Изобретение относится к обработке металлов давлением, а именно к способам радиальной ковки шестигранных профилей.
Известен способ радиальной ковки многогранных профилей, в частности, квадратных /Ковка на радиально-обжимных машинах / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990 - с.184/, который можно применить при ковке шестигранных профилей. При этом способе деформация заготовки осуществляется одновременно двумя парами взаимноперпендикулярных бойков, образующих зоны деформации, расположенные в одной плоскости. В этом случае деформация осуществляется по «правилу вписанных фигур». Иначе на получаемой заготовке образуются заковы (усы, заусенцы). Кроме того, ширина рабочей поверхности бойка не может превышать размер грани заготовки. Это ограничивает технологические возможности способа по размерам используемых исходных заготовок и получаемых шестигранных профилей.
Таким образом, недостатком указанного аналога является его ограниченные технологические возможности по размерному сортаменту исходных заготовок и получаемых профилей.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является способ многопроходной радиальной ковки шестигранных профилей /Ковка на радиально-обжимных машинах / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990 - с.26/.
Многопроходное обжатие круглой заготовки с получением шестигранных профилей при этом способе осуществляется двумя взаимноперпендикулярными парами бойков. Одна пара бойков имеет гладкую рабочую поверхность, вторая пара бойков имеет вырезные ручьи с поверхностями, наклоненными друг к другу под углом 120 град. При этом рабочие поверхности пар бойков смещены вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка. Смещение рабочих поверхностей пар бойков вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, дает возможность выполнять ширину бойков с гладкой рабочей поверхностью и ширину граней вырезных бойков, превышающую размеры граней получаемого шестигранного профиля. При этом зоны деформации, образуемые на заготовке взаимноперпендикулярными бойками, смещены вдоль оси ковки.
Однако при многопроходной радиальной ковке шестигранных профилей, согласно прототипу, размеры поперечного сечения исходной заготовки ограничены длиной боковой поверхности вырезного ручья рабочей поверхности бойков. Диаметр круглой исходной заготовки согласно известным зависимостям, описывающим геометрию правильного плоского шестигранника, не должен превышать двух длин боковой поверхности вырезного ручья. В противном случае на заготовке при ее деформации бойками с вырезными ручьями будут образовываться врезы, которые при дальнейшей деформации приведут к образованию на заготовке заковов. Это является критерием низкого качества поковок.
Следовательно, данный способ имеет существенные ограничения по размерам поперечного сечения применяемых исходных круглых заготовок для получения шестигранных профилей.
Таким образом, основным недостатком данного способа являются ограниченные технологические возможности по сортаменту круглых исходных заготовок при обеспечении качества шестигранных профилей.
Задачей изобретения является расширение технологических возможностей радиальной ковки при получении качественных шестигранных профилей.
Поставленная задача достигается тем, что в заявляемом способе многопроходной радиальной ковки шестигранных профилей, включающем обжатие круглой заготовки двумя взаимноперпендикулярными парами бойков, уменьшение зазора между рабочими поверхностями бойков, одна пара бойков имеет гладкую рабочую поверхность, вторая пара бойков имеет вырезные ручьи с боковыми поверхностями, наклоненными друг к другу под углом 120 град, рабочие поверхности взаимноперпендикулярных бойков смещены друг относительно друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, согласно изобретению, перед обжатием одновременно двумя парами бойков для получения шестигранного профиля, обжатие круглой заготовки осуществляют парой бойков с гладкой рабочей поверхностью в несколько циклов деформации, каждый из которых включает несколько проходов, до получения восьмигранного профиля, отношение диаметра вписанной окружности которого к длине боковой поверхности вырезного ручья не превышает 1,93, в каждом цикле деформации перед каждым проходом за исключением первого осуществляют поворот заготовки вокруг оси ковки последовательно на углы π/2, π/4 и π/2, уменьшение зазора между рабочими поверхностями бойков с гладкой рабочей поверхностью выполняют перед каждым циклом деформации.
Осуществление обжатия круглой заготовки сначала только парой бойков с гладкой рабочей позволяет при существенном увеличении диаметра исходной заготовки выполнять ее деформацию без образования на ней врезов от краев ручьев вырезных бойков.
Деформация заготовки в несколько циклов дает возможность доводить поперечное сечение исходной круглой заготовки до заданных размеров, позволяющих начать формирование требуемого шестигранного профиля одновременно двумя парами бойков без возможности образования врезов на заготовке от бойков с вырезными ручьями.
Выполнение в каждом цикле деформации нескольких проходов, перед каждым из которых за исключением первого производят поворот заготовки вокруг оси ковки последовательно на углы π/2, π/4 и π/2, позволяет производить обжатие заготовки при симметричных условиях ее деформации с получением симметричной в поперечном сечении фигуры заготовки в виде восьмигранника.
Выполнение уменьшения зазора между рабочими поверхностями бойков с гладкой рабочей поверхностью перед каждым циклом деформации обеспечивает каждом последующем цикле деформации по сравнению с предыдущим уменьшение поперечного сечения получаемой в виде восьмигранника заготовки.
Осуществление обжатия одной парой бойков с гладкой рабочей поверхностью до получения восьмигранного профиля, отношение диаметра вписанной окружности которого к длине боковой поверхности вырезного ручья не превышает 1,93, позволяет начать деформирование заготовки одновременно двумя парами бойков с гарантией отсутствия возможности образования врезов на заготовке от рабочей поверхности бойков с вырезными ручьями.
Применение предлагаемого комплекса технологических операций, выполнение их в заданной последовательности, в указанных режимах обжатия заготовки и ее поворота вокруг оси ковки дает эффект, заключающийся в расширении технологических возможностей радиальной ковки шестигранных профилей путем увеличения размерного сортамента круглых исходных заготовок при высоком качестве получаемых шестигранных профилей.
Таким образом, применение предлагаемого способа расширяет технологические возможности радиальной ковки при получении качественных шестигранных профилей.
Предложенный способ радиальной ковки шестигранных профилей проиллюстрирован на чертежах при осуществлении двух циклов деформации для получения восьмигранного профиля и начале получения из него шестигранного профиля.
На фиг.1 показан разрез по двухзаходным бойкам с гладкой рабочей поверхностью, вид на двухзаходный боек с вырезными ручьями и зажимные губки манипуляторов во время обжатия круглой исходной заготовки в первом проходе первого цикла деформации.
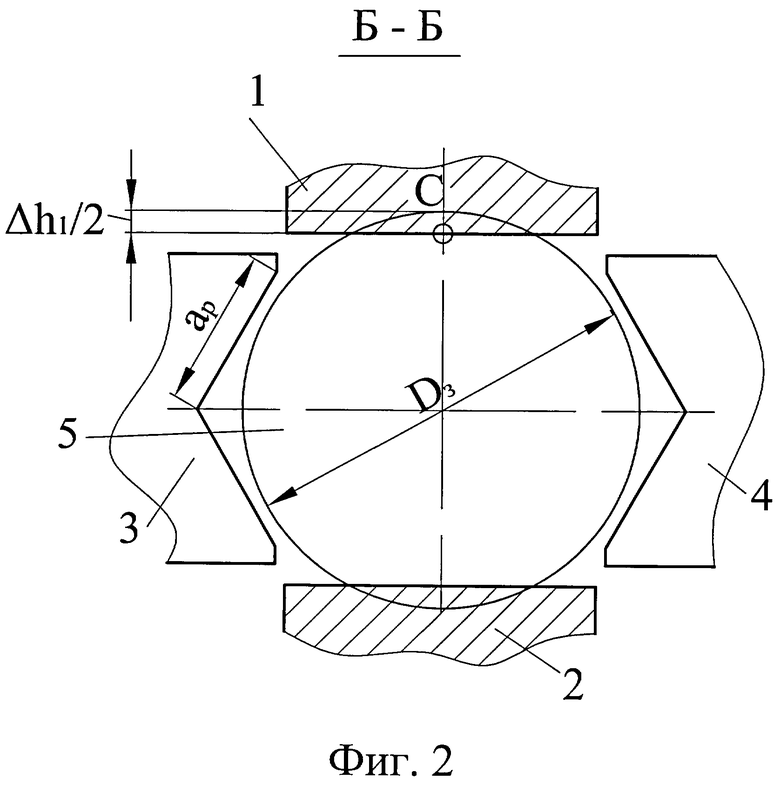
На фиг.2 показан разрез Б-Б с поперечным сечением бойков, круглой исходной заготовки и получаемого профиля в виде круга с лысками в первом проходе первого цикла деформации.
