Изобретение относится к электрометаллургии и машиностроению, где оно может использоваться для изготовления ответственных композиционных деталей, эксплуатирующихся под нагрузкой при высоких температурах, когда происходит существенная деградация соединения, например биметаллические вставки, переходники и электроды при электролизе расплавленных солей металлов.
Известны биметаллические вставки, состоящие из разнородных металлов с гладкой контактной поверхностью между ними. Жесткое соединение металлов в таких вставках может быть получено, например, сваркой при совместной прокатке металлов [Производство металлических слоистых композиционных материалов. А.Г.Кобелев, В.И.Лысак, В.Н. Чернышев, А.А.Быков, В.П.Востриков - М.: ИНТЕРМЕТ ИНЖИНИРИНГ, 2002. - 496 с.].
Недостатком известных вставок является то, что соединение разнородных металлов теряет прочность при повышении (понижении) температуры. Дело в том, что различные металлы, как правило, обладают различающимися по величине термическими коэффициентами линейного термического расширения (ТКЛР). Поэтому при изменении температуры относительные изменения размеров таких металлов будут отличаться. Так как металлы жестко соединены через сварную поверхность, в одном из них появятся сжимающие напряжения, а в другом растягивающие. В итоге по границе контакта металлов появятся дополнительные сдвиговые напряжения, величина которых будет определяться разницей ТКЛР металлов, значениями их модулей Юнга, приращением температуры и размерами образца. В биметаллических вставках, изготовленных совместной прокаткой, контактная поверхность, как правило, гладкая, поэтому появление термических напряжений здесь приведет к снижению прочности соединения либо даже к его разрушению.
По технической сущности к заявляемому устройству наиболее близок биметаллический сталь-алюминиевый переходник, в котором граница раздела сталь-алюминий имеет волнистую поверхность, образованную чередующимися линейчатыми выступами со стороны стальной и алюминиевой частей переходника [патент РФ №2165482 С25С 3/16, опубл. 2001.04.20, (прототип)]. Указанная форма выступа предполагает, что часть его поверхности (боковая) наклонена под углом к границе раздела металлов. При нагреве переходника за счет разницы ТКЛР стали и алюминия по границе соединения появятся термические напряжения. Однако в направлении перпендикулярном к чередующимся линейчатым выступами термические напряжения по величине будут ограничиваться размерами выступов. Действительно, так как термические напряжения прикладываются вдоль границы металлов, при переходе от одного выступа к другому напряжения будут передаваться на боковую поверхность выступа. Тем самым сдвиговые напряжения будут перераспределяться по слою, приблизительно равному высоте выступов, что в итоге приведет к существенному снижению их величины. В случае, когда вдоль поверхности выступов развивается трещина, изменение направления ее распространения при переходе от одного выступа к другому так же значительно затормозит ее распространение.
Недостатком известной биметаллической вставки является то, что граница раздела здесь анизотропная: в направлении вдоль линейчатых выступов их наличие никак не влияет на величину термических напряжений. Вследствие чего сдвиговые напряжения в данном направлении велики, а появившаяся трещина может развиваться вдоль линейчатого выступа вплоть до выхода на свободную поверхность образца. Для вставок, которые эксплуатируются при высоких температурах либо подвергаются термоциклическим воздействиям, когда происходит существенная деградация соединения, указанные явления приведут к значительной потере прочности. В результате необходимо ограничивать величину рабочей температуры вставки либо срок ее службы.
Задачей предлагаемого изобретения является повышение допустимой величины рабочей температуры вставки и срока ее службы.
Технический результат настоящего изобретения заключается в повышении прочности биметаллической вставки при эксплуатации в условиях высоких температур и термоциклических воздействий.
Технический результат достигается тем, что в термостойкой биметаллической вставке, содержащей металлы, имеющие различный термический коэффициент линейного расширения, соединенные сваркой взрывом через контактную поверхность в виде чередующихся выступов, новым является то, что выступы одного из металлов выполнены в виде непрерывной сетки пересекающихся полос, а выступы другого металла являются ячейками указанной сетки. Сечение выступов имеет форму трапеции. Вставка дополнительно включает тонкую металлическую прослойку, расположенную вдоль контактной поверхности соединенных металлов.
