Изобретение относится к устройству для изготовления блока цилиндров методом литья под низким давлением или под действием силы тяжести, содержащему наружную литейную форму с частями формы, которые в составленном вместе состоянии образуют отражающее подлежащий отливке наружный контур блока цилиндров полость формы, дозировочную печь, которая содержит расплавленный металл, и по меньшей мере один литник, который расположен геодезически ниже, т.е. относительно поверхности Земли ниже полости формы и предусмотрен для соединения по текучей среде дозировочной печи с полым пространством формы.
Двигатели внутреннего сгорания с расположенными V-образно или в ряд относительно друг друга цилиндрами из сплавов легких металлов часто изготавливаются с помощью вакуумной разливки в кокили или метода литья под действием силы тяжести. Обычно заполнение происходит при стоячем картере и лежащими вверху цилиндрами и расположенной внизу подшипниковой стойкой. Дополнительно известно расположение блока цилиндров при литье в лежачем положении и расположение по сторонам литников, с целью обеспечения возможности охлаждения подшипниковых стоек и стенок цилиндров для улучшения структуры, как это указано, например, в DE 10 2006 030 129 А1.
При литье в стоячем положении затвердевание расплава происходит либо со стороны головки цилиндра к кривошипной камере или наоборот, в зависимости от того, откуда расплав вводится в полость литейной формы. При этом либо головка цилиндра, либо стойка подшипников затвердевают медленнее, чем соответствующая другая зона, что приводит к более грубой структуре с уменьшенной прочностью в более медленно затвердевающих зонах. Кроме того, образуются относительно длинные пути затвердевания на основании расположения литников, и тем самым необходима более высокая температура литейной формы, с целью обеспечения правильного заполнения формы без образования усадочных раковин. Кроме того, при выполнении литейной формы возникают трудности в предотвращении полного перекрытия пути подачи при литье лежащими внутри литейными стержнями, количество и сложность которых увеличивается в современных двигателях внутреннего сгорания.
Поэтому для обеспечения возможности возможно более хорошей прочности подшипниковой стойки за счет короткого времени затвердевания было предложено заполнение блока цилиндров снизу при применении способа литья под низким давлением, при этом головка цилиндра находится внизу, а подшипниковая стойка в верхней зоне. Так, в ЕР 1 498 197 А1 предлагается отливать картер V-образных двигателей внутреннего сгорания в положении головкой вниз и введением расплава снизу, т.е. со стороны цилиндров. Для предотвращения усадочных раковин используются подающие устройства, которые расположены снаружи полости, которая образует блок цилиндров. Расплав попадает за счет движения вверх в направлении подшипниковой стойки в охлажденном состоянии вблизи эвтектической температуры в зону подшипниковой стойки, в которой тем самым обеспечивается высокая скорость охлаждения и, следовательно, тонкая структура с небольшими расстояниями между дендритными ветвями. Однако не обеспечивается высокая скорость охлаждения у головки цилиндра. Также прочность в зоне винтовых отверстий для закрепления головки цилиндра является не достаточной, поскольку на основании плохого питания этих зон могут образовываться усадочные раковины.
Кроме того, из DE 10 2011 056 985 А1 известен метод литья под низким давлением для двигателей внутреннего сгорания с V-образно расположенными цилиндрами, в котором положение литья выбирается так, что цилиндры направлены вниз к литнику. Литье осуществляется на обращенных друг к другу сторонах цилиндров. Цилиндры могут охлаждаться с помощью охлаждаемых кокилей, так что как в зоне подшипниковой стойки, так и на стенках цилиндров могут достигаться небольшие расстояния между дендритными ветвями. Однако снабжение имеющих большой объем частей блока цилиндров расплавом, в частности, за счет процессов усадки при охлаждении, является не достаточным, так что не достигается достаточная прочность в этих зонах или в зонах винтовых отверстий для закрепления головки цилиндра.
В соответствии с этим, существует проблема, связанная с тем, что не известен метод, в котором обеспечивается возможность достижения как небольших расстояний между дендритными ветвями в зоне подшипниковой стойки и рабочих поверхностей цилиндров в зоне перемычек, так и высокой прочности за счет предотвращения усадочных раковин в зоне винтовых отверстий для закрепления головки цилиндра.
