Известные сборочные станы позволяют устанавливать прихватки по длине свариваемого стыка с интервалом не менее 750 мм, что не обеспечивает качества шва, автоматизапии процесса прихватки кромок труб перед их сваркой и необходимой пронзводительноети.
Сборочный стан предлагаемой конструкции позволяет автоматизировать процесс прихватки кромок свариваемых труб.
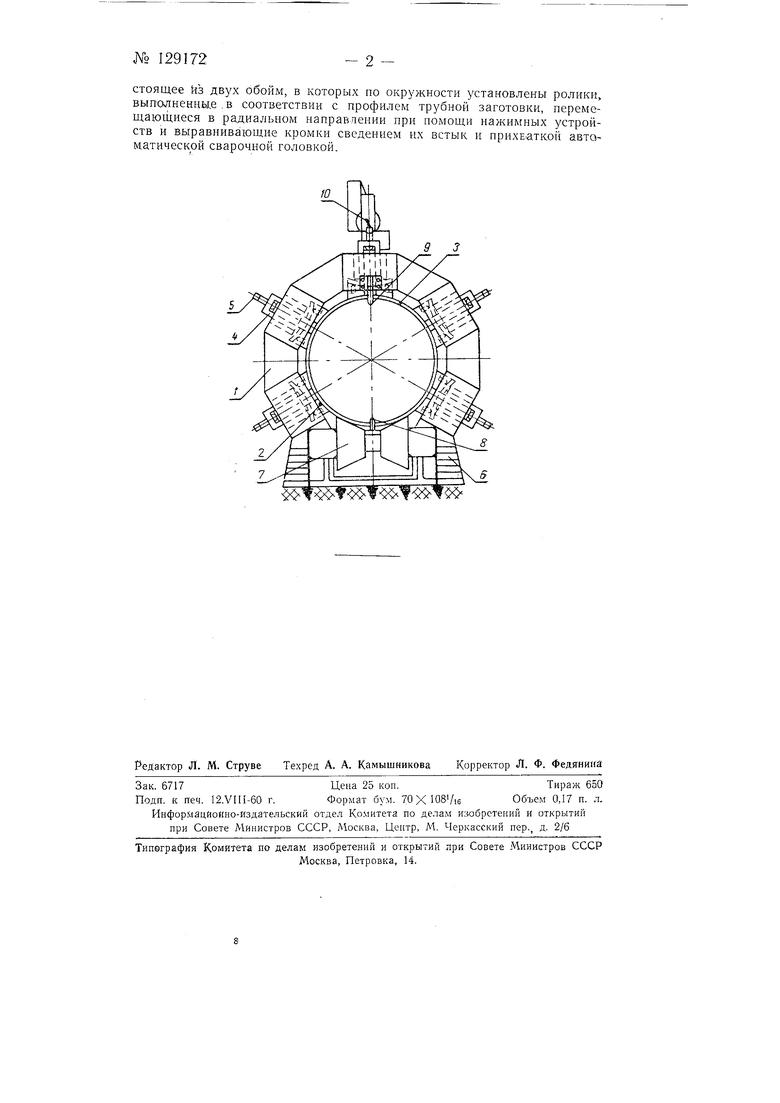
На чертеже показан стан для сборки заготовок сварных труб большого диаметра (529-1020 мм).
Применяемое в стане устройство состоит из двух обойм 1, в которых но окружности установлены ролики 2, выполиеиные в соотнетствин с профилем трубной заготовки 3. Роликн при помощи нажимных устройств 4 и винтов 5 имеют возможность перемещаться в радиальном направлении. Обоймы установлены на съемных прокладках 6, при помощи которых ось стана совмещается с осью заготовок различных размеров, лежащих на рольганге 7. Заготовка движется со скоростью сварки по рольгангу при помощи щлеппера 8. Для точного направления кромок, перед входом заготовки в стаи, между кромками помещается направляющий нож 9. Ролики первой (по ходу заготовки) обоймы устаиовлеиы таким образом, чтобы между кромками оставался зазор шириной около 10 мм. Затем промежуточиый ролик выравнивает кромки. Во второй обойме кромки заготовки сводятся встьнс без зазора и сразу по выходе из нее прихватываются автоматической сварочио головкой 10.
Предмет изобретения
Стан для сборки заготовок сварных труб больщого , отличающийся тем, что, с целью механизации и автоматизац1 и процесса прихватки кромок труб перед сваркой, применено устройство, состоящее из двух обойм, в которых по окружности установлены ролики выполненные . в соответствии с профилем трубной заготовки, перемещающиеся в радиальном направлении при помощи нажимных устройств и выравнивающие кромки сведением их встык и прихнаткон автоматической сварочной головкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для производства сварных двухшовных труб | 1967 |
|
SU254452A1 |
| Способ производства сварных двухслойных труб | 1978 |
|
SU713642A1 |
| АГРЕГАТ ДЛЯ CBAS>&KM ПРОДОЛЬНЫХ ШВОВ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1968 |
|
SU206779A1 |
| Способ изготовления прямошовных сварных труб конечной длины | 1991 |
|
SU1816525A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2017 |
|
RU2667272C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ДВУХШОВНЫХ ТРУБ | 2005 |
|
RU2296024C2 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА СВАРНБ1Х ДВУХШОВНЫХ ТРУБ | 1964 |
|
SU166295A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |