Изобретение относится к теплоэрозионностойким связующим на основе эпоксидных смол, предназначенных для изготовления стекло-угле-боро-органопластиковых изделий с повышенной коррозионностойкостью, термостабильностью, а также изделий из композиционных волокнистых материалов, которые эксплуатируются в условиях воздействия на них высокоэнтальпийных скоростных потоков газов и/или в условиях длительного воздействия на них агрессивных сред дымовых газов и может быть использовано в ракетно-космической промышленности, авиасудостроении, а также и в ряде других отраслей народного хозяйства - машиностроении, железнодорожном транспорте, атомной, нефтегазовой и химической промышленности, в отраслях большой и малой энергетики, медицине, строительстве, сельском хозяйстве и других отраслях.
В частности, оно может быть широко использовано при создании и ремонте трубопроводов различного класса и назначения, контейнеров и цистерн для перевозки грузов, изделий авиакосмической техники, например, при создании силовых и/или защитных обшивок судов и летательных аппаратов, труб и трубопроводов для большой и малой энергетики, контейнеров различного класса и назначения, пусковых труб, шахтных и/или дымовых стволов и т.д.
Известно связующее для стеклотекстолитов на основе эпокситрифенольной (ЭТФ), анилинофенолоформальдегидной (АФФ) смол и органического растворителя (авт. свид. SU №226146, кл. C 08 L 63/04, 1968). Недостатком этого связующего является низкая жизнеспособность "препрегов" на его основе, а также низкая межслоевая трансверсальная и сдвиговая прочность пластиковых конструкционных изделий на основе этих "препрегов", что приводит к растрескиванию и расслоению их как в процессе изготовления (при намотке, термообработке, съеме с оправок, механической обработке), так и при эксплуатации.
Известно модифицированное гибридное связующее, образованное из эпокситрифенольной смолы и смеси анилиноформальдегидной и новолачной фенолформальдегидной смол, в пластиках, на основе которого снижение растрескивания достигается введением фенолформальдегидной новолачной смолы по авт. свид. SU №726137, кл. C 08 L 63/04, 1977 г. Недостатком связующего является низкая сдвиговая, изгибная, трансверсальная прочность трубчатых пластиковых оболочек, изготавливаемых методами намотки.
При намотке, термообработке, съеме с оправок и мехобработке трубчатых пластиковых изделий на основе этого связующего образуются высокие внутренние напряжения, ведущие к растрескиванию материала. Оба вида связующих имеют недостатки - повышенную текучесть, пористость и низкую прочность на сдвиг и отрыв, которые препятствуют их использованию для изготовления пластиковых намотанных изделий.
В производстве листовых текстолитов эти недостатки в значительной степени удается скомпенсировать путем подбора режима полимеризации связующего. В производстве же трубчатых изделий, изготавливаемых методами непрерывной послойной намотки, приходится снижать температуры опорных валов намоточного станка до температур 50-70°С.
В свою очередь, низкие значения температур опорных валов намоточного станка не позволяют достаточно полно удалять летучие продукты из каждого слоя материала наматываемого на оправку трубчатого изделия и это ведет к резкому ухудшению физико-механических, теплофизических и электрических свойств материала изделий, в частности, трансверсальной прочности, прочности на изгиб, тангенса угла диэлектрических потерь и других характеристик.
Для получения трубчатых изделий с высокими физико-механическими свойствами, в частности, с высокой трансверсальной прочностью, необходимо применять более высокие температуры (100-130°С) опорных валов намоточного станка, что при использовании указанных связующих ведет к резкому увеличению вытекания связующего и/или неравномерному распределению связующего по длине и толщине трубчатого изделия. А это, в свою очередь, вызывает снижение соответствующих характеристик пластика.
Наиболее близким аналогом, прототипом изобретения, является связующее по авт. свид. SU №1036730А, кл. С 08 L 63/00; В 32 В 17/04 от 19.05.82 г. (бюлл. №31 от 23.08.83 г.). Это связующее также содержит эпокситрифенольную ЭТФ и феноланилиноформальдегидную смолы и органический растворитель - смесь изопропилового спирта и толуола.
Для повышения физико-механических и электрических характеристик материала трубчатых цилиндров и улучшения технологии их изготовления в связующее-прототип по авт. свид. SU №1036730А дополнительно введена тиксотропная добавка - линейный олигоэфируретан (ОЭУ) с концевыми фенилкабаматными группами в количестве 21-37%.
Введение олигоэфируретана резко снижает текучесть связующего при намотке пропитанной и доведенной до состояния "препрега" ткани в условиях температуры валов 100-130°С и, в то же время, не влияет на жизнеспособность "препрега"-полуфабриката.
Основные недостатки связующего по авт. свид. №1036730А:
- связующее имеет достаточно высокую вязкость (более 1Па·с.), поскольку в нем присутствуют такие компоненты, как анилин, связывающий свободный формальдегид в смоле, и олигоэфируретан (ОЭУ), который при наличии 3,5-9,0 мас.ч. в смоле резко снижает вязкость связующего;
- связующее неоптимально с точки зрения пропитки тканных наполнителей, в большинстве случаев более технологичными являются смолы с малой динамической вязкостью, такие смолы легко проникают в тонкие поры сложной структуры; оптимальные значения вязкости связующих, применяемых для получения "препреговых" тканных наполнителей и/или для "мокрой" намотки, лежат в интервале от 0,1 до 1 Па·с (при контроле вязкости по вискозиметру В3-4 это составляет 15-85 с); связующее с такой вязкостью легко заполняет поры диаметром 5-6 мкм;
- связующее имеет недостаточно высокую жизнеспособность, особенно при повышенных температурах; для связующего по авт. свид. №1036730А эта зависимость жизнеспособности от температуры представлена в табл.1.
Жизнеспособность гибридного связующего по авт. свид. №1036730А
Приведенные выше данные показывают, что это связующее нельзя использовать при формовании крупногабаритных многотоннажных изделий из композиционных волокнистых материалов, поскольку циклы их изготовления составляют более 6 суток.
Здесь следует отметить, что вязкость связующего по авт. свид. №1036730 А может значительно меняться как в процессе приготовления связующего, так и в процессе его переработки в "препреговые" наполнители и в процессе их намотки на оправку в связи с процессом структурирования, то есть исходное значение вязкости этого связующего зависит от давности его приготовления и от условий хранения. Поэтому тщательный контроль температуры связующего является одним из способов поддержания его оптимальной вязкости, а следовательно, и качества пропитки.
Нагрев связующего в пределах его рабочей температуры существенно улучшает пропитку даже при меньших количествах наносимого на арматуру связующего, что дает возможность некоторого регулирования объемного содержания волокнистого наполнителя в полимерном композите.
С точки зрения оптимальной прочности и жесткости силовых композитов объемное содержание волокнистого наполнителя и связующего должно находиться в соотношениях 2,3:1, то есть наполнителя - 70 мас.ч., связующего - 30 мас.ч.