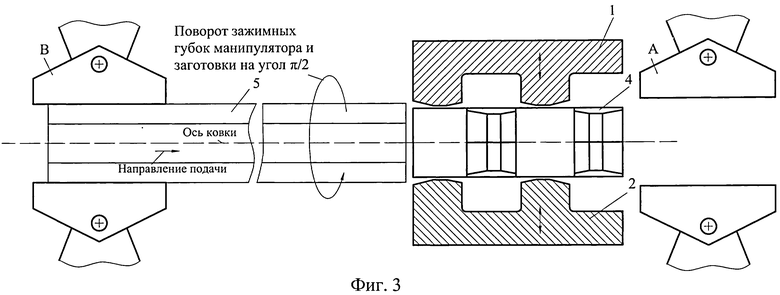
На фиг.3 показан разрез по двухзаходным бойкам с гладкой рабочей поверхностью, вид на двухзаходный боек с вырезными ручьями и зажимные губки манипуляторов после поворота заготовки манипулятором В на угол π/2 перед вторым проходом в первом и втором циклах деформации.
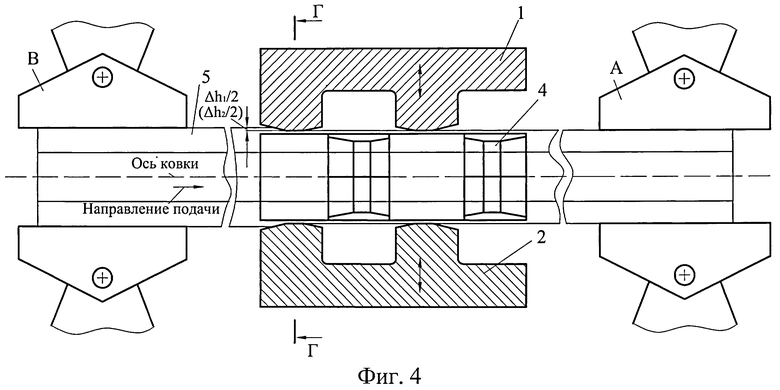
На фиг.4 показан разрез по двухзаходным бойкам с гладкой рабочей поверхностью, вид на двухзаходный боек с вырезными ручьями и зажимные губки манипуляторов во время деформации заготовки во втором проходе в первом и втором циклах деформации.
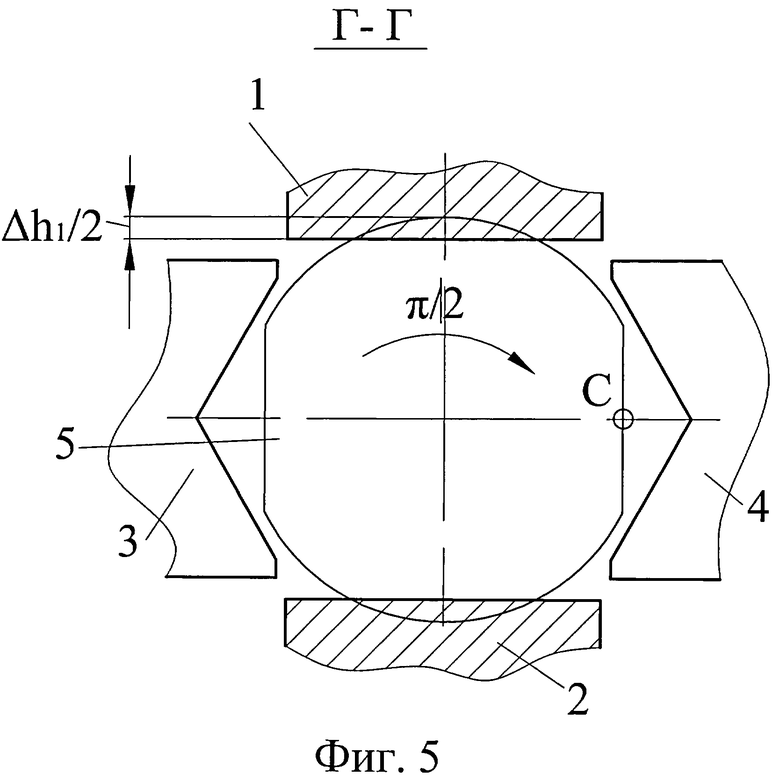
На фиг.5 показан разрез Г-Г с поперечным сечением бойков, круглой заготовки с двумя лысками и получаемого профиля в виде круга с двумя парами лысок во втором проходе в первом цикле деформации.
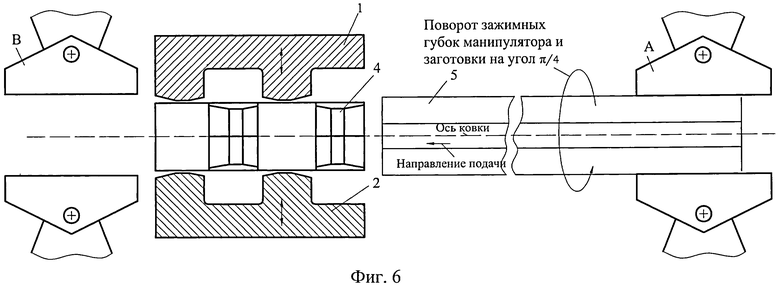
На фиг.6 показан разрез по двухзаходным бойкам с гладкой рабочей поверхностью, вид на двухзаходный боек с вырезными ручьями и зажимные губки манипуляторов после поворота заготовки манипулятором А на угол π/4 перед третьим проходом в первом и втором циклах деформации.
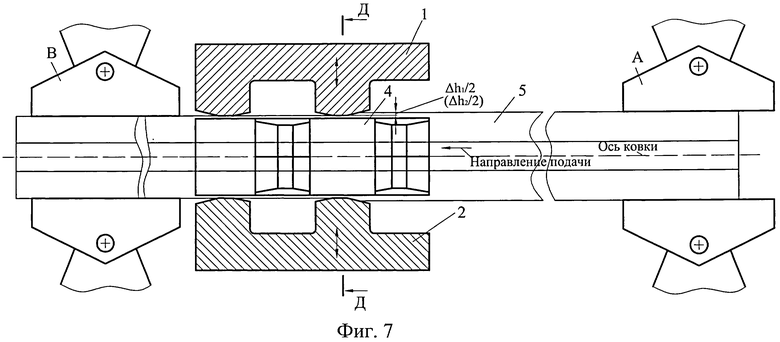
На фиг.7 показан разрез по двухзаходным бойкам с гладкой рабочей поверхностью, вид на двухзаходный боек с вырезными ручьями и зажимные губки манипуляторов во время обжатия заготовки в третьем проходе в первом и втором циклах деформации.
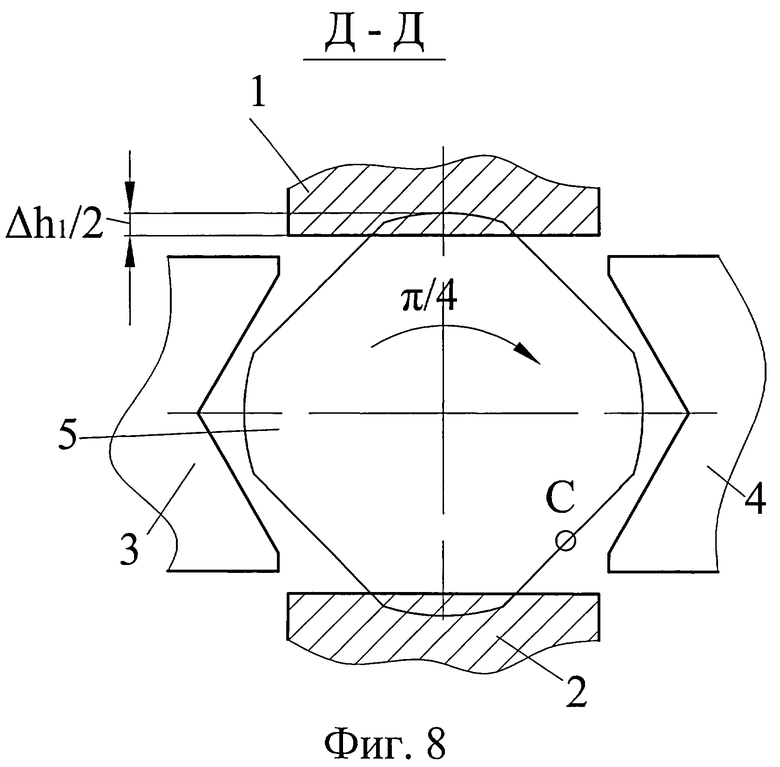
На фиг.8 показан разрез Д-Д с поперечным сечением бойков, круглой заготовки с двумя парами лысок и получаемого профиля в виде многогранника с шестью плоскими и двумя скругленными гранями в третьем проходе первого цикла деформации.
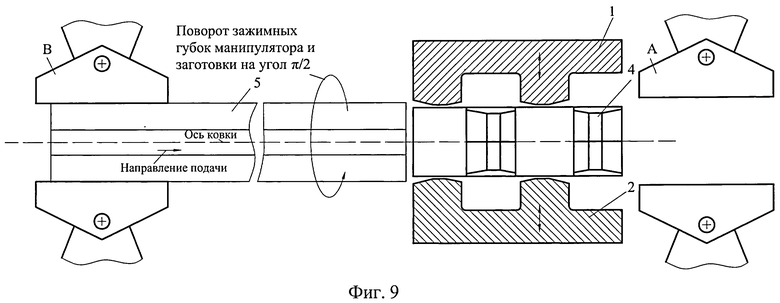
На фиг.9 показан разрез по двухзаходным бойкам с гладкой рабочей поверхностью, вид на двухзаходный боек с вырезными ручьями и зажимные губки манипуляторов после поворота заготовки манипулятором В на угол π/2 перед четвертым проходом в первом и втором циклах деформации.
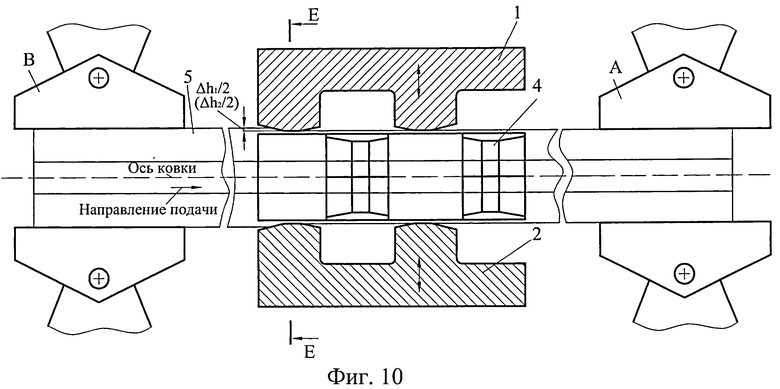
На фиг.10 показан разрез по двухзаходным бойкам с гладкой рабочей поверхностью, вид на двухзаходный боек с вырезными ручьями и зажимные губки манипуляторов во время обжатия заготовки в четвертом проходе в первом и втором циклах деформации.
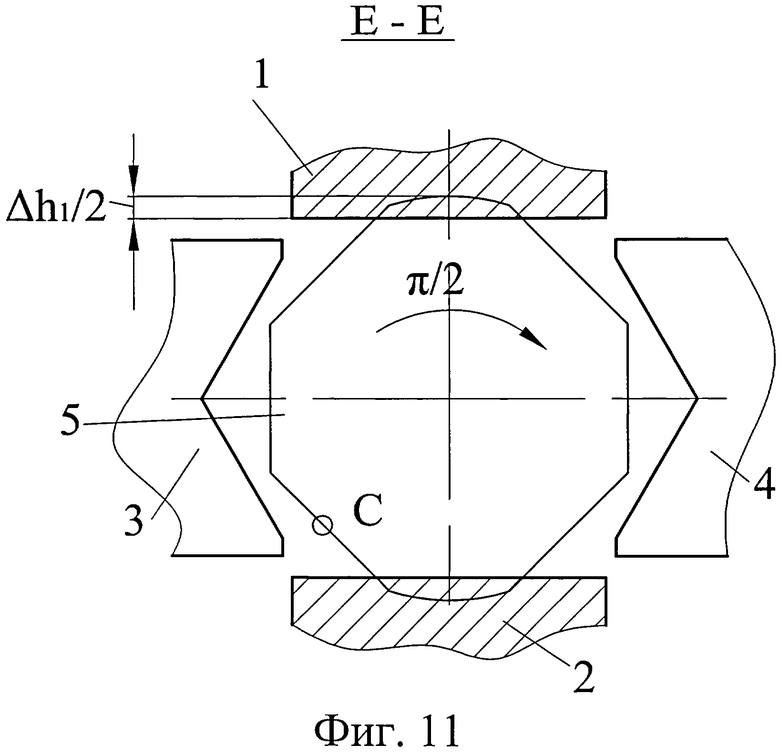
На фиг.11 показан разрез Е-Е с поперечным сечением бойков, заготовки в виде многогранника с шестью плоскими и двумя скругленными гранями и получаемого правильного восьмигранного профиля в четвертом проходе первом цикле деформации.
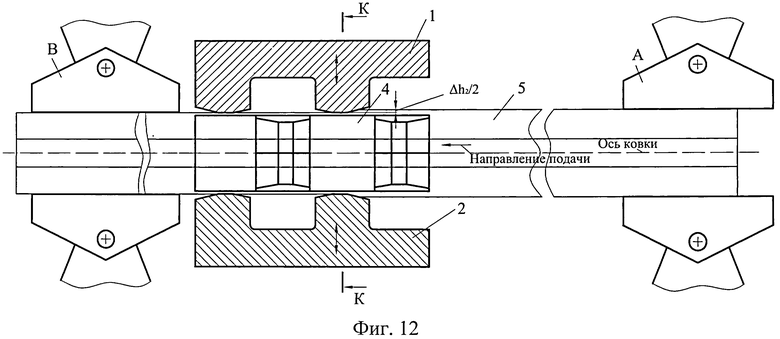
На фиг.12 показан разрез по двухзаходным бойкам с гладкой рабочей поверхностью, вид на двухзаходный боек с вырезными ручьями и зажимные губки манипуляторов во время обжатия заготовки в первом проходе во втором цикле деформации.
