Настоящее изобретение относится к машине для обертывания изделий в пленку, в частности для упаковывания группы из шести ПЭТ-бутылок, но в общем предназначенной для холодного упаковывания изделий в растягивающуюся пленку.
Текущее состояние существующего уровня техники, по существу, предусматривает системы упаковывания изделий в связки двух различных типов.
Первый способ предусматривает использование термоусадочной пленки, которая обертывается вокруг изделий, подлежащих упаковыванию, и затем плотно усаживается вокруг изделий в результате прохождения через соответствующую печь.
Второй способ предусматривает использование машины для холодного обертывания изделий, при этом рулон растягивающейся пленки вращается вокруг группы изделий, удерживаемых с помощью соответствующих средств, например, как раскрыто в WO 2011/024050. Преимущество такого решения состоит в том, что исключается использование печи для термоусаживания пленки, а также используется меньшее количество пленки. Единственный незначительный недостаток использования холодной растягивающейся пленки вместо термоусаживаемой пленки состоит в невозможности нанесения печати на такую пленку, поскольку печать будет деформироваться на этапе растяжения пленки с целью ее прилипания к изделиям, подлежащим упаковыванию.
Однако машины для холодного обертывания пленкой имеют достаточно сложную конструкцию, поскольку рулон растягивающейся пленки (который является достаточно большим) должен вращаться вокруг изделий, подлежащих упаковке, в то время как они удерживаются соответствующими удерживающими средствами. Это требует достаточного пространства для многократного вращения рулона вокруг изделий, а также специальных средств, достаточно строго учитывающих массу рулона, особенно когда он является почти полным, что позволяет вращать рулон вокруг изделий со скоростью, обеспечивающей упаковывание в течение короткого времени.
В документе DE 102011081704 А1 описывается упаковочная машина, в которой изделия удерживаются сбоку и пленка обертывается вокруг изделий посредством вращения вокруг вертикальной оси. В случае когда изделия являются контейнерами или бутылками, которые подаются в вертикальном положении, такая машина обеспечивает получение связки, в которой пленка обертывается сбоку вокруг контейнеров, оставляя дно и горлышко контейнеров незакрытыми (т.е. необернутыми или незащищенными), что приводит к их загрязнению и нарушению обязательных гигиенических условий, особенно в отношении контейнеров, предназначенных для пищевых продуктов.
Такие же недостатки имеет техническое решение, раскрытое в документе DE 3902919 А1.
Задача настоящего изобретения состоит в том, чтобы упростить конструкцию машин для холодного обертывания изделий согласно существующему уровню техники и сделать их менее дорогостоящими и более эффективными.
Другая задача состоит в обертывании контейнеров таким образом, чтобы области дна и горлышка и/или крышки контейнеров были закрыты и защищены.
Вышеуказанные задачи полностью решаются с помощью машины для обертывания изделий пленкой по настоящему изобретению, которые имеет отличия, представленные в приведенной ниже формуле изобретения, и, в частности, содержит средства, которые обеспечивают вращение группы изделий вокруг горизонтальной оси с целью натягивания пленки вокруг изделий с рулона, ось вращения которого остается неподвижной.
Настоящее изобретение также относится к способу холодного упаковывания изделия в растягивающуюся пленку, который имеет отличия, представленные в приведенной ниже формуле изобретения, и, в частности, отличается тем, что группа изделий, подлежащих упаковыванию, удерживается и приводится во вращение для натягивания пленки вокруг изделий посредством разматывания ее с рулона, ось вращения которого остается неподвижной.