Однако пределы рабочей зоны этого связующего резко ограничены и по температуре (20-70°С), и по времени разогрева (120 мин). Эти факторы резко ограничивают технологический регламент связующего, его технологичность.
К недостатку связующего-прототипа следует отнести и тот факт, что при переработке оно выделяет большое количество летучих продуктов - более 7%, в том числе фенола и анилина. Количество и динамика выделения летучих этого связующего оказывает существенное влияние на пористость пластиков на его основе и, как следствие этого, на физико-механические и другие их свойства.
Основными недостатками связующего по авт. свид. №1036730 А являются: большая усадка и низкая степень отверждения; для связующего этого типа степень отверждения обычно находится в пределах 94-97%, тогда как для высококачественных связующих она должна достигать 97-99%.
Усадка связующего является следствием образования трехмерной структуры полимера в процессе ее отверждения, когда при химическом взаимодействии изменяются расстояния между молекулами мономера и других компонентов связующего. Усадка оценивается относительным изменением размеров изделия после намотки и после отверждения на технологической оправке. Наличие армирующего наполнителя в композиции препятствует свободной усадке связующего, приводит к образованию внутренних напряжений, наиболее существенных на границе двух фаз.
Введение в состав связующего по авт. свид. №1036730 А олигоэфируретана снижает отрицательное воздействие усадки, но не устраняет его полностью. Кроме того, при введении олигоэфируретана в связующее происходит значительное снижение теплостойкости и ухудшение физико-механических и теплофизических свойств пластиков на его основе при повышенных температурах (свыше 160°С), а при снижении олигоэфируретана в связующем (ниже 4%) вообще наступает растрескивание цилиндрических труб и вытекание связующего в процессе намотки и термообработки изделий на его основе.
Связующее по авт. свид. №1036730 А имеет и другие недостатки:
- в композитах на его основе не обеспечивается защита от накопления зарядов статического электричества;
- композиты на его основе имеют невысокие межслоевые отрывные (трансверсальные) и сдвиговые характеристики;
- изделия на основе этого связующего имеют низкую прочность на изгиб, отрыв и сдвиг, низкую ударную вязкость, а потому изделия из композиционных волокнистых материалов на его основе неудовлетворительно работают в условиях вибрации и ударных нагрузок;
- связующее имеет низкую адгезионную прочность (табл.2);
- связующее не универсально, оно пригодно для пропитки только стеклотканных структур из алюмосиликатных волокон с полотняным переплетением нитей; для других структур (саржевого, сатинового, вязально-прошивного, кордного) оно не эффективно; нерационально его использование и для пропитки тканных структур, образуемых из органических, угольных, полифеновых, капроамидных, углеродных, базальтовых волокон и их модификаций, поскольку это связующее по отношению к ним имеет очень низкую адгезионную прочность. Для возможности использования этого связующего для пропитки вышеназванных волокнистых тканных структур эти волокна снаружи должны покрываться специальными составами - аппретами и замасливателями, повышающими адгезию стекловолокон к связующему. Одновременно с этим даже для пропитки тканных наполнителей из алюмосиликатных волокон в это связующее необходимо также вводить аппретирующие добавки для увеличения адгезии к стекловолокну, что значительно удорожает стоимость готовой продукции и снижает ее конкурентоспособность.
Прочность адгезии наиболее известных связующих к волокнам из алюмоборосиликатного стекла (табл.3) в сравнении со связующим-прототипом по авт. свид. №1036730 А
СФ-010
СФ-341А
СФ-340А
Гибридное связующее по п.1 формулы изобретения
Аппреты АГМ-3, АГМ-9 применяются только под эпоксидные и/или фенолформальдегидные смолы
К недостаткам связующего по авт. свид. №1036730А следует также отнести и такие, как:
- большая усадка при отверждении, % - 0,5-3,6;
- невысокое удлинение при разрыве, % - 0,4-3,0;
- низкая ударная вязкость, кДж/м2 - 2,5-12,5.
Связующее-прототип имеет невысокие теплофизические характеристики, например, пластики из стеклоткани Т-13 и данного связующего с соотношением компонентов 2,3:1 имеют следующие характеристики:
- рабочая температура длительной эксплуатации, °С - 120-160;
- теплостойкость по Мартенсу, К - 383-438;
- температура начала интенсивной деструкции, К - 520-533;
- коэффициент термического расширения ·103, К-1 - 3-11,5;
- кислородный индекс (КИ) - 35-38;
- время горения после отведения пламени газовой горелки - ≈5 сек;
- средний линейный унос от высокоэнтальпийного теплового потока газов 3,5·106 Вт/м2 - 1,2-1,5 мм/сек (для пластиков на основе ткани Т-13 и данного связующего);
- средняя скорость уноса по потере веса от высокоэнтальпийного потока газов 3,5·106 Вт/м2 - 1,0-1,2 мм/сек (для пластиков на основе тканей ТЭМС-к(п) и данного связующего);
- эффективная энтальпия ·106, Дж/кг - ≈2,3-2,5;
- температура сублимации, °С - 160-250.
Задача изобретения - улучшение технологичности изготовления пластиковых изделий на основе нового гибридного связующего и при этом повышение физико-механических, тепло-физических, электростатических (антистатических), антифрикционных и антикоррозионных свойств пластиков и изделий на его основе и наполнителей, изготавливаемых методами намотки, а также повышения их термо-огнестойкости и термостабильности.
