Изобретение относится к плазменно-механическому раскрою листового проката и подготовке его для дальнейших операций технологического процесса на оборудовании с числовым программным управлением и может быть использовано при изготовлении больших и сложных конструкций (пролеты мостов, металлоконструкции зданий и опор).
Известны способы термического раскроя и подготовки кромок под сварку с помощью газовой или плазменной резки с последовательной обработкой несколькими горелками или в случае плазменной несколькими плазмотронами [http://www.svartek.ru/articles_view.php?id_articles=332]. Также выпускаются станки для термической резки с ЧПУ, дополнительно оснащенные сверлильными головками [http://met.tprom-sib.ru/SerRez.php]. В первом случае при резке и подготовке кромок несколькими плазмотронами (горелками) возникает большой локальный нагрев (несколько горелок или плазмотронов), который вызывает особенно для крупных (длинных) листовых заготовок коробление, а в случае применения среднеуглеродистых сталей и значительные термические превращения (закалку) кромок, что негативно сказывается на прочности соединения. Станки для термической резки, дополнительно оснащенные сверлильными головками, выполняют сверлильные переходы в сплошном материале, что их ограничивает по производительности (осевые нагрузки от сил резания при сверлении).
Техническим результатом заявляемого изобретения является повышение производительности при значительном сокращении общих затрат при производстве крупных металлоконструкций.
Технический результат достигается тем, что в способе плазменно-механического раскроя листового проката, включающем плазменную резку листового проката и механическую обработку кромок, где механическую обработку кромок под сварку совмещают с плазменной резкой, сверление отверстий осуществляют путем плазменного выдувания с последующим рассверливанием, при этом процесс осуществляют с использованием системы числового программного управления, на одном рабочем месте, за одну установку и в автоматическом цикле.
Заявляемый способ плазменно-механического раскроя совмещает механическую обработку кромок под сварку, сверление технологических отверстий с плазменной раскройкой металла. Данный способ позволяет исключить процесс правки металла, так как основное тепло, образовавшееся после плазменной резки, уносится фрезой в стружку, сам процесс обработки кромок под сварку осуществляется специальной фрезой, а получение отверстий осуществляется путем плазменного выдувания с последующим рассверливанием (тепло, выделенное при выдувании, уносится в стружку рассверливанием). В результате весь процесс происходит с одной установки листового проката, на одном рабочем месте и в автоматическом цикле под управлением системы ЧПУ.
Патентный анализ показал, что заявляемый способ плазменно-механического раскроя листового проката с ЧПУ не имеет прямых аналогов и отличается от традиционных способов совмещением плазменной резки с механической обработкой кромок для последующей сварки, а также совмещением данного процесса со сверлением технологических отверстий. При этом способ осуществляется в автоматическом режиме под управлением системы числового программного управления.
