Изобретение относится к производству резиновых технических изделий и предназначено для обслуживания установленных в ряд многоэтажных вулканизационных прессов.
Цель изобретения - повышение производительности комплекса.
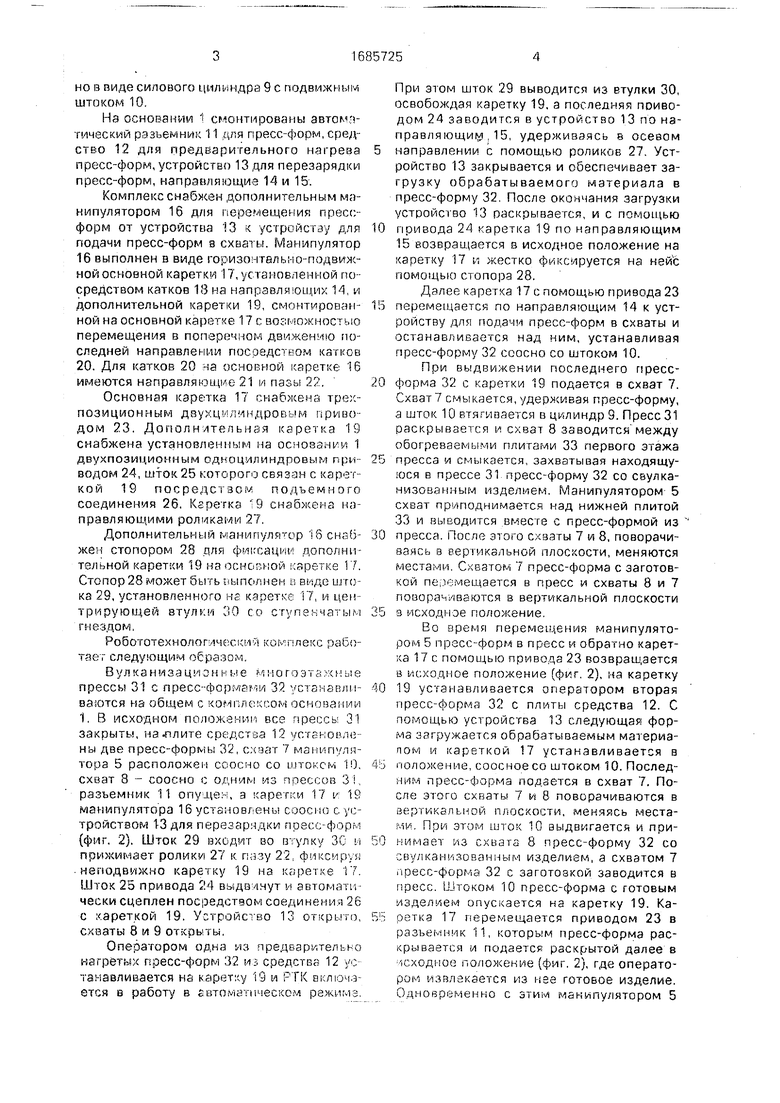
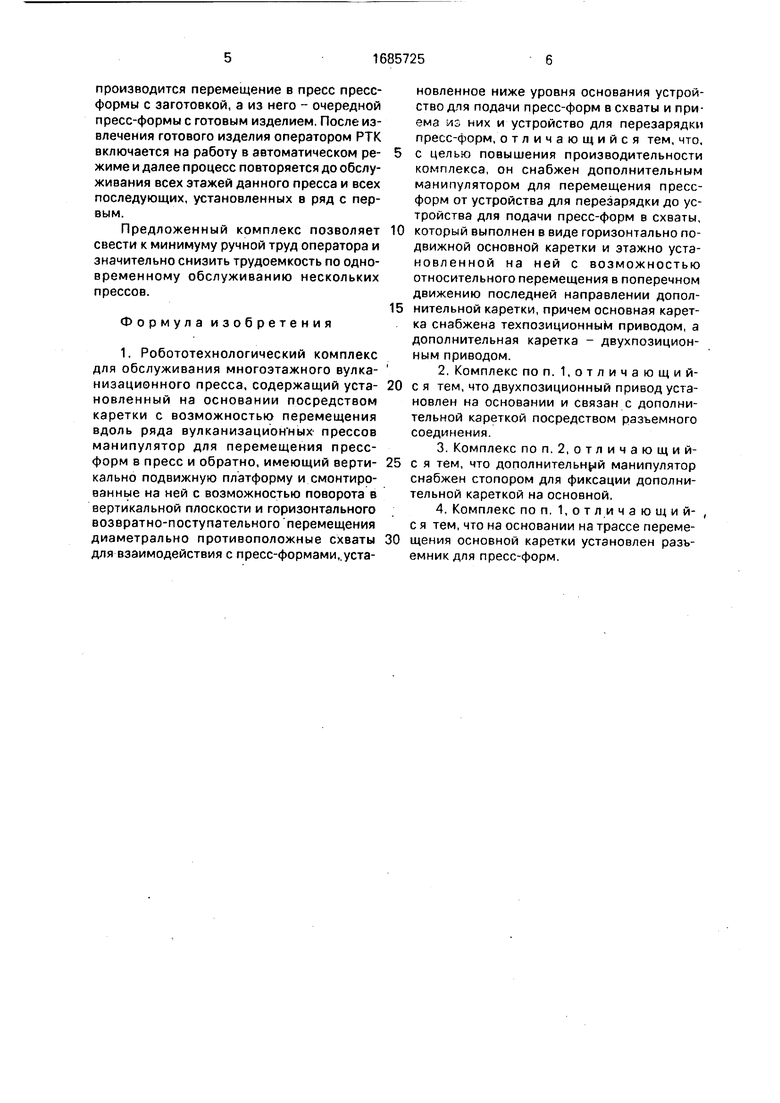
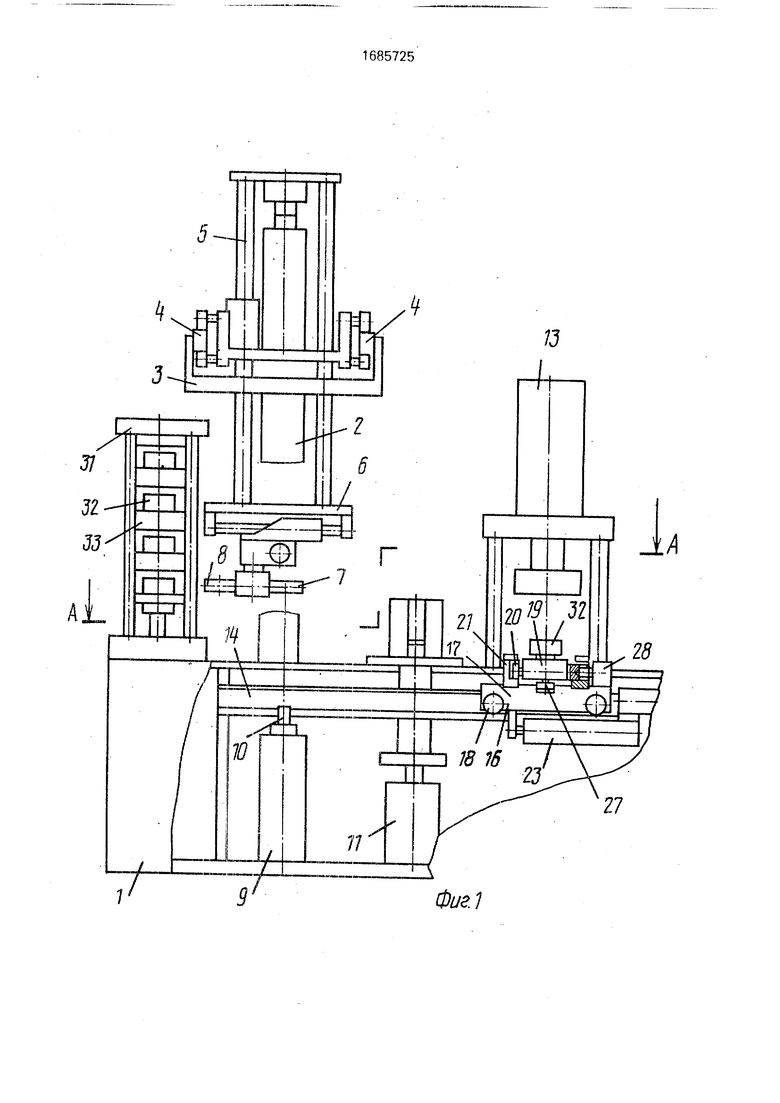
На фиг. 1 изображен предлагаемый комплекс: на фиг.2 - рарез А-А на фиг. 1: на фиг. 3 - зажим для фиксации дополнительной каретки.
