закрепленными прижимными роликами с электроприводом, причем эти тяговые ремни распределены по периметру упомянутой формирующей оправки.
Недостатком конструкции такого типа является большое количество операций, которые необходимо выполнить при запуске устройства, чтобы заправить полосы материала между стационарными направляющими, потом - между тяговыми ремнями, чтобы правильно расположить полосы материала относительно друг друга и вокруг формирующей оправки, отрегулировать расположение упомянутых стационарных направляющих, а также давление упомянутых прижимных роликов и натяжение упомянутых тяговых ремней. Все эти операции сложны в исполнении, требуют одновременного участия нескольких операторов и приводят к образованию значительного количества отходов сырья, прежде чем будет достигнута оптимальная настройка. Более того, использование стационарных направляющих приводит к сильному линейному напряжению из-за трения между непрерывно движущимися полосами материала и неподвижными направляющими, которое нужно компенсировать более мощными тяговыми элементами. С другой стороны, недостатком конструктивного объединения тяговых ремней с прижимными роликами является довольно большая поверхность качения, что негативно сказывается на местном давлении, прилагаемом к полосам материала, и не позволяет ни добиться равномерного прижима во всех точках поверхности упомянутой трубы, ни подстроиться под колебания толщины полос материала, которым чаще всего бывает картон. Стоимость такого устройства и его габариты, трудоемкость наладки при смене типоразмера изготавливаемых корпусов трубчатой тары, обеспечения техобслуживания и замены изношенных деталей составляют недостатки такого устройства.
Описание изобретения.
Целью данного изобретения является преодоление этих недостатков с помощью устройства, имеющего более простую конструкцию, которая позволяет снизить его стоимость, уменьшить размеры, облегчить эксплуатацию, ускорить процесс перехода на новый типоразмер изготавливаемой тары с автоматизированным и потому более быстрым запуском и сокращением количества отходов сырья, добиться лучшего взаимного прикатывания полос материала друг к другу, что позволит существенно улучшить качество и механическую прочность готовых корпусов, ослабляя или даже подавляя трение и линейное напряжение и позволяя, таким образом, ограничить мощность тяговых элементов. Еще одним аспектом изобретения является возможность производства корпусов тары с оптимальной жесткостью упаковки там, где это требуется.
С этой целью изобретение относится к устройству того же типа, что описанное в преамбуле, но отличается тем, что упомянутые прижимающие элементы и упомянутые тяговые элементы конструктивно разнесены, и тем, что упомянутые прижимающие элементы включают множество (совокупность) прижимных роликов, установленных таким образом, что они могут свободно вращаться вокруг своих осей; при этом указанные прижимные ролики способны деформироваться и распределены радиально вокруг упомянутой формирующей оправки с целью плотного прилегания к периферии (поверхности) упомянутой оправки.
Предпочтительно, чтобы прижимные ролики были распределены вокруг упомянутой формирующей оправки симметрично таким образом, чтобы каждый покрывал свой участок упомянутой оправки, и были смещены продольно таким образом, чтобы покрыть всю поверхность (периферию) упомянутой оправки.
Преимущество роликов состоит в том, что каждый из них имеет насадку из эластичного материала и профиль, конгруэнтный (комплементарный) профилю того участка формирующей оправки, на котором соответствующий прижимной ролик задействован.
Эластичная насадка упомянутых прижимных роликов может иметь внутренние выемки для повышения ее эластичности. Кроме того, эластичный материал для упомянутой насадки можно выбирать из группы, включающей натуральные каучуки и синтетические каучуки на основе полиуретана.
В предпочтительном варианте выполнения каждый прижимной ролик укреплен на держателе, радиальную позицию которого относительно упомянутой формирующей оправки можно регулировать, и снабжен создающим давление элементом, укрепленным на упомянутом держателе.
Согласно изобретению, устройство может также включать в себя продольную центрирующую оправку, расположенную перед упомянутой формирующей оправкой и имеющую в поперечном сечении многоугольник, периметр которого меньше периметра внутреннего поперечного сечения изготавливаемых корпусов трубчатой тары. Задача упомянутой центрирующей оправки - ориентировать упомянутые полосы материала в продольном и поперечном (трансверсально) направлениях без проскальзывания.
Устройство может также включать в себя вспомогательную продольную оправку, расположенную после упомянутой центрирующей оправки и до упомянутой формирующей оправки, имеющую каплевидное поперечное сечение, периметр которого соответствует периметру внутреннего поперечного сечения изготавливаемых корпусов трубчатой тары.
В этом случае предпочтительно, чтобы устройство включало в себя сварочный пост, расположенный рядом с упомянутой вспомогательной оправкой, задача которого - сваривать продольные края, по меньшей мере, одной полосы материала, образующей внутренний слой упомянутых корпусов трубчатой тары.