Технический результат достигается тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ и эпоксиалифатической ДЭГ-1 смол в органическом растворителе, в качестве смолы-отвердителя содержит резольную фенолформальдегидную смолу СФ-340А, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и фенолформальдегидной СФ-340А смол и органический растворитель, дополнительно содержит антипиренную добавку - 7-18 мас.ч., выбранную из группы, включающей трихлорэтилфосфат, четыреххлористый углерод, гексахлорбензол, трехокись сурьмы и хладон.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол и органический растворитель, дополнительно содержит группу антипиренных добавок - 2-13 мас.ч. хладона, 2-13 мас.ч. гексахлорбензола, 2-13 мас.ч. трехокиси сурьмы, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- хладон - 2-13;
- гексахлорбензол - 2-13;
- трехокись сурьмы - 2-13.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол и органический растворитель, дополнительно содержит антипиренные добавки - 12-23 мас.ч. трихлорэтилфосфата и 12-23 мас.ч. гексахлорбензола и/или четыреххлористого углерода, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- трихлорэтилфосфат - 12-23;
- гексахлорбензол и/или четыреххлористый углерод - 12-23.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол и органический растворитель, дополнительно содержит антипиренные добавки - 12-23 мас.ч. трихлорэтилфосфата, 12-23 мас.ч. гексахлорбензола, 12-23 мас.ч. четыреххлористого углерода, 12-23 мас.ч. трехокиси сурьмы и 12-23 мас.ч. хладона, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- трихлорэтилфосфат - 12-23;
- гексахлорбензол - 12-23;
- четыреххлористый углерод - 12-23;
- трехокись сурьмы - 12-23;
- хладон - 12-23.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол и органический растворитель, дополнительно содержит добавку - 1-1,5 мас.ч. фталцианина меди, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- фталцианин меди - 1-1,5.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол и органический растворитель, дополнительно содержит добавку - 1-6 мас.ч. хлорсодержащего соединения никеля, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- хлорсодержащее соединение никеля - 1-6.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол и органический растворитель, дополнительно содержит 0,001-0,003 мас.ч. антистатической добавки в виде присадки типа "Сигбол", содержащей токопроводящий раствор металлосоединений органических кислот и полимерного компонента в толуоле, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- раствор металлосоединений органических кислот и полимерного компонента в толуоле - 0,001-0,003.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол и органический растворитель, дополнительно содержит 0,001-0,005 мас.ч. антистатической добавки в виде присадки типа АСП-1, содержащей раствор солей хрома в синтетических жирных кислотах, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- раствор солей хрома в синтетических жирных кислотах - 0,001-0,005.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол и органический растворитель, дополнительно содержит 7-13 мас.ч. кристаллического алюмосиликата натрия, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- кристаллический алюмосиликат натрия - 7-13.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол, органический растворитель и кристаллический алюмосиликат натрия, дополнительно содержит антипиренную добавку - 7-23 мас.ч. трехокиси сурьмы, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- кристаллический алюмосиликат натрия - 7-13;
- трехокись сурьмы - 7-23.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол, органический растворитель, кристаллический алюмосиликат натрия, дополнительно содержит антипиренную добавку - 7-23 мас.ч. гексахлорбензола, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- кристаллический алюмосиликат натрия - 7-13;
- гексахлорбензол - 7-23.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол, органический растворитель и кристаллический алюмосиликат натрия, дополнительно содержит антипиренные добавки - 7-23 мас.ч. четыреххлористого углерода и/или хладона, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- кристаллический алюмосиликат натрия - 7-13;
- четыреххлористый углерод и/или хладон - 7-23.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол, органический растворитель и кристаллический алюмосиликат натрия, дополнительно содержит антипиренную добавку - 7-23 мас.ч. трихлорэтилфосфата, при следующем сосоотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- кристаллический алюмосиликат натрия - 7-13;
- трихлорэтилфосфат - 7-23.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол, органический растворитель и кристаллический алюмосиликат натрия, дополнительно содержит антипиренные добавки - 2-13 мас.ч. трихлорэтилфосфата, 2-13 мас.ч. гексахлорбензола, 2-13 мас.ч. четыреххлористого углерода, 2-13 мас.ч. трехокиси сурьмы и 2-13 мас.ч. хладона, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- кристаллический алюмосиликат натрия - 7-13;
- трихлорэтилфосфат - 2-13;
- гексахлорбензол - 2-13;
- четыреххлористый углерод - 2-13;
- трехокись сурьмы - 2-13;
- хладон - 2-13.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол и органический растворитель, дополнительно содержит антистатическую добавку - 7-18 мас.ч. сажи и/или углеродографитовой смеси при соотношении углерод к графиту от 1:1 до 1:0,1, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- сажа и/или углеродографитовая смесь - 7-18.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол, органический растворитель и сажу и/или углеродографитовую смесь при соотношении углерод к графиту от 1:1 до 1:0,1, дополнительно содержит антипиренную добавку - 7-18 мас.ч. гексахлорбензола и/или трехокиси сурьмы, при следующем сооотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- сажа и/или углеродографитовая смесь - 7-18;
- гексахлорбензол и/или трехокись сурьмы - 7-18.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол, органический растворитель и сажу и/или углеродографитовую смесь при соотношении углерод к графиту от 1:1 до 1:0,1, дополнительно содержит антипиренную добавку - 7-18 мас.ч. трихлорэтилфосфата, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- сажа и/или углеродографитовая смесь - 7-18;
- трихлорэтилфосфат - 7-18.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол, органический растворитель и сажу и/или углеродографитовую смесь при соотношении углерод к графиту от 1:1 до 1:0,1, дополнительно содержит антипиренную добавку - 7-18 мас.ч. четыреххлористого углерода и/или хладона, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- сажа и/или углеродографитовая смесь - 7-18;
- четыреххлористый углерод и/или хлад он - 7-18.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол, органический растворитель и сажу и/или углеродографитовую смесь при соотношении углерод к графиту от 1:1 до 1:0,1, дополнительно содержит антипиренные добавки - 2-13 мас.ч. трихлорэтилфосфата, 2-13 мас.ч. четыреххлористого углерода и 2-13 мас.ч. хладона, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- сажа и/или углеродографитовая смесь - 7-18;
- трихлорэтилфосфат - 2-13;
- четыреххлористый углерод - 2-13;
- хладон - 2-13.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол, органический растворитель и сажу и/или углеродографитовую смесь при соотношении углерод к графиту от 1:1 до 1:0,1, дополнительно содержит антипиренные добавки - 2-13 мас.ч. гексахлорбензола, 2-13 мас.ч. трехокиси сурьмы, 2-13 мас.ч. триххлорэтилфосфата, 2-13 мас.ч. четыреххлористого углерода и 2-13 мас.ч. хладона, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- сажа и/или углеродографитовая смесь - 7-18;
- гексахлорбензол - 2-13;
- трехокись сурьмы - 2-13;
- трихлорэтилфосфат - 2-13;
- четыреххлористый углерод - 2-13;
- хладон - 2-13.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол и органический растворитель, дополнительно содержит антипиренные добавки - 12-23 мас.ч. трехокиси сурьмы и гексахлорбензола в соотношении от 1:1 до 1:0,1, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- трехокись сурьмы и гексахлорбензол - 12-23.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол, органический растворитель и антипиренные добавки - трехокись сурьмы и гексахлорбензол в соотношении от 1:1 до 1:0,1, дополнительно содержит 12-23 мас.ч. порошкообразных добавок в виде монолитных, полых, чешуйчатых и волокнистых частиц из оксидов и/или нитридов металлов, и/или из оксидов кремния, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- трехокись сурьмы и гексахлорбензол - 12-23;
- монолитные, полые, чешуйчатые и волокнистые частицы из оксидов и/или нитридов металлов, и/или из оксидов кремния - 12-23.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол, органический растворитель и антипиренные добавки - трехокись сурьмы и гексахлорбензол в соотношении от 1:1 до 1:0,1, дополнительно содержит 2-13 мас.ч. дискретных наполнителей в виде нитевидных кристаллов, например, из оксидов алюминия, хрома и железа и углеродистого кремния, при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- трехокись сурьмы и гексахлорбензол - 12-23;
- нитевидные кристаллы из оксидов алюминия, хрома и железа и углеродистого кремния - 2-13.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол и органический растворитель, дополнительно содержит мелкодисперсный наполнитель - 7-18 мас.ч., содержащий нитриды и/или оксиды металлов и кремния, выбранные из группы: оксид магния (жженая магнезия), оксид алюминия (глинозем), оксид титана (рутил), оксид кремния (кремнезем), нитрид бора BN, боразон, боразол при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- наполнитель - 7-18.