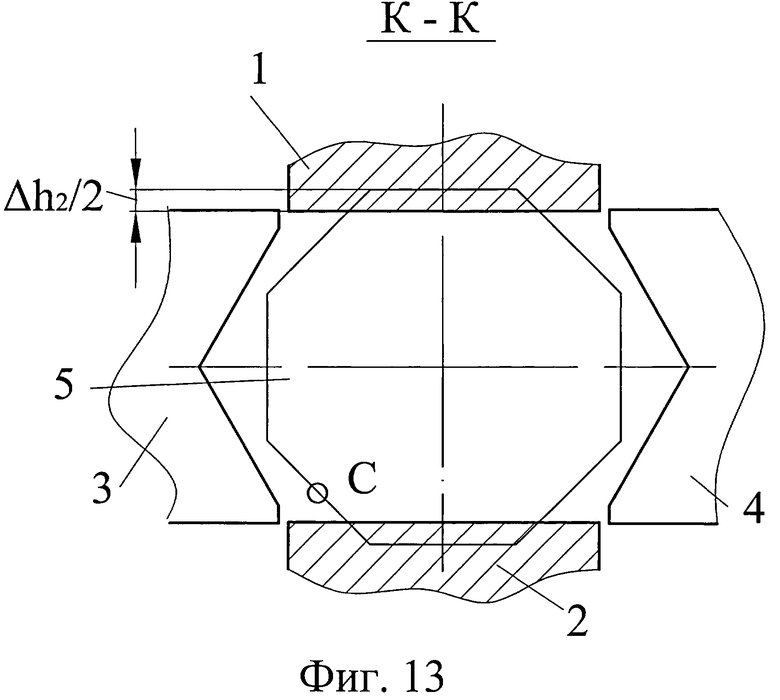
На фиг.13 показан разрез К-К с поперечным сечением бойков, заготовки в виде правильного восьмигранного профиля и получаемого неправильного восьмигранного профиля в первом проходе во втором цикле деформации.
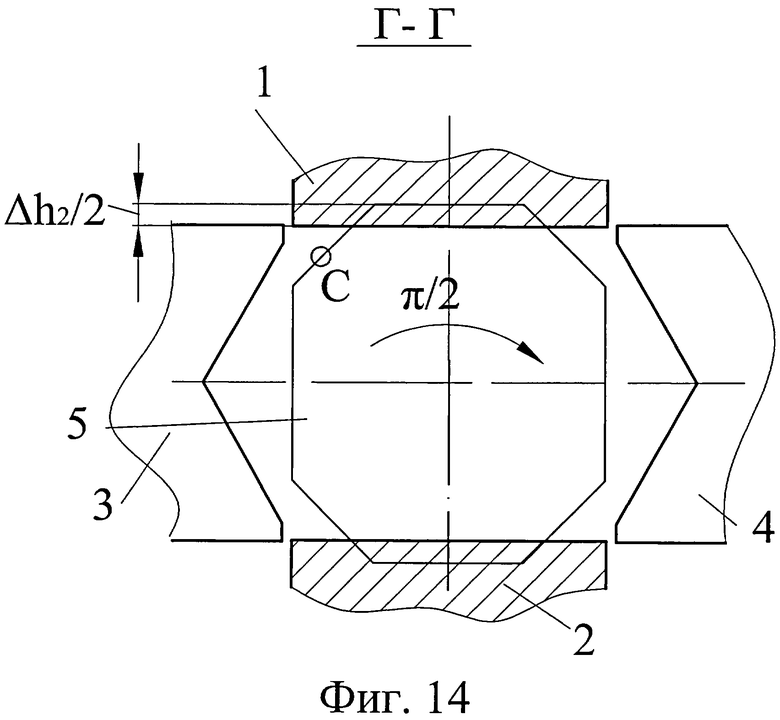
На фиг.14 показан разрез Г-Г с поперечным сечением бойков, заготовки в виде неправильного восьмигранного профиля и получаемого неправильного восьмигранного профиля во втором проходе второго цикла деформации.
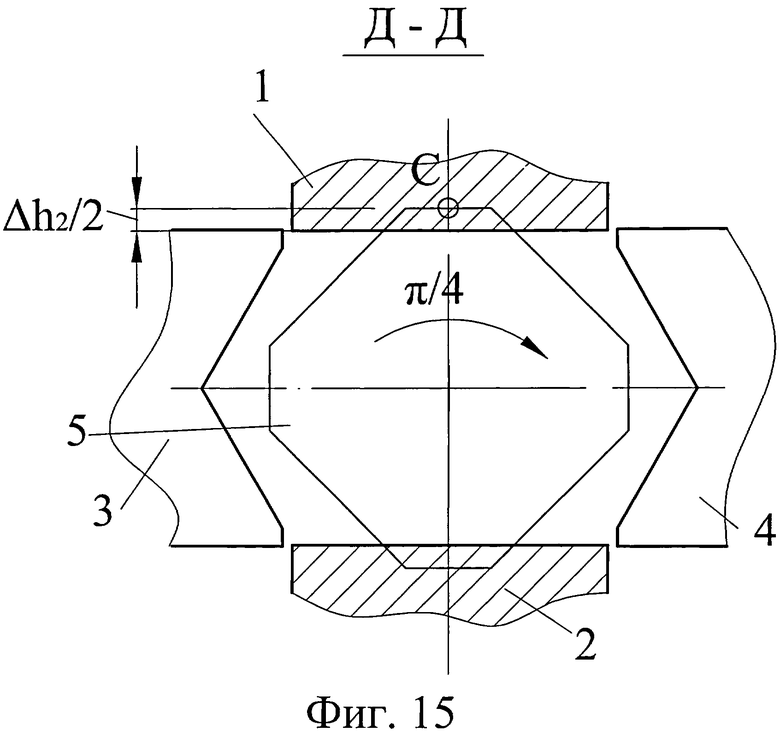
На фиг.15 показан разрез Д-Д с поперечным сечением бойков, заготовки в виде неправильного восьмигранного профиля и получаемого неправильного восьмигранного профиля в третьем проходе второго цикла деформации.
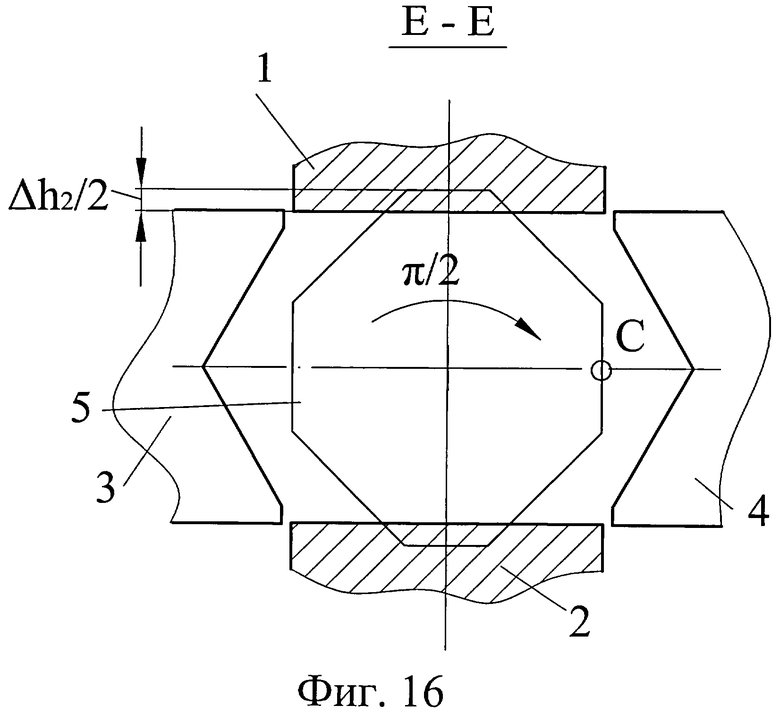
На фиг.16 показан разрез Е-Е с поперечным сечением бойков, заготовки в виде неправильного восьмигранного профиля и получаемого правильного восьмигранного профиля в четвертом проходе второго цикла деформации.
