Область техники, к которой относится изобретение
Настоящее изобретение относится к способу сварки прихваточными швами, в котором сварка прихваточными швами выполняется непрерывно на кромках открытой трубы, сформованной в форме трубы перед соединением кромок, в процессе производства сварной стальной трубы большого диаметра, такой как стальная труба UOE или спиральная стальная труба.
Уровень техники
Сварная стальная труба обычно изготавливается посредством формования стального листа или стальной полосы, используемых в качестве материала (далее именуемого как стальной материал в форме листа), в форме трубы для образования открытой трубы, в которой концы в направлении ширины (далее именуемые как кромки) стального материала в форме листа расположены в противоположных положениях, и последующего соединения кромок открытой трубы посредством сварки. Технология производства таких сварных стальных труб, имеющая широкое применение, сочетает в себе соответствующие способы формования и сварки в зависимости от размеров изготавливаемой сварной стальной трубы.
В процессе производства стальной сварной трубы большого диаметра (например, стальной трубы UOE или спиральной стальной трубы) необходимо выполнять сварку прихваточными швами кромок открытой трубы для поддержания формы открытой трубы перед выполнением сварки (например, дуговой сварки под флюсом) кромок.
Процесс производства стальной трубы UOE, которая является стандартным примером сварной стальной трубы большого диаметра, включает в себя этап формования стального материала в форме листа в виде открытой трубы, используя гибочный пресс категории U и гибочный пресс категории O. На этом этапе между противоположными кромками открытой трубы в радиальном направлении трубы возникает просвет (именуемый как зазор) из-за того, что стальной материал в форме листа имеет большую толщину. Следовательно, стальная труба UOE изготавливается посредством выполнения сварки прихваточными швами и в то же время гидравлического удерживания на месте кромок, между которыми образован зазор, и последующего выполнения окончательной сварки кромок посредством дуговой сварки под флюсом. Из-за высоких монтажных и эксплуатационных расходов на оснащение гибочного пресса категории U и гибочного пресса категории O, количество комплектов такого оснащения, устанавливаемого на обычном предприятии для производства стальных труб, является ограниченным. С другой стороны, обычно предусматривается большое количество сварочных линий, поскольку оборудование для дуговой сварки под флюсом не является дорогостоящим.
Что касается сварки прихваточными швами в процессе производства сварных стальных труб большого диаметра, существует потребность в высокоскоростной сварке со скоростью, подобной скорости окончательной сварки, выполняемой посредством дуговой сварки под флюсом. Однако высокоскоростная сварка со скоростью сварки выше 2 м/мин (2000 мм/мин) является проблематичной, поскольку увеличивается вероятность прожога и образования неравномерных сварных валиков.
Например, в JP S52-77849 A описывается технология, согласно которой сварка прихваточными швами открытой трубы, имеющей толщину листа 20 мм, выполняется с помощью проволоки сплошного сечения диаметром 3,2 мм на сварочном токе 900 А со скоростью сварки 5000 мм/мин. Однако в этом случае невозможно обеспечить достаточную толщину шва, используя такие условия сварки, если толщина используемого стального материала в форме листа будет увеличиваться, что повышает вероятность прожога во время окончательной сварки, выполняемой после сварки прихваточными швами.
Как описано в JP S63-154267 A, наплавка и скорость сварки могут увеличиваться посредством выполнения сварки прихваточными швами с помощью многоэлектродной сварки, в результате чего можно получить достаточную толщину шва и исключить образование неровных сварных валиков. Однако при использовании многоэлектродной сварки расплавленный металл не является стабильным, и в случае, когда при разделке кромок имеют место отклонения, например, из-за зазора между кромками открытой трубы, может увеличиваться вероятность образования неровных сварных валиков.
Раскрытие сущности изобретения
Задача настоящего изобретения состоит в том, чтобы устранить проблемы, связанные с обычными технологиями, описанными выше, с помощью способа сварки прихваточными швами, который при сварке прихваточными швами сварной стальной трубы большого диаметра позволяет увеличить скорость сварки, исключая при этом неровные сварные валики, прожог и непровар.
Авторы изобретения провели тщательное исследование технологий для решения вышеописанной проблемы и установили, что сварка прихваточными швами в устойчивом режиме может выполняться посредством задания соответствующих условий сварки прихваточными швами и использования в качестве режима мелкокапельного переноса капель при коротких замыканиях, при котором капли, образованные на конце проволоки, приходят в контакт (т.е. замыкаются накоротко) со сварочной ванной основного материала. Настоящее описание основано на этом открытии.