Таким образом, заявляемый способ плазменно-механического раскроя листового проката с ЧПУ соответствует критерию «новизна».
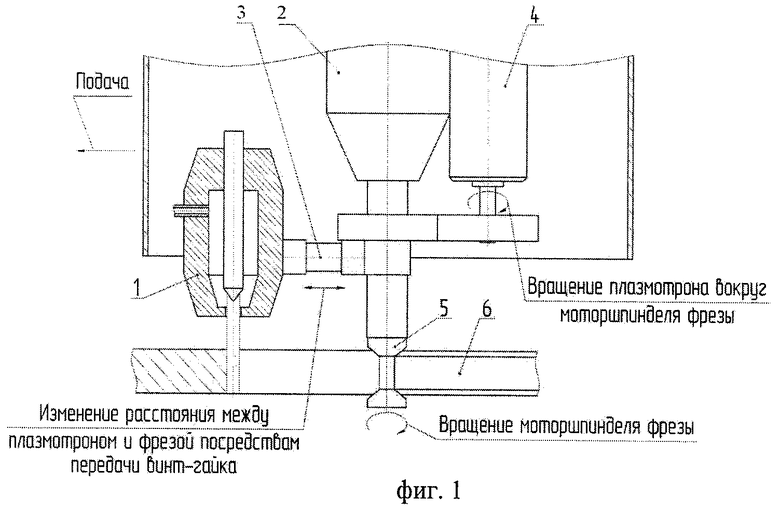
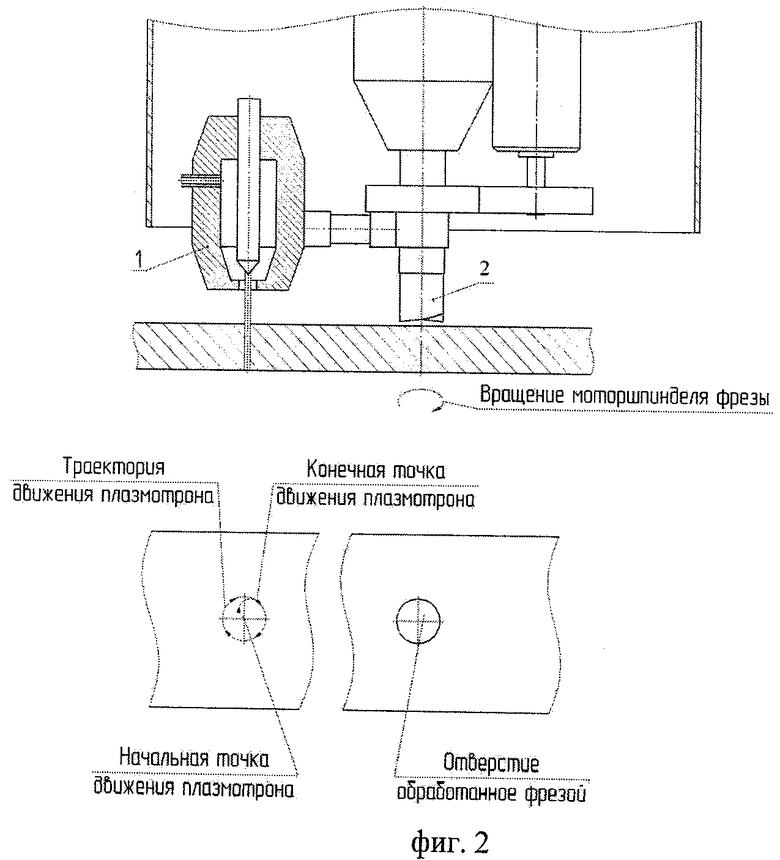
Изобретение поясняется чертежами. На фиг.1 представлен общий вид установки при обработке листового материала. На фиг.2 показана обработка отверстий.
Сущность изобретения заключается в том, что плазменная струя разрезает лист (от 3 до 25 мм), образуя сквозную канавку, за ней идет специальная концевая фреза, которая удаляет нагретые до температуры плавления кромки канавки в стружку, тем самым значительно уменьшая локальный нагрев и, как следствие, искривление листа после резки. Расстояние между плазменной струей и специальной фрезой 100-150 мм. Это позволяет основное количество тепла отправить в стружку.
Способ осуществляют следующим образом.
По траектории - прямолинейной, криволинейной, круговой, зависящей от формы детали, движется плазмотрон 1. Движение плазмотрона происходит в полярной системе координат, по заранее заданной траектории, относительно центра, совмещенного с центром фрезы. При этом плазмотрон и мотор-шпиндель 2 имеют между собой связь - винт-гайка 3, посредством которой происходит регулирование расстояния между этими элементами. Расстояние зависит от физико-химических свойств обрабатываемого материала и от траектории движения концевой фрезы. Изменение угла происходит в полярной системе координатах, то есть вращение плазмотрона вокруг специальной фрезы в установке происходит посредством двигателя 4, за счет зубчатой (зубчато-ременной) передачи между ним и «узлом вращения плазмотрона». Основное движение - движение специальной концевой фрезы 5, вращение которой придает мотор-шпиндель, выполняется по траектории, заданной числовым программным управлением (ЧПУ) (фиг.1). Плазмотрон заканчивает работу раньше, чем фреза. С помощью ЧПУ реализуются два процесса (движение фрезы как основное и движение плазмотрона как вспомогательное). Движение специальной фрезы происходит в прямоугольной системе координат, по сквозной канавке, которая образована плазменной струей. Фреза имеет специальную форму режущей кромки, которая позволяет сразу получить скосы под сварку. В конечном итоге получают изделие с подготовленными кромками для последующей сварки 6.
Так как в работе используют большой по размерам листовой прокат (до 24 м в длину), то смещение их во время обработки после окончания работы плазмотрона не происходит. Это также связано с тем, что определяющим производительность способа является скорость движения (резки) плазмотрона (1,5 м/мин при толщине листа 25 мм), которая поддерживается высокоскоростным фрезерованием (скорость вращения фрезы 500-1000 об/мин, подача 1,5 м/мин, равная скорости резки плазмотроном). При этом металл по краям кромки нагрет до температуры плавления, силы резания незначительны, сдвига детали не происходит.