Поэтому ставится задача создания устройства для изготовления блока цилиндров методом литья под низким давлением или под действием силы тяжести, с помощью которого обеспечивается возможность достижения оптимальных свойств структуры в зоне подшипниковой стойки и в зоне перемычек между цилиндрами, а также в зоне винтовых отверстий для закрепления головки цилиндра и головок цилиндров.
Эта задача решена с помощью устройства для изготовления блока цилиндров методом литья под низким давлением или под действием силы тяжести с признаками главного пункта формулы изобретения.
За счет того, что литник соединен с литниковой втулкой, которая выступает в образующую пространство цилиндров блока цилиндров зону полости литейной формы, достигается направленное затвердевание в зоне имеющих большую массу участков, таких как подшипниковая стойка и винтовые отверстия для закрепления головки цилиндра, так что в этих зонах возникают высокие значения прочности за счет небольших расстояний между дендритными ветвями. Одновременно, эти зоны при затвердевании могут также дополнительно питаться за счет прямого соединения с литниковой трубой, за счет чего предотвращаются усадочные раковины за счет усадки при охлаждении.
Предпочтительно, литниковые втулки выполнены в виде одноразовых литниковых втулок, которые после литья выдавливаются со стороны кривошипной камеры. При этом одноразовые литниковые втулки выполняются из волоконистых материалов, керамических материалов, литейных формовочных материалов или из комбинации этих материалов. Получается простое и экономичное изготовление литниковых втулок.
В особенно предпочтительном варианте выполнения изобретения литниковые втулки имеют цилиндрический канал, из которого проходят каналы под углом через ограничивающие литниковую втулку боковые стенки. Через эти каналы реализуется направленное заполнение и снабжение имеющих большую массу участков блока цилиндров, при этом достигаются большие значения прочности.
Особенное простое изготовление обеспечивается, когда каналы выполнены в виде поперечных каналов, которые проходят перпендикулярно цилиндрическому каналу.
При этом каналы предпочтительно расположены так, что каналы ориентированы в направлении имеющих большую массу литейных зон блока цилиндров, за счет чего оптимизируется подпитка этих зон.
В одном специальном предпочтительном варианте выполнения каналы ориентированы в направлении винтовых отверстий для закрепления головки цилиндра и/или основных масляных каналов и/или соединительных участков между основными местами опоры и полостями цилиндров блока цилиндров, так что в этих зонах обеспечивается направленное заполнение и подпитка, и блок цилиндров изготавливается с небольшими расстояниями между дендритными ветвями.
Предпочтительно, литниковые втулки расположены на ограничивающей головки цилиндров части литейной формы, при этом ее боковые стенки по меньшей мере частично служат в качестве ограничительной стенки для образования полости цилиндра. Таким образом, на основании положения литья можно осуществлять простое точное позиционирование литниковых втулок.
В качестве альтернативного решения, литниковые втулки закрепляются в проходящей в полость цилиндров удерживающей части формы, которая по меньшей мере частично служит для образования ограничительной стенки полости цилиндра. Таким образом, упрощается позиционирование литниковых втулок с высокой точностью и хорошим удерживанием.
При этом особенно предпочтительно, когда охлаждаемые кокили выступают по меньшей мере в зоны каждой полости цилиндра, которые расположены вблизи головки цилиндра или на перемычке. Таким образом, можно дополнительно достигать в этих критических для изготовления зонах направленного быстрого затвердевания расплава, и тем самым получать тонкую структуру с высокой прочностью. Эти охлаждаемые кокили могут быть также закреплены в качестве охлаждающих элементов в литниковых втулках и вместе с ними вводиться в литейную форму.
В альтернативном варианте выполнения удерживающие части формы выполнены в виде охлаждаемых кокилей, которые удерживают литниковую трубу. За счет такого выполнения достигается особенно простое соединение литниковой трубы.
Другое улучшение обеспечивается, когда расположенная на стороне головки цилиндра часть формы выполнена из стали и с возможностью охлаждения при литье в кокиль. Таким образом, также у головки цилиндра может достигаться направленное затвердевание за счет короткого времени охлаждения расплава, так что получается тонкая структура с высокой прочностью.
В одном предпочтительном варианте выполнения удерживающие части формы имеют четыре проходящих в осевом направлении рычага, которые образует прерываемый по окружности цилиндр, при этом рычаги равномерно распределены по окружности. В выполненной так удерживающей части формы можно просто и надежно закреплять литниковую втулку.
