Изобретение относится к технической области армирующих материалов, пригодных для изготовления композитных деталей. Более точно, изобретение относится к связыванию армирующего материала с опорным слоем посредством электростатического связывания.
Композитные детали или изделия, то есть которые содержат, во-первых, один или более волоконных листов или кусков волокнистого армирования, и, во-вторых, матрицу (которая является обычно преимущественно термореактивного типа и может включать в себя термопластики), могут быть произведены, например, способом, который считается "прямым", также известным как литьевое формование композита (liquid composite molding, LCM). Прямой способ определяется тем, что один или более кусков волокнистого армирования используются в "сухом" состоянии (т.е. без конечной матрицы) со смолой, или матрица обеспечивается последовательно, например, путем инжекции в форму, содержащую волокнистое армирование (способ, известный как формование с переносом смолы (resin transfer molding, RTM)), путем инфузии через толщину волокнистого армирования (способ пропитки жидким связующим (liquid resin infusion, LRI) или способ пропитки пленочным связующим (resin film infusion RFI)) или, в действительности, при помощи ручного покрытия и/или пропитки посредством валика или кисти каждого из отдельных слоев волокнистого армирования, при этом слои наносятся последовательно на формирователь.
Непрямые способы используют армирующие материалы предварительно пропитанного типа, включающие в себя количество смолы, необходимой для изготовления окончательной детали.
Различные армирующие материалы доступны для использования в таких способах. Такие материалы могут быть ткаными, неткаными или однонаправленного типа, они могут включать в себя один или более слоев, и они могут необязательно включать в себя большое количество термопластичного или термореактивного связующего вещества. Заявитель, в частности, внес предложения для промежуточных материалов, содержащих лист однонаправленных волокон, в частности углеродных волокон, который связан посредством адгезива на каждой из его поверхностей с нетканым материалом термопластичных волокон, упоминаемым ниже как плетенный однонаправленный (UD). Эти армирующие материалы описаны в предыдущих патентных заявках WO 2010/046609 и WO 2010/061114.
Когда возможно, такие армирующие материалы поставляются самостоятельно в виде бобины или рулона, не будучи связанными с опорным слоем, что может сделать их легкими в обращении. Это дает возможность уменьшить количество отходов и упростить укладочные устройства, которые используются, поскольку не нужно иметь устройства для отделения опорного слоя и его перематывания.
Тем не менее, в некоторых конкретных применениях, Заявитель обнаружил, что по-прежнему существует потребность в опорном слое. Это относится, в частности, к широким полосам армирующего материала для резки. Современные машины, которые укладывают широкие листы, как правило, управляют резкой с помощью ультразвукового ножа. Такие машины используют пленку-подложку в качестве режущего упора. Такие машины могут производить резку под прямым углом (под 90° к волокнам, если они являются однонаправленными) без пленки-подложки, но произвольная (зигзагообразная) резка является невозможной. Это неприемлемо для использования в промышленных масштабах армирующих материалов, которые включают в себя широкие неподдерживаемые однонаправленные листы, так как организация сбора и удаления отходов имеет большое значение экономически и непосредственно связана с управлением резкой.
Некоторые машины, которые спроектированы исключительно для управления предварительно пропитанными однонаправленными листами, тем не менее, могут вмещать однонаправленные листы, которые упоминаются как "сухие" (т.е. которые имеют не более 10% по массе связующего вещества), если они поставляются с пленкой-подложкой.
В этом контексте Заявитель предпринял попытку ламинирования своего плетенного однонаправленного материала с различными видами пленки-подложки путем применения тепла с тем, чтобы использовать адгезивные свойства горячих термопластичных сплетений. Заявитель затем столкнулся с трудностями, связанными с регулированием температуры нагрева в процессе ламинирования. Если используемая температура слишком высокая, тогда становится невозможно отделить армирующий материал от пленки-подложки. В противоположность этому, если используемая температура слишком низкая, то не происходит связывание.
Кроме того, Заявитель отметил, что ламинирование при нагревании обладает определенными основными недостатками.