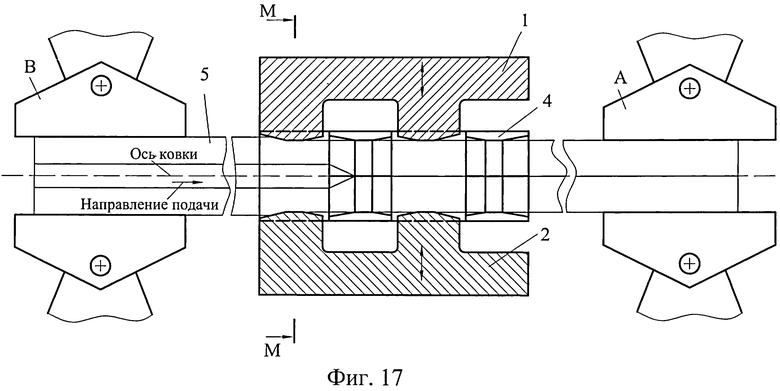
На фиг.17 показан разрез по двухзаходным бойкам с гладкой рабочей поверхностью, вид на двухзаходный боек с вырезными ручьями и зажимные губки манипуляторов во время обжатия заготовки одновременно двумя парами бойков.
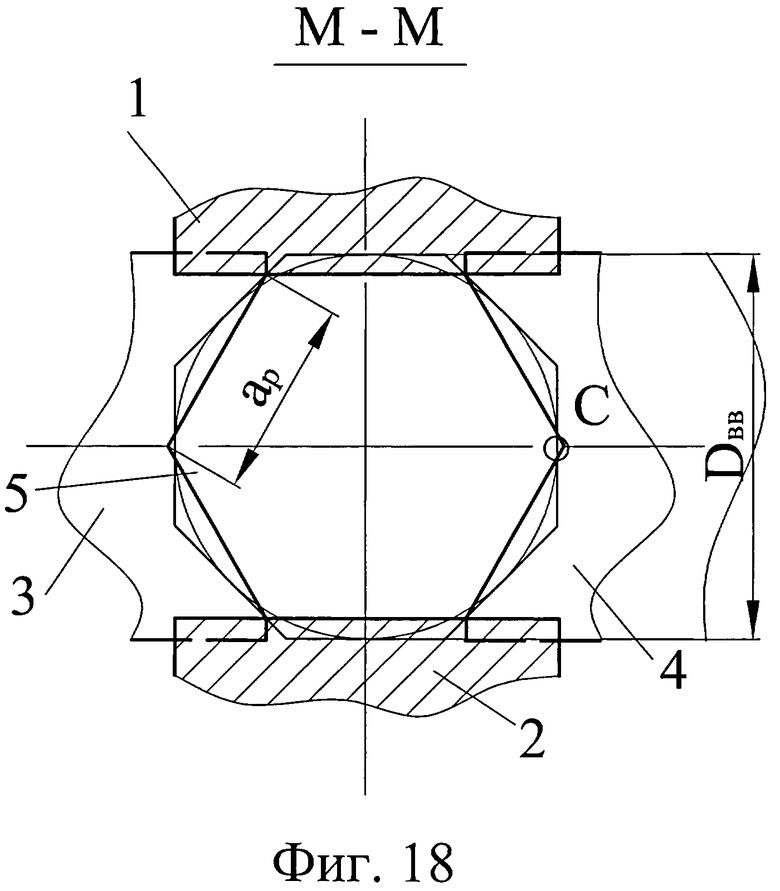
На фиг.18 показан разрез М-М с поперечным сечением бойков, заготовки в виде правильного восьмигранного профиля и получаемого правильного шестигранного профиля с максимальным размером грани, равным длине боковой поверхности вырезного ручья.
При характеристике формы заготовки и профилей на указанных рисунках не учитывается поперечная деформация металла.
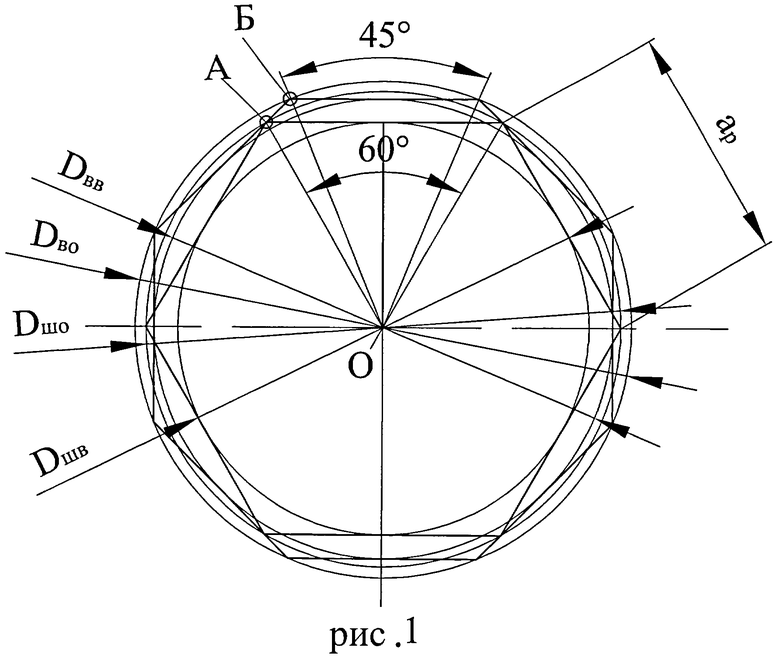
На дополнительном рисунке 1 приведены геометрические характеристики получаемого гладкими бойками восьмигранного профиля и формируемого из него шестигранного профиля.
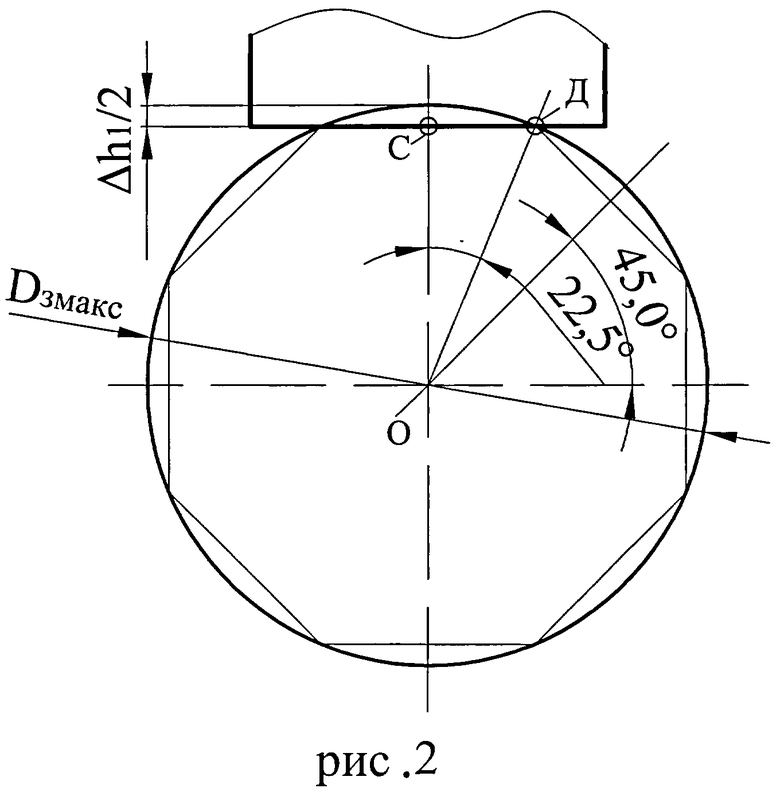
На дополнительном рисунке 2 показаны геометрические параметры, поясняющие взаимосвязь между величиной обжатия в первом проходе первого цикла деформации и максимальным значением диаметра исходной заготовки при условии получения правильного восьмигранного профиля с заполнением его ребер металлом.