Ниже приводятся основные отличительные признаки настоящего изобретения.
1. Способ сварки прихваточными швами для сварки прихваточными швами кромок открытой трубы, подготовленной в процессе производства сварной стальной трубы большого диаметра, при этом способ сварки прихваточными швами включает:
выполнение дуговой сварки металлическим плавящимся электродом в среде защитного газа кромок открытой трубы, используя сварочную проволоку сплошного сечения диаметром 4,8 мм и более при сварочном токе 1000 А и более на расстоянии 25 мм и более между нижним участком разделки кромок открытой трубы и нижним концом контактного наконечника, к которому крепится сварочная проволока.
В описываемом способе сварки прихваточными швами разделка кромок открытой трубы (далее именуемых просто как кромки) предпочтительно является X-образной (с двумя симметричными V-образными скосами) разделкой, имеющей угол разделки кромок от 40° до 100°.
Что касается сварочной проволоки, угол между сварочной проволокой и плоскостью, перпендикулярной направлению, в котором выполняется сварка (далее именуемый как угол между электродом и изделием), предпочтительно является углом наклона назад, равным 0° и более. Следует отметить, что выражение «угол наклона назад» используется для указания угла между сварочной проволокой и плоскостью, перпендикулярной направлению, в котором ведется сварка, в случае, когда сварочная проволока наклонена так, что конец сварочной проволоки расположен дальше, чем контактный наконечник в противоположном направлении к направлению, в котором продолжается сварка.
Сварка прихваточными швами предпочтительно выполняется посредством дуговой сварки металлическим плавящимся электродом в среде защитного газа и, в частности, предпочтительно с использованием защитного газа, имеющего содержание CO2 от 50% до 100%, и предпочтительно выполняется со скоростью сварки 3000 мм/мин и более.
Сварная стальная труба большого диаметра, к которой относится настоящее описание, предпочтительно является стальной трубой UOE или спиральной трубой и предпочтительно имеет толщину листа 30 мм и более.
По настоящему изобретению скорость сварки может увеличиваться, и могут быть исключены неровные сварные валики, прожог, непровар и т.д. в случае непрерывного выполнения сварки прихваточными швами в процессе производства сварных стальных труб большого диаметра. Таким образом, настоящее изобретение обеспечивает значительный промышленный эффект.
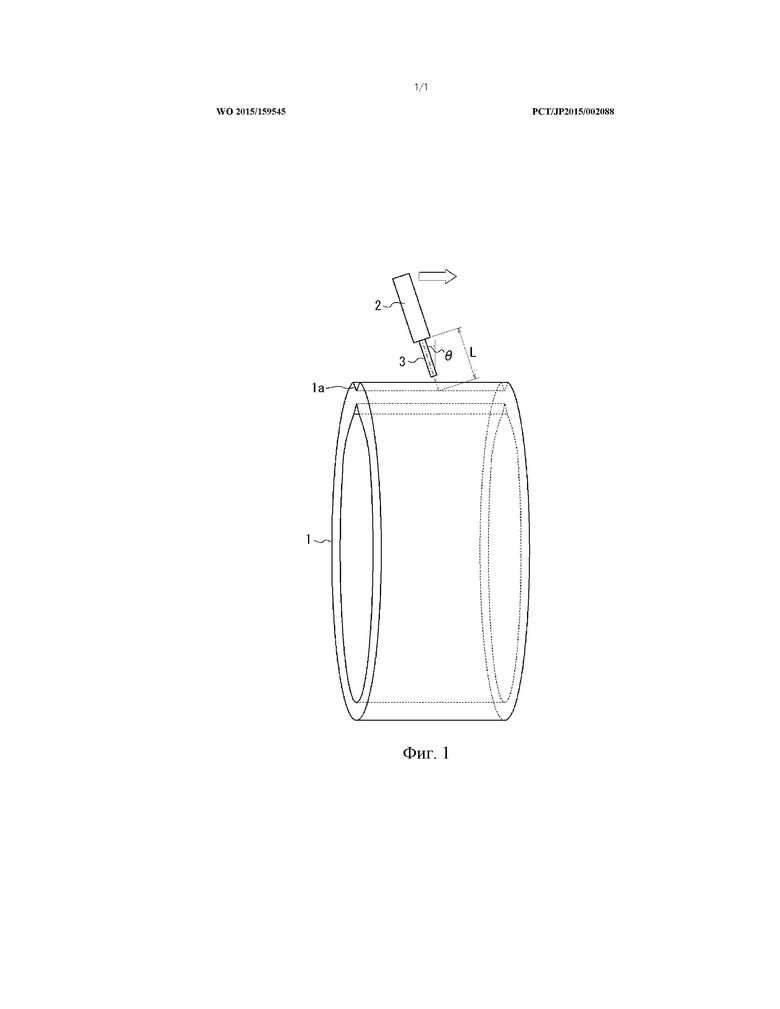
На фиг. 1 показаны основные параметры расположения контактного наконечника во время сварки прихваточными швами.
