Изобретение относится .к области мощных радиопередающих устройств и может быть использовано лрн изгото-влении лолых спиралей для катущки переменной индуктивности как с ВОДЯНЫМ, так и воздушным охлаждевием.
Известен способ изготовления полых спиралей, в Котором используются волноводные трубы прямоугольного сечекия.
Такой способ очень сложен, трудоемок, содержит много операций, требует громоздкого оборудования для равномерного отжига заготовок больщих табаритов {3-4 ..и); для гкбки заготовок требуется специальный станок и специальная оснастка.
С целью упрощения способа изготовления спирали, а также возможности варьирования габаритов, шрофиля и шага то .предлагаемому способу из полос листового металла навивают спирали на ребро, служащие в качестве верхней и нижней стенок полой спирали, кромки которых снабжены выемками, в которые укладывают боковые стен«и, иавитые в спираль на плоскость, и соединяют их между собой, например сваркой; верхнюю и нижнюю стенки полой спирали изготавливают в виде .колец, разрезают по радиусу и сваривают последовательно друг с другом в виде спирали,навитой на ребро.
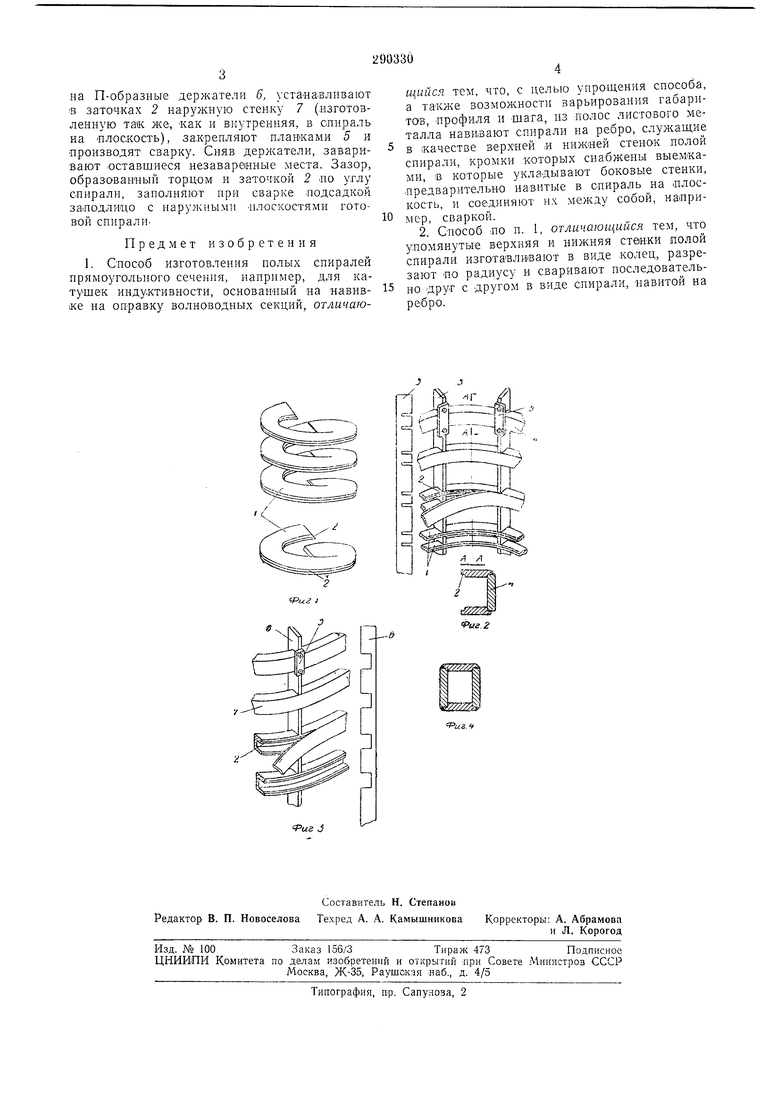
предлагаемым способом боковых стенок полой спирали из плоских колец; на фиг. 2 - крепление в держателях-гребенках трех стеиок полой сппрали; на фиг. 3 - крепление наружной стенки полой спирали в П-образных дернсателях; на фиг. 4 - готовая спираль в сечении.
Боковые стенки полой спирали изготавливают из плоских колец листового металла. Наружный диаметр кольца обусловливают габаритами .катушки с учетом размера «а усадку .диаметра кольца при растягивании в спираль по заданно.му шагу. На наружном и Внутреннем диаметрах кольца делают заточки 2. Кольца разрезают по радиусу и сваривают .последовательно друг с другом в виде спирали, навитой на ребре, до получения заданного количества витков катушки.
Для сварки спирали обе боковые стенки 1 устанавливают в пазы вспомогательных держателей-гребенок 3, задающих одновременно шаг спирали. Затем в заточки 2 боковых стенок / укладывают внутреннюю стенку 4, изготовленную заранее из листового металла, в спираль на плоскость (с примерным шагом и .диаметром, обусловленным габаритами катущки). Внутреннюю стенку 4 закрепляют планкой 5 и производят сварку ио углу профиля сиирали, не затрагивая мест расположения 1планок. Заменив держатели-гребенки
на П-образные держатели 6, уста«а:вливают 3 заточках 2 наружную стенку 7 (изготовленную так , как и внутренняя, в спираль на плоскость), закрепляют планками 5 и производят сварку. Сняв держатели, заваривают оставшиеся незаваранные места. Зазор, образованный торцом н заточкой 2 по углу спирали, заполняют при сварке подсадкой за|Подли|Цо с .ми Плоскостями готовой спиралиПред.мет изобретения
1. Способ изготовления полых спиралей прямоугольного сечения, например, для катушек индуктивности, основан ный на навивке на оправку волноводных секций, отличающийся тем, что, с целью упрощения способа, а также возмож:ности варьирования габаритов, Профиля н шага, из полос листового металла нави|Вают спирали на ребро, служаш,ие
в качестве верхней и нилшей стенок полой снирали, кромки которых снабжены выемками, с которые уклНДывают боковые стенки, Предварительно навитые в спираль на (Плоскость, и соединяют их между собой, например, сваркой.
2. Способ по п. 1, отличающийся тем, что упомянутые верхняя и нижняя стенки полой спирали изготавливают в виде колец, разрезают ПО радиусу и сваривают последовательно друг с Другом в виде спирали, навитой на ребро.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕЛИКОИДАЛЬНОГО ШНЕКА | 2004 |
|
RU2287391C2 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2021 |
|
RU2790582C1 |
| КАРКАСНО-ПРОВОЛОЧНЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 2013 |
|
RU2521586C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU1031671A2 |
| Напорный турбинный трубопровод и способ его изготовления | 1983 |
|
SU1161637A1 |
| ВОЛНОВОДНЫЙ ПОЛЯРИЗАТОР | 2004 |
|
RU2275717C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЧУЖНОГО ПОЛОТНА | 1992 |
|
RU2006324C1 |
| Способ изготовления плоских кольцевых дисков | 1982 |
|
SU1166879A1 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛИ ШНЕКА | 2010 |
|
RU2450878C2 |