Исходный армирующий материал модифицируется. Условия, используемые в процессе ламинирования (температура нагрева, давление, охлаждение), не обязательно соответствуют требованиям для изготовления исходного материала. Например, во время его охлаждения армирующий материал находится в контакте с поверхностью пленки-подложки, которая будет поэтому оставлять свой отпечаток на поверхности армирующего материала, так что это приведет к структуре, отличной от исходной структуры.
Температуры нагрева, связанные со связующим веществом, используемым для ламинирования, могут быть очень высокими и, таким образом, несовместимыми с многочисленными пленками-подложками. Риск загрязнения армирующего материала компонентами, вносимыми из подложки, является, таким образом, значительным, тем самым значительно уменьшая диапазон пленок, которые являются пригодными.
Эти трудности ясно обнаруживают необходимость поиска замены ламинированию посредством нагревания при использовании армирующего материала, который включает в себя связующее вещество, или в более в общих чертах, преимущество предложения нового способа связывания армирующего материала с опорным слоем, который легко реализовать и который не приводит к какому-либо ухудшению исходного армирующего материала, в то же время служащего для облегчения обработки и резки армирующего материала.
В этом контексте, настоящее изобретение предлагает многослойный элемент, содержащий армирующий материал, выполненный с возможностью изготовления композитных деталей, и опорный слой.
В контексте изобретения, армирующий материал связан на по меньшей мере одной из его поверхностей и, в частности, только на одной из своих поверхностей с опорным слоем, связывание которого может быть обеспечено электростатическими силами.
Связь, таким образом, между армирующим материалом и опорным слоем делает возможным сохранить целостность исходного армирующего материала и не ухудшает его первоначальных свойств. Под действием электростатических зарядов в контексте настоящего изобретения связь притяжением создается между армирующим материалом и опорным слоем, приводя к электростатическим связям. Эта связь является достаточно сильной для удержания опорного слоя в положении на армирующем материале, в частности, во время обработки и операций резки, в то же время впоследствии позволяет легко отслоить два компонента друг от друга для того, чтобы иметь возможность установить армирующий материал в определенное положение при последующем изготовлении композитной детали. Связывание, таким образом, которое не использует любой нагрев, позволяет расширить спектр опорных слоев, которые могут быть использованы, путем устранения ограничений в плане температурной стабильности и рисков загрязнения армирующего материала.
Изобретение особенно выгодно, когда армирующий материал не обладает адгезивными свойствами при температурах в диапазоне от 18°С до 25°С, что делает невозможным его связь с опорным слоем посредством адгезии при комнатной температуре путем использования остаточной липкости. Также, и в предпочтительном образе действия, армирующий материал не включает в себя термореактивный материал или он включает в себя термореактивный материал, представляющий не более 10% от общей массы армирующего материала. В частности, армирующий материал состоит только из армирующих волокон или армирующих волокон и термопластичного материала, с массой термопластичного материала, представляющей не более 10% от общей массы армирующего материала, предпочтительно представляющей 0,5%-10% от общей массы армирующего материала и более предпочтительно 2%-6% от общей массы армирующего материала. Тем не менее возможно, чтобы изобретение было применено к армирующим материалам предварительно пропитанного типа, которые представляют большее количество термопластичного материала или термореактивного материала. Путем избежания адгезии при нагревании, изобретение делает возможным сохранить целостность исходного материала, не приводя к переплавке любого термопластичного связующего (связующих) вещества (веществ), которое (которые) может (могут) присутствовать.
В частности, в контексте изобретения армирующий материал может содержать один или более тканых, нетканых или однонаправленных тканевых материалов.
В частности, армирующий материал может содержать один или более тканых, нетканых или однонаправленных тканевых материалов из армирующих волокон, в частности углеродных волокон. Элемент по изобретению называется "многослойным", так как он содержит слой армирующего материала и опорный слой. Возможно также, что сам армирующий материал содержит один или более слоев, которые связаны вместе посредством какого-либо соответствующего средства.
Изобретение применимо к любому типу армирующему материалу, подходящему для изготовления композитных деталей. Такие материалы основаны, в частности, на волокнах, изготовленных из стекла, углерода, арамида или керамики.