Осуществление изобретения
В настоящем изобретении заданы соответствующие условия, так чтобы режим мелкокапельного переноса при сварке прихваточными швами был режимом переноса при коротких замыканиях. В результате кинетическая энергия капель остается незначительной, и капли плавно переносятся в сварочную ванну без воздействия на кромки открытой трубы. Следовательно, можно стабилизировать обратное течение расплавленного металла и исключить образование неровных сварных валиков, прожог и непровар. Ниже приводится описание заданных условий сварки прихваточными швами.
Во-первых, в качестве сварочной проволоки используется проволока сплошного сечения, которая не содержит внутренний флюс. Причина использования проволоки сплошного сечения состоит в том, что количество кислорода в каплях, присутствующих на конце сварочной проволоки, может быть ограничено до низкого уровня, и может быть исключено сжатие капель. В отличие от этого, в случае использования проволоки с флюсовым сердечником (далее именуемой как FCW-проволока), которая содержит внутренний флюс, содержание кислорода в каплях является высоким, что уменьшает поверхностное натяжение капель и увеличивает склонность капель к отделению от проволоки. В результате кинетическая энергия капель во время мелкокапельного переноса увеличивается, перенос капель осуществляется при высокой скорости, создаются благоприятные условия для текучести расплавленного металла, и повышается вероятность образования неровных сварных валиков. Кроме того, сварочный ток имеет тенденцию концентрироваться в оболочке FCW-проволоки, что вызывает увеличение плотности тока и тем самым увеличение электромагнитной силы. Эта электромагнитная сила (далее именуемая как электромагнитная сила сжатия) способствует отделению капель, присутствующих на конце сварочной проволоки, что ведет к возникновению проблемы образования неровного сварного валика из-за содействия обратному течению расплавленного металла относительно электрода.
Следовательно, в настоящей заявке предусматривается использование проволоки сплошного сечения. Следует отметить, что сварка прихваточными швами может легко выполняться с использованием одиночной проволоки сплошного сечения (далее именуемой как одиночный электрод) посредством задания соответствующих условий, как описано ниже.
Проволока сплошного сечения имеет диаметр 4,8 мм или более. Диаметр 5,5 мм или более является предпочтительным. Плотность тока уменьшается в результате использования сварочной проволоки, имеющей большой диаметр. В результате может быть уменьшена электромагнитная сила сжатия, может быть ограничено обратное течение расплавленного металла и может быть внедрен перенос капель при коротких замыканиях. Другим преимуществом использования проволоки большого диаметра является то, что ширина сварного валика в разделке кромок увеличивается благодаря образованию более широкой сварочной дуги, что обеспечивает наплавку расплавленного металла в разделке кромок вплоть до верхнего положения. В результате исключается образование неровных сварных валиков, поскольку расплавленный металл может удерживаться на месте между стенками разделки благодаря более сильному поверхностному натяжению, оказывающему влияние на удерживание расплавленного металла между стенками разделки. Кроме того, может быть более легко образован плоский сварной валик, поскольку ограничивается образование выпуклой поверхности. Это оказывает влияние на препятствование появлению дефектов сварки при окончательной сварке, выполняемой после сварки прихваточными швами. Кроме того, могут быть исключены неровные сварные валики и прожог благодаря ограничению обратной утечки (далее именуемой как расплавленный поток) расплавленного металла относительно направления, в котором ведется сварка.