Эта и другие характеристики представлены более подробно в приведенном ниже описании предпочтительного варианта выполнения, показанном в неограничивающем примере на приложенных чертежах. На чертежах представлено следующее:
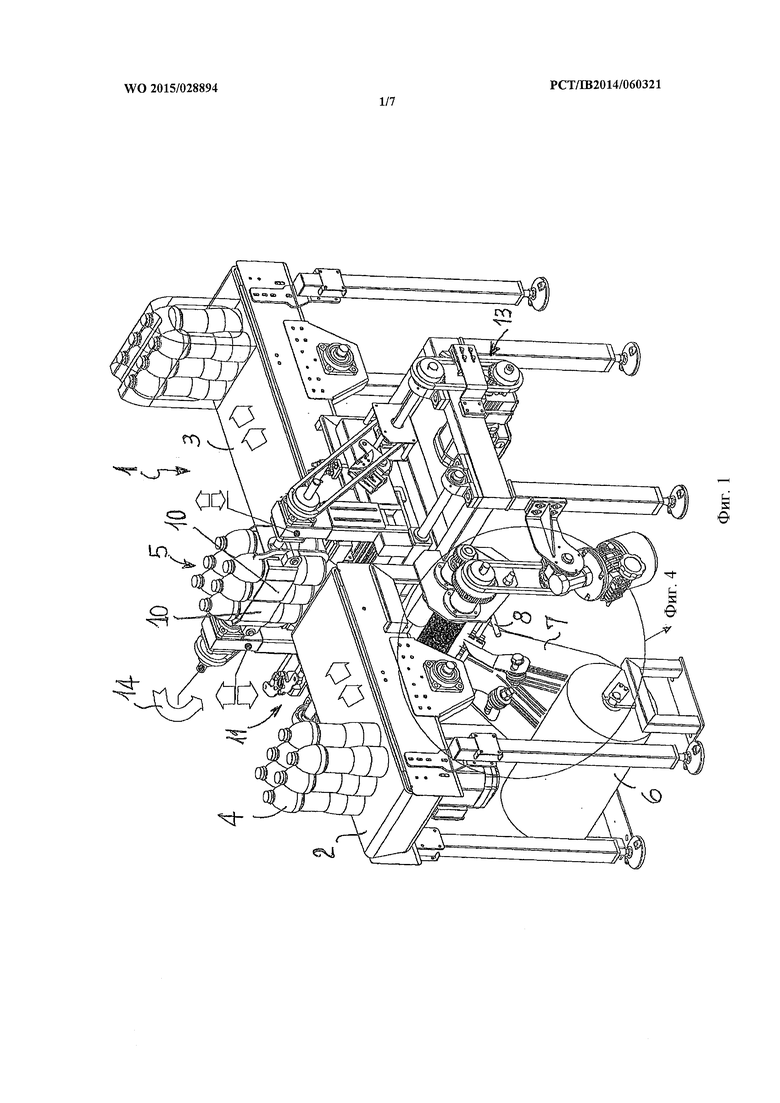
фиг. 1 - перспективный вид машины для обертывания изделий пленкой;
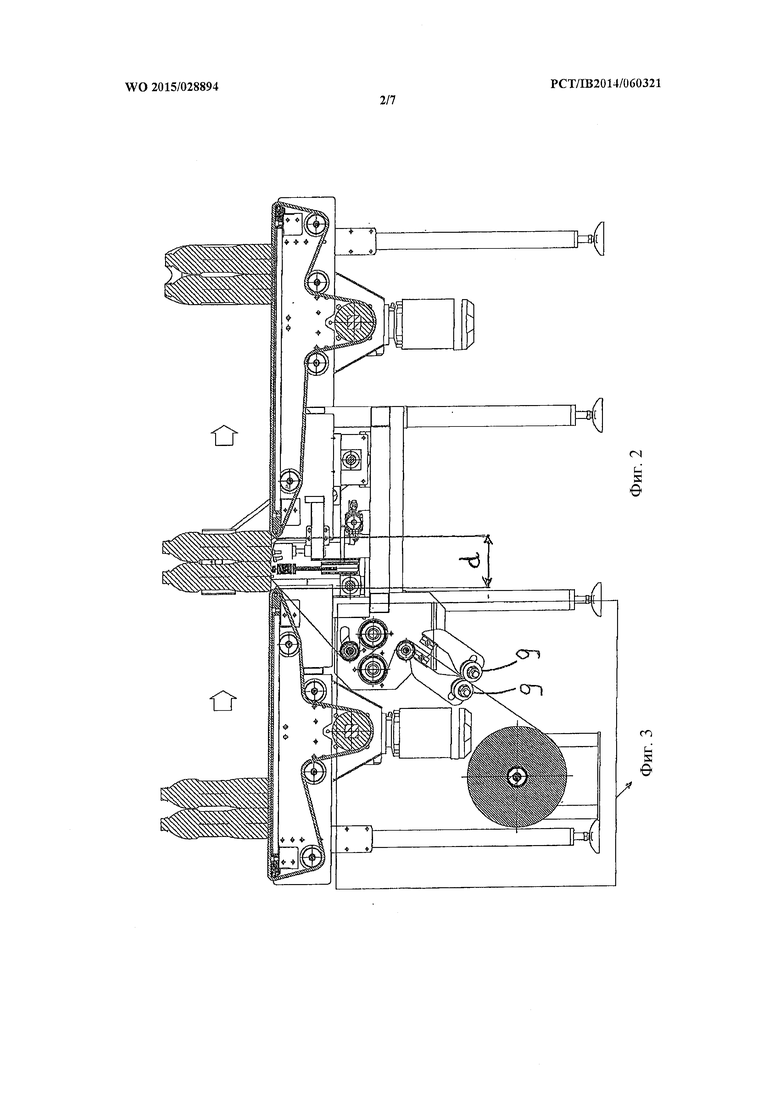
фиг. 2 - вид сбоку машины для обертывания изделий пленкой;
фиг. 3 - вид сбоку фрагмента из фиг. 2;
фиг. 4 - перспективный вид фрагмента из фиг. 1;
фиг. 5 - другой перспективный вид машины для обертывания изделий пленкой, показанной на фиг.1;
фиг. 6 - вид сверху машины для обертывания изделий пленкой, где более детально показаны ее конструктивные элементы;