Наконец, устройство может включать в себя группу прижимных роликов, расположенных цепочкой (выровненных) на продольном участке упомянутой формирующей оправки, соответствующем зоне, где продольные края, по меньшей мере, одной упомянутой полосы материала сходятся, замыкая упомянутый трубчатый профиль посредством по меньшей мере одного продольного шва.
Тяговые элементы могут включать, по меньшей мере, один тяговый ремень, удерживаемый приводными роликами и расположенный после упомянутых прижимающих элементов, а предпочтительно, по меньшей мере, два тяговых ремня, расположенных симметрично относительно упомянутой формирующей оправки.
Упомянутое устройство может, кроме того, включать в себя, по меньшей мере, одно наносящее клей сопло для нанесения клея, по меньшей мере, на некоторые из продольных краев упомянутых полос материала.
Краткое описание чертежей.
Сущность данного изобретения и его преимущества станут более понятны из варианта выполнения, приведенного далее в качестве примера, не имеющего ограничительного характера и проиллюстрированного сопроводительными чертежами, где:
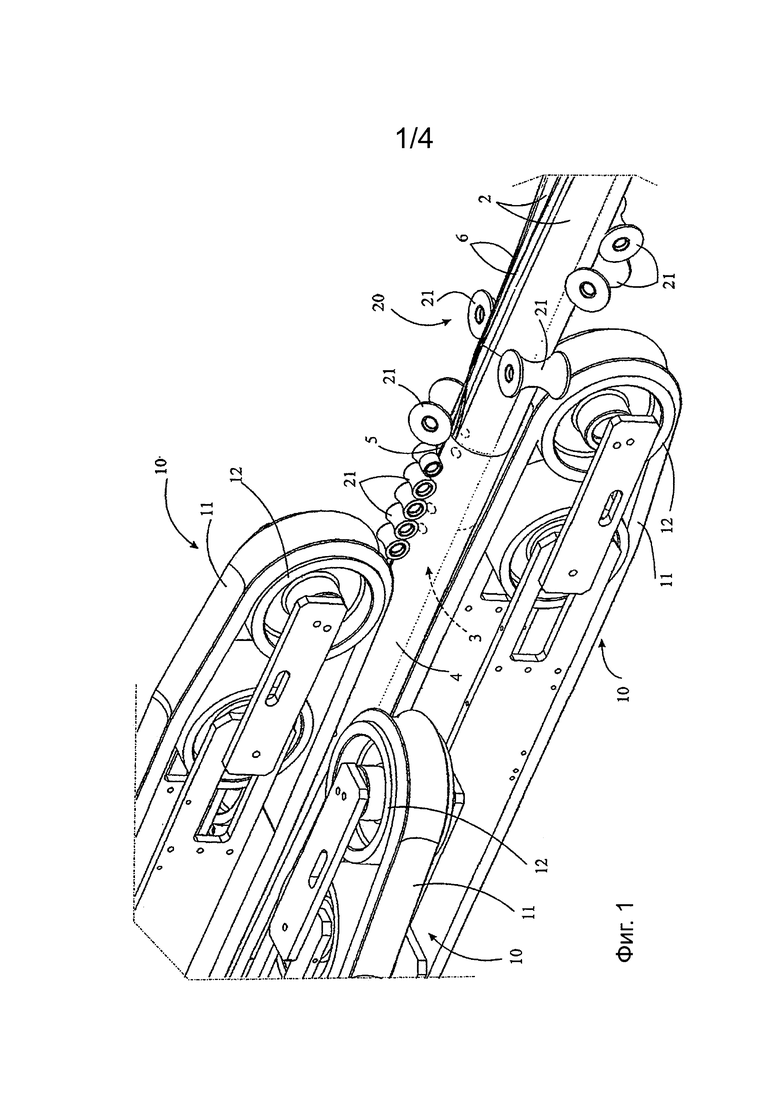
Фиг. 1 представляет собой частичный вид промышленного устройства в соответствии с изобретением; где показана только часть продольной формирующей оправки, прижимные ролики и соответствующие тяговые ремни;