Технический результат достигается и тем, что связующее, содержащее смесь эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол и органический растворитель, дополнительно содержит нитевидные кристаллы - 2-18 мас.ч. из оксидов алюминия, и/или хрома, и/или железа, и/или углеродистого кремния при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- трехокись сурьмы и гексахлорбензол - 12-23;
- нитевидные кристаллы из оксидов алюминия, и/или хрома, и/или железа, и/или углеродистого кремния - 2-18.
Аналогами заявленных способов получения гибридного связующего для пластиков являются: способ получения связующего для стеклопластиков на основе эпоксидной и фенолформальдегидной смол по авт. свид. SU №730756 от 05.06.78 г., Мкл2 С 08 L 63/04, В 32 В 17/10, бюл. №16 от 30.04.80 г. и способ получения эпоксидной порошковой композиции по авт. свид. SU №702050 от 28.08.77 г., Мки 5 09 D 5/03, С 09 D 163/00, С 08 J 3/20, бюл. №45 от 05.12.79 г.
В изобретении по авт. свид. SU №730756 (аналог 1) описан способ получения связующего для стеклопластиков на основе эпоксидной и фенолформальдегидной смол путем предварительного растворения дициандиамида в этилцеллозольве и его смешивания с эпоксидной смолой.
Способ направлен для улучшение технологичности связующего и физико-механических показателей стеклопластиков на его основе.
Отличительная особенность этого способа состоит в том, что в качестве фенолформальдегидной смолы используют новолачную фенолформальдегидную смолу с содержанием свободного фенола 10-12%, растворение дициандиамида (ДЦДА) производят в присутствии этой смолы, взятой в количестве 3,8-19 мас.ч. на 3,5-6,3 мас.ч. дициандиамида.
В изобретении по авт. свид. SU №702050 (аналог 2) описан способ получения эпоксидной порошковой композиции для покрытий. В изобретении по авт. свид. SU №702050 описана технология получения эпоксидной порошковой композиции для покрытий путем совмещения расплава эпоксидной смолы, отвердителя - дициандиамида и наполнителя, состоящего из аэросила и пигментов - двуокиси титана (TiO2) и ультрамарина.
Изобретение направлено для сокращения продолжительности отверждения порошковой эпоксидной композиции и повышения физико-механических свойств покрытий.
Основной отличительный признак способа по авт. свид. SU №702050 - перед введением отвердителя ДЦДА его предварительно измельчают в присутствии аэросила в соотношении дициандиамид - аэросил от 3:1 до 1:3 по весу.
Недостаток пластиковых покрытий вышеприведенных аналогов: получаемые на основе вышеописанных способов связующие имеют слабую адгезионную прочность для волокон на парафиновом замасливателе - 4-5 МПа, для аппретированных волокон аппретами АГМ-3 и/или АГМ-9 - 6-9 МПа, а пластики на их основе -низкую ударную вязкость (40-150 кДж/м2) и очень низкую прочность при межслоевом отрыве (59-245 МПа) и невысокую прочность при межслоевом сдвиге (5,9-78,5 МПа). При этом более низкие значения характерны для намотанных структур, а более высокие - для прессованных.
Кроме того, получаемые на основе вышеописанных способов пластики имеют низкую теплостойкость - всего 185-200°С по Мартенсу и практически неудовлетворительно работают в условиях воздействия на них высокоэнтальпийных скоростных потоков газов. Кроме того, пластики на основе связующих, изготовленных в соответствии с вышеприведенными способами, обладают невысокой коррозионной стойкостью, не водостойки, не обладают свойствами снятия со своих поверхностей статических зарядов электричества.
Прототипом заявленных способов получения эпоксидных связующих является способ получения эпоксидной композиции по авт. свид. SU №1445163 от 13.05.86 г., бюл. №47 от 23.12.90 г.
Это изобретение относится к способам получения эпоксидных композиций для приготовления долгоживущих "препрегов" методом пропитки тканного наполнителя раствором связующего. Изготовленные в соответствии с предложенным способом эпоксидные композиции и "препреги" используются для получения композиционных волокнистых материалов и конструкционных изделий на их основе.
Этот способ направлен на создание связующего с улучшенными технологическими свойствами, а именно: на повышение жизнеспособности связующего и улучшение физико-механических свойств композиционных волокнистых материалов, создаваемых на основе этого связующего.
В способе получения эпоксидной композиции по авт. свид. SU №1445163, кл. C 08 L 63/00, включающем механическое смешивание эпоксидной смолы и латентного отвердителя класса алкилзамещенных мочевин в присутствии органического растворителя при повышенной температуре, в качестве эпоксидной смолы используют смесь эпоксидной диановой смолы (ЭД 20, ЭТФ, ЭХД и др.) и эпоксиалифатической смолы ДЭГ-1, в качестве отвердителя - бис-N,N-диметилкарбамид (дифенилметан), а в качестве растворителя - спирто-ацетоновую смесь, причем массовое соотношение эпоксиалифатической смолы ДЭГ-1 и отвердителя - (0,3-1,5):1, соотношение спирта и ацетона (1-2):1, а смешивание ведут при температуре 60-70°С в течение 60-90 минут.
Недостаток способа получения связующего по авт. свид. SU №1445163: способ позволяет получать пластики на ее основе с невысокими физико-механическими и теплофизическими характеристиками, низкой водокоррозионностойкостью, а также низкими межслоевыми характеристиками: сдвиговой и трансверсальной (отрывной) прочностью.
Кроме того, к недостатку способа следует отнести и тот факт, что пластики, получаемые на основе связующего, приготавливаемого в соответствии со способом по авт. свид. SU №1445163, имеют низкие антифрикционные свойства и вибростойкость, не имеют защиты от накопления зарядов статического электричества и неудовлетворительно работают на эрозионный унос массы в условиях воздействия на них высокоскоростных и высокоэнтальпийных скоростных потоков газов.
Краткое описание изобретения
Основной задачей изобретения является создание универсальных гибридных связующих и способов их приготовления, которые позволяли бы получать пластики из любых волокнистых наполнителей (стеклянных, органических - СВМ-волокна, угольных, углеродных, базальтовых и др.) методами намотки или прессования изделий с любой степенью анизотропии, со степенью отверждения связующего до 97-99% и одновременно обладали бы высокой технологичностью, вибро-термостойкостью, огне-коррозионностойкостью, стойкостью к воздействию агрессивных сред, в том числе агрессивных сред дымовых газов, высокоскоростных и высокоэнтальпийных потоков, и одновременно обладали бы высокой эксплуатационной надежностью (антистатической, антивибрационной, антифрикционной, антикоррозионной, антивандальной и т.д.) и приемлемой стоимостью, то есть отвечали бы всем требованиям рыночной экономики.
Разработанные новые типы связующих и способы их получения предназначены для изготовления конструкционных изделий из композиционных волокнистых материалов, образуемых из тканных и/или ленточных "препрегов" на основе алюмоборосиликатных (АБС) бесщелочных и алюмомагнезиальных щелочных волокон, титаносодержащих бесщелочных волокон марки Т273, а также кислотостойких боросодержащих и термостойких кремнеземных и кварцевых волокон (табл.3). Одновременно с этим разработанные составы связующих могут быть эффективно использованы и для пропитки тканей и лент из органических (СВМ), углеродных, кевларовых, базальтовых и других волокон, а также полифеновых и капроамидных волокон и теплозащитных тканей типа ТЭМС-к(п) на их основе.
Из вышесказанного следует, что волокнистые армирующие наполнители, используемые совместно с разработанными гибридными связующими для производства изделий из различных пластиков и разными методами, в том числе и методами намотки или прессования, весьма разнообразны как по виду и химическому составу, так и по целевому назначению.
По виду волокнистые наполнители, предназначаемые для пропитки гибридными связующими, разделяются на две основные группы:
- к первой основной группе следует отнести первичные нити (некрученые и крученые), представляющие собой совокупность 100-200 одновременно вытягиваемых в волоконно-прядильном агрегате элементарных волокон, а также жгуты, получаемые объединением первичных нитей (некрученые и крученые жгуты, лента однонаправленная);
- ко второй основной группе следует отнести все наполнители рулонного типа, то есть различные тканные и нетканные материалы, используемые в процессе намотки только для формования изделий, поверхность которых разворачивается в плоскость.
Одним из важнейших условий эффективного использования волокнистого наполнителя и связующего в конструкциях силового назначения является одновременность работы элементарных волокон и их хорошая совместимость со связующим.
Некрученые нити и жгуты полнее сохраняют исходную прочность элементарного волокна и более приемлемы в технологии намотки высокопрочных конструкций. В частности, некрученые нити и жгуты позволяют реализовывать в готовых изделиях 75-81% прочности элементарных волокон, тогда как крученые - всего 68-71%. При использовании тканных и/или ленточных наполнителей этот показатель снижается еще ниже - до 60-65%.
Однако крученые нити более удобны в процессе ткачества и более технологичны при производстве предварительно пропитанных композиционных материалов - полуфабрикатов - "препрегов".
По химическому составу волокна, применяемые в отечественной и зарубежной промышленности, также значительно отличаются друг от друга, достаточно близки по химическому составу российские и американские рецептуры основных стекол для получения волокон (табл.3). Вот почему при разработке рецептур гибридных связующих, представленных в изобретении, приходилось учитывать эффективность их применения с учетом структуры и химического состава наполнителей. Одновременно с этим учитывались и их физико-механические, теплофизические и другие свойства: прочность, химстойкость, стойкость при повышенных температурах, технологичность и стоимость изготовления.
Химические составы основных стекол для получения волокон, применение которых возможно для получения тканных "препрегов" и изделий из них на основе связующих, представленных в данном изобретении Рецептуры России
Щелочные стеклянные волокна дешевле (на 30-40%) и технологичнее, однако, по прочностным свойствам, химической стойкости и особенно при повышенных температурах они значительно уступают бесщелочным. При серийном производстве крупногабаритных конструкций, не подверженных высоким механическим нагрузкам и эксплуатируемых в отсутствие агрессивных сред, используются стекловолокнистые наполнители, полученные из дешевого щелочного стекла.
Алюмоборосиликатное бесщелочное стекло (табл.3), а также составы с повышенной прочностью и жесткостью применяются в производстве волокон и тканей, предназначенных для изготовления ответственных конструкционных элементов.
Повышенная коррозионная стойкость конструкций из стеклопластиков достигается применением кислотостойкого борсодержащего стекла. Термостойкость конструкций может быть увеличена, если в качестве наполнителя применяются кремнеземные и кварцевые волокна.
Поэтому бесщелочные волокна нашли более широкое применение в промышленности. Работы по подбору составов волокон и гибридных связующих для них, а также способов их получения продолжаются и, в том числе, они ведутся на предприятии ФГУП ПО "Авангард".
Обычно при разработке составов волокон и связующих к ним, оксиды щелочных металлов, находящихся в их составах, заменяются на оксиды и/или нитриды металлов. Делается это с целью повышения качества и эксплуатационной надежности пластиков на их основе. Поэтому и велись исследования по снижению содержания оксидов щелочных металлов как в волокнах, так и в гибридных связующих.
Уменьшение содержания оксидов щелочных металлов в волокнах может достигаться различными методами, например, обработкой волокон специально подобранными растворами.
Подобным образом получают кремнеземные и кварцевые волокна, в которых содержание оксида кремния от 53,7 до 71% (табл.3).
Кварцевые волокна, представляющие собой почти кремнезем, в связи с высокой вязкостью расплава изготавливают в два этапа: сначала вытяжкой из расплава получали штабики (стержни) диаметром около 1 мм, а затем в условиях местного нагрева производят вытяжку из них волокна. Ниже в табл.4 приведены свойства стекловолокон.
Основные свойства стекловолокон
Применение волокон с гексагональным и прямоугольным сечениями также дает возможность повысить плотность их упаковки в стеклопластике, а следовательно, увеличить прочность и жесткость материала композита. Замена монолитных волокон полыми позволяет не только уменьшить плотность стеклопластиков, но и значительно повысить прочность и жесткость композитов при сжатии и изгибе.
Как видно из табл.4, диапазон свойств стеклянных волокон достаточно широк, чтобы удовлетворить различным требованиям промышленности.
Существенным при этом является как диаметр волокон, так и коэффициент капиллярности, то есть отношение внутреннего диаметра к внешнему. Для волокон диаметром 9-15 мкм (наиболее эффективных размеров волокон с точки зрения их пропитки связующим и переработки в изделия из композиционных волокнистых материалов методами намотки) коэффициент капиллярности обычно находится в пределах 0,6-0,85. Следует отметить также, что применение полых волокон расширяет возможности диэлектрических и теплофизических свойств полимерных композиционных материалов.
Супертонкие волокна диаметром менее 1 мкм весьма эффективны в конструкциях, работающих на растяжение. Однако их получение и переработка, особенно применительно к высокомодульным составам, имеют существенные конструкторско-технологические ограничения, обусловленные высокой чувствительностью к дефектам, ломкостью, низкой прочностью при срезе и т.д. Поэтому применение супертонких волокон более обосновано в конструкциях, используемых для звуко- и теплоизоляции, и поэтому в заявленных материалах не будут рассмотрены, поскольку это другой класс полимерных композитов.