С другой стороны, если диаметр проволоки меньше 4,8 мм, плотность тока увеличивается, и действие электромагнитной силы сжатия становится более сильным. Соответственно, капли имеют более высокую кинетическую энергию во время переноса в основной материал с конца проволоки и переносятся с высокой скоростью, что ведет к увеличению обратного расплавленного потока относительно электрода. Кроме того, непровар и образование неровных сварных валиков являются более вероятными из-за охлаждения капель, когда капли движутся назад относительно направления, в котором выполняется сварка.
Следовательно, сварочная проволока, используемая в настоящем описании, имеет диаметр 4,8 мм или более. Как указано выше, выполнение сварки прихваточными швами с более широкой сварочной дугой может исключить образование неровных сварных валиков, прожог и непровар и способствует поддержанию устойчивого режима на последующем этапе соединения кромок открытой трубы во время окончательной сварки (т.е. дуговой сварки под флюсом).
Однако если диаметр проволоки больше 8,0 мм, усложняется движение проволоки для подачи сварочной проволоки к контактному наконечнику. Соответственно, диаметр проволоки должен составлять предпочтительно 8,0 мм и меньше и более предпочтительно от 5,5 мм до 6,4 мм.
Недостаток выполнения сварки прихваточными швами с использованием сварочной проволоки, имеющей вышеописанные размеры, состоит в том, что джоулева теплота выделяется с трудом из-за небольшого электрического сопротивления. Соответственно, характеристики плавления сварочной проволоки не стабилизируются в условиях, в которых от контактного наконечника продолжается лишь небольшой участок сварочной проволоки, что ведет к неустойчивому поведению капель, присутствующих на конце сварочной проволоки, и расплавленного металла. Для устранения этой проблемы необходимо стабилизировать капли на конце сварочной проволоки.
Следовательно, важно, чтобы сварка прихваточными швами выполнялась, как показано на фиг. 1, на расстоянии L, равном 25 мм или более, между нижним участком X-образной разделки кромок 1a открытой трубы 1 и нижним концом контактного наконечника 2. Другими словами, участок (L) проволоки 3 от контактного наконечника 2 является длинным, что способствует нагреву проволоки и стабилизирует расплавление проволоки посредством дугового нагрева. Расстояние L менее 25 мм вызывает большие флуктуации напряжения и образование неравномерного сварного валика.
Вместе с тем расстояние L больше 45 мм усложняет наплавку расплавленного металла между стенками разделки кромок, поскольку относительные положения разделки кромок и конца сварочной проволоки могут смещаться. Соответственно, сварочная проволока раскаляется докрасна, и усложняется плавный перенос капель при коротких замыканиях. Соответственно, расстояние между нижним участком разделки кромок и нижним концом контактного наконечника предпочтительно составляет от 25 мм до 35 мм.
Величина сварочного тока составляет 1000 A или более. Сварочный ток 1200 A или более является предпочтительным. Если сварочный ток меньше 1000 A, невозможно обеспечить достаточную величину наплавки при высокоскоростной сварке, и толщина сварочного шва является недостаточной, что может привести к возникновению прожога.
Вместе с тем, если сварочный ток больше 2200 A, давление дуги становится слишком большим, что ведет к возникновению излишних сварочных брызг и образованию неравномерных сварных валиков и затрудняет получение сильного тока для размыкания короткого замыкания. Соответственно, величина сварочного ток предпочтительно должна составлять 2200 A или менее. Сварочный ток от 1200 А до 2000 A является более предпочтительным.
Разделка кромок предпочтительно является разделкой X-образной формы и предпочтительно имеет угол разделки кромок от 40° до 100° для удерживания расплавленного металла между стенками разделки кромок посредством поверхностного натяжения расплавленного металла. Угол разделки кромок более предпочтительно составляет от 40° до 70°. В настоящем тексте установленный выше диапазон относится к углу разделки кромок на стороне, на которой выполняется сварка прихваточными швами.
Капельный перенос с короткими замыканиями предпочтительно выполняется при напряжении дуги 28 В и менее, хотя напряжение дуги зависит от выбранного значения тока. Угол между электродом и изделием предпочтительно является углом наклона назад, который составляет 0° или более. Угол наклона назад 5° или больше является более предпочтительным. В результате использования угла между электродом и изделием, заданного в вышеуказанном диапазоне, образуется весьма короткая дуга в переднем направлении относительно направления, в котором ведется сварка, и ограничивается обратное течение расплавленного потока. В результате может быть исключено образование неровных сварных валиков и прожог и может быть исключен непровар, вызванный прожогом.