При обработке отверстий (фиг.2) движение плазмотрона 1 происходит по заданной траектории от начальной точки движения к конечной по контуру получаемого отверстия. Затем следует обработка отверстия концевой фрезой 2. Вся обработка ведется последовательно в прямоугольной системе координат.
При использовании небольших деталей до 800×800 мм (зависит от толщины) при помощи ЧПУ отслеживают движение плазмотрона и гасят дугу до окончания пути, не прорезая контур до конца. Это дает возможность избежать сдвига детали во время фрезерования. Когда плазмотрон дойдет до конца паза, то с помощью ЧПУ резко сбрасывают подачу и заканчивают контур фрезерования паза без предварительной прорезки паза.
Основные преимущества способа плазменно-механического раскроя листового проката с ЧПУ:
1) сокращение длительности (трудоемкости) технологического процесса раскроя листового проката за счет совмещения механической обработки кромок под сварку с раскройкой металла;
2) уменьшение коробления листа после обработки;
3) совмещение резки и подготовки кромок к последующей сварке;
4) сверление технологических отверстий совмещено с данным процессом;
5) сокращение общей трудоемкости до 10 раз и более, так как весь процесс происходит в автоматическом цикле под управлением системы ЧПУ и на одном рабочем месте и за одну установку.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЯ С ПРОДОЛЬНЫМИ ВНУТРЕННИМИ ПАЗАМИ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2015 |
|
RU2655535C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КОМПОЗИТНЫХ МАТЕРИАЛОВ НА ПОВЕРХНОСТИ ДЕТАЛЕЙ ПЛАЗМЕННЫМ НАПЫЛЕНИЕМ | 2020 |
|
RU2762082C1 |
| РЕЗЬБОФРЕЗА | 2019 |
|
RU2714757C1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| Способ плазменно-механической обработки и устройство для его осуществления | 1980 |
|
SU931302A1 |
| СПОСОБ КОМПОНОВКИ АВТОМАТИЗИРОВАННЫХ УСТАНОВОК ДЛЯ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ И УСТАНОВКА ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2220835C2 |
| УСТРОЙСТВО БЕСКОНТАКТНОГО КОНТРОЛЯ УГЛОВ ЗАТОЧКИ И КООРДИНАТ ВЕРШИНЫ ИНСТРУМЕНТА НА СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) | 2009 |
|
RU2399461C1 |
| Способ обработки массивных сепараторов роликовых подшипников | 2015 |
|
RU2655532C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
Способ предназначен для плазменно-механической обработки и может быть использован при раскрое листового проката на оборудовании с числовым программным управлением и при изготовлении больших и сложных конструкций. Техническим результатом является ускорение и сокращение длительности технологического процесса и повышение качества раскроя листового проката. Осуществляют раскрой листового проката с механической обработкой кромок под сварку и с выполнением в нем отверстий посредством плазмотрона и фрезы. Плазмотрон и фреза связаны между собой с возможностью регулирования расстояния между ними и перемещения по заданному числовым программным управлением криволинейному контуру с движением плазмотрона в полярной системе координат относительно центра, совмещенного с центром фрезы. Сверление отверстий осуществляют плазменным выдуванием с последующим рассверливанием фрезой. 2 ил.
Способ плазменно-механической обработки, включающий раскрой листового проката с механической обработкой кромок под сварку и с выполнением в нем отверстий посредством плазмотрона и фрезы, связанных между собой с возможностью регулирования расстояния между ними и перемещения по заданному числовым программным управлением криволинейному контуру с движением плазмотрона в полярной системе координат относительно центра, совмещенного с центром фрезы, и сверление отверстий путем плазменного выдувания с последующим рассверливанием фрезой.
| Способ плазменно-механической обработки | 1987 |
|
SU1458084A1 |
| Способ обработки стальных изделий | 1976 |
|
SU572352A1 |
| Способ плазменной вырезки металлов и установка для его осуществления | 1988 |
|
SU1742000A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ | 1991 |
|
RU2011481C1 |
| СПОСОБ КОМПОНОВКИ АВТОМАТИЗИРОВАННЫХ УСТАНОВОК ДЛЯ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ И УСТАНОВКА ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2220835C2 |
| РОБОТИЗИРОВАННЫЙ СТАНОК СО СТУПЕНЧАТОЙ ПОДАЧЕЙ | 2001 |
|
RU2279970C2 |