Робототехнологический комплекс (РТК) содержит основание 1 с вертикальными стойками 2, на верхних концах которых имеются кронштейны 3 с горизонтальными направляющими 4, и установленный на последних с возможностью перемещения вдоль ряда вулканизационных прессов манипулятор 5 для перемещения пресс-форм в пресс и обратно Последний имеет вертикально-подвижную платформу 6 и смонтированные на ней с возможностью горизонтального возвратно-поступательного перемещения и поворота в вертикальной плоскости диаметрально противоположные схваты 7 и 8 для взаимодействия с пресс- формами. Ниже уровня основания 1 установлено устройство для подачи пресс-форм в схваты и приема из них, которое выполнео
(00
;сл м
N5
ел
но в виде силового цилиндра 9 с подвижным штоком 10
На основании 1 смонтированы автоматический рэзьемник 11 для пресс-форм средство 12 для предаарительного нагрева пресс-форм, устройство 13 для перезарядки пресс-форм, направляющие 14 и 15
Комплекс снабжен дополнительным манипулятором 16 для перемещения пресс- форм от устройства 13 к усфойсю/ для подачи пресс-форм в схваты Манипулятор 16 выполнен в виде горизонтально-подвижной основной каретки 17, установленной по средством катков 18 на направляющих 14, и дополнительной каретки 19, смонтирован ной на основной каретке 17с возможное ыо перемещения в поперечном движению последней направлении посредством кзгков 20. Для катков 20 на основной каретке 16 имеются направляющие 21 и пазы 22
Основная кэретка 17 снабжена трех- позиционмым двухци шндровым приво дом 23 Дополнительная каретка 10 снабжена установленным на основании 1 двухпозиционным одноцилиндровым при водом 24, шток 25 которого связан с карет кой 19 посредством подъемного соединения 26 Каретка 19 снабжена на правляющими роликами 27
Дополнитепьныи манипулятор i6 снаб жен стопором 28 для фиксации дополни тельной каретки 19 на основной -.ярс-гю 11 Стопор 28 может Ьить выполнен t виде one ка 29. установленного на карего 7, и цен трирующей втулки 30 со ч;лым гнездом
Робототехнологический ьим Ю1 -;; рабо тяе, следуощим образом
В у л d н и : -1 ц и с н н и е много т н ; н ы е прессы 31 с пресс-Фермами 3 /С анавли ваются на общем с комплегс ом основании 1 В исходном положении все прессы 31 закрыты на-пните средства 1 устлнопле ны две пресс Формы 32 с «.на г /манипулятора 5 расположен соосно со штоком 10 схват 8 соогно с одним из прессов 31 разьемник 1 1 опущен, а каретки 1 7 и HJ манипулятора 16 установлены гоосно с устройством 13 для перезарядки преч с форм (фиг 2). Шток 29 входит во втулку 30 и прижимает ролики 27 к пэзу 22 фшс ф/ я неподвижно каретку 19 на карегке 17 Шток 25 привода 24 выдвинут и аьтомати чески сцеплен посредством соединения 26 с кареткой 19. Устройство 13 открыто схваты 8 и 9 открыты.
Оператором одна из предварительно нагретых пресс-форм 32 ио средства 12 с танавливается на кэрет у 19 и ГТК PI лючэ ется в работу в автоматическом рех.-м.
При этом шток 29 выводится из втулки 30, освобождая каретку 19, а последняя приводом 24 заводится п устройство 13 по направляющим 15. удерживаясь в осееом
направлении с помощью роликов 27 Устройство 13 закрывается и обеспечивает за- грузку обрабатываемого материала в пресс-форму 32 После окончания загрузки устройство 13 раскрываете.я, и с помощью
0 привода 24 t-аретка 19 по направляющим 15 возвращается в исходное положение на каретку 17 и жестко Фиксируется на нейс помощью стопора 28
Цтлр( карегса 17с помощью привода 23
Ь перемещается по направляющим 14 к устройству для подачм пресс-форм в схваты и ос(анавпивается над ним, устанавливая ipecc-форму 32 есосно со штоком 10.
При ВЫДКИКРНИИ последнего пресс0 фо. 32 с карачки 19 подается в схват 7. С л ваг / смыклек я, удерживая пресс-форму, н шток 10 втяшппетсч в цилиндр 9. Пресс 31 раскрывается и с/ват 8 заводится между лбо ппигами 33 первого эгажа
е, пресса и смыкается захватывая находящуюся в прессе 31 пресс-форму 32 со свулка- низоьанным изделием Манипулятором 5 схвят приподнимается над нижней плитой 33 и выюдигся вместе с пресс-формой из
0 np jeca После этою схвагы 7 и 8, поворачи- RTIVU и в вершкальний плоскости, меняются мостами Охватом 7 пресс-форма с заготовке-и тн ч itMJiaeTCfl в пресс и схваты 8 и 7 поворачиваются в вертикальной плоскости
5 в ИСХОДНЭР положение
Во время перемещения манипулятором г- пресс форм в пресс и обратно карет- га 1 7 ( помощью привода 23 возвращается и иг f j vice положение (фиг 2), на каретку
0 19 сглнавливаегся оператором вторая мргс е форма 32 с плиты средства 12. С чомгщью устройства 13 следующая форма .| гружаетс я обрабатываемым материалом и кареткой 17 устанавливается в
ипложенио соосное со штоком 10. Послед миг пресс-форма подается в схват 7. По- ( по лого сльэть 7 и 8 поворачиваются в н-р.икал ной плоскости, меняясь местами При эгом шток 0 выдвигается и приЛ имает из слЬсна 8 пресс-форму 32 со
и-, лани кованным изделием, а схвэтом 7
-фирма 32 с заготовкой заводится в
чрес.. Штоком 10 пресс-форма с готовым
изделием опускается на каретку 19. Ка/ тка 17 пере- leinaoi ся приводом 23 в р зьс-мнрк 11 которым пресс-форма рас- г рываются и .ся раскрытой далее в II лодпоо и0110чч(. (фиг 2), где операто- ,),п извлекается из нее готовое изделие Мнояр. менмо JTHM манипулятором 5
производится перемещение в пресс пресс- формы с заготовкой, а из него - очередной пресс-формы с готовым изделием. После извлечения готового изделия оператором РТК включается на работу в автоматическом ре- жиме и далее процесс повторяется до обслуживания всех этажей данного пресса и всех последующих, установленных в ряд с первым.