С использованием фиг.1…18 рассмотрим осуществление двух циклов деформации при обжатии заготовки парой бойков с гладкой рабочей поверхностью с получением восьмигранного профиля и процесс начала его обжатия в шестигранных профиль с применением предложенного способа.
Радиальная ковка осуществляется двумя парами двухзаходных бойков, у которых каждый боек имеет две рабочие поверхности, позволяющие осуществлять деформацию заготовки как при прямом, так и при обратном ее перемещении. Одна пара бойков 1, 2 имеет гладкую рабочую поверхность. Другая пара бойков 3, 4 имеет вырезные ручьи с поверхностями, наклоненными друг к другу под углом 120 град. Рабочие поверхности пар бойков смещены вдоль оси ковки на величину S, превышающую длину рабочей поверхности бойка L (фиг.1). Удержание заготовки по оси ковки, подача ее в бойки и поворот вокруг оси ковки осуществляется двумя манипуляторами А и В (на рисунках для упрощения изображены только зажимные губки манипуляторов).
Технология получения шестигранных профилей радиальной ковкой реализуется в два этапа. На первом этапе деформация круглой исходной заготовки производится парой противолежащих бойков с гладкой рабочей поверхностью с получением правильного восьмигранного профиля, из которого на втором этапе известными методами путем пластической деформации получается требуемый по размерам шестигранный профиль.
Рассмотрим согласно изобретению первый этап осуществления технологии радиальной ковки шестигранных профилей.
Радиальная ковка шестигранных профилей на первом этапе осуществляется за несколько циклов деформации парой бойков с гладкой рабочей поверхностью 1, 2 (фиг.1-16). Пара бойков 3, 4 с вырезными ручьями в это время не производит деформацию заготовки, между ее рабочими поверхностями и заготовкой постоянно существует зазор.
Количество циклов деформации определяется исходя из соотношения между размером поперечного сечения круглой исходной заготовки Dз (фиг.2) ее возможного обжатия Δh1, Δh2 (фиг.1-16), зависящего от геометрии рабочей поверхности бойка и силовых условий ковки, и длиной боковой поверхности вырезного ручья аp (фиг.2, 18). Например, при постоянном обжатии во всех циклах деформации Δh=Δh1=Δh2 число циклов деформации n можно определить из соотношения n=(Dз-Dвв)/Δh, где, согласно фиг.18, Dвв - диаметр вписанной окружности восьмигранного профиля, получаемого в четвертом проходе последнего цикла деформации. В рассматриваемом примере последним циклом деформации является второй цикл. Согласно предлагаемому техническому решению Dвв не превышает значения, т.е. может быть равен 1,93 ар. Тогда соотношение, определяющее число циклов деформации, может иметь вид

В рассматриваемом примере в целях сокращения числа иллюстраций рассмотрено осуществление двух циклов деформации до получения восьмигранного профиля требуемых размеров поперечного сечения для получения на втором этапе качественного шестигранного профиля.
Исходная заготовка 5 в рассматриваемом примере имеет круглое поперечное сечение диаметром Dз (фиг.2). Перед началом первого цикла деформации между рабочими поверхностями бойков 1, 2 с гладкой рабочей поверхностью устанавливают зазор, обеспечивающий обжатие заготовки на величину Δh1. Исходная заготовка зажимается губками манипулятора А, подается данным манипулятором в бойки и начинается первый проход первого цикла деформации (фиг.1). За счет возвратно-поступательного перемещения бойков (показано вертикальными стрелками) осуществляется обжатие круглой исходной заготовки на величину Δh1 (фиг.1, 2) парой бойков 1, 2 с гладкой рабочей поверхностью. В процессе первого прохода первого цикла деформации заготовка 5 из манипулятора А передается (по направлению подачи) манипулятору В, который закачивает осуществление первого прохода первого цикла деформации (фиг.3). В первом проходе первого цикла деформации получается заготовка в виде круга с двумя лысками.
Затем начинается второй проход первого цикла деформации, перед которым (фиг.3) с помощью манипулятора В производят поворот полученной в первом проходе первого цикла деформации заготовки 5 вокруг оси ковки на угол π/2. В результате т. С (фиг.2) оказывается в положении, показанном на фиг.5.
Далее манипулятором В повернутая заготовка 5 подается в бойки и осуществляется второй проход первого цикла деформации (фиг.4). За счет возвратно-поступательного перемещения бойков (показано вертикальными стрелками) осуществляется обжатие заготовки 5 на величину Δh1 бойками 1, 2 с гладкой рабочей поверхностью с преобразованием ее поперечного сечения в круг с двумя парами лысок (фиг.5). В процессе второго прохода первого цикла деформации заготовка 5 из манипулятора В передается манипулятору А, который заканчивает осуществление второго прохода первого цикла деформации (фиг.6).
Перед выполнением третьего прохода первого цикла деформации зажимные губки манипулятора А производят поворот полученной во втором проходе первого цикла деформации заготовки 5 вокруг оси ковки на угол π/4 (фиг.6). В результате т. С (фиг.5) оказывается в положении, показанном на фиг.8.
Манипулятором А повернутая заготовка 5 подается в бойки и осуществляется третий проход первого цикла деформации (фиг.7). За счет возвратно-поступательного перемещения бойков (показано вертикальными стрелками) осуществляется обжатие заготовки 5 на величину Δh1 бойками 1, 2 с гладкой рабочей поверхностью с преобразованием ее поперечного сечения в многогранник с шестью плоскими и двумя скругленными гранями (фиг.8). В процессе третьего прохода первого цикла деформации заготовка 5 из манипулятора А передается манипулятору В, который заканчивает осуществление третьего прохода первого цикла деформации (фиг.9).
Перед выполнением четвертого прохода первого цикла деформации зажимные губки манипулятора В производят поворот полученной в третьем проходе первого цикла деформации заготовки 5 вокруг оси ковки на угол π/2 (фиг.9). В результате т. С (фиг.8) оказывается в положении, показанном на фиг.11.
Манипулятором В повернутая заготовка 5 подается в бойки и осуществляется четвертый проход первого цикла деформации (фиг.10). За счет возвратно-поступательного перемещения бойков (показано вертикальными стрелками) осуществляется обжатие заготовки 5 на величину Δh1 бойками 1, 2 с гладкой рабочей поверхностью с преобразованием ее поперечного сечения в правильный восьмигранный профиль (фиг.11). В процессе четвертого прохода первого цикла деформации заготовка 5 из манипулятора В передается манипулятору А, который заканчивает осуществление четвертого прохода первого цикла деформации (фиг.10).