Волокна диаметром более 15 мкм эффективны в конструкциях, работающих на сжатие. Эти конструкции также относятся к другому классу изделий из полимерных композиционных материалов и в дальнейшем не будут рассматриваться в описании данного изобретения.
В общем же взаимосвязь прочностных характеристик композитов с диаметром стеклянного волокна является достаточно сложной и выбор оптимального диаметра волокна обусловлен многими факторами, среди которых наиболее важными являются: характер нагружения, адгезивная прочность гибридного связующего, соотношение относительных удлинений при разрыве волокна и гибридного связующего, соотношения модулей упругости волокна и гибридного связующего, наличие содержания оксидов щелочных металлов в стекле и гибридном связующем и т.д.
При этом, наряду с поисками путей увеличения прочности и жесткости композитов особое внимание обращалось на повышение их трещиностойкости, а также межслоевой сдвиговой и трансверсальной (отрывной) прочности, поскольку эти показатели практически определяют границы нагружения конструкций из стеклопластиков, да и других пластиков на основе органических, капроамидных, полифеновых, борных, базальтовых и углеродных волокон.
В современном многотоннажном производстве пластиковых изделий, каким является и ФГУП ПО "Авангард", используются в основном волокна диаметром 9-15 мкм, что технически и экономически оправдано. Самые общие технологические рекомендации состоят в следующем: волокна диаметром 9-11 мкм целесообразно использовать с фенолформальдегидной смолой, диаметром 11-15 мкм - с эпоксидной смолой.
Такие рекомендации основаны на оценке когезионных и адгезионных свойств связующих, причем адгезионным характеристикам при выборе составов связующего придавалось наибольшее значение (табл.2).
Новые составы гибридных связующих и технологии получения на их основе новых полимеров разрабатывались с учетом этого фактора. Здесь следует также заметить, что поверхности элементарных волокон в процессе их получения покрывают замасливателем для защиты от внешних воздействий, увеличения эластичности и улучшения технологических свойств.
На предприятии ФГУП ПО "Авангард" чаще всего используются волокна, покрытые различными видами эмульсий. Их изготавливают из минеральных масел или жирных кислот с добавлением парафина или поливинилового спирта.
К замасливателям предъявляются весьма разнообразные требования. Они должны препятствовать истиранию волокон в процессе переработки, защищать их от различных внешних воздействий, обладать хорошей адгезией к поверхности как волокна, так и связующего, не оказывать вредного воздействия на свойства готового пластика, а также быть нетоксичными, термостойкими и, наконец, высокотехнологичными. Однако замасливатели существенно ухудшают адгезионную способность волокон и снижают физико-механические и теплофизические показатели армированных пластиков. Так, при обычном содержании парафинового замасливателя 1,5-2%, снижение прочности эпоксифенольных композиций составляет 12-15%.
Перед формованием изделий, а чаще всего перед получением полуфабрикатов - "препрегов" для них, замасливатели тканных наполнителей удаляют химическим или термическим путем. Химическая отмывка производится водными (реже в органических растворителях) растворами моющих средств, таких, как сульфоны жирных кислот, мочевина, хромовые смеси и др. Химическая обработка уменьшает содержание замасливателя до 0,3-0,6%.
Более эффективна термическая обработка тканного наполнителя, покрытого замасливателем, в течение 4-6 часов при температурах 570-575 К. При такой термообработке остаточное содержание замасливателя доводится до 0,05%, однако, при этом происходит значительное (на 25-35%) снижение прочности волокнистого наполнителя.
Для повышения адгезии гибридного связующего с волокном и улучшения технологичности волокнистых наполнителей после удаления замасливателя поверхность волокон обрабатывают специальными веществами - аппретами, представляющими собой специальные многофункциональные соединения, способные взаимодействовать как с материалами волокон, так и с гибридным связующим.
Влияние их на адгезионную прочность отражено в табл.2. В этой же таблице показана эффективность применения и прямых замасливателей (типа АГМ-3, АГМ-9) на основе кремнеорганических соединений (диэтиламинометилтриэтоксисилан, эпоксипропилтриэтоксилан и др.), в состав которых входят вещества, обладающие адгезионными и гидрофобными свойствами и способствующими повышению прочности связи на границе раздела фаз; они не удаляются с поверхности волокон перед формованием изделий (с "мокрой" пропиткой) или перед получением "препрегов" для формования изделий "сухой" намоткой и поэтому называются прямыми.
Прямые замасливатели увеличивают не только адгезивную прочность на 15-20%, но и атмосферостойкость волокон и композицитов в целом. Вместе с тем прямые замасливатели на основе кремнеорганических соединений могут снизить жизнеспособность гибридного связующего в предварительно пропитанных материалах и его технологичность. Повышение адгезионной прочности композитов может быть достигнуто за счет введения в состав гибридного связующего до 3-10% химически активных добавок, способных взаимодействовать как с материалом волокон, так и с гибридным связующим.
Проведенный выше анализ армированных материалов показал, что для создания ответственных конструктивных изделий из композиционных волокнистых материалов, а также отдельных к ним узлов и элементов, наиболее эффективно бесщелочное стекло с диаметром волокон 9-15 мкм. Причина высокой прочности стекловолокна кроется в технологии его получения и связана с высокой скоростью механической вытяжки расплава стеклянной массы, поступающей из фильер плавильной камеры, и интенсивным охлаждением на воздухе волокна диаметром в несколько мкм. Влияние диаметра волокна на его прочность, обусловленное зависимостью скорости охлаждения от температурного градиента вдоль радиуса волокна, конечно, имеет место.
Однако в большинстве случаев эта зависимость определяется тем, что вероятность механических повреждений поверхности волокна возрастает с увеличением его диаметра.
Теоретическая прочность стекловолокна, вычисленная различными методами, составляет 10-20 ГПа: практически достигнутые значения прочности стекловолокна на предприятии ФГУП ПО "Авангард" не превышают 5-6 ГПа.
Стремление увеличить несущую способность конструкций из стеклопластиков привело к разработке высокомодульных волокон, жесткость которых в 1,5-2 раза выше, чем волокна обычного состава.
Однако дальнейшее увеличение модуля упругости, достигаемое варьированием химического состава стекла, вызывает все большие трудности технологического порядка (связанные с нанесением на него замасливателя, аппретирования, а также ломкостью волокна и т.д.) и поэтому вряд ли экономически оправдано.
Различные виды стекловолокнистых наполнителей, используемых в производстве изделий из армированных пластиков, характеризуются плотностью упаковки волокон и их взаимным расположением.
Линейная плотность нитей выражается в тексах (текс представляет собой массу в граммах нитей длиной 1000 м). Наиболее часто на предприятии ФГУП ПО "Авангард" при намотке изделий используются нити с линейной плотностью 50-100 текс.
Для выработки (получения) стеклотканей и/или тканных лент также используются нити линейной плотностью 50-100 текс, получаемые из волокон диаметром 3-15 мкм.
