Изобретение относится к сварочному производству и пригодно в охлаждаемых электродах для КТС при соединении между собой листовых, прутковых и др. заготовок и деталей.
Известно внутреннее охлаждение передней части электрода-колпачка благодаря непрерывной циркуляции хладагента по его полости, свободной от передней части держателя, на которой он размещен (см. ГОСТ 14111-90, стр. 2). Его минусы: недостаточно эффективное охлаждение электрода из-за омывания хладагентом не всего дна полости, а только части его, равной поперечной площади полости держателя; поэтому в оставшейся части полости хладагент застаивается и кипит в пленочном режиме, что приводит к кризису теплообмена 1-го рода и связанному с ним локальному перегреву электрода; неэффективная схема циркуляции хладагента и охлаждения электрода: сначала по трубке к дну полости электрода, а затем из нее в кольцевой зазор между трубкой и поверхностью полости держателя; поэтому вследствие уменьшения перепада температур между охлаждаемой поверхностью и хладагентом снижается эффект охлаждения электрода.
Недостаток устройства его реализации: сложность выполнения конической поверхности у дна полости электрода лезвийным или, абразивным инструментом из-за утыкания его в это дно.
Известно и другое устройство с устраненными его недостатками и 1-м недостатком способа охлаждения электрода (см. патент РФ 2570253 С1 от 26.05.2014), но у него необходимо выполнять поперечные окна в держателе и должно быть уплотнительное устройство в его полости у переднего торца.
Задачей предлагаемого способа является повышение эффективности внутреннего охлаждения путем увеличения охлаждаемой поверхности электрода и наиболее рациональной схемы циркуляции хладагента вдоль охлаждаемых поверхностей электрода.
Технический результат от предлагаемых: способа - повышение стойкости электрода-колпачка и устройства - упрощение его конструкции.
Он достигается тем, что в способе его охлаждения, включающем циркуляцию хладагента по кольцевому и осевому зазорам между поверхностями полости электрода и размещенной в ней передней части трубки и по последней и отвод его нагретым теплом электрода за его пределы, НОВЫМ является то, что хладагент подают сначала в кольцевой зазор, по нему в периферийную часть осевого зазора, из которой поступает в его центральную часть, а оттуда отводится по трубке за ее пределы.
Подачей хладагента сначала в кольцевой зазор между поверхностями полости держателя и трубки, размещенной в ней, обеспечивается подвод его в периферийную часть охлаждаемого дна полости электрода и затем из нее в его центральную часть, из которой нагретый теплом электрода хладагент отводится в трубку и удаляется за ее пределы.
Циркуляцией хладагента вдоль охлаждаемых поверхностей полости электрода с возрастающей температурой их нагрева (на периферии ее дна она меньше, а в его центре больше) обеспечивается положительный перепад температур между текущим хладагентом и охлаждаемой поверхностью и, следовательно, максимальный эффект охлаждения электрода с повышением его стойкости.
Технический результат в предлагаемом устройстве для КТС достигается тем, что у охлаждаемого электрода-колпачка, имеющего коническую полость с основанием на его заднем торце, размещенного ею на передней части держателя-трубы, в полостях которых с кольцевым и осевым зазорами размещена трубка, закрепленная в задней части последнего с продольным и поперечным окнами под хладагент, открытыми соответственно в трубку и в кольцевой зазор, НОВЫМ является то, что у дна полости электрода образована боковая кольцевая канавка, в зоне которой расположен расширенный до минимального диаметра этой полости передний торец трубки, наклоненный относительно продольной оси ее под углом ≤90°, а с переднего торца держателя образована фаска, открытая в его полость.
Образованием у дна полости боковой кольцевой канавки увеличивается охлаждаемая поверхность электрода и, следовательно, повышается эффективность охлаждения и стойкость его.