Для обеспечения простого извлечения литниковой втулки и хорошего охлаждения с помощью рычагов, в лежащей радиально внутри зоне рычагов расположена изоляционная вставка, которая имеет соответствующие прерываниям между рычагами отверстия, через которые происходит заполнение литейной формы.
Предпочтительно, прерывания направлены диагонально относительно винтовых отверстий для закрепления головки цилиндра, за счет чего, с одной стороны, обеспечивается хорошее заполнение и питание этих зон и, с другой стороны, с помощью удерживающих частей формы достигается охлаждение зоны перемычки между цилиндрами, так что здесь обеспечиваются хорошие значения прочности.
Предпочтительно, когда литейный фильтр расположен непосредственно под литником или в литниковой втулке, так что в отливаемую часть не попадают оксиды или другие загрязнения.
Для дополнительного улучшения заполнения формы и питания в методе литья с использованием пакета литейных стержней или метода литья в кокиль, устройство предпочтительно имеет конструктивные элементы, с помощью которых обеспечивается возможность поворота литейной формы, соответственно пакета стержней, после заполнения металлическим расплавом, на 180º и с возможностью отсоединения от дозировочной печи. Создаваемый за счет заполнения формы температурный градиент поддерживает направленное затвердевание.
Таким образом, создано устройство для изготовления блока цилиндров для двигателя внутреннего сгорания, с помощью которого обеспечивается направленное затвердевание для получения оптимальных структур и тем самым прочностей в критических для изготовления зонах, т.е. в зоне подшипниковой стойки, винтовых отверстий для закрепления головки цилиндра, а также в зонах перемычки цилиндров. Охлаждение можно почти полностью осуществлять снаружи внутрь, соответственно, снаружи в направлении литников, при этом за счет этого минимизируется время затвердевания. Одновременно предотвращаются дефекты структуры во внутренней зоне за счет питающей функции литниковой втулки.