В производстве изделий из стеклопластиков нашли применение ткани полотняного, сатинового, саржевого и кордного переплетения. В конструкциях, подверженных значительным межслоевым сдвиговым нагрузкам, хорошо зарекомендовали себя ткани объемного переплетения типа ВПР-10, состоящем из нескольких слоев, последовательно объединенных общими нитями. Такие ткани достигают толщин порядка 1 мм и характеризуются массой 1 м2 от 1800 до 8600 г.
Примечание - Многослойные и объемные стеклоткани предназначены главным образом для получения стеклопластиков методами прессования и пропитки под давлением или вакуумом в замкнутой форме; поскольку возможности их применения для намотки весьма ограничены из-за сложности подбора для них рецептур связующих и режимов (методов) их пропитки, то разработка рецептур связующих для такого типа тканных структур не производилась; разработка рецептур гибридных связующих велась в основном для волокнистых стеклотканных структур полотняного, сатинового и саржевого переплетения нитей, а также для волокнистых полифеновых и капроамидных структур тканей типа ТЭМС-к(п).
Технические требования, предъявляемые к гибридным связующим
В качестве связующего для стеклопластиков (да и пластиков на основе органических, капроамидных, полифеновых, базальтовых, борных и углеродных) было использовано термореактивное гибридное связующее, отвечающее следующим требованиям:
- хорошая способность смачивания стеклянных, углеродных, органических, борных, капроамидных, полифеновых и базальтовых волокон;
- высокая адгезионная и когезионная прочность и высокий модуль упругости при вязком характере разрушения;
- достаточная деформативность, то есть относительное удлинение, вплоть до разрушения, должно быть не меньше соответствующих значений для арматуры - нитей (прядей) и/или жгутов;
- незначительная усадка при отверждении и значение коэффициента термического расширения, близкое к значению этого показателя для арматуры (стеклянной, органической, углеродной, борной, полифеновой, капроамидной и др.);
- отсутствие при отверждении выделений побочных продуктов (так называемых летучих компонентов, удаляемых при изготовлении "препрегов" и изделий из них), нарушающих монолитность пластиков;
- достаточная теплостойкость, термостабильность и стабильность физико-химических характеристик при хранении и эксплуатации, в том числе и при длительной эксплуатации при повышенных температурах;
- гидрофобность и высокая водостойкость, в том числе и коррозионная стойкость к агрессивным средам;
- малая коррозионная активность по отношению к металлам, химическая нейтральность отвержденного связующего по отношению к арматуре (волокнам различных типов);
- высокие (а в отдельных случаях - хотя бы приемлемые) технологические свойства - вязкость, жизнеспособность, температура отверждения, выделение летучих веществ, усадка и др.;
- высокие (или хотя бы приемлемые) экономические показатели полимера (стоимость, дефицитность сырья, расход энергии на его производство и т.п.);
- высокие удельные физико-механические характеристики;
- высокая эрозионная стойкость к воздействию высокоэнтальпийных скоростных потоков газов (ламинарных и/или турбулентных);
- высокая прочность на сдвиг (по крайней мере не ниже прочности адгезии связующего к стекловолокну);
- высокая ударная вязкость;
- высокие антифрикционные, электрические, электростатические, теплофизические и другие свойства.
В настоящем разделе данного описания приводятся данные о свойствах основных видов связующих в обобщенном виде; преследовалась цель обратить внимание разработчиков технологии намотки пластиковых изделий из композиционных волокнистых материалов на возможности того или иного вида связующих, а также на их сравнительную оценку. В табл.5 представлены специфические свойства полимерных связующих, а в табл.6 представлены основные свойства связующих для стеклопластиков.
Показатели некоторых специфических свойств полимерных связующих
Основные свойства связующих для стеклопластиков
Из приведенных в табл.5, 6 данных видно, что диапазон свойств полимерных связующих достаточно широк и позволяет подобрать необходимое сочетание их для получения композиционных материалов разнообразного назначения.
Наибольшее применение в производстве изделий из пластиков получили полиэфирные, эпоксидные, фенолформальдегидные и кремнеорганические связующие (табл.6).
Недостатки и преимущества связующих, приведенных в табл.5, 6
Полиэфирные связующие благодаря их высокой технологичности и небольшой стоимости используются в производстве крупногабаритных многотоннажных конструкций, не испытывающих значительных нагрузок. Ограничения в их применении связаны в основном с низкой трансверсальной, сдвиговой и вибрационной прочностью, большой усадкой при отверждении, невысокой теплостойкостью и термостабильностью, а также низкой атмосферо-коррозионностойкостью.
Кремнеорганические связующие также из-за низкой адгезионной прочности находят применение в малонагруженных конструкциях. Их достоинства проявляются в полной мере, когда определяющим требованиям к изделиям предъявляются: высокие теплостойкость, радиопрозрачность и химическая стойкость.
К недостаткам этого типа связующего можно отнести низкую адгезионную прочность, хрупкость, большую усадку, нетехнологичность, и, как следствие этих недостатков, значительную стоимость.
В производстве ответственных конструкций из пластиков используются в основном эпоксидные и фенолформальдегидные связующие, причем последние наряду с достаточно высокой прочностью придают композиционному материалу еще и повышенную теплостойкость и термостабильность.
К достоинствам эпоксидных связующих относятся: незначительная усадка при отверждении и высочайшая адгезия практически ко всем волокнистым материалам - стеклянным, органическим, углеродным, полифеновым, капроамидным, металлам, а также их оксидам и нитридам. Кроме того, эпоксидные смолы (в сравнении с другими) имеют и более высокие физико-механические характеристики.
Однако эти связующие токсичны и дорогостоящи. Цена фенолформальдегидных смол относительно невысока, однако, их переработка связана, как правило, с достаточно высокими давлениями и температурой. Кроме того, они также токсичны. Использование гибридных связующих, например, эпоксифенольных, и/или эпоксифенолформальдегидных, и/или эпоксикремнийорганических, позволяет в максимальной степени использовать достоинства составляющих их смол и избежать их недостатков.
Особое значение для производства намотанных пластиков имеют эпоксидные смолы марок ЭД-16, ЭД-20, ЭХД, ЭХД-У и ЭТФ.
Смола ЭТФ, например, обладая невысокой молекулярной массой (350-700), при обычной температуре представляет собой вязкую жидкость, что особенно важно в технологии формования крупногабаритных изделий.
Обладая высоким содержанием эпоксидных групп (13-29%) (табл.7), эта смола весьма реакционноспособна и может отверждаться при наличии отвердителей аминного типа без подогрева, практически не выделяя летучих продуктов (до 2,5%).
Характеристики смол, используемых для получения гибридных связующих по п.п.1-38 формулы изобретения, представлены в табл.7.