Контактная граница в предлагаемой вставке изотропная. При нагреве вставки за счет разницы ТКЛР металлов по границе соединения появятся термические напряжения. Однако здесь термические напряжения по величине будут ограничиваться размерами ячеек сетки. При переходе от одной ячейки к другой напряжения будут передаваться на боковую поверхность сетки выступов, а от нее на боковую поверхность следующей ячейки. Тем самым сдвиговые напряжения будут перераспределяться по слою, приблизительно равному высоте выступов, что в итоге приведет к существенному снижению их величины. В случае, когда вдоль поверхности выступов развивается трещина, изменение направления ее распространения при переходе от одного выступа ячейки к другой так же значительно затормозит ее распространение. В итоге это приведет к росту прочности биметаллической вставки при эксплуатации в условиях высоких температур и термоциклических воздействий, что обеспечит повышение допустимой величины рабочей температуры вставки и срока ее службы.
Сечение выступов в форме трапеции дополнительно повышает устойчивость вставки к термоциклическим воздействиям. При длительной работе вставки в условиях высоких температур за счет ползучести менее прочный материал, например, алюминий будет вытесняться из паза в направлении, перпендикулярном границе раздела. При последующем быстром охлаждении по боковым границам выступов могут образоваться трещины. Если выступы имеют форму перевернутой трапеции, при нагреве материал должен будет выдавливаться через более узкое основание выступа, что затруднит указанный процесс.
Дополнительная тонкая металлическая прослойка, расположенная вдоль контактной поверхности соединенных металлов, предназначена для снижения уровня разрывающих напряжений на границе раздела. Например, в сталеалюминиевой вставке растягивающие напряжения в стали могут трансформироваться через пластичную тонкую прослойку из чистого алюминия в сжимающие напряжения в покрытии из плоходеформируемого прочного алюминиевого сплава. При этом тонкая прослойка алюминия не вносит дополнительных напряжений, а разрывающие усилия размываются по ее сечению.
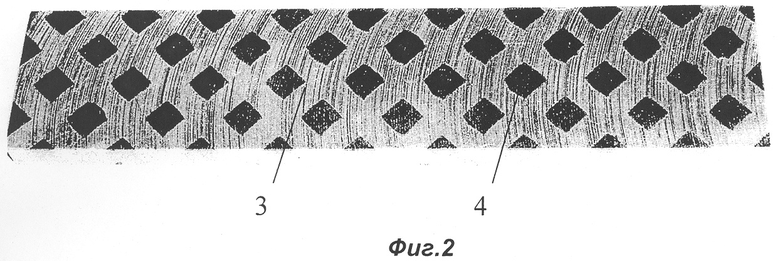
На фиг.1 представлена фотография предлагаемой термостойкой биметаллической вставки (вид сбоку). На фиг.2 приведена фотография расположения выступов в разрезе вдоль границы раздела металлов.
Указанная биметаллическая вставка состоит из разнородных металлов: алюминия - 1 и стали - 2 (фиг.1). В качестве варианта соединения могут использоваться медь и алюминий. Жесткое соединение разнородных металлов выполнено с использованием сварки взрывом. На боковой поверхности вставки (фиг.1) проявляется разрез сетки пересекающихся полос алюминия - 3 и стальных ячеек - 4 в виде чередующихся выступов размерами 5-20 мм. Вдоль контактной поверхности расположена тонкая металлическая прослойка - 5, из сплавов на основе титана толщиной ˜0,3 мм. На разрезе, выполненном вдоль границы раздела металлов, видна сетка алюминиевых полос - 3 со стальными ячейками - 4 (фиг.2).
Изображенная на фиг.1 биметаллическая вставка размерами 160-220 мм применяется при монтаже анододержателя электролизера. Алюминиевая шина соединяется с алюминиевой частью вставки с использованием аргонодуговой сварки. Стальная часть вставки соединяется со стальным кронштейном путем электросварки. Рабочая температура вставки с гладкой границей не должна превосходить 315°С, тогда как предлагаемая вставка может эксплуатироваться при 400°С и выше и выдерживает до 100 термоциклических воздействий. Биметаллическая вставка (фиг.2) шириной 15-20 мм, применяется для соединения стального корпуса судна с алюминиевой надстройкой, а также для сварки алюминиевых и стальных теплоотводящих элементов. В процессе монтажа вставка без разрушения выдерживает нагрев контактной границы до 600°С.