На этом заканчивается первый цикл деформации.
Далее осуществляется второй цикл деформации, который по составу технологических операций аналогичен первому циклу деформации.
Перед началом второго цикла деформации уменьшают зазор между рабочими поверхностями бойков 1, 2 с гладкой рабочей поверхностью на величину Δh2.
Заготовка в виде правильного восьмигранного профиля губками манипулятора А подается в бойки и начинается первый проход второго цикла деформации (фиг.12). За счет возвратно-поступательного перемещения бойков (показано вертикальными стрелками) осуществляется обжатие восьмигранного профиля заготовки на величину Δh2 (фиг.12, 13) парой бойков 1, 2 с гладкой рабочей поверхностью. В процессе первого прохода второго цикла деформации заготовка в виде восьмигранного профиля 5 из манипулятора А передается (по направлению подачи) манипулятору В, который закачивает осуществление первого прохода второго цикла деформации (фиг.3). В первом проходе второго цикла деформации получается заготовка в виде неправильного восьмигранного профиля (фиг.13).
Перед вторым проходом второго цикла деформации (фиг.3) с помощью манипулятора В производят поворот полученной в первом проходе второго цикла деформации заготовки виде неправильного восьмигранного профиля 5 вокруг оси ковки на угол π/2. В результате т. С (фиг.13) оказывается в положении, показанном на фиг.14. Далее манипулятором В повернутая заготовка виде неправильного восьмигранного профиля 5 подается в бойки и осуществляется второй проход второго цикла деформации (фиг.4). За счет возвратно-поступательного перемещения бойков (показано вертикальными стрелками) осуществляется обжатие заготовки виде неправильного восьмигранного профиля 5 на величину Δh2 бойками 1, 2 с гладкой рабочей поверхностью с преобразованием ее поперечного сечения также в неправильный восьмигранный профиль (фиг.14). В процессе второго прохода второго цикла деформации заготовка 5 виде неправильного восьмигранного профиля 5 из манипулятора В передается манипулятору А, который заканчивает осуществление второго прохода второго цикла деформации (фиг.6).
Перед выполнением третьего прохода второго цикла деформации зажимные губки манипулятора А производят поворот полученной во втором проходе второго цикла деформации заготовки 5 виде неправильного восьмигранного профиля вокруг оси ковки на угол π/4 (фиг.6). В результате т. С (фиг.14) оказывается в положении, показанном на фиг.15.
Манипулятором А повернутая заготовка 5 виде неправильного восьмигранного профиля подается в бойки и осуществляется третий проход второго цикла деформации (фиг.7). За счет возвратно-поступательного перемещения бойков (показано вертикальными стрелками) осуществляется обжатие заготовки 5 виде неправильного восьмигранного профиля на величину Δh2 бойками 1, 2 с гладкой рабочей поверхностью с преобразованием ее поперечного сечения в также в неправильный восьмигранный профиль (фиг.15). В процессе третьего прохода второго цикла деформации заготовка 5 виде неправильного восьмигранного профиля из манипулятора А передается манипулятору В, который заканчивает осуществление третьего прохода первого цикла деформации (фиг.9).
Перед выполнением четвертого прохода второго цикла деформации зажимные губки манипулятора В производят поворот полученной в третьем проходе второго цикла деформации заготовки 5 виде неправильного восьмигранного профиля вокруг оси ковки на угол π/2 (фиг.9). В результате т. С (фиг.15) оказывается в положении, показанном на фиг.16.
Манипулятором В повернутая заготовка 5 виде неправильного восьмигранного профиля подается в бойки и осуществляется четвертый проход второго цикла деформации (фиг.10). За счет возвратно-поступательного перемещения бойков (показано вертикальными стрелками) осуществляется обжатие заготовки 5 на величину Δh2 бойками 1, 2 с гладкой рабочей поверхностью с преобразованием ее поперечного сечения в правильный восьмигранный профиль (фиг.16). В процессе четвертого прохода четвертого цикла деформации заготовка 5 из манипулятора В передается манипулятору А, который заканчивает осуществление четвертого прохода второго цикла деформации (фиг.12).
На этом заканчивается второй цикл деформации.
Далее могут осуществляться следующие аналогичные циклы деформации до получения восьмигранного профиля, отношение диаметра вписанной окружности Dвв которого к длине боковой поверхности вырезного ручья аp не должно превышать 1,93.
В рассматриваемом примере за два цикла деформации получается восьмигранный профиль требуемого поперечного сечения.
После этого производится деформация указанного восьмигранного профиля двумя парами бойков (фиг.17) с подачей заготовки 5 в виде восьмигранного профиля манипулятором В в бойки 1, 2, 3, 4. При этом бойки 1, 2, 3 и 4 устанавливают в положение, при котором в них формируется шестигранный профиль с гранью равной в рассматриваемом примере длине боковой поверхности вырезного ручья ар. Дальнейшее уменьшение поперечного сечения шестигранного профиля и доведение его до требуемых размеров осуществляется одновременно двумя парами бойков известными методами.
Заданное отношение диаметра вписанной окружности Dвв восьмигранного профиля к длине боковой поверхности ручья ар согласно фиг.18 обеспечивает получение шестигранного профиля с требуемым значением его параметров без заусенцев (заковов) при заполнении металлом восьмигранного профиля всех граней шестигранного профиля. Превышение этого отношения приведет к получению на ребрах шестигранного профиля заусенцев (законов). При меньшем значении этого отношения будет незаполнение ребер шестигранного профиля, находящихся в разъеме между бойками. Однако при дальнейшей радиальной ковке одновременно двумя парами бойков известными методами будет сформирован шестигранный профиль с заполнением данных ребер, без заусенцев и заковов.
Указанное соотношение между диаметром вписанной окружности восьмигранного профиля Dвв и длиной боковой поверхности ручья ар может быть получено аналитически путем решения треугольника ОАБ (см. дополнительный рисунок 1) с применением теоремы косинусов для определения связи между диаметрами описанных окружностей восьмигранного Dво и шестигранного Dшо профилей. В этом случае требуется численное решение квадратного уравнения. Далее необходимо по известным соотношениям найти связи между Dво, Dвв, Dшо, Dшв и ар. Здесь Dшв - диаметр вписанной окружности шестигранного профиля. Более просто соотношение между диаметром вписанной окружности восьмигранного профиля Dвв к длине боковой поверхности ручья ар находится с применением универсальной графической системы проектирования AutoCAD.
С использованием дополнительного рисунка 2 можно определить максимальное значение диаметра Dзmax круглой исходной заготовки в зависимости от обжатия при условии получения в первом цикле деформации правильного восьмигранного профиля с заполнением его ребер металлом.
Согласно дополнительному рисунку 2, используя геометрические соотношения прямоугольного треугольника ОСД, последующих преобразований можно получить

Предложенный способ опробован при горячей ковке шестигранного профиля «с размером по ключ» 55 мм из заготовки Dз=105 мм на радиально-ковочной машине SKK-14 австрийской фирмы GFM, установленной на одном из предприятий г. Челябинска.
Получение шестигранного профиля осуществлялось в двух парах двухзаходных бойков. Одна пара имела бойки с гладкой рабочей поверхностью шириной 80 мм, вторая пара бойков имела вырезные ручьи с поверхностями, наклоненными друг к другу под углом 120 град. Ширина рабочей поверхности вырезных бойков на калибрующем участке 62 мм. Длина боковой поверхности ручья ар=35,8 мм. Бойки имели калибрующие участки длиной 16 мм, параллельные оси ковки, и обжимные участки, наклоненные под углом 12 град. к оси ковки длиной 24 мм. Смещение рабочих поверхностей пар бойков вдоль оси ковки составляло S=64 мм. Длина рабочей поверхности бойка L=58 мм. Подача заготовки за один ход бойков составляла 10 мм. Число ходов бойков в минуту - 800.