Ниже приводится описание трех примеров выполнения устройства, согласно изобретению, для изготовления блока цилиндров рядной конструкции, со ссылками на прилагаемые чертежи, на которых схематично изображено:
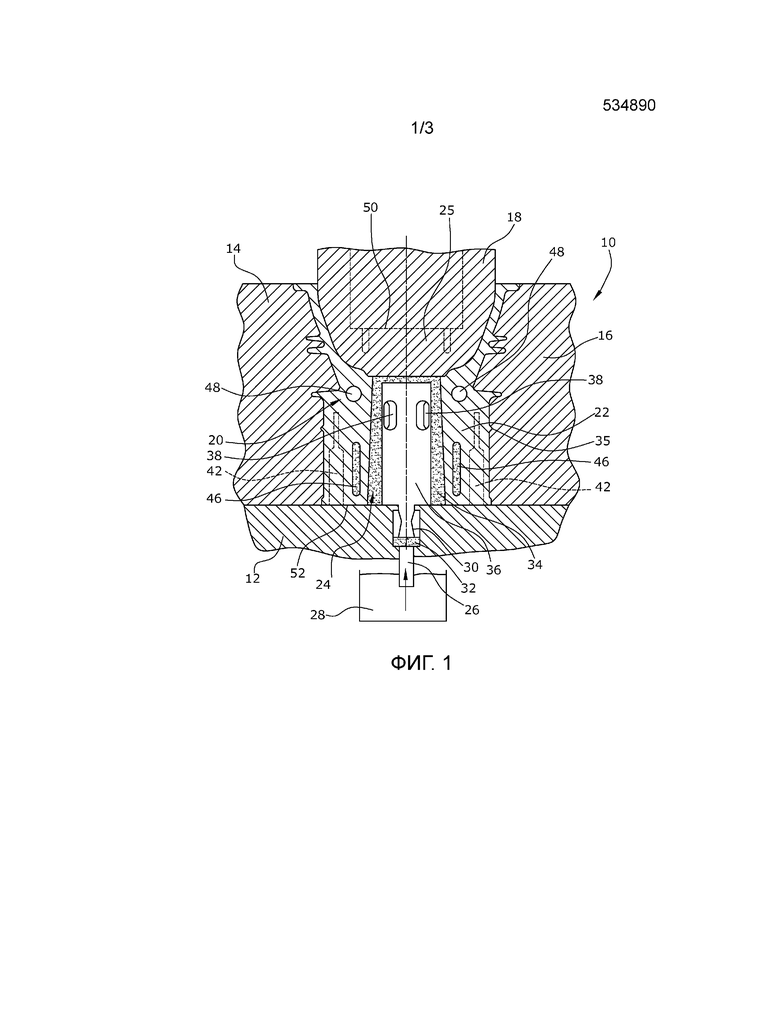
фиг. 1 - разрез части первого примера выполнения устройства, согласно изобретению, для изготовления блока цилиндров, на виде сбоку;
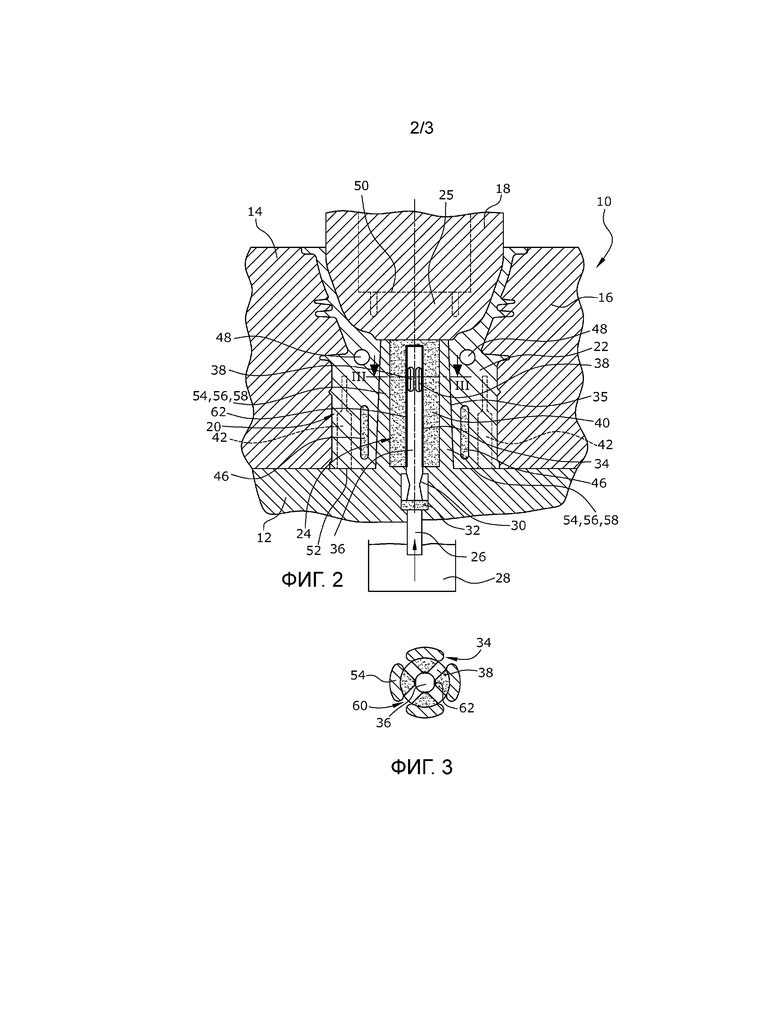
фиг. 2 - разрез части альтернативного примера выполнения устройства, согласно изобретению, для изготовления блока цилиндров, на виде сбоку;
фиг. 3 - разрез по линии разреза на фиг. 2 литниковой втулки и удерживающей части формы, на виде сверху;
фиг. 4 - разрез части третьего примера выполнения устройства, согласно изобретению, для изготовления блока цилиндров, на виде сбоку.
Показанное на фиг. 1 устройство имеет состоящую из нескольких частей формы из стали или материалов для литейных форм наружную литейную форму 10, которая имеет нижнюю часть 12, две боковые части 14, 16, а также верхнюю часть 18, внутри которой после составления вместе, соответственно закрывания частей 12, 14, 16, 18, образуется полость 20 формы, которая представляет наружный контур блока 22 цилиндров, в котором полости 24 цилиндров направлены вниз по отношению к поверхности Земли, в то время как подшипниковая стойка 25 направлена вверх.
Нижняя часть 12 формы имеет систему 26 заполнения, через которую полое пространство 20 формы соединено с дозировочной печью 28, которая расположена под литейной формой 10. Речь идет об установке для литья под низким давлением, так что подача расплавленного алюминиевого сплава происходит из дозировочной печи 28 в полое пространство 20 формы за счет создания разницы давления, которая приводит к тому, что расплав поднимается снизу вверх.