Предлагаемая термостойкая биметаллическая вставка характеризуется повышенной прочностью при эксплуатации в условиях высоких температур и термоциклических воздействий за счет того, что возникающие термические сдвиговые напряжения перераспределяются по слою, приблизительно равному высоте выступов. Кроме того, в случае, когда вдоль поверхности выступов развивается трещина, изменение направления ее распространения при переходе от одного выступа ячейки к другому также значительно тормозит ее распространение. Тем самым обеспечивается повышение допустимой величины рабочей температуры вставки и срока ее службы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКОПОДВОД ДЛЯ ЭЛЕКТРОЛИЗЕРОВ АЛЮМИНИЯ | 1999 |
|
RU2165482C2 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| БИМЕТАЛЛ ПОВЫШЕННОЙ ПРОЧНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2315697C2 |
| ДЕРЖАТЕЛЬ АНОДА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2325470C2 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2170289C1 |
| ТРУБЧАТЫЙ ПЕРЕХОДНИК ТИТАН-СТАЛЬ | 2002 |
|
RU2207236C1 |
| КАТОДНЫЙ УЗЕЛ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2017 |
|
RU2744131C2 |
| БРОНЕВОЙ ЭЛЕМЕНТ | 2006 |
|
RU2315257C1 |
| ТОКОПОДВОД ДЛЯ ЭЛЕКТРОЛИЗЁРОВ АЛЮМИНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605885C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО СТАЛЕАЛЮМИНИЕВОГО ПЕРЕХОДНИКА СВАРКОЙ ВЗРЫВОМ | 2004 |
|
RU2270742C1 |
Изобретение может быть использовано для изготовления ответственных композиционных деталей, эксплуатирующихся под нагрузкой при высоких температурах, в частности биметаллических вставок, переходников и электродов для электролиза расплавленных солей металлов. Контактные поверхности металлов термостойкой вставки с разными коэффициентами термического расширения имеют чередующиеся выступы и соединены сваркой взрывом. Выступы одного из металлов выполнены в виде непрерывной сетки пересекающихся полос. Выступы другого металла являются ячейками указанной сетки. Сечение выступов имеет форму трапеции. Вдоль контактной поверхности может быть расположена тонкая металлическая прослойка. Вставка характеризуется повышенной прочностью при эксплуатации в условиях высоких температур и термоциклических воздействий за счет того, что возникающие термические сдвиговые напряжения перераспределяются по слою, приблизительно равному высоте выступов. Кроме того, при возникновении развития трещины вдоль поверхности выступов ее распространение значительно тормозит изменение направления при переходе от одного выступа ячейки к другому. Тем самым обеспечивается повышение допустимой величины рабочей температуры вставки и срока ее службы. 2 з.п. ф-лы, 2 ил.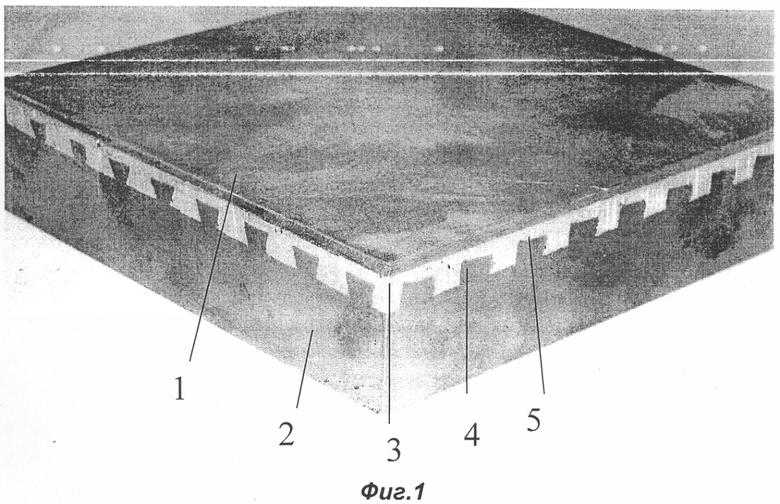
| ТОКОПОДВОД ДЛЯ ЭЛЕКТРОЛИЗЕРОВ АЛЮМИНИЯ | 1999 |
|
RU2165482C2 |
| ЛИСТОВОЙ КОНСТРУКЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2010690C1 |
| Способ изготовления биметаллических отливок | 1989 |
|
SU1731421A1 |
| Способ получения биметаллических изделий | 1988 |
|
SU1660903A1 |