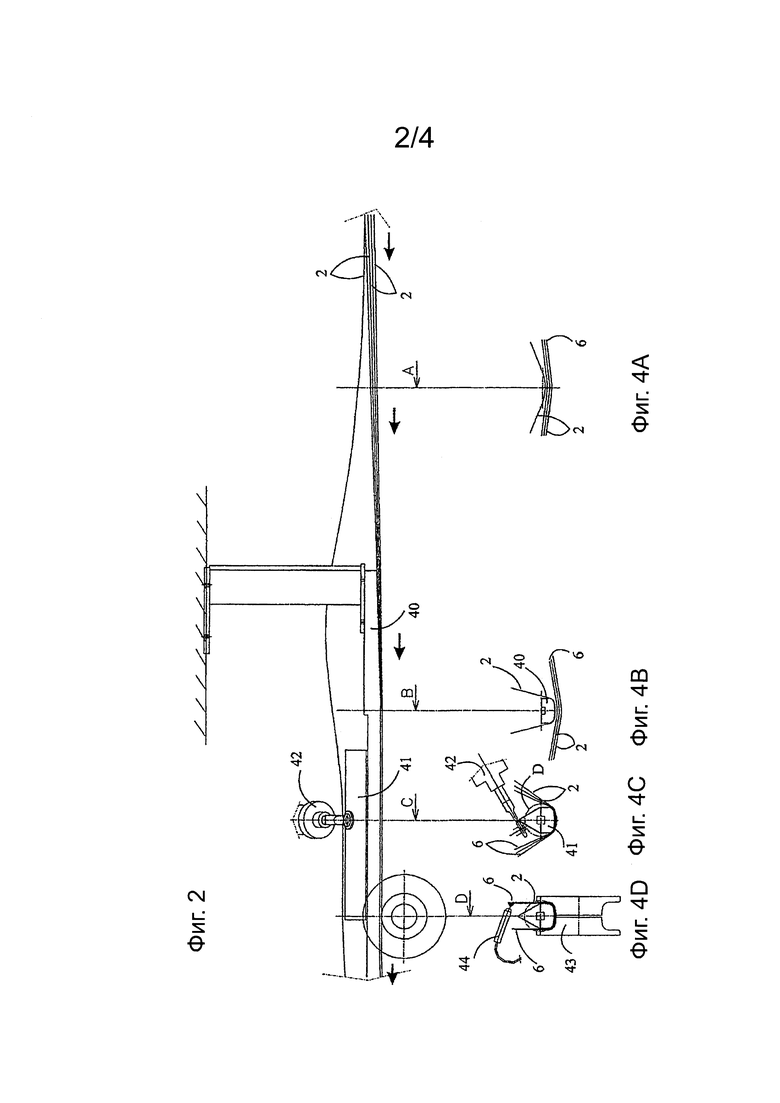
Фиг. 2 представляет собой вид сверху центрирующей оправки, за которой следует вспомогательная оправка, причем обе они расположены до формирующей оправки в устройстве, показанном на Фиг. 1;
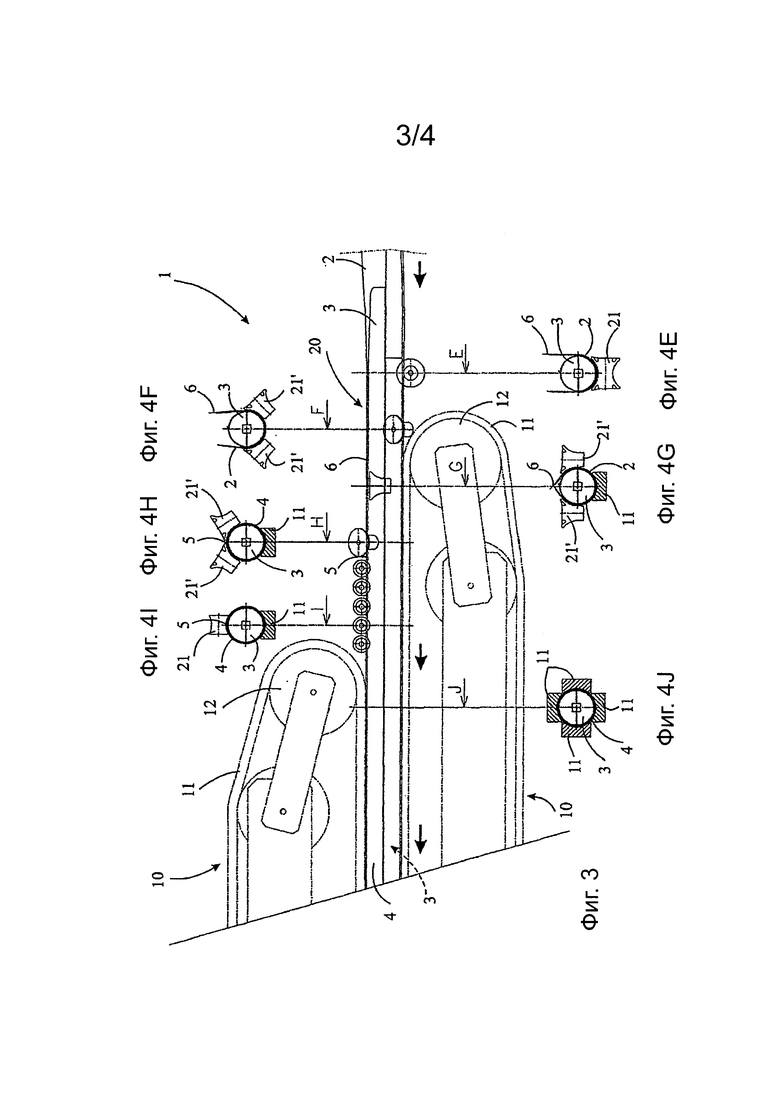
Фиг. 3 представляет собой вид сверху формирующей оправки в устройстве, показанном на Фиг. 1;
Фиг. с 4A по 4J представляют собой поперечные сечения различных оправок, представленных на Фиг. 2 и 3, в плоскостях от A до J соответственно;
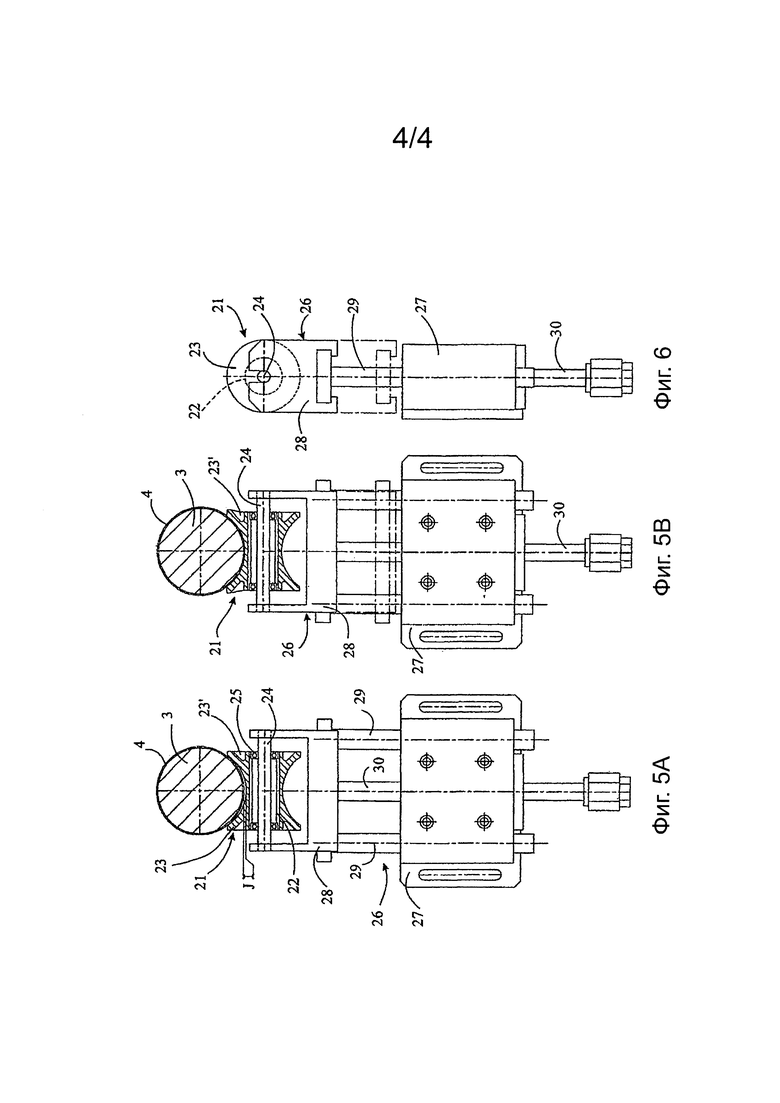
Фиг. 5A и 5B представляют собой поперечные сечения одного из прижимных роликов соответственно до и после его контакта с формирующей оправкой, и
Фиг. 6 представляет собой вид сбоку одного прижимного ролика по Фиг.5A, 5B.
Пояснения к изобретению и наилучший способ его реализации.
На прилагаемых чертежах устройство 1 в соответствии с изобретением изображено частично для облегчения понимания, без станины и кожуха, чтобы показать лишь детали, которых касается данное изобретение. Это устройство позволяет изготавливать корпуса трубчатой тары, преимущественно из картона или аналогичных материалов, например для упаковки продовольственных или подобных продуктов, путем продольного разматывания одной или нескольких полос материала 2, смотанных в рулоны; эти полосы покрывают клеем, накладывают друг на друга с небольшим боковым смещением таким образом, чтобы образовать полотно до последующей подачи на продольную формирующую оправку 3, на которой их сгибают, прижимают и прикатывают для образования трубчатого профиля 4, который замыкают одним или несколькими смещенными продольными швами 5. Такой трубчатый профиль 4 потом нарезают на гильзы требуемой длины для получения упомянутых корпусов трубчатой тары. Продольный шов 5 получают склеиванием внахлест продольных краев 6 каждой полосы материала 2; при этом желательно сдвигать продольные края каждой полосы материала вбок таким образом, чтобы продольные швы упомянутых полос материала перекрывали друг друга во избежание ослабления стенки корпуса трубчатой тары в зоне стыка. Если корпуса трубчатой тары изготавливают из одной единственной полосы материала, то саму эту полосу делают из составного или композитного материала, то есть состоящего из нескольких слоев материалов, которые могут быть одинаковыми или разными в зависимости от требуемых физических свойств корпусов трубчатой тары.