Следует отметить, что, как показано на фиг. 1, угол наклона назад электрода представляет собой угол θ, который образован между сварочной проволокой 3 и плоскостью, перпендикулярной направлению, в котором ведется сварка, в случае, когда сварочная проволока наклонена так, что конец сварочной проволоки 3 расположен дальше, чем контактный наконечник 2 в противоположном направлении к направлению, в котором продолжается сварка.
Вместе с тем, если угол между электродом и изделием является углом наклона назад больше 35°, возникновение сварочных брызг может увеличиваться из-за дисбаланса электромагнитной силы. Соответственно, угол между электродом и изделием более предпочтительно является углом наклона назад в диапазоне от 0° до 35°. Угол наклона назад в диапазоне от 5° до 35° является даже более предпочтительным.
Обычно задание угла между электродом и изделием в качестве угла наклона назад считается проблематичным в том отношении, что более легко образуются неровные сварные валики, поскольку невозможно ограничить течение расплавленного потока в направлении, в котором выполняется сварка. В отличие от этого описываемая сварка прихваточными швами выполняется при надлежащем задании соответствующих условий, так что вышеописанные положительные эффекты задания угла между электродом и изделием в виде угла наклона назад могут эффективно использоваться, исключая при этом образование неровных сварных валиков, прожога и непровара.
Сварка прихваточными швами выполняется посредством дуговой сварки металлическим плавящимся электродом в среде защитного газа. Несмотря на то, что для окончательной сварки открытой трубы, как описано выше, широко используется дуговая сварка под флюсом, использование дуговой сварки металлическим плавящимся электродом в среде защитного газа, выполняемой перед окончательной сваркой, позволяет исключить этап удаления шлака.
Защитный газ, используемый при дуговой сварке металлическим плавящимся электродом в среде защитного газа, предпочтительно на 100% является газом CO2. В случае использования смешанного защитного газа, который содержит CO2 и другой газ (например, Ar), защитный газ предпочтительно содержит 50% CO2 или более. Если содержание CO2 меньше 50%, градиент электрического потенциала уменьшается, капли уменьшаются в размере, и теряется стабильность переноса капель при коротких замыканиях, что повышает вероятность образования неровных сварных валиков. Содержание CO2 75% и больше является более предпочтительным. Соответственно, концентрация CO2 в защитном газе предпочтительно составляет от 50% до 100% и более предпочтительно от 75% до 100%. Следует отметить, что концентрация CO2 относится к объемному отношению.
Скорость сварки предпочтительно составляет 3000 мм/мин или более. Сварка прихваточными швами со скоростью сварки меньше 3000 мм/мин относится к ограниченному объему производства.
Вместе с тем, несмотря на то, что скорость сварки предпочтительно является максимально высокой, высокая скорость повышает вероятность образования неровных сварных валиков и создает соответствующие технические проблемы. Соответственно, скорость сварки предпочтительно составляет от 3000 мм/мин до 8000 мм/мин.
Толщина листа сварной стальной трубы большого диаметра (т.е. толщина стального материала в форме листа), который сваривается посредством сварки прихваточными швами, предпочтительно составляет 30 мм и более. Описанная сварка прихваточными швами сварной стальной трубы большого диаметра. имеющей толщину листа в вышеуказанном диапазоне, позволяет выполнять высокоскоростную сварку, обеспечивая при этом достаточную толщину шва и исключая прожог.
В результате сварки прихваточными швами сварной стальной трубы большого диаметра, выполняемой при соответствующих условиях, как описано выше, может быть получена пригодная форма сварного валика, что позволяет легко выполнять последующую окончательную сварку.
Настоящее изобретение предпочтительно относится к стальной трубе UOE или спиральной стальной трубе, для изготовления которой окончательная сварка открытой трубы выполняется посредством дуговой сварки под флюсом.
Кроме того, сварка прихваточными швами по настоящему изобретению предпочтительно выполняется на постоянном токе обратной полярности. Причина этого состоит в том, что дуга может стабилизироваться, что ведет к уменьшению образования неровного сварного валика и сварочных брызг.
Примеры
Открытые трубы были сформованы на оборудовании для изготовления стальных труб UOE из листового стального материала (API-5L X65) четырех разных толщин. Сварка прихваточными швами кромок каждой открытой трубы выполняется посредством сварки металлическим плавящимся электродом в среде защитного газа. Толщины листов показаны в таблице 1.