Изобретение, в частности, подходит для армирующих материалов, состоящих из листов однонаправленных углеродных волокон, которые связаны на обеих их поверхностях с термопластичными связующими веществами, в частности материалом нетканого типа, изготовленным из термопластичных волокон. Такие армирующие материалы описаны, в частности, в следующих документах: ЕР 1 125 728; US 6 828 016; WO 00/58083; WO 2007/015706; WO 2006/121961; и US 6 503 856; и в следующих патентных заявках под именем Заявителя: WO 2010/04 6609 и WO 2010/061114, к которым может быть сделана ссылка для дополнительной детализации.
В контексте настоящего изобретения опорный слой предпочтительно изготовлен из электроизоляционного материала. В частности, опорный слой обладает сопротивлением, лежащим в диапазоне 108 Ом·м - 1017 Ом·м и предпочтительно в диапазоне 1010 Ом·м -1017 Ом·м. Такие измерения выполняются, в частности, при 20°С с относительной влажностью 0%, предпочтительно в соответствии со стандартом IEC 60093: 1980. Чем больше сопротивление, тем сильнее и прочнее адгезия между опорным слоем и армирующим материалом. В частности, опорный слой может быть полимером, предпочтительно выбранным из термопластичных полимеров, таких как полиамид, например, полиэтилентерефталат, сополиамиды, сложные полиэфиры, сложные сополиэфиры или целлюлоза, хлопок, натуральный шелк, или искусственные волокна.
В качестве примера опорный слой может представлять собой пленку, бумагу, или текстиль, или любой тип слоя, который выполняет опорную роль, т.е. который облегчает обращение и резку. Преимущественно опорный слой обладает толщиной, лежащей в диапазоне 10 мкм-500 мкм.
Адгезия между опорным слоем и армирующим материалом должна быть достаточной для удержания этих двух элементов в определенном положении. В контексте изобретения электростатические силы, служащие для связывания армирующего материала и опорного слоя, предпочтительно соответствуют силе отслаивания 50 мН-1000 мН. Электростатические силы, служащие для связывания армирующего материала и опорного слоя, соответствуют, в частности, напряжению остаточного заряда, лежащему в диапазоне 0,1 киловольт (кВ) - 3 кВ. Электростатические силы также хорошо продолжают существовать в течение долгого времени. Даже если уменьшение электростатической силы может наблюдаться сразу после генерирования заряда на границе раздела между армирующим материалом и опорным слоем, со снижением силы до значения, лежащего, в частности, в диапазоне 0,1 кВ - 3 кВ, после этого существует уже незначительное сокращение в силе адгезии. В частности, затем наблюдается превосходная стабильность, в то время как многослойный элемент хранится в течение одного месяца в виде рулона или бобины. В противоположность этому очень легко отделить две части посредством отслаивающего действия. Также замечено, что они имеют четкую тенденцию к повторному связыванию после отслоения, но с сокращением притяжения на каждом цикле повторного связывания и/или отслоения.
Преимущественно многослойный элемент выполнен в виде полосы шириной, большей или равной 50 миллиметров (мм). Изобретение является, в частности, выгодным, когда такой ширины полосы должны быть разрезаны, так как опора затем имеет важное значение. Такие полосы, имеющие длину до нескольких метров, могут храниться, в частности, в виде рулонов. Многослойные элементы по изобретению полностью подходят для использования на укладывающих машинах, имеющих средство, способное выполнять сложную резку.
Настоящее изобретение также относится к способу производства многослойного элемента по изобретению, в котором армирующий материал и опорный слой связаны посредством воздействия на многослойный элемент генератора статического электричества.
Для этой цели пакет опорного слоя и армирующего материала в контакте друг с другом помещается в электрическое поле, например, генерируемое посредством напряжения в диапазоне 10 кВ-50 кВ, а предпочтительно в диапазоне 15 кВ-30 кВ. В контексте изобретения опорный слой и армирующий материал, таким образом, являются связанными без подвода тепла или давления.