Устройство 1, частично представленное на прилагаемых чертежах, включает продольную формирующую оправку 3, имеющую круглое поперечное сечение, соответствующее внутреннему поперечному сечению изготавливаемых корпусов трубчатой тары, которые получаются при этом цилиндрическими. Разумеется, это устройство 1 позволяет изготавливать корпуса трубчатой тары с поперечным сечением любой формы, такой как многоугольная, овальная и др.
В соответствии с изобретением устройство 1 отличается от известных устройств тем, что функция «прикатывания» полос материала к формирующей оправке 3 и функция «тяги» трубчатого профиля, сформированного из упомянутых полос материала, разнесены и выполняются конструктивно полностью независимыми тяговыми элементами 10 и прижимающими элементами 20.
Тяговые элементы 10, которые можно видеть на Фиг. 1 и 3, расположены предпочтительно после прижимающих элементов 20, то есть после формирования и замыкания трубчатого профиля 4 путем загибания и прикатывания полос материала 2. Тяговые элементы включают один, а предпочтительно несколько тяговых ремней 11, замкнутых в кольцо вокруг, по меньшей мере, двух приводных роликов 12, по меньшей мере, один из которых приводится во вращение подходящим механизмом, таким как двигатель или сервомотор. Для обеспечения равномерного распределения тягового усилия вдоль трубчатого профиля 4 используются, как в представленном примере, четыре тяговых ремня 11, симметрично распределенные вокруг упомянутой формирующей оправки 3. Профиль тяговых ремней и приводных роликов 12 адаптирован и является комплементарным участку формирующей оправки 3, с которым они контактируют. В представленном примере этот профиль является цилиндрическим. Разумеется, количество тяговых ремней 11 может варьироваться, также как и их расположение, конструкция и приводные механизмы.
Прижимающие элементы 20 включают множество способных деформироваться прижимных роликов 21, установленных с возможностью свободного вращения вокруг своих осей и распределенных радиально и продольно вокруг формирующей оправки 3 таким образом, чтобы плотно прилегать ко всей поверхности (всей периферии) этой формирующей оправки 3, обеспечивая равномерное и эффективное прикатывание полотна из полос материала 2 к формирующей оправке 3 и способствуя их прочному сцеплению и надежному склеиванию.
Фиг. 5 и 6 более подробно иллюстрируют пример устройства этих прижимных роликов 21. Каждый прижимной ролик 21 включает валик 22, на котором укреплена насадка 23, изготовленная из эластичного материала, например, такого как натуральные каучуки или синтетические каучуки на основе полиуретана с твердостью - приводится как не имеющий ограничительного характера пример - около 60 единиц по Шору. Профиль этой насадки 23 адаптирован и является комплементарным (конгруэнтным) участку формирующей оправки 3, с которым контактирует прижимной ролик 21. В примере, представленном на Фиг. 5 и 6, этот профиль является цилиндрическим, и его радиус меньше или равен радиусу формирующей оправки 3. В зависимости от потребности, используемые прижимные ролики могут быть полнопрофильными и, следовательно, симметричными прижимными роликами 21, как те, что показаны на Фиг. 1, 4E, 4I, 5A, 5B и 6, или полупрофильными или усеченными и, следовательно, асимметричными роликами 21, как те, что показаны на Фиг. 4F, 4G и 4H. Однако их конструкция и принцип работы во всех случаях одинаковы.
Когда прижимной ролик 21 не прижат к формирующей оправке 3, он образует зазор J между своей насадкой 23, которая находится в ненапряженном состоянии, и трубчатым профилем 4 на формирующей оправке 3 (см. Фиг. 5A). Когда ролик прижат к формирующей оправке 3 описанными ниже средствами, его насадка 23 деформируется, ликвидируя зазор J, и плотно прилегает к участку трубчатого профиля 4, к которому она прижата, при этом соответствующий участок формирующей оправки 3 работает как упор (см. Фиг. 5B). Преимущество прижимного ролика 21 состоит в том, что он сводит поверхность контакта к образующей, то есть к линейному контакту, позволяя, таким образом, развивать более высокое и более равномерно распределенное локальное давление, чем в случае вращающейся поверхности. Насадка 23 может включать в себя внутренние выемки 23' для увеличения ее эластичности.