Таблица 1
(мм)
(мм)
(A)
Образцы
40% Ar
25% Ar
50% Ar
40% Ar
25% Ar
50% Ar
Сравнительные образцы
*Отрицательное значение (-) указывает угол наклона назад
Сварка прихваточными швами выполнялась с помощью одиночной сварочной проволоки (т.е. одиночного электрода; сварочная проволока сплошного сечения, эквивалентная JIS Z3351 YS-S6), диаметр которой указан в табл. 1. Сварка выполнялась на постоянном токе обратной полярности при выбранной фиксированной характеристике напряжения.
Как показано в табл. 1, в качестве защитного газа для дуговой сварки металлическим плавящимся электродом в среде защитного газа использовался газ 100% CO2 или смесь газа из CO2 и Ar. Расход газа составлял 50 л/мин.
Форма разделки кромок каждой открытой трубы была X-образной. В случае открытой трубы, имеющей толщину листа 12,7 мм, внутренняя сторона поверхности имела угол разделки кромок 80° и глубину разделки 4,0 мм, а наружная сторона поверхности открытой трубы имела угол разделки кромок 100° и глубину разделки 5,0 мм. В случае открытой трубы, имеющей толщину листа 25,4 мм, внутренняя сторона поверхности имела угол разделки кромок 70° и глубину разделки 8,0 мм, и наружная сторона поверхности открытой трубы имела угол разделки кромок 60° и глубину разделки 9,0 мм. В случае открытой трубы, имеющей толщину листа 31,8 мм, внутренняя сторона поверхности имела угол разделки кромок 60° и глубину разделки 9,0 мм, и наружная сторона поверхности открытой трубы имела угол разделки кромок 60° и глубину разделки 12,0 мм. В случае открытой трубы, имеющей толщину листа 38,1 мм, внутренняя сторона поверхности имела угол разделки кромок 55° и глубину разделки 12,0 мм, и наружная сторона поверхности открытой трубы имела угол разделки кромок 50° и глубину разделки 14,0 мм.
Во время сварки прихваточными швами сварочный ток, сварочное напряжение, скорость сварки, угол наклона электрода к изделию и расстояние между нижним участком разделки кромок и нижним концом контактного наконечника соответствовали данным из табл. 1.
По завершении сварки прихваточными швами был проверен внешний вид сварного валика, образованного посредством сварки прихваточными швами без выполнения окончательной сварки. Оценка «Нет» (удовлетворительно) соответствовала отсутствию неровности, и оценка «Да» (неудовлетворительно) соответствовала наличию неровности.
В табл. 1 ясно показано, что сварные валики надлежащего качества были получены в образцах по настоящему изобретению.