Обычным образом электростатическое поле генерируется между проводящей электрической шиной, подключенной к генератору положительного напряжения, и проводящей электрической шиной, подключенной к земле. Пакет может быть установлен в определенное положение с тем же успехом с армирующим материалом, обращенным к проводящей электрической шине, подключенной к генератору положительного напряжения, или проводящей электрической шине, подключенной к земле.
Наконец, изобретение также относится к способу производства композитной детали, изготовленной из по меньшей мере одного армирующего материала, полученного из многослойного элемента по изобретению после удаления опорного слоя. Обычно опорный слой удаляется после выполнения операции резки на многослойном элементе, в частности, в направлении, которое не является параллельным его ширине. Выполняются обычные методы укладки в пакет, как и обычные методы инжекции или инфузии смолы, в том случае, если армирующий материал не содержит достаточного количества термопластичного и/или термореактивного материала. Для дополнительной детализации методов, которые могут быть использованы, может быть сделана ссылка к патентной заявке WO 2010/046609.
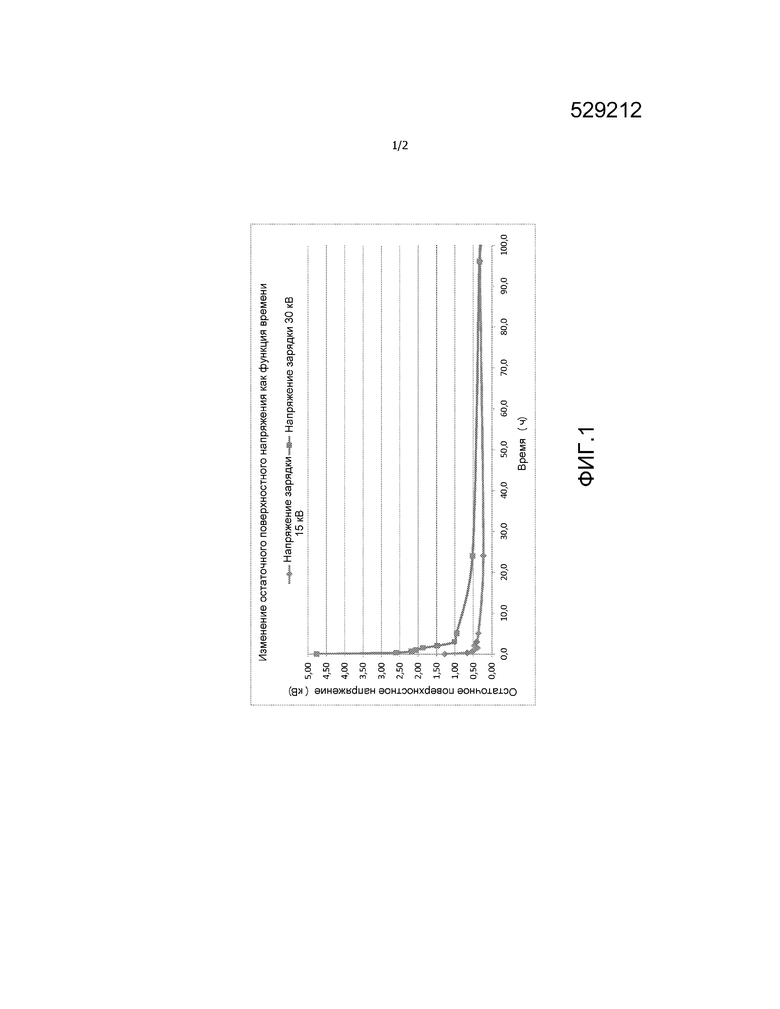
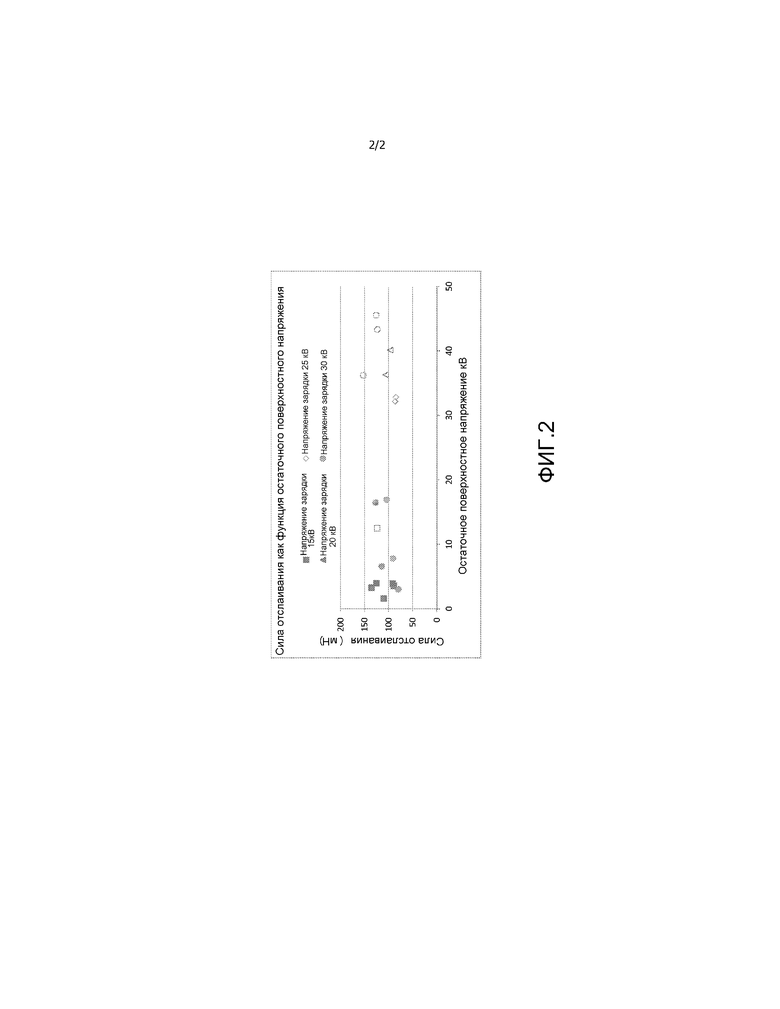
Примеры, приведенные ниже со ссылкой на прилагаемые чертежи, служат для иллюстрации изобретения, но они не имеют ограничительного характера. Фиг. 1 показывает результаты измерений напряжения, а Фиг. 2 показывает результаты измерений силы отслаивания.
ПРИМЕРЫ