Более того, прижимной ролик 21 установлен таким образом, что он может свободно вращаться вокруг своей оси и не создает ни трения, ни проскальзывания при контакте с трубчатым профилем 4. Для сокращения или даже исключения разницы скоростей по краям прижимного ролика 21 размеры этих прижимных роликов 21 уменьшают, а их количество увеличивают.
Валик 22 прижимного ролика 21 установлен с возможностью свободного вращения вокруг оси 24 на шарикоподшипниках 25 или их аналогах, в то время как ось 24 закреплена в суппорте 26. Этот суппорт 26 включает пластину 27, прикрепленную к станине (не показана) устройства 1, чтобы суппорт 26 можно было снимать и регулировать в радиальном направлении относительно формирующей оправки 3, что облегчает операции техобслуживания и наладки. Суппорт 26 включает передвигающиеся прямолинейно по направляющим в пластине 27 салазки 28, на одном конце которых закреплена ось 24, на которой укреплен прижимной ролик 21. Салазки 28 смещаются прямолинейно в радиальном направлении относительно формирующей оправки 3 с помощью линейного приводного механизма, например винтового (не показан), который позволяет давить прижимным роликом 21 на формирующую оправку 3 с заданным и регулируемым усилием. Салазки 28 включают, по меньшей мере, две направляющие стойки 29, расположенные симметрично относительно центральной штанги 30, связанной с линейным приводным механизмом, причем две стойки 29 и центральная штанга 30 могут скользить в соответствующих отверстиях в пластине 27. Разумеется, для прижимных роликов 21 можно предусмотреть любые другие равноценные направляющие и/или прижимающие элементы.
Возможности промышленного применения.
В проиллюстрированном, в частности, на Фиг. 2 и 3 примере, устройство 1 включает размещенную перед формирующей оправкой 3 продольную центрирующую оправку 40 (Фиг. 2 и 4B), на которой полосы материала 2, разматывающиеся со своих рулонов и предварительно покрытые клеем, наложенные друг на друга с небольшим боковым смещением, как было описано выше, с образованием полотна, которое движется продольно с помощью описанных выше тяговых элементов 10, входят в контакт. Полосы материала 2 будут загибаться автоматически без поперечного направляющего элемента (Фиг. 4A), так как они продольно натянуты тяговыми элементами 10 на всем пути от зоны их раскатывания вплоть до формирующей оправки 3, в ходе которого они переходят из полностью открытого плоского состояния в состояние замкнутого трубчатого профиля 4. Для этой цели центрирующая оправка 40 имеет в поперечном сечении многоугольник, периметр которого меньше, чем периметр внутреннего поперечного сечения изготавливаемых корпусов трубчатой тары; и задача этой оправки - ориентировать полосы материала 2 в продольном и поперечном направлениях без проскальзывания. Таким образом сохраняется заданное боковое смещение наложенных полос материала 2, что позволяет гарантировать качество зоны продольного стыка трубчатого профиля 4 и механическую прочность изготавливаемых корпусов тары. Форма центрирующей оправки 40 может отличаться от представленной, важно лишь, чтобы она закрепляла полотно из полос материала 2, которое начинает загибаться, по меньшей мере, на одном продольном угловом участке, что фиксирует полосы материала 2 относительно друг друга в поперечном направлении.
Вспомогательная продольная оправка 41, установленная после центрирующей оправки 40 и до формирующей оправки 3, может быть добавлена, когда необходимо сварить защитную пленку, образующую внутреннюю мембрану (оболочку) или слой внутри изготавливаемых корпусов трубчатой тары, которыми ее снабжают для соблюдения требований герметичности. Для облегчения этой операции и обеспечения наилучшего качества сварки вспомогательная оправка 41 имеет каплевидное поперечное сечение, периметр которого соответствует периметру внутреннего поперечного сечения D изготавливаемых корпусов трубчатой тары (Фиг. 2 и 4C). Цилиндрические прижимные ролики (не показаны) находятся в контакте на наклонных и противоположных сторонах вспомогательной оправки 41, чтобы сжимать защитную пленку вокруг упомянутой оправки и вытягивать ее вверх для выполнения сварочной операции на сварочном посте 42, установленном рядом с упомянутой оправкой и использующем, например, ультразвук или подобную технологию. Если защитную пленку нужно склеивать, а не сваривать, вспомогательная оправка 41 не нужна. Однако на этом месте устанавливают сопло для клея (не показано) для нанесения клея, по меньшей мере, на один из продольных краев упомянутой защитной пленки перед тем, как они будут загнуты вместе с остальными полосами материала 2. В других случаях корпуса трубчатой тары могут быть изготовлены без защитной пленки.