Расположением в зоне этой канавки с задним и передним осевыми зазорами переднего торца трубки, расширенного до минимального диаметра конической полости электрода, изменяется направление потока хладагента с продольного на поперечное, затем на продольное и снова на поперечное вследствие наличия вышеуказанных зазоров и кольцевого зазора между боковыми поверхностями этой канавки и расширенного торца трубки, а также этого торца и дна полости. Перемешиванием хладагента при изменении его направления течения в этой канавке исключается образование там пограничного ламинарного слоя, заменяемого турбулентным по всей ширине ее с интенсификацией теплоотвода не только с ее торцевых и боковой поверхностей, но и с дна полости как в периферийной, так и в центральной части его.
Расширением переднего торца трубки до минимального диаметра конической полости электрода изменяется направление потока хладагента при покидании им кольцевого зазора между поверхностями трубки и полости держателя и воздействующего при этом с задней поверхностью данного торца.
Выполнением его до этого диаметра обеспечивается беспрепятственный проход расширенного торца трубки в зону кольцевой канавки конической полости электрода, устанавливаемого на переднюю часть держателя.
Наклоном такого торца относительно продольной оси трубки обеспечивается максимальное приближение потока хладагента к боковой поверхности кольцевой канавки.
Выполнением фаски на переднем торце держателя, выходящей в его полость, создается беспрепятственный проход потока хладагента в кольцевую канавку, когда торец трубки наклонен под углом <90° относительно ее продольной оси. Образованием боковой кольцевой канавки у дна полости электрода упрощается формирование ее конической поверхности лезвийным инструментом, имеющим возможность выхода в эту канавку в конце образования данной поверхности.
Отсутствием у держателя уплотнительного элемента и поперечных окон в его передней части упрощается конструкция устройства.
Сравнительный анализ предлагаемых способа и устройства с известными сейчас решениями показывает, что они новы, имеют существенные отличия, промышленно пригодны и поэтому соответствуют критерию ИЗОБРЕТЕНИЯ.
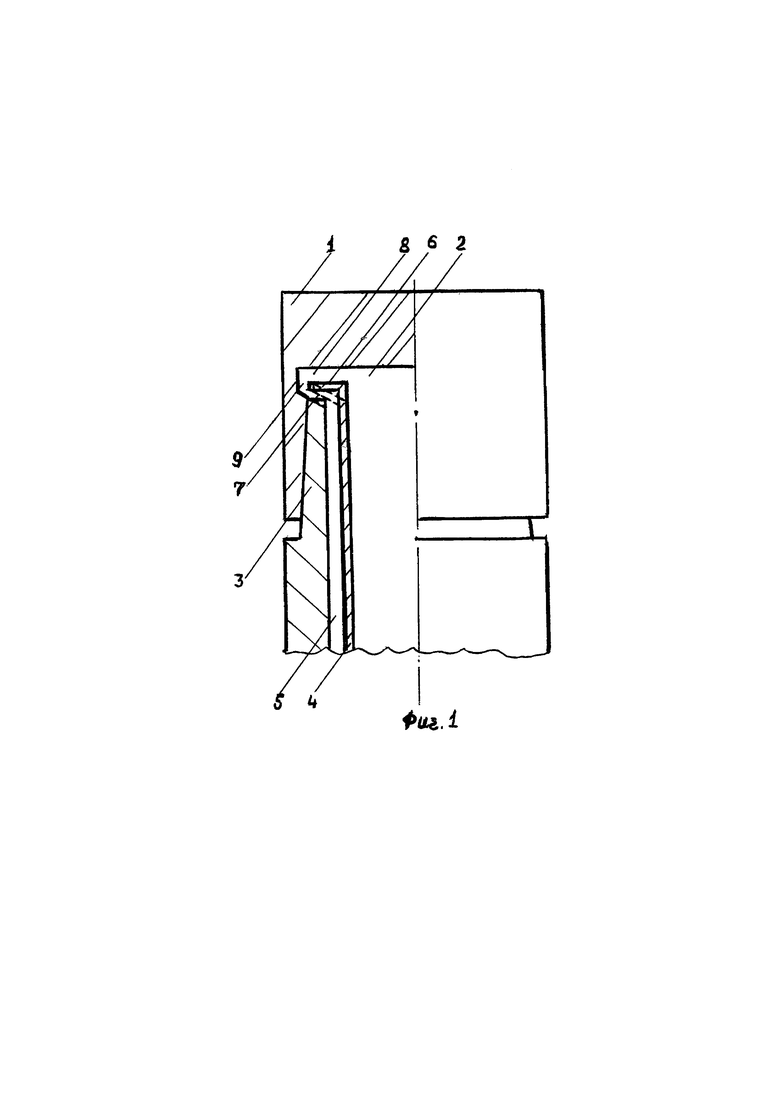
Данный способ реализован в устройстве, представленном верхней частью нижнего держателя с электродом-колпачком на фиг. 1 чертежа.