Система 26 заполнения проходит от дозировочной печи 28 к нескольким литникам 30, при этом для каждого цилиндра образован литник 30, который расположен центрально под каждой полостью 24 цилиндра блока 22 цилиндров. В зоне каждого литника 30 при литье в кокиль, соответственно перед входом в литьевой ход при литье в песочную форму, расположен литейный фильтр 32, так что перед литейными фильтрами 32 или в литейном фильтре происходит отклонение потока расплава при заполнении формы.
Каждый литник 30 соединен с литниковой втулкой 34, которая в показанном на фиг. 1 примере выполнения имеет цилиндрическую форму и тем самым отображает по существу полость 24 цилиндра, соответственно, ограничительные стенки 35 цилиндра. Эти литниковые втулки 34 выполнены из керамического материала, волокнистого материала или материала для литейных форм, такого как формовочный песок или соль, или из комбинации этих материалов, и соответствующим образом ориентированы и закреплены на нижней части 12.
Внутри нее образован цилиндрический канал 36, который проходит вдоль средней оси цилиндра. От канала 36 отходят в данном примере выполнения четыре поперечных канала 38 через боковые стенки 40 литниковых втулок 34, которые входят в полость 20 формы. Эти поперечные каналы 38 распределены по окружности в соответствии со скоплением массы в конструктивном элементе и проходят в направлении винтовых отверстий 42 для закрепления головки цилиндра блока 22 цилиндров, т.е. ориентированы с косым смещением относительно не видимых перемычек цилиндров блока 22 цилиндров. Поперечные каналы 38 входят над стержнями 46 для создания кожуха для охлаждающего средства блока 22 цилиндров в полости 20 формы. Таким образом, поперечные каналы 38 ориентированы в направлении имеющих большую массу зон блока 22 цилиндров, таких как винтовые отверстия 42 для закрепления головки цилиндра, основные масляные каналы 48, которые также образованы с помощью соответствующим образом вложенных стержней, а также места соединения подшипниковой стойки 25 с местами 50 главных подшипников коленчатого вала.
При подъеме расплава из дозировочной печи 28 за счет создания давления через литник 30 в литниковую втулку 34, этот расплав протекает через поперечные каналы 38 в полость 20 формы и заполняет сначала зону направленной вниз головки 52 цилиндра, в которой тем самым достигается быстрое затвердевание, поскольку в эту зону не проходит дополнительный материал. Последующее заполнение происходит с подъемом снизу вверх. Места 50 главных подшипников в качестве лежащих выше всех частей заполняются последними, так что при достижении этих зон блока 22 цилиндров расплав уже находится в диапазоне эвтектической температуры и тем самым быстро затвердевает, за счет чего достигается тонкая структура с малыми расстояниями между дендритными ветвями, что приводит к высокой прочности. Таким образом, общее направление затвердевания проходит снизу вверх. Имеющие большую массу зоны винтовых отверстий 42 для закрепления головки цилиндра и соединения с подшипниковой стойкой 25 остаются в контакте с поперечными каналами, так что через них при охлаждении снаружи внутрь происходит подпитка, которая предотвращает образование усадочных раковин за счет усадки. Таким образом, происходит направленное заполнения и затвердевание с хорошими значениями прочности.
Дополнительное улучшение этого результата литья может достигаться с помощью выполнения, согласно фиг. 2 и 3, при этом в последующем для одинаковых конструктивных элементов применяются те же обозначения. Это выполнение отличается от указанного выше тем, что нижняя часть 12 литейной формы 10 выполнена из стали и с возможностью охлаждения, т.е., например, внутри нижней части 12 расположены охлаждающие каналы. Дополнительно эта нижняя часть 12 имеет для каждой литниковой втулки 34 удерживающие части 54 формы. Они состоят из четырех равномерно распределенных по окружности рычагов 56, которые служат в качестве охлаждаемых кокилей 58, которые радиально окружают литниковую втулку 34 и по ее высоте и ширине задают ограничительную стенку 35 цилиндра при литье, как показано на фиг. 3. Рычаги 56 образуют, соответственно, цилиндр с распределенными по окружности прерываниями 60. Прерывания 60 распределены по окружности так же, как и поперечные каналы 38 литниковой втулки 34. В канале 36 находится изоляционная вставка 62 с соответствующими выемками для обеспечения возможности заполнения и питания, с помощью которой предотвращается перенос тепла между действующими в качестве охлаждаемых кокилей 58 рычагов 56 и литниковой втулкой 34.