По окончании операций на вспомогательной оправке 41, если она используется, или непосредственно после центрирующей оправки 40 и перед формирующей оправкой 3 полотно из полос материала 2 загибается продольно направляющим роликом 43, профиль которого конгруэнтен вспомогательной полуоправке 41 или центрирующей оправке 40 (Фиг. 2 и 4D). Направляющий ролик 43 установлен таким образом, что он может свободно вращаться вокруг своей оси во избежание какого-либо трения с полотном. На этом этапе устройство 1 предпочтительно укомплектовать соплом для клея 44, расположенным перед смещенными краями 6 полос материала 2, чтобы наносить клей на эти участки, имеющие склонность к высыханию на воздухе. Размещение здесь дополнительного сопла для клея 44 позволит значительно сократить количество клея, который наносился предварительно в клеевой секции (не показана) между полосами материала 2, прежде чем их соединяли в полотно наложением друг на друга, и, следовательно, уменьшить остаточную влажность изготавливаемых корпусов тары. Преимущество дополнительного нанесения клея непосредственно перед загибанием продольных краев 6 полос материала 2 состоит в том, что это позволяет добиться равномерного высококачественного склеивания по всему упомянутому продольному шву 5. Вдоль формирующей оправки 3 (Фиг. 3) в направлении движения трубчатого профиля 4 симметрично относительно упомянутой оправки распределены прижимные ролики 21, составляющие прижимающие элементы 20, которые придают форму и прикатывают полотно из полос материала 2 вокруг упомянутой оправки от нижней ее части (Фиг. 4E), куда приходит полотно, до верхней части (Фиг. 4I), на которой полотно смыкается для образования трубчатого профиля 4.
В представленном примере показано восемь прижимных роликов 21, 21':
- Фиг. 4E, первый прижимной ролик 21 имеет симметричный профиль, расположен по центру нижней части формирующей оправки 3, прикатывает полотно из полос материала 2 к первому участку, покрывающему около  поверхности (периферии) формирующей оправки 3,
поверхности (периферии) формирующей оправки 3,
- Фиг. 4F, второй и третий прижимные полуролики 21' расположены симметрично, загибают и прикатывают полотно из полос материала 2 ко второму и третьему нижним боковым участкам, покрывающим около 1/8 периферии формирующей оправки 3 каждый,
- Фиг. 4G, четвертый и пятый прижимные полуролики 21' расположены симметрично, загибают и прикатывают полотно из полос материала 2 к четвертому и пятому срединным боковым участкам, покрывающим около 1/8 периферии формирующей оправки 3 каждый,
- Фиг. 4H, шестой и седьмой прижимные полуролики 21' расположены симметрично, загибают и прикатывают полотно из полос материала 2 к шестому и седьмому верхним боковым участкам, покрывающим около 1/8 периферии формирующей оправки 3 каждый, и
- Фиг. 4I, восьмой прижимной ролик 21 или, в представленном примере, группа из пяти прижимных роликов, имеющих симметричный профиль и расположенных цепочкой по центру верхней части формирующей оправки 3, прикатывает зону шва продольных краев полос материала 2 к восьмому и последнему участку, покрывающему около  периферии формирующей оправки 3. Эта группа прижимных роликов 21 обеспечивает качественную фиксацию при склеивании продольных краев друг с другом.
периферии формирующей оправки 3. Эта группа прижимных роликов 21 обеспечивает качественную фиксацию при склеивании продольных краев друг с другом.
Это описание ясно показывает, что изобретение позволяет достичь поставленных целей. В частности, существенное преимущество новой конструкции состоит в том, что она позволяет упорядочить замыкание прижимных роликов при включении устройства, автоматизируя тем самым пусконаладочные работы и обеспечивая значительную выгоду. Аналогично ускоряется и процесс смены типоразмера изготавливаемых корпусов трубчатой тары, равно как и операции техобслуживания. Более того, корпуса тары, изготовленные по этой технологии, получаются лучшего качества как с точки зрения механической прочности, так и с точки зрения барьерных свойств.
Данное изобретение не ограничено описанным примером осуществления, но распространяется на любые очевидные для специалистов модификации и варианты, не выходящие за рамки духа и буквы изобретения, ограниченного только приведенной далее формулой изобретения.
Изобретение относится к промышленному устройству, в котором прижимающие элементы (20) для прикатывания полос материала (2) к формирующей оправке (3) и тяговые элементы (10) для продвижения упомянутых полос материала, которым придали форму, вдоль формирующей оправки (3), конструктивно разнесены, чтобы разделить эти две функции. Прижимающие элементы (20) включают множество способных деформироваться прижимных роликов (21), установленных таким образом, что они могут свободно вращаться вокруг своих осей, и распределенных радиально вокруг формирующей оправки (3) таким образом, чтобы плотно прилегать к поверхности оправки. Тяговые элементы (10) включают несколько тяговых ремней (11) на приводных роликах (12), расположенных после прижимающих элементов (20). 14 з.п. ф-лы, 6 ил.