Устройство содержит электрод-колпачок 1 с конической полостью 2, основание которой расположено на его заднем торце, размещенной на передней конической части 3 держателя - трубы, в котором расположена трубка 4 с кольцевым зазором 5; ее расширенный до минимального диаметра полости 2 передний торец 6 наклонен относительно продольной оси под углом ≤90°, что показано сплошными и штриховыми линиями; у дна полости 2 образована боковая кольцевая канавка, в зоне которой торец 6 трубки 4 размещен с задним 7 и передним 8 осевыми зазорами, а также боковым кольцевым зазором 9.
Способ охлаждения электрода 1 реализуется в этом устройстве так: хладагент по кольцевому зазору 5 подводится в задний осевой зазор 7 полости 2, где его поток меняет продольное направление на поперечное и устремляется к боковой поверхности кольцевой канавки: по ее кольцевому зазору 9 хладагент устремляется в периферийную часть переднего 8 осевого зазора, откуда он поступает в его центральную часть и оказывается в полости трубки 4, по которой нагретый теплом электрода отводится за ее пределы.
При этом конечная температура хладагента будет максимальной, а средний температурный напор между ним и охлаждаемыми поверхностями полости электрода будет больше, чем при противоположной схеме циркуляции его (см. книгу М.А. Михеев, И.М. Михеевой. Основы теплопередачи. М.: Энергия, 1973, с. 231).
Перемешиванием потока хладагента в кольцевой канавке интенсифицируется теплоотвод от охлаждаемых боковой и донной поверхностей полости 2 электрода 1 и повышается этим самым его стойкость.
Эффективность его охлаждения определяется уравнением теплопередачи Ньютона-Рихмана, определяющим количество отведенного хладагентом тепла от охлаждаемой поверхности электрода  ,
,
где  - коэффициент теплоотдачи от нагретых поверхностей электрода к хладагенту; ΔТ-перепад температур между ними; F -площадь охлаждаемой поверхности электрода; t -продолжительность охлаждения электрода, равная циклу сварки.
- коэффициент теплоотдачи от нагретых поверхностей электрода к хладагенту; ΔТ-перепад температур между ними; F -площадь охлаждаемой поверхности электрода; t -продолжительность охлаждения электрода, равная циклу сварки.
Принимаем постоянными величинами и t; тогда Q зависит только от ΔТ и F. Температура охлаждаемой поверхности электрода возрастает от периферии дна к его центру и, следовательно, ΔТ будет положительной величиной: максимальной на периферии и меньшей в центре дна. F-охлаждаемая поверхность электрода увеличивается предлагаемым решением.
Для примера зададимся диаметрами полости дна предлагаемого электрода соответственно d=18 мм, а у ГОСТовского электрода он равен D=15мм. Тогда их соотношение F1/F2=324/225=1,44 без учета задней стенки кольцевой канавки шириной в 4 мм. Также определим соотношение боковых поверхностей этой канавки и полости штатного электрода, отстоящего дном своей полости от переднего торца держателя на 4 мм. Тогда их соотношение равно F'1/F''2=3,14*18*4/3,14*15*4=1,13 и, следовательно, охлаждаемая боковая поверхность полости у предлагаемого электрода также больше, чем у штатного.