Многослойные элементы изобретения были произведены с использованием:
- армирующего материала, состоящего из листа однонаправленных углеродных волокон (продаваемых поставщиком Hexcel Corporation под наименованием HT40 и обладающих массой 150 граммов на квадратный метр (г/м2)), связанного каждой из его поверхностей с сеткой из сополиамидных волокон, имеющих толщину 118 мкм и массой 6 г/м2 (продаемых поставщиком Protechnic, 41, авеню Montaigne, 68700 Cernay, Франции, под ссылкой 1R8D06, при 3 г/м2). Связывание было выполнено посредством тепла, используя адгезивные свойства термопластичной сетки в нагретом виде, и было выполнено в соответствии со способом, описанным на страницах 27-30 заявки WO 2010/046609;
- опорный слой, состоящий из пленки полиэтилентерефталата (продаваемой под ссылкой PEPOLIT 150.8, поставщиком Effegidi International S.p.A, Via Provinciale per Sacca, 55, 43052 Colorno (Парма), Италия), имеющей толщину 75 микрометров.
Генерирование зарядов и, таким образом, получение связывания электростатической силой были выполнены на образцах 150 мм × 150 мм, состоящих из армирующего материала, наложенного на такой опорный слой.
Для этой цели были использованы два разматывателя:
- один, поддерживающий пластиковую пленку; и
- другой, поддерживающий армирующий материал.
Два листа были направлены и установлены в определенное положение один на другом. Важно установить контакт между двумя листами, что также возможно перед введением в зону, в которой создается заряд и, таким образом, в которой происходит электростатическое связывание.