Предложенный комплекс позволяет свести к минимуму ручной труд оператора и значительно снизить трудоемкость по одно- временному обслуживанию нескольких прессов.
Формула изобретения
1. Робототехнологический комплекс для обслуживания многоэтажного вулка- низационного пресса, содержащий уста- новленный на основании посредством каретки с возможностью перемещения вдоль ряда вулканизацион ных прессов манипулятор для перемещения пресс- форм в пресс и обратно, имеющий верти- кально подвижную платформу и смонтированные на ней с возможностью поворота в вертикальной плоскости и горизонтального возвратно-поступательного перемещения диаметрально противоположные схваты для взаимодействия с пресс-формами, установленное ниже уровня основания устройство для подачи пресс-форм в схваты и приема из них и устройство для перезарядки пресс-форм, отличающийся тем, что, с целью повышения производительности комплекса, он снабжен дополнительным манипулятором для перемещения пресс- форм от устройства для перезарядки до устройства для подачи пресс-форм в схваты, который выполнен в виде горизонтально подвижной основной каретки и этажно установленной на ней с возможностью относительного перемещения в поперечном движению последней направлении дополнительной каретки, причем основная каретка снабжена техпозиционныМ приводом, а дополнительная каретка - двухпозицион- ным приводом.
2.Комплекс по п. 1,отличающий- с я тем, что двухпозиционный привод установлен на основании и связан с дополнительной кареткой посредством разъемного соединения.
3.Комплекс по п. 2, о т л и ч а ю щ и й- с я тем, что дополнительный манипулятор снабжен стопором для фиксации дополнительной кареткой на основной.
4.Комплекс по п. 1, о т л и ч а ю щ и й- с я тем, что на основании на трассе перемещения основной каретки установлен разь- емник для пресс-форм.
27
Фие.1
11
11
S W Ю 32 17 Л
Фиг
19 28
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1982 |
|
SU1054094A1 |
| Манипулятор к прессу | 1986 |
|
SU1339011A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1986 |
|
SU1391912A1 |
| УСТРОЙСТВО для ПЕРЕЗАРЯДКИ ВУЛКАНИЗАЦИОННЫХПРЕССОВ | 1970 |
|
SU266201A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1983 |
|
SU1136946A1 |
| Переналаживаемый комплекс для штамповки | 1990 |
|
SU1801684A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Автоматизированный технологический комплекс для изготовления изделий из пластмасс | 1983 |
|
SU1248835A1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ СВАРКИ ЛИСТОШТАМПОВОЧНЫХ ЭЛЕМЕНТОВ КУЗОВА АВТОМОБИЛЯ | 1999 |
|
RU2164201C2 |
Изобретение относится к производству резиновых технических изделий и предназначено для обслуживания установленных в ряд многоэтажных вулканизэционных прессов. Цель изобретения - повышение производительности комплекса. Для этого он снабжен дополнительным манипулятором для перемещения пресс-форм от устройства для перезарядки до устройства для подачи пресс-форм в схваты Манипулятор выполнен в виде горизонтально подвижной основ- ной каретки и этажно установленной на ней с возможностью относительного перемеще ния в поперечном движению последней на- правлении дополнительной каретки Основная каретка снабжена трехпозицион- ным приводом, а дополнительная - двухпо- зиционным приводом Последний установлен на основании и связан с дополнительной кареткой посредством разьемного соединения Дополнительный манипулятор снабжен стопором для фиксации дополнительной каретки на основной На основании на трассе перемещения основной каретки установлен подьемник для пресс-форм 3 з.п ф-лы. 3 ил и1C
| Многоэтажный вулканизационный пресс для изготовления изделий в многоплитных прессформах | 1975 |
|
SU612612A3 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1982 |
|
SU1054094A1 |
| Солесос | 1922 |
|
SU29A1 |