Эти величины показывают увеличение охлаждаемой поверхности электрода в предлагаемом устройстве и, следовательно, эффективности охлаждения его с возрастанием его стойкости.
Таким образом, эффективность охлаждения электрода-колпачка предлагаемым способом и устройством его реализации возрастает как минимум в 1,5 раза по сравнению с прототипом и увеличивается стойкость его не менее чем в 1,2 раза при одновременном упрощении конструкции этого устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки с охлаждением электрода-колпачка | 2016 |
|
RU2635640C1 |
| Устройство для контактной точечной сварки с охлаждением электрода-колпачка. | 2016 |
|
RU2633809C1 |
| Устройство для контактной точечной сварки (КТС) | 2018 |
|
RU2683989C1 |
| Устройство для контактной точечной сварки с охлаждением электрода-колпачка | 2016 |
|
RU2633810C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ (КТС) | 2019 |
|
RU2703928C1 |
| Устройство для контактной точечной сварки (КТС) | 2018 |
|
RU2683988C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЭЛЕКТРОДА-КОЛПАЧКА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ (КТС) | 2014 |
|
RU2570253C1 |
| Устройство для охлаждения электрода-колпачка контактной точечной сварки (КТС) | 2015 |
|
RU2618284C1 |
| Устройство для контактной точечной сварки | 2017 |
|
RU2649485C1 |
| Устройство для охлаждения электрода-колпачка контактной точечной сварки | 2017 |
|
RU2652930C1 |
Изобретение может быть использовано для соединения контактной точечной сваркой прутковых, листовых заготовок. Полость электрода-колпачка на его заднем конце выполнена конической формы. Держатель выполнен в виде трубы с продольными и поперечными окнами под хладагент. Трубка для хладагента расположена с кольцевым зазором в полости держателя и закреплена в задней его части. Электрод-колпачок выполнен с боковой кольцевой канавкой, расположенной у дна его полости. Передний конец трубки расширен до минимального диаметра конической полости электрода-колпачка и размещен в зоне боковой кольцевой канавки. Торцевая поверхность расширенного конца расположена с наклоном относительно продольной оси трубки под углом 90°. На переднем торце держателя может быть выполнена фаска. Изобретение обеспечивает повышение стойкости электрода за счет улучшения его охлаждения. 2 н.п. ф-лы, 1 ил.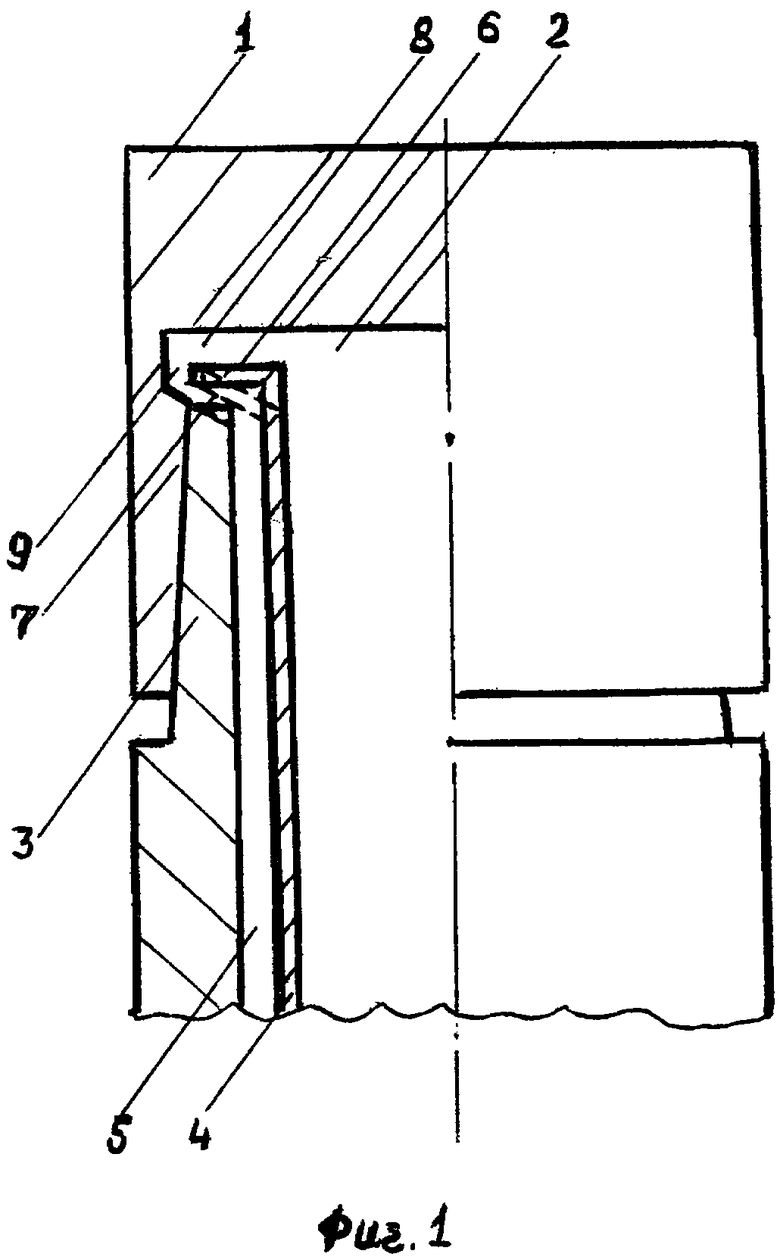