Заполнение полости 20 формы происходит тем же образом, как и в первом примере выполнения. Однако еще более тонкие структуры достигаются у головки 52 цилиндра и в зоне перемычек цилиндров, поскольку эти зоны охлаждаются непосредственно, и тем самым сокращается время затвердевания. Также в зонах мест 50 основных подшипников может осуществляться активное охлаждение, что приводит к меньшим расстояниям между дендритными ветвями и повышенной прочности у подшипниковой стойки 25 по сравнению с уже достигаемыми за счет направленного заполнения структурами.
В показанном на фиг. 4 примере выполнения в качестве литейной формы 10 применяется пакет для формы из формовочного песка в качестве литейной формы 10. По сравнению с показанным на фиг. 1 примером выполнения, в зоне подшипниковой стойки 25 находится охлаждаемый кокиль 64, который удерживается с помощью верхнего стержня 66 в качестве дополнительной части формы. Нижняя часть 12 выполнена в виде донного стержня, в котором образован литейный ход 68 системы 26 заполнения, а также ведущие к литниковым втулкам 34 литники 30. На литниковых втулках 34 в зоне головки 52 цилиндра образованы охлаждаемые кокили 58. Дополнительно к этому, от литейного хода 68 проходят поперечные ходы 70, которые ведут к вспомогательным литникам, через которые можно дополнительно заполнять боковые стенки цилиндра. В зоне донного стержня 12 находится расположенная параллельно литейному ходу 68 поворотная ось 74 для поворота всего пакета стержней, после горизонтального заполнения расплавом, на 180º, после отсоединения пакета стержней от дозировочной печи 28. Этот метод называется методом литья с поворотом или с опрокидыванием.
Таким образом, создано устройство, с помощью которого можно изготавливать блок цилиндров методом литья под низким давлением, в котором, с одной стороны, достигается высокая прочность в зонах высокой нагрузки и, с другой стороны, достигаются укороченные во времени циклы, поскольку обеспечивается более короткое время охлаждения и направленное заполнение. Дополнительно к этому, существует возможность подпитки имеющих большую массу частей, так что предотвращается образование усадочных раковин.
Понятно, что объем защиты не ограничивается указанными примерами выполнения. Изобретение пригодно также для литья под действием силы тяжести или для изготовления двигателей с V-образно расположенными цилиндрами. Другие конструктивные изменения литниковой втулки или удерживающих частей формы, естественно, также возможны, такие как изготовление частей формы из различных охлаждаемых или не охлаждаемых материалов. Возможно также изменение положения и количества поперечных каналов или их ориентации, так что они входят, например, под стержнями водяной рубашки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЛИТЬЯ СЛОЖНЫХ ФАСОННЫХ ОТЛИВОК И ПРИМЕНЕНИЕ УКАЗАННОЙ ЛИТЕЙНОЙ ФОРМЫ | 2018 |
|
RU2717755C1 |
| СПОСОБ ЛИТЬЯ И ЛИТЕЙНАЯ ФОРМА СО СПЕЦИАЛЬНЫМ ПИТАЮЩИМ КАНАЛОМ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЫХ ДЕТАЛЕЙ, В ЧАСТНОСТИ, БЛОКОВ ЦИЛИНДРОВ И ГОЛОВОК ЦИЛИНДРОВ | 2014 |
|
RU2634819C2 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 2016 |
|
RU2697491C1 |
| Литейная стопочная форма | 1978 |
|
SU764843A1 |
| Кокиль | 1973 |
|
SU504463A3 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Устройство для литья под низким давлением | 1978 |
|
SU789234A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |

Изобретение относится к литейному производству. Устройство для изготовления блока цилиндров методом литья под низким давлением или под действием силы тяжести содержит наружную литейную форму (10) с частями (12, 14, 16, 18) формы, которые в собранном состоянии образуют полость (20) формы, отображающую подлежащий отливке наружный контур блока (22) цилиндров, дозировочную печь (28), которая содержит расплавленный металл, по меньшей мере один литник (30), который расположен ниже полости (20) формы и предусмотрен для соединения по текучей среде дозировочной печи (28) с полостью (20) формы. Каждый литник (30) соединен с литниковой втулкой (34), которая выступает в зону полости (20) литейной формы, образующей полость (24) цилиндра блока (22) цилиндров. Обеспечивается подпитка имеющих большую массу участков блока цилиндров и повышение прочности этих узлов. 16 з.п. ф-лы, 4 ил.