В отличие от этого в сравнительных образцах, обозначенных как 14, 15, 16 17, в которых расстояние между нижним участком разделки кромок открытой трубы и нижним концом контактного наконечника составляло меньше 25 мм, присутствовали нервности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2071400C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений | 2018 |
|
RU2697756C1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ СВАРКИ, ИСПОЛЬЗУЮЩИЙ КОМБИНАЦИЮ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ МЕТАЛЛИЧЕСКИМ ЭЛЕКТРОДОМ И ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ, И МАШИНА КОМБИНИРОВАННОГО ДЕЙСТВИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2506148C2 |
| СПОСОБ СВАРКИ СТЫКОВ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ ИЗ СТАЛЕЙ ПОВЫШЕННОЙ ПРОЧНОСТИ | 2009 |
|
RU2412032C1 |
| СПОСОБ СБОРКИ СВАРНЫХ КРУПНОГАБАРИТНЫХ ТОЛСТОЛИСТОВЫХ ОРТОТРОПНЫХ ПЛИТ ИЗ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД АВТОМАТИЧЕСКУЮ СВАРКУ | 2003 |
|
RU2254974C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
Изобретение относится к способу сварки прихваточными швами сварной стальной трубы большого диаметра открытого профиля. Сварку прихваточными швами выполняют непрерывно на кромках (1a) открытой трубы (1) в процессе производства сварной стальной трубы большого диаметра. Сварку прихваточными швами выполняют посредством дуговой сварки металлическим плавящимся электродом в среде защитного газа при сварочном токе 1000 А с использованием сварочной проволоки (3) сплошного сечения диаметром 4,8 мм и более, которую крепят к контактному наконечнику (2). В процессе сварки поддерживают расстояние 25 мм и более между наружной поверхностью кромок (1a) и нижним концом контактного сердечника (2). Способ позволяет увеличить скорость сварки, исключая при этом неровные сварные валики, прожог и непровар. 16 з.п. ф-лы, 1 ил., 1 табл.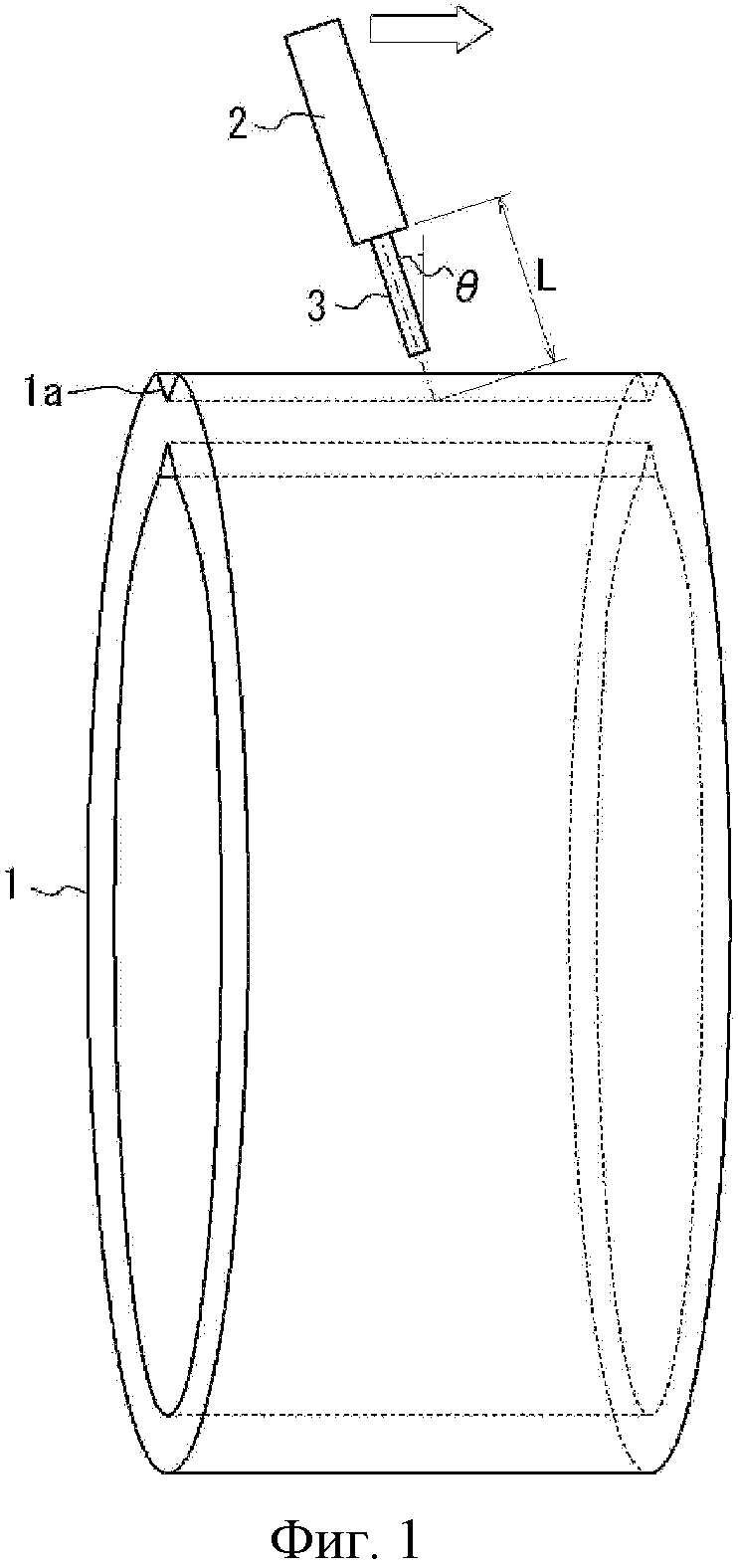
1. Способ сварки прихваточным швом кромок стальной трубы большого диаметра открытого профиля, включающий выполнение дуговой сварки металлическим плавящимся электродом в среде защитного газа кромок трубы, при этом используют металлический плавящийся электрод в виде сварочной проволоки сплошного сечения диаметром 4,8 мм и более, а сварку осуществляют при сварочном токе 1000 А и более, причем контактный наконечник со сварочной проволокой располагают на расстоянии 25 мм и более между нижним участком разделки кромок трубы и нижним концом контактного наконечника, к которому крепится сварочная проволока.