1. Устройство для контактной точечной сварки, содержащее охлаждаемый электрод-колпачок, полость которого на его заднем конце выполнена конической формы, держатель в виде трубы с продольными и поперечными окнами под хладагент, передняя часть которого выполнена конической формы, и трубка для хладагента, расположенная с кольцевым зазором в полости держателя и закрепленная в задней его части, при этом продольные и поперечные окна держателя открыты, соответственно, в упомянутую трубку и кольцевой зазор, отличающееся тем, что электрод-колпачок выполнен с боковой кольцевой канавкой, расположенной у дна его полости, а передний конец трубки выполнен расширенным до минимального диаметра конической полости электрода-колпачка и размещен в зоне боковой кольцевой канавки, при этом торцевая поверхность расширенного конца расположена с наклоном относительно продольной оси трубки под углом 90°.
2. Устройство для контактной точечной сварки, содержащее охлаждаемый электрод-колпачок, полость которого на его заднем конце выполнена конической формы, держатель в виде трубы с продольными и поперечными окнами под хладагент, передняя часть которого выполнена конической формы, и трубка для хладагента, расположенная с кольцевым зазором в полости держателя и закрепленная в задней его части, при этом продольные и поперечные окна держателя открыты, соответственно, в упомянутую трубку и кольцевой зазор, отличающееся тем, что электрод-колпачок выполнен с боковой кольцевой канавкой, расположенной у дна его полости, а передний конец трубки выполнен расширенным до минимального диаметра конической полости электрода-колпачка и размещен в зоне боковой кольцевой канавки, при этом торцевая поверхность расширенного конца расположена с наклоном относительно продольной оси трубки под углом <90°, а на переднем торце держателя выполнена фаска.
| Способ контактной точечной сварки | 1985 |
|
SU1328111A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЭЛЕКТРОДА-КОЛПАЧКА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ (КТС) | 2014 |
|
RU2570253C1 |
| Электродный узел для контактной точечной и рельефной сварки | 1990 |
|
SU1719176A1 |
| Электрод для контактной точечной сварки | 1983 |
|
SU1118503A1 |
| УСТРОЙСТВО ДЛЯ УТИЛИЗАЦИИ ЭНЕРГИИ ВОЛН | 1926 |
|
SU6509A1 |
| US 4472620 A, 18.09.1984. | |||