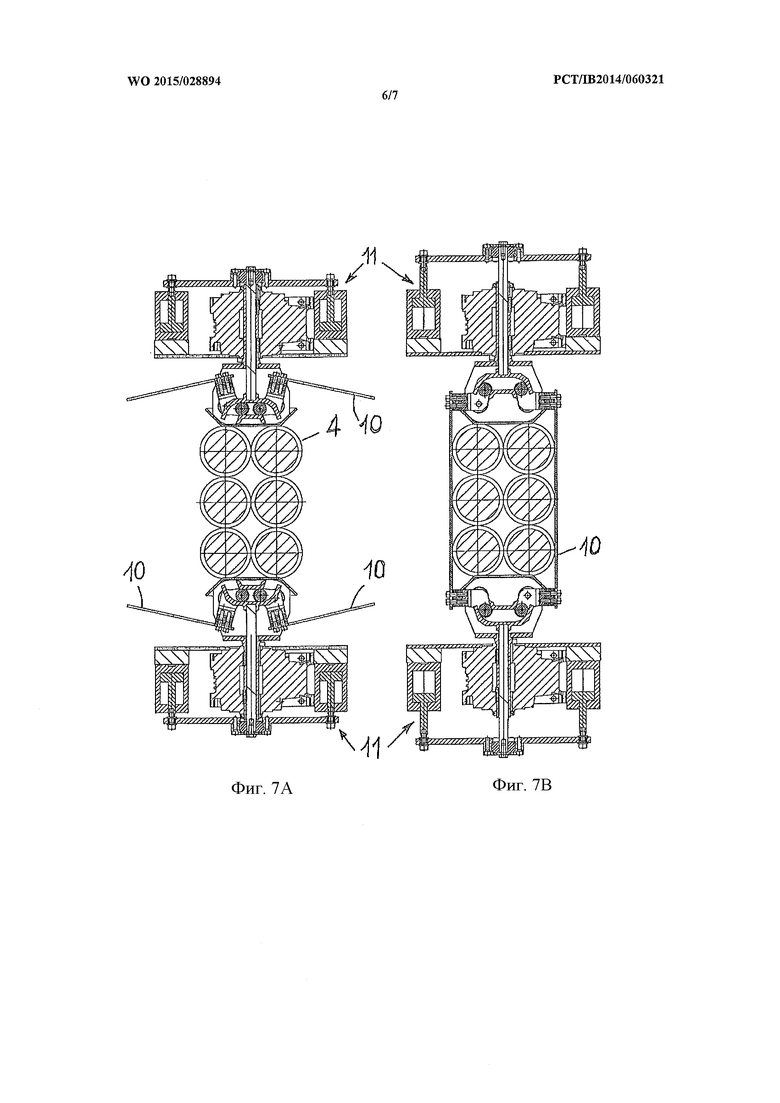
фиг. 7а и 7b - детальный вид конструкции из фиг. 6, на котором показано средство для удерживания и вращения контейнеров на двух различных этапах;
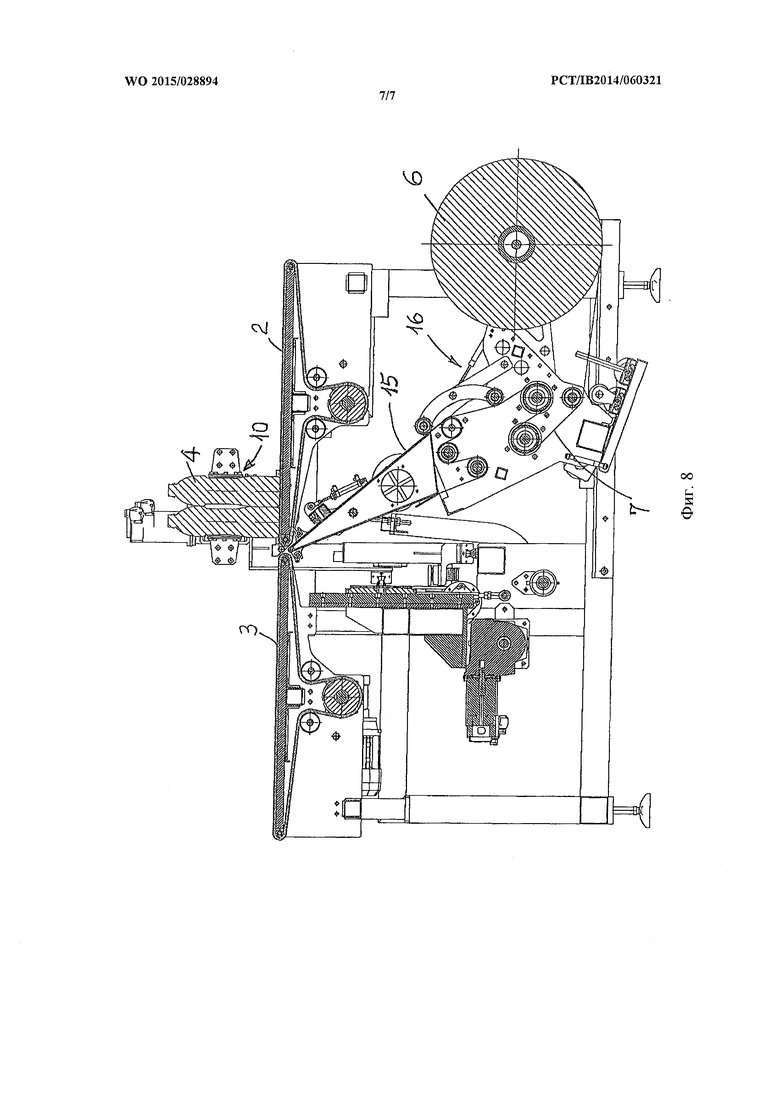
фиг. 8 - вид сбоку машины для обертывания изделий пленкой с противоположной стороны относительно вида на фиг. 2, где более детально показаны конструктивные элементы машины.
Ссылочной позицией 1 в целом обозначена упаковочная машина, в конкретном случае машина для упаковывания в пленку, содержащая входной транспортер 2 ленточного типа для подачи продуктов/изделий, подлежащих упаковыванию (как правило, ПЭТ-контейнеров), выходной транспортер 3 ленточного типа для сортировки упакованных продуктов и пост 5 упаковывания, расположенный между двумя вышеупомянутыми транспортерами.
Входной транспортер 2 образует средство для подачи изделий, подлежащих упаковыванию.
Выходной транспортер 3 образует средство для выгрузки упакованных изделий.
Рулон 6 растягивающейся пленки 7 расположен у основания машины, и пленка разматывается, проходя сначала по двум направляющим 8, симметрично расположенным у боковых сторон пленки на меньшем расстоянии друг от друга по сравнению с шириной пленки для получения двух утолщенных краев (пленка собирается в складки и перекрывается, поскольку она принудительно движется по участку меньшей ширины по сравнению с собственной шириной) на наружных боковых сторонах растягивающейся пленки 7.