Описание процедур
Связывание посредством создания электростатического заряда
Был использован 0-30000V Fraser 7300P генератор положительного напряжения (подходящий для подачи напряжения, регулируемого в диапазоне 0-30 кВ при токе 1 миллиампер (мА)), имеющий 7080 шину статического генератора электроэнергии с длиной 300 мм (поставщик Boussey Control). Эта шина отдает электроэнергию от генератора в виде облака ионов. Шина была установлена на 25 мм выше образца. Ниже образца была установлена проводящая пластина (алюминиевый уголок), имеющая длину 140 мм, и соединена с землей, при этом шина проходит параллельно шине генератора электроэнергии. Проводящая пластина была также расположена в 25 мм от образца, который находился, таким образом, на равных расстояниях от шины генератора электроэнергии и проводящей пластины. Длина проводящей пластины была выбрана с тем, чтобы избежать выступания за пределы ширины образца, для того, чтобы избежать создания предпочтительного потока ионов между шиной и пластиной.
Образец поддерживался на двух очень тонких нейлоновых нитях, натянутых с использованием массы 700 грамм (г), с тем, чтобы быть установленным в положение параллельно шине и проводящей пластине. Проводящий материал мог быть одинаково хорошо обращенным к шине генератора или проводящей пластине.
Напряжение, выбранное для генератора, применялось непрерывно в течение 10 секунд (с). Шина создала облако ионов, которое было захвачено наружной поверхностью пластиковой пленки (рядом с шиной генератора). На противоположной стороне (рядом с армированным образцом) было образовано зеркальное отображение зарядов. Пластиковая пленка составляла барьер, который сохранял положительный заряд и который, таким образом, притягивался отрицательным зарядом зеркального отображения. Пленка, таким образом, "застревала" перед армирующим материалом посредством притяжения между положительными и отрицательными зарядами. Такое притяжение происходит, когда приложенное напряжение больше или равно 15 кВ.
Измерение напряжения остаточного заряда
Напряжение остаточного заряда на образце было измерено с использованием измерительного прибора статического напряжения Fraser 715. Измерения выполнялись в соответствии с рекомендациями завода-изготовителя, с калибровкой удаленно от заряженного источника, заземления, а затем наведения под прямым углом относительно образца на расстоянии 100 мм.
Измерение силы отслаивания
Образец был закреплен на плоской опоре посредством двухсторонней адгезивной ленты в контакте с армирующим материалом. Небольшой жесткий брусок шириной, равной ширине пленки, был прикреплен к одному концу пластиковой пленки таким образом, что брусок был перпендикулярным к направлению однонаправленных волокон. Мензурка была прикреплена к бруску; воду постепенно наливали в мензурку с помощью пипетки, пока пленка не отделялась от армирующего материала. Аппарат, содержащий брусок, мензурку и воду, затем взвешивали.
Результаты измерения поверхностного напряжения
Для того чтобы выполнить испытание, две группы из шести образцов были изготовлены одна при 15 кВ, а другая при 30 кВ.
Все образцы были изготовлены в одно и то же время и обрабатывались только один раз с тем, чтобы быть установленными в положение на двух натянутых нейлоновых нитях, обеспечивающих поддержку.
Остаточные напряжения были измерены в определенные интервалы времени.
Регулярно образец брался для того, чтобы подвергнуть его испытанию на прочность отслаивания. Так как испытание является разрушительным, количество образцов уменьшалось с течением времени.
Фиг. 1 показывает результаты измерения напряжения на образцах, усредненные для каждого замера. Таким образом, можно видеть, что величина количества регулярно уменьшается с течением времени (от шести единиц до одной единицы).
Таким образом, можно видеть, что поверхностное напряжение значительно падает в течение первых нескольких минут после зарядки, независимо от того, было ли приложено напряжение 15 кВ или 30 кВ. После этого напряжение стабилизируется асимптотически вокруг значения, близкого к 0,3 кВ, после применения одного и другого начальных значений заряда.
Результаты измерений напряжения поверхности
Некоторые измерения были выполнены на образцах, которые имели возраст нескольких часов, в то время как другие были взяты через несколько минут после этапа генерирования заряда.