Ковка осуществлялась в два этапа.
На первом этапе деформация круглой исходной заготовки производилась парой противолежащих бойков с гладкой рабочей поверхностью с получением восьмигранного профиля, из которого на втором этапе известными методами путем пластической деформации получался требуемый по размерам шестигранный профиль. Технология ковки на первом этапе рассчитана следующим образом.
Исходя из длины и угла наклона обжимных участков бойков с гладкой рабочей поверхностью, с учетом силовых условий ковки обжатие в каждом цикле деформации принято равным Δh=9 мм. По формуле (1) определено число циклов деформации
n=(Dз-1,93ap)/Δh=(105-1,93×35,8)/9≈3,99.
Число циклов деформации должно быть целым числом. Поэтому оно принято равным ближайшему большему целому числу n=4 с корректировкой в меньшую сторону коэффициента Dвв/ар≤1,93 до значения, примерно равного 1,927. Это приведет к незначительному незаполнению ребер шестигранного профиля, находящихся в разъеме между бойками, при первом обжатии одновременно двумя парами бойков восьмигранного профиля, полученного в четвертом проходе четвертого цикла деформации.
В первом цикле деформации бойками с гладкой рабочей поверхностью из заготовки о 105 мм получен восьмигранный профиль 96 мм. Во втором цикле деформации бойками с гладкой рабочей поверхностью получен восьмигранный профиль 87 мм. В третьем цикле деформации получен восьмигранный профиль 78 мм. В четвертом цикле деформации получен восьмигранный профиль 69 мм.
Далее на втором этапе обжатие осуществлялось двумя парами бойков. По известной технологии за два-четыре прохода, в зависимости от требований к точности геометрических размеров поперечного сечения, получены шестигранные профили «с размером под ключ» 55 мм. На готовых шестигранных профилях отсутствовали врезы, заковы. Они удовлетворяли по геометрическим размерам требованиям ГОСТ 2879-88.
Таким образом на примере конкретного выполнения показано, что предложенное техническое решение существенно расширяет технологические возможности радиальной ковки при получении качественных шестигранных профилей по размеру поперечного сечения исходных заготовок. Так, диаметр исходной круглой заготовки при применении известных технических решений не может быть больше двукратного значения длины боковой поверхности ручья, т.е. Dз≤2×ар=35,8 мм × 2=71,6 мм. В рассмотренном примере конкретного выполнения диаметр исходной заготовки увеличен почти в 1,5 раза.
При максимально возможном обжатии Δh1=9 мм, применении рассматриваемых в примере конкретного выполнения бойков и при условии получения в первом цикле деформации правильного восьмигранного профиля с заполнением его ребер металлом максимальное значение диаметра исходной заготовки согласно зависимости (2) Dзmax≈18 мм. При получении в первом цикле деформации восьмигранного профиля с незаполнением металлом его ребер диаметр исходной заготовки при применении предлагаемого способа практически неограничен.
Исходя из этого можно заключить, что с применением предложенного способа диапазон применяемых исходных заготовок существенно расширяется.
Таким образом, проведенные исследования подтвердили эффективность предложенного способа, а именно, получение качественных шестигранных профилей при широких технологических возможностях по размеру поперечного сечения исходных заготовок.
Предложенный способ планируется использовать при горячей ковке на радиально-ковочной машине SKK-14 шестигранных профилей «с размерами под ключ» 35, 41, 46, 55, 65 и 75 мм из исходных унифицированных заготовок ⌀80-140 мм различных марок сталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655504C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538132C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2016 |
|
RU2634543C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2676541C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПОЛЫХ ПРОФИЛЕЙ | 2015 |
|
RU2607108C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655527C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655514C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538130C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2015 |
|
RU2614918C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 2015 |
|
RU2636610C2 |
Изобретение относится к обработке металлов давлением. Производят обжатие круглой заготовки двумя взаимноперпендикулярными парами бойков. Одна пара бойков имеет гладкую рабочую поверхность, а рабочая поверхность второй пары выполнена с вырезными ручьями. Боковые поверхности вырезных ручьев наклонены друг к другу под углом 120°. Рабочие поверхности бойков смещены друг относительно друга вдоль оси ковки. Сначала осуществляют обжатие круглой заготовки парой бойков с гладкой рабочей поверхностью за несколько циклов деформации. Каждый цикл включает несколько проходов. В результате получают восьмигранный профиль. Отношение диаметра вписанной окружности этого профиля к длине боковой поверхности вырезного ручья бойка не превышает 1,93. В каждом цикле деформации перед каждым проходом за исключением первого осуществляют поворот заготовки вокруг оси ковки последовательно на углы π/2, π/4 и π/2. Перед каждым циклом деформации уменьшают зазор между рабочими поверхностями бойков с гладкой рабочей поверхностью. Затем производят обжатие одновременно двумя парами бойков с получением шестигранного профиля. В результате обеспечивается расширение технологических возможностей радиальной ковки при получении качественных шестигранных профилей. 20 ил.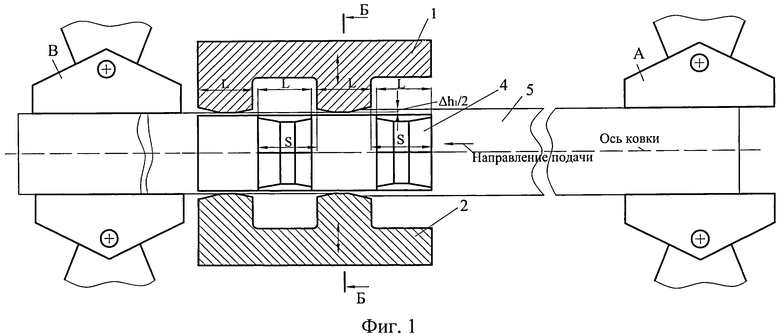
Способ многопроходной радиальной ковки шестигранных профилей, включающий обжатие круглой заготовки двумя взаимноперпендикулярными парами бойков, одна из которых имеет бойки с гладкой рабочей поверхностью, а вторая - бойки с вырезными ручьями с боковыми поверхностями, наклоненными друг к другу под углом 120°, при этом рабочие поверхности взаимноперпендикулярных бойков смещены относительно друг друга вдоль оси ковки на величину, превышающую длину рабочей поверхности бойка, отличающийся тем, что перед обжатием одновременно двумя взаимноперпендикулярными парами бойков с получением шестигранного профиля осуществляют обжатие круглой заготовки парой бойков с гладкой рабочей поверхностью за несколько циклов деформации, каждый из которых включает несколько проходов, до получения восьмигранного профиля, отношение диаметра вписанной окружности которого к длине боковой поверхности вырезного ручья бойка не превышает 1,93, при этом в каждом упомянутом цикле деформации перед каждым проходом за исключением первого осуществляют поворот заготовки вокруг оси ковки последовательно на углы π/2, π/4 и π/2, а перед каждым циклом деформации производят уменьшение зазора между рабочими поверхностями бойков с гладкой рабочей поверхностью.
| ТЮРИН В.А., ЛАЗОРКИН В.А., ПОСПЕЛОВ И.А., Ковка на радиально-обжимных машинах, Москва, Машиностроение, 1990, с.26 | |||
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| Способ ковки слитков в комбинированных бойках | 1979 |
|
SU863115A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Сопло | 1981 |
|
SU1005933A1 |