Положение направляющих 8 можно легко регулировать, поскольку они собраны на резьбовых опорах.
Пара роликов 9 (в конкретном случае два ролика х 2, но могут использоваться 2, 4 или 6 роликов как сверху, так и снизу пленки), расположенных в зоне загрузки пленки напротив друг друга как сверху, так и снизу пленки и предпочтительно наклоненных под углом 30° относительно направления перемещения вперед (однако этот угол может варьироваться от 15° до 40°) и внутрь относительно направляющих 8, дополнительно увеличивает толщину пленки в центральной области, предназначенной для увеличения прочности упакованного продукта и образования ручки посредством двух простых линейных параллельных прорезей в утолщенной области, расположенной вдоль направления перемещения продуктов вперед (и ориентированной над двумя центральными бутылками в случае связки из шести ПЭТ-бутылок).
Положение роликов 9 можно легко регулировать, поскольку они собраны с возможностью скольжения по соответствующим пазам 15, к которым они крепятся с помощью зажимных винтов 16, которые ослабляют для изменения положения роликов 9.
Пост 5 упаковывания содержит средства для удерживания изделий, подлежащих упаковыванию, которые содержат пару С-образных элементов и средства 11 перемещения для перемещения пары С-образных элементов по горизонтали перпендикулярно направлению движения вперед транспортеров 2 и 3, когда они приближаются друг к другу (во время этапа захватывания) или когда они удаляются друг от друга (во время этапа освобождения).
По варианту выполнения, который не показан на фигурах, удерживающие средства также могут перемещаться вертикально с помощью других соответствующих средств вертикального перемещения (пневматических или с электроприводом). В этом случае расстояние между двумя транспортерами 2 и 3 может быть уменьшено, поскольку необязательно создавать достаточное пространство для вращения связки изделий.
Удерживающие средства 10 изначально также являются средствами, которые приводят группу изделий во вращение вокруг горизонтальной оси с целью натягивания растягивающейся пленки 7 вокруг вышеуказанной группы изделий, разматывая ее с рулона. Пленка обертывается вокруг изделий, закрывая и защищая как область дна, так и область крышки или горлышка, но оставляя частично незакрытыми боковые области. Это представляет очевидное преимущество по сравнению с решениями по существующему уровню техники, где пленка обертывается вокруг боковой поверхности контейнеров (т.е. она защищает только этикетку), но оставляет незащищенными дно и горлышко, которые являются более критичными областями с точки зрения гигиены.
Как показано на фиг. 6, 7А, 7В и 8 и, в частности, на фиг. 7А и 7В, удерживающее средство 10 может содержать по варианту выполнения две пары лопаток, вращающихся вокруг собственной вертикальной оси и приводимых в действие небольшим поршнем и кулачком.
Что касается растягивающейся пленки 7, например, в поддонообмотчиках и в машинах для упаковывания в пленку холодным способом по существующему уровню техники, пленка предварительно натягивается, когда она проходит между роликами 12, вращающимися с различными скоростями. Затем она поднимается с помощью специальных воздушных струй (выпускаемых трубкой, снабженной множеством отверстий) до тех пор, пока она не пройдет мимо отверстия/паза между транспортерами 2 и 3, прижимаясь к движущемуся переднему ряду изделий, подлежащих упаковке.
На этой стадии удерживающие средства 10 приводятся в действие (этап захватывания), также удерживая пленку.
Затем удерживающие средства приводятся во вращение с помощью средств, обозначенных ссылочной позицией 13 и содержащих двигатель и различные механизмы, так чтобы группа изделий, удерживаемых удерживающими средствами 10, натягивала пленку вокруг себя, когда вышеуказанная группа выполняет вращение.
Перед приведением удерживающих средств 10 во вращение (но после того как они захватят группу изделий, подлежащих упаковыванию) опускная дверца, которая не показана фигурах, открывается до тех пор, пока расстояние d между двумя транспортерами 2 и 3 в направлении перемещения транспортеров вперед не будет позволять вращаться связке изделий без препятствования со стороны транспортеров 2 и 3.