1. Устройство для изготовления блока цилиндров методом литья под низким давлением или под действием силы тяжести, содержащее
наружную литейную форму (10) с частями (12, 14, 16, 18) формы, которые в собранном состоянии образуют полость (20) формы, отображающую подлежащий отливке наружный контур блока (22) цилиндров,
дозировочную печь (28), которая содержит расплавленный металл,
по меньшей мере один литник (30), который расположен ниже полости (20) формы и предусмотрен для соединения по текучей среде дозировочной печи (28) с полостью (20) формы,
отличающееся тем, что каждый литник (30) соединен с литниковой втулкой (34), которая выступает в зону полости (20) литейной формы, образующей полость (24) цилиндра блока (22) цилиндров.
2. Устройство по п. 1, отличающееся тем, что литниковые втулки (34) являются одноразовыми литниковыми втулками.
3. Устройство по п. 2, отличающееся тем, что одноразовые литниковые втулки выполнены из волокнистых материалов, керамических материалов, литейных формовочных материалов или из комбинации этих материалов.
4. Устройство по п. 1, отличающееся тем, что литниковые втулки (34) имеют цилиндрический канал (36), из которого проходят каналы под углом через боковые стенки (40), ограничивающие литниковую втулку (34).
5. Устройство по п. 4, отличающееся тем, что каналы выполнены в виде поперечных каналов (38), проходящих перпендикулярно цилиндрическому каналу (36).
6. Устройство по п. 4, отличающееся тем, что каналы (38) ориентированы в направлении имеющих большую массу литейных зон блока (22) цилиндров.
7. Устройство по п. 6, отличающееся тем, что каналы (38) ориентированы в направлении винтовых отверстий (42) для закрепления головки цилиндра и/или основных масляных каналов (48) и/или соединительных участков между местами (50) главных подшипников и полостями (24) цилиндров блока (22) цилиндров.
8. Устройство по п. 1, отличающееся тем, что литниковые втулки (34) расположены на части (12) литейной формы, ограничивающей головки цилиндров, при этом их боковые стенки (40) по меньшей мере частично служат в качестве ограничительной стенки (35) для образования полости (24) цилиндра.
9. Устройство по п. 1, отличающееся тем, что литниковые втулки (34) закреплены в проходящей в полость (24) цилиндра удерживающей части (54) формы, которая по меньшей мере частично служит для образования ограничительной стенки (35) полости (24) цилиндра.
10. Устройство по п. 1, отличающееся тем, что оно снабжено охлаждаемыми кокилями (58), выступающими, по меньшей мере, в зоны каждой полости (24) цилиндра, которые расположены вблизи головки (52) цилиндра или на перемычке цилиндров.
11. Устройство по п. 9, отличающееся тем, что удерживающие части (54) формы выполнены в виде охлаждаемых кокилей (58).
12. Устройство по п. 1, отличающееся тем, что расположенная на стороне головки цилиндра часть (12) формы выполнена из стали и с возможностью охлаждения.
13. Устройство по п. 9, отличающееся тем, что удерживающие части (54) формы имеют четыре проходящих в осевом направлении рычага (56), которые образует прерываемый по окружности цилиндр, при этом рычаги (56) равномерно распределены по окружности.
14. Устройство по п. 13, отличающееся тем, что в радиальной внутренней зоне рычагов (56) расположена изоляционная вставка, которая имеет выемки (64), соответствующие прерываниям (60) между рычагами (56).
15. Устройство по п. 13, отличающееся тем, что прерывания (60) направлены диагонально относительно винтовых отверстий (42) для закрепления головки цилиндра.
16. Устройство по п. 1, отличающееся тем, что непосредственно под литником (30) или в литниковой втулке (34) расположен литейный фильтр (32).
17. Устройство по п. 1, отличающееся тем, что оно снабжено конструктивными элементами, обеспечивающими возможность поворота пакета стержней после заполнения металлическим расплавом на 180° и с возможностью отсоединения от дозировочной печи (28).
| EP 1498197 A1, 19.01.2005 | |||
| DE 102011056985 A1, 27.06.2013 | |||
| JP 2003211262 A, 29.07.2003 | |||
| СТЕНД, ЛИТЕЙНАЯ ФОРМА И СПОСОБ ЛИТЬЯ, В ЧАСТНОСТИ, ГОЛОВОК БЛОКОВ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ | 2003 |
|
RU2328360C2 |