Фиг. 2 показывает выполненные различные измерения: все незакрашенные значки относятся к значениям, которые были измерены сразу после этапа генерирования заряда.
Начальное напряжение заряда, по-видимому, не имеет никакого влияния на характеристику отслаивания. Данное остаточное напряжение поверхности может соответствовать различным начальным напряжениям заряда, учитывая, что напряжение поверхности уменьшается, а затем стабилизируется со временем. Таким образом, возможно ставить вопрос о целесообразности измерения остаточного напряжения в течение первых нескольких минут после зарядки. Результат подвержен вариациям, которые слишком велики в этом временном интервале.
В заключение можно видеть, что:
- остаточное напряжение поверхности быстро уменьшается в первые несколько минут после зарядки и стабилизируется на низком уровне независимо от применяемого исходного заряда;
- напряжение начального заряда, предусмотренное по меньшей мере в 15 кВ, оказывается не имеет никакого влияния на характеристику отслаивания, обеспечивая выполнение испытания на отслаивание в течение нескольких десятков минут после зарядки; и
- в ходе проведенных испытаний измеренная сила отслаивания была в среднем равна 11 г (т.е. 107.9 мН) ±30%.
Сравнимые результаты получены с другими типами пластиковой пленки в качестве опорного слоя и, в частности, сложнополиэфирной пленки товарного знака Airtech® (ссылка: WL3800), имеющей толщину 50 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ С ВЫСОКОЙ УДЕЛЬНОЙ ЭЛЕКТРИЧЕСКОЙ ПРОВОДИМОСТЬЮ В Z-НАПРАВЛЕНИИ | 2015 |
|
RU2702556C2 |
| УСОВЕРШЕНСТВОВАНИЕ АРМИРОВАННЫХ ВОЛОКНАМИ МАТЕРИАЛОВ | 2012 |
|
RU2615405C2 |
| Порошковое связующее на основе циановой композиции и способ получения армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2813882C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНЫХ ТЕКСТИЛЕЙ (ВОЛОКНО-НАНОВОЛОКНО) ПРИ ИСПОЛЬЗОВАНИИ ЭФФЕКТИВНЫХ СВЯЗЕЙ ВОЛОКНА С НАНОВОЛОКНОМ, ВКЛЮЧАЮЩИЙ НОВЫЕ ДЕЙСТВЕННЫЕ МЕХАНИЗМЫ ПЕРЕДАЧИ НАГРУЗКИ | 2017 |
|
RU2725456C1 |
| Токопроводящее порошковое связующее на основе эпоксидной композиции и способ получения препрега и армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2820925C1 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ | 2013 |
|
RU2631299C2 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ ДЛЯ СТРУКТУРНЫХ ПРИМЕНЕНИЙ | 2011 |
|
RU2567625C2 |
| МЕЖСЛОЙНОЕ УСИЛЕНИЕ УДАРНОЙ ПРОЧНОСТИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2590539C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ШТАМПОВАННОГО КОМПОЗИТНОГО ПОЛУФАБРИКАТА | 2007 |
|
RU2428313C2 |
| ТЕКСТОЛИТ МНОГОФУНКЦИОНАЛЬНОГО НАЗНАЧЕНИЯ | 2016 |
|
RU2641125C1 |
Изобретение относится к области армирующих материалов и касается многослойного элемента, содержащего армирующий материал, объединенный с опорным слоем посредством электростатического контакта. Многослойный элемент содержит армирующий материал, выполненный с возможностью изготовления композитных деталей, при этом армирующий материал связан на по меньшей мере одной поверхности с опорным слоем, при этом армирующий материал и опорный слой связаны друг с другом посредством электростатических сил. В изобретении описан способ получения такого материала и способ изготовления композитной детали, изготавливаемой из по меньшей мере одного армирующего материала, полученного из такого элемента, после удаления опорного слоя. Изобретение обеспечивает новый способ связывания армирующего материала с опорным слоем, который легко реализовать и который не приводит к какому-либо ухудшению исходного армирующего материала, служащего для облегчения обработки и резки армирующего материала, в то же время впоследствии позволяет отслоить два компонента друг от друга для того, чтобы иметь возможность установить армирующий материал в определенное положение при изготовлении композитной детали. 3 н. и 16 з.п. ф-лы, 2 ил., 1 пр.