С другой стороны, если удерживающие средства 10 также могут поступательно перемещаться по вертикали (по вышеописанному варианту выполнения), они поднимаются, также поднимая связку перед началом ее вращения, при этом необязательно использовать опускную дверцу, поскольку весьма ограниченное расстояние d между двумя транспортерами является достаточным (по существу, паз размером несколько сантиметров для прохождения пленки).
После нескольких оборотов в направлении стрелки 14 группа изделий обертывается достаточным количеством пленки, и затем раскаленная проволока, перемещающаяся вертикально пневматическим средством, поднимается и выполняет резку пленки известным способом.
Далее опускная дверца снова закрывается (или удерживающие средства опускаются до тех пор, пока изделия не будут возвращены обратно на транспортер), и удерживающие средства открываются (этап освобождения), обеспечивая выгрузку связки изделий через выходной транспортер 3.
По существу, если вертикальное перемещение удерживающих средств 10 не предусмотрено, необходимо предусмотреть опускную дверцу и расстояние d, достаточное для вращения связки без соударения с транспортерами, и если вертикальное перемещение удерживающих средств предусмотрено, связка поднимается перед ее вращением, и небольшой паз между транспортерами будет достаточным для прохождения пленки, т.е. необязательно создавать большой проем между транспортерами.
Пленка 7, которая разматывается с рулона 6, подается на пост упаковывания 5 с помощью перфорированной ленты 15.
Эта лента представляет собой вращающуюся ленту, имеющую множество отверстий и оборудованную с внутренней стороны всасывающими средствами, предназначенными для удерживания пленки на ленте во время ее подачи на пост упаковывания.
Затем пленка перемещается вверх через проем или паз, предусмотренный между транспортерами 2 и 3, с помощью воздушной струи.
Перфорированная лента 15 является частью узла подачи пленки, обозначенного в целом ссылочным номером 16, который в случае очистки и технического обслуживания преимущественно поворачивается вниз для облегчения выполнения таких операций.
По настоящему изобретению рулон 6 растягивающейся пленки разматывается с сохранением исходного положения собственной оси (в отличие от способа по существующему уровню техники, где рулон вращается в различные периоды времени вокруг группы изделий), при этом группа изделий удерживается вращающимися удерживающими средствами, которые вынуждают ее вращаться с последующим обертыванием пленкой.
Новый способ, к которому относится настоящее изобретение, представляет собой способ холодного упаковывания группы изделий в связки с помощью растягивающейся пленки 7, которая разматывается с рулона 6 с неподвижной осью вращения; способ содержит следующие этапы:
- подача растягивающейся пленки 7 на пост 5 упаковывания;
- захватывание группы изделий, подлежащих упаковке, посредством присоединения растягивающейся пленки к группе изделий;
- подъем группы изделий или, как вариант, открывание опускной дверцы, помещенной между входным транспортером и выходным транспортером, для предотвращения соударения транспортеров с изделиями;
- вращение группы изделий, которые натягивают пленку вокруг себя;
- резка пленки;
- опускание группы изделий или, как вариант, закрывание опускной дверцы;
- освобождение связки в направлении зоны выгрузки.
Пленка подается с помощью воздушной струи на пост упаковывания через проем или паз, предусмотренный между входным и выходным транспортерами, с целью автоматического обертывания пленки вокруг изделий в результате их вращения.



Машина содержит средство для подачи группы изделий, подлежащих упаковыванию, по меньшей мере, один рулон растягивающейся пленки для упаковывания изделий в связку посредством обертывания пленки вокруг них, средства для удерживания изделий и средство для выгрузки упакованных изделий. Машина содержит также средства, которые приводят группу изделий во вращение вокруг горизонтальной оси для натягивания пленки вокруг группы изделий посредством разматывания пленки с рулона, ось вращения которого остается неподвижной. Изобретением также является способ упаковывания группы изделий, осуществляемый на вышеописанной машине. Группа изобретений обеспечивает упрощение и снижение себестоимости. 2 н. и 12 з.п. ф-лы, 9 ил.