1. Устройство (1) для непрерывного изготовления корпусов трубчатой тары, преимущественно из картона или аналогичных материалов, включающее по меньшей мере одну продольную формирующую оправку (3), поперечное сечение которой соответствует внутреннему поперечному сечению изготавливаемых корпусов трубчатой тары, и вокруг которой накладывается и загибается с целью формирования замкнутого трубчатого профиля (4) по меньшей мере одна полоса материала (2), разматывающаяся в длину и предварительно, по крайней мере, частично покрытая клеем, включающее в себя также прижимающие элементы (20) для прикатывания по меньшей мере одной упомянутой полосы материала (2) к упомянутой формирующей оправке (3) и тяговые элементы (10) для непрерывного продвижения упомянутого трубчатого профиля (4) вдоль упомянутой формирующей оправки (3), отличающееся тем, что прижимающие элементы (20) и тяговые элементы (10) конструктивно разнесены, и тем, что эти прижимающие элементы (20) включают множество прижимных роликов (21, 21'), установленных с возможностью свободного вращения вокруг своих осей; при этом прижимные ролики способны деформироваться и распределены радиально вокруг формирующей оправки (3) с целью плотного прилегания к периферии оправки.
2. Устройство по п. 1, отличающееся тем, что прижимные ролики (21, 21') распределены симметрично вокруг формирующей оправки (3) таким образом, чтобы каждый покрывал свой участок оправки, и были смещены продольно таким образом, чтобы покрыть всю периферию оправки.
3. Устройство по любому из пп. 1 или 2, отличающееся тем, что каждый прижимной ролик (21, 21') включает насадку (23) из эластичного материала.
4. Устройство по п. 3, отличающееся тем, что эластичная насадка (23) каждого прижимного ролика (21, 21') имеет профиль, комплементарный профилю того участка формирующей оправки (3), к которому соответствующий прижимной ролик прижат.
5. Устройство по п. 3, отличающееся тем, что эластичная насадка (23) включает внутренние выемки (23') для повышения ее эластичности.
6. Устройство по п. 3, отличающееся тем, что эластичный материал для насадки выбирают из группы, включающей натуральные каучуки и синтетические каучуки на основе полиуретана.
7. Устройство по п. 1, отличающееся тем, что каждый прижимной ролик (21, 21') установлен на суппорте (26), радиальное положение которого относительно формирующей оправки (3) можно регулировать.
8. Устройство по п. 7, отличающееся тем, что каждый прижимной ролик (21, 21') снабжен создающим давление элементом, укрепленным на суппорте (26).
9. Устройство по п. 1, отличающееся тем, что оно также включает продольную центрирующую оправку (40), расположенную до формирующей оправки (3) и имеющую в поперечном сечении многоугольник, периметр которого меньше, чем периметр внутреннего поперечного сечения изготавливаемых корпусов трубчатой тары; центрирующая оправка (40) установлена для того, чтобы ориентировать полосы материала (2) в продольном и поперечном направлениях без проскальзывания.
10. Устройство по п. 9, отличающееся тем, что оно также включает вспомогательную продольную оправку (41), установленную после центрирующей оправки (40) и до формирующей оправки (3) и имеющую каплевидное поперечное сечение, периметр которого соответствует периметру внутреннего поперечного сечения (D) изготавливаемых корпусов трубчатой тары.
11. Устройство по п. 10, отличающееся тем, что оно включает сварочный пост (42), установленный рядом со вспомогательной оправкой (41) для сварки продольных краев по меньшей мере одной полосы материала, образующей внутренний слой корпусов трубчатой тары.
12. Устройство по п. 1, отличающееся тем, что оно также включает группу прижимных роликов (21), расположенных цепочкой (выровненных) на продольном участке формирующей оправки (3), соответствующем зоне, где сходятся продольные края по меньшей мере одной полосы материала (2), замыкая трубчатый профиль (4) посредством по меньшей мере одного продольного шва.
13. Устройство по п. 1, отличающееся тем, что тяговые элементы (10) включают по меньшей мере один тяговый ремень (11) на приводных роликах (12), расположенный после прижимающих элементов.
14. Устройство по п. 13, отличающееся тем, что тяговые элементы (10) включают по меньшей мере два тяговых ремня (11), которые расположены симметрично относительно формирующей оправки (3).
15. Устройство по п. 1, отличающееся тем, что оно включает по меньшей мере одно сопло для клея (44) для нанесения клея, по меньшей мере, на некоторые из продольных краев полос материала (2).
| US 3908526 A, 30.09.1975 | |||
| Электропривод постоянного тока | 1987 |
|
SU1431024A1 |
| CN 105799217 A, 27.07.2016. | |||