2. Способ по п. 1, в котором разделка кромок открытой трубы является Х-образной разделкой, имеющей угол разделки кромок от 40° до 100°.
3. Способ по п. 1, в котором сварочную проволоку располагают с углом наклона назад к плоскости, перпендикулярной направлению, в котором выполняют сварку вдоль кромок трубы.
4. Способ по п. 2, в котором сварочную проволоку располагают с углом наклона назад к плоскости, перпендикулярной направлению, в котором выполняют сварку вдоль кромок трубы.
5. Способ по п. 1, в котором для дуговой сварки металлическим плавящимся электродом в среде защитного газа используют защитный газ, имеющий содержание СО2 от 50 до 100%.
6. Способ по п. 2, в котором для дуговой сварки металлическим плавящимся электродом в среде защитного газа используют защитный газ, имеющий содержание СО2 от 50 до 100%.
7. Способ по п. 3, в котором для дуговой сварки металлическим плавящимся электродом в среде защитного газа используют защитный газ, имеющий содержание СО2 от 50 до 100%.
8. Способ по п. 4, в котором для дуговой сварки металлическим плавящимся электродом в среде защитного газа используют защитный газ, имеющий содержание СО2 от 50 до 100%.
9. Способ по п. 1, в котором стальная труба большого диаметра изготовлена из листа толщиной 30 мм и более, при этом дуговую сварку металлическим плавящимся электродом в среде защитного газа выполняют со скоростью сварки 3000 мм/мин и более.
10. Способ по п. 2, в котором стальная труба большого диаметра изготовлена из листа толщиной 30 мм и более, при этом дуговую сварку металлическим плавящимся электродом в среде защитного газа выполняют со скоростью сварки 3000 мм/мин и более.
11. Способ по п. 3, в котором стальная труба большого диаметра изготовлена из листа толщиной 30 мм и более, при этом дуговую сварку металлическим плавящимся электродом в среде защитного газа выполняют со скоростью сварки 3000 мм/мин и более.
12. Способ по п. 4, в котором стальная труба большого диаметра изготовлена из листа толщиной 30 мм и более, при этом дуговую сварку металлическим плавящимся электродом в среде защитного газа выполняют со скоростью сварки 3000 мм/мин и более.
13. Способ по п. 5, в котором стальная труба большого диаметра изготовлена из листа толщиной 30 мм и более, при этом дуговую сварку металлическим плавящимся электродом в среде защитного газа выполняют со скоростью сварки 3000 мм/мин и более.
14. Способ по п. 6, в котором стальная труба большого диаметра изготовлена из листа толщиной 30 мм и более, при этом дуговую сварку металлическим плавящимся электродом в среде защитного газа выполняют со скоростью сварки 3000 мм/мин и более.
15. Способ по п. 7, в котором стальная труба большого диаметра изготовлена из листа толщиной 30 мм и более, при этом дуговую сварку металлическим плавящимся электродом в среде защитного газа выполняют со скоростью сварки 3000 мм/мин и более.
16. Способ по п. 8, в котором стальная труба большого диаметра изготовлена из листа толщиной 30 мм и более, при этом дуговую сварку металлическим плавящимся электродом в среде защитного газа выполняют со скоростью сварки 3000 мм/мин и более.
17. Способ по любому из пп. 1-16, в котором стальная труба большого диаметра является стальной трубой UOE или спиральной стальной трубой.
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158662C2 |
| Способ электродуговой сварки | 1988 |
|
SU1660887A1 |
| СПОСОБ МНОГОСЛОЙНОЙ СВАРКИ ТРУБ | 2013 |
|
RU2511191C1 |
| Стан для сборки заготовок сварных труб большого диаметра | 1959 |
|
SU129172A1 |
| JP2007283363A, 01.11.2007 | |||
| JP2013081985A, 09.05.2013 | |||
| JP2013240806A, 05.12.2013. | |||