1. Машина для холодного обертывания растягивающейся пленкой группы изделий, содержащая:
- средство (2) для подачи группы изделий (4), подлежащих упаковыванию,
- по меньшей мере, один рулон (6) растягивающейся пленки (7) для упаковывания группы изделий (4) в связку посредством обертывания пленки вокруг группы изделий;
- средства (10) для удерживания группы изделий;
- средство (3) для выгрузки упакованных изделий,
отличающаяся тем, что она содержит средства, которые приводят группу изделий (4) во вращение вокруг горизонтальной оси для натягивания пленки (7) вокруг группы изделий посредством разматывания пленки (7) с рулона (6), ось вращения которого остается неподвижной.
2. Машина по п. 1, в которой средства, приводящие группу изделий во вращение, также являются средствами (10) для удерживания группы изделий.
3. Машина по п. 1 или 2, в которой средства, приводящие группу изделий во вращение, содержат:
- пару С-образных боковых элементов для вращения и удерживания;
- пневматические средства или средства с электроприводом, предназначенные для перемещения вышеуказанных средств для удерживания и вращения.
4. Машина по п. 1, содержащая средства для формирования утолщенной пленки на краях связки.
5. Машина по п. 4, в которой вышеуказанные средства для формирования утолщенной пленки на краях связки содержат две боковые направляющие (8) или штанги, расположенные на меньшем расстоянии друг от друга по сравнению с шириной пленки в рулоне (6) для ограничения зоны прохождения пленки, для формирования складок и утолщения на краях пленки.
6. Машина по п. 1, имеющая средства, предназначенные для формирования утолщенной пленки в верхней центральной части связки.
7. Машина по п. 6, в которой средства, предназначенные для формирования утолщенной пленки в верхней центральной части связки, содержат противолежащие ролики, над растягивающейся пленкой (7) и под растягивающейся пленкой (7), расположенные в зоне загрузки пленки и наклоненные относительно оси пленки под углом от 15° до 40° для большего распределения пленки в центральной части для увеличения ее толщины.
8. Машина по п. 7, в которой ролики наклонены под 30°.
9. Машина по п. 7 или 8, в которой ручка захватывания связки имеет две параллельные прорези в центральной утолщенной части.
10. Машина по п. 1, в которой средства, приводящие группу изделий во вращение, содержат средства (13), обеспечивающие ее вертикальное перемещение.
11. Машина по п. 1, в которой средства, приводящие группу изделий во вращение, содержат:
- две пары лопаток для удерживания и вращения;
- средства для перемещения вышеуказанных средств для удерживания и вращения.
12. Машина по п. 1, содержащая:
- перфорированную ленту (15) для подачи пленки на пост (5) упаковывания, при этом перфорированная лента связана со средствами всасывания, которые удерживают пленку на перфорированной ленте во время перемещения на пост упаковывания;
- продувочное средство, обеспечивающее выступание края пленки вверх через проем или паз, образованный на посту (5) упаковывания, так чтобы при вращении изделий (4) пленка (7) натягивалась и обертывалась вокруг самих изделий.
13. Способ холодного упаковывания группы изделий в связки с помощью растягивающейся пленки (7), которая разматывается с рулона (6), имеющего неподвижную ось вращения; при этом способ содержит следующие этапы:
- подачу растягивающейся пленки (7) на пост (5) упаковывания;
- захватывание группы изделий, подлежащих упаковыванию;
- подъем группы изделий или, альтернативно, открывание опускной дверцы, помещенной между входным транспортером и выходным транспортером, для предотвращения соударения транспортеров с изделиями;
- вращение группы изделий, которые натягивают пленку вокруг себя, при этом изделия вращаются вокруг горизонтальной оси;
- резку пленки;
- опускание группы изделий или, как вариант, закрывание опускной дверцы;
- освобождение связки в направлении зоны выгрузки.
14. Способ по п. 13, в котором пленку подают с помощью воздушной струи на пост упаковывания через проем или паз для автоматического обертывания пленки вокруг изделий в результате вращения группы изделий.
| DE 3902919 A1, 02.08.1990 | |||
| DE 102011081704 A1, 28.02.2013 | |||
| НИЖНИЙ УЗЕЛ МАШИНЫ ДЛЯ ОБЕРТЫВАНИЯ В РАСТЯГИВАЮЩУЮСЯ ПЛЕНКУ | 2003 |
|
RU2331555C2 |