1. Многослойный элемент, содержащий армирующий материал, выполненный с возможностью изготовления композитных деталей, при этом армирующий материал связан на по меньшей мере одной своей поверхности с опорным слоем, при этом армирующий материал и опорный слой связаны друг с другом посредством электростатических сил.
2. Многослойный элемент по п.1, отличающийся тем, что опорный слой изготовлен из электроизоляционного материала.
3. Многослойный элемент по п.2, отличающийся тем, что опорный слой обладает удельным сопротивлением, лежащим в диапазоне 108 Ом⋅м - 1017 Ом⋅м.
4. Многослойный элемент по п.1, отличающийся тем, что армирующий материал содержит один или более тканых, нетканых или однонаправленных волокнистых материалов, изготовленных из армирующих волокон, в частности волокон стекла, углерода, арамида или керамики.
5. Многослойный элемент по п.1, отличающийся тем, что армирующий материал не обладает адгезивными свойствами при температурах в диапазоне 18-25°C.
6. Многослойный элемент по п.1, отличающийся тем, что армирующий материал включает в себя термопластичное связующее вещество.
7. Многослойный элемент по п.1, отличающийся тем, что армирующий материал состоит из армирующих волокон и термопластичного материала, при этом масса термопластичного материала представляет не более 10% от общей массы армирующего материала, а предпочтительно представляет 0,5%-10% от общей массы армирующего материала, а более предпочтительно 2%-6% от общей массы армирующего материала.
8. Многослойный элемент по п.1, отличающийся тем, что армирующий материал состоит из листа однонаправленных углеродных волокон, связанных на каждой своей поверхности с термопластичным связующим веществом.
9. Многослойный элемент по п.1, отличающийся тем, что армирующий материал состоит из листа однонаправленных углеродных волокон, связанных на каждой своей поверхности с нетканым материалом из термопластичных волокон.
10. Многослойный элемент по п.1, отличающийся тем, что опорный слой является пленкой, бумагой или текстилем.
11. Многослойный элемент по п.1, отличающийся тем, что опорный слой изготовлен из полимера, предпочтительно выбранного из термопластичных полимеров, таких как полиамиды, сополиамиды, сложные полиэфиры, сложные сополиэфиры, или изготовлен из целлюлозы, хлопка или натурального шелка.
12. Многослойный элемент по п.11, отличающийся тем, что опорный слой изготовлен из полиэтилентерефталата.
13. Многослойный элемент по п.1, отличающийся тем, что опорный слой обладает толщиной, лежащей в диапазоне 10-500 мкм.
14. Многослойный элемент по п.1, отличающийся тем, что электростатические силы, связывающие армирующий материал с опорным слоем, соответствуют силе отслаивания, лежащей в диапазоне 50-1000 мН.
15. Многослойный элемент по п.1, отличающийся тем, что электростатические силы, связывающие армирующий материал с опорным слоем, соответствуют напряжению остаточного заряда, лежащему в диапазоне 0,1-3 кВ.
16. Многослойный элемент по п.1, отличающийся тем, что он имеет форму полосы шириной больше или равной 50 мм.
17. Способ производства многослойного элемента по любому из пп. 1-16, отличающийся тем, что армирующий материал и опорный слой связаны вместе посредством воздействия на многослойный элемент генератора статического электричества.
18. Способ производства композитной детали, изготавливаемой из по меньшей мере одного армирующего материала, полученного из многослойного элемента, по любому из пп. 1-16 после удаления опорного слоя.
19. Способ производства композитной детали по п.18, отличающейся тем, что опорный слой удаляют после выполнения операции резки на многослойном элементе, в частности, в направлении, которое не является параллельным его ширине.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| WO 2010046609 A1, 29.04.2010 | |||
| US 7041192 B2, 09.05.2006. | |||