Характеристики смол, используемых для получения гибридных связующих по п.п.1-38 формулы изобретения
Боковые гидроксильные группы в молекуле эпокситрифенольной смолы ЭТФ позволяют реализовывать и другой механизм отверждения, например, при использовании в качестве отвердителя фенолформальдегидной смолы, осуществляемой при повышенных температурах (180-200°С).
Горячее отверждение этого связующего позволяет получать пластики с более высокими физико-механическими характеристиками, особенно прочностью и жесткостью.
Ниже в табл.8 приведены некоторые характеристики эпокситрифенольной смолы ЭТФ холодного и горячего отверждения.
Характеристики эпокситрифенольной смолы ЭТФ холодного и горячего отверждения
при изгибе
при сжатии
Эпокситрифенольная неотвержденная смола ЭТФ может быть переведена в неплавкое и нерастворимое состояние действием отверждающих агентов различного класса: ангидридами ди- и поликарбамидных кислот, первичными аминами и др.
Ряд убывающей активности некоторых аминов можно представить как ПЭПА - ТЭТА - ГМДА - ТЭА - ТЭАТ, где:
ПЭПА - полиэтиленполиамин,
ТЭТА - триэтилентетрамин,
ГМДА - гексаметилендиамин,
ТЭА - триэтаноламин,
ТЭАТ - триэтаноламинтитанат.
Вышеперечисленные первичные амины позволяют вести отверждение эпокситрифенольной смолы ЭТФ без нагрева, то есть в холодном состоянии.
Снижение активности аминов наблюдается и при переходе от алифатических к ароматическим соединениям, в результате чего применение последних требует горячего отверждения. Этот ряд активности отражает снижение токсичности отвердителей при нормальных температурных условиях, а также уменьшение водостойкости, рост теплостойкости, прочности и жесткости композиций, отвержденных при помощи этих отвердителей. В этой же последовательности изменяется и агрегатное состояние отвердителя от жидкого к твердому. Применение твердых отвердителей эпокситрифенольной смолы ЭТФ для ее горячего отверждения вызывает значительные технологические трудности.
С нагревом эпокситрифенольной смолы ЭТФ ее отверждение можно вести с применением ангидридов некоторых органических кислот (обычно карбоновых), чаще всего малеинового ангидрида (МА) или фталевого ангидрида (ФА).
Малеиновый ангидрид по сравнению с фталевым имеет более низкую температуру плавления, однако, отличается большой летучестью и сильным раздражающим действием на слизистые оболочки глаз. Композиции с ним имеют сравнительно невысокую теплостойкость и ограниченную жизнеспособность. Но при этом они малопористы и имеют низкий уровень остаточных напряжений.
В качестве отвердителей для эпокситрифенольной смолы ЭТФ, кроме указанных, можно использовать некоторые фенольные, мочевино-меламино- и аминоформальдегидные и анилино-фенолформальдегидные смолы, а также низкомолекулярные полиамиды, гидропероксид изопропилбензола, пероксидметилкетона, нафтенат кобальта, алкоголят титана и другие соединения. Получаемые композиты отличаются эластичностью, пластичностью и другими свойствами, расширяющими их применение.
Однако все вышеперечисленные отвердители, кроме фенолформальдегидных смол, позволяют получать на основе смолы ЭТФ композиты с очень низкой межслоевой отрывной (трансверсальной) и сдвиговой прочностью.
Использование резольных фенолформальдегидных смол в качестве отвердителей эпокситрифенольной смолы ЭТФ требует применения горячего отверждения. Горячее же отверждение, особенно при повышенных температурах (180-200°С), характеризуется более высокой трудоемкостью процесса, большой энергоемкостью и необходимостью применения дополнительной дорогостоящей оснастки и оборудования: пропиточных машин, намоточных станков с греющими и подпрессовочными валами, термокамер с автоматической регулировкой температур отверждаемых заготовок, специальных оправок и др.
Тем не менее горячее отверждение обеспечивает более высокую воспроизводимость свойств (например, прочность пластиков горячего отверждения на растяжение возрастает в 2-3 раза) и используется в производстве ответственных конструкций, хотя и существует тенденция к снижению температур отверждения применяемых связующих.
Примечание - Преимущества холодного отверждения эпокситрифенольной смолы ЭТФ реализуются в полной мере при производстве изделий особо крупных габаритов, когда практически невозможно обеспечить требуемый для горячего отверждения температурный режим.
Эпокситрифенольная смола ЭТФ, ТУ 2225-316-09201208-94, предназначена для технического использования в составе других смол для армированных пластиков, пропиточных и заливочных компаундов, клеев в электротехнической промышленности, силовых конструкций из композиционных волокнистых материалов ракетнокосмической, авиасудостроительной и энергетической промышленности с повышенной теплостойкостью, термостабильностью и коррозионностойкостью. Смола перерабатывается при температурах 180-200°С. Основной ее недостаток - высокая вязкость (более 1 Па·с).
Оптимальные значения вязкости смол с точки зрения их переработки методами намотки лежат в интервале 0,1-1 Па·с (при контроле вязкости по вязкозиметру В 3-4 это соответствует 15-85 с). Смолы с такой вязкостью легко заполняют поры (ячейки, пустоты) с размерами 5-6 мкм. Частично требуемую оптимальную вязкость смолы ЭТФ (особенно горячего отверждения) можно обеспечить сопутствующим намотке или пропитке нагревом, температура которого равна 323-353 К (50-80°С) и поддерживается системой термостатирования пропиточной ванночки с точностью ±5 К.
Вязкость эпокситрифенольной смолы ЭТФ, смешанной с резольной фенолформальдегидной смолой СФ-340А (взятой в смесь в качестве отвердителя) состава, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13,
при нормальной температуре 20±1°С равна 2-5 МПа·с.
При сопутствующем подогреве этих смол ЭТФ + СФ-340А в ванне пропиточной машины до температур 323-353 К (50-80°С) при получении на их основе и тканного наполнителя "препрега" для "сухой" намотки изделий или при непосредственной пропитке наполнителя этими смолами в ванне намоточного станка для "мокрой" намотки изделий можно довести вязкость этих смол до 1-3 МПа·с. Температура этих смол должна автоматически поддерживаться системой термостатирования пропиточной ванночки с точностью ±5 К.
Следует заметить, что вязкость связующего может изменяться в процессе пропитки "препрега" или намотки в сторону увеличения в связи с процессом структуирования, а ее исходное значение зависит от давности приготовления и условий хранения.
Эти факторы следует учитывать разработчикам при разработке технологических регламентов приготовления связующих и изделий, образуемых из композиционных волокнистых материалов методами намотки. Особенно сильно на жизнеспособность связующего влияет температура. Для связующего ЭТФ (≈60%) + СФ-340А (≈40%) зависимость ее жизнеспособности от температуры приведена в табл.9.
Жизнеспособность гибридного связующего ЭТФ + СФ-340А
Следует заметить, что жизнеспособность этого связующего в сравнении с прототипом выше на 10-13% (табл.1).
Таким образом, тщательный контроль температуры связующего является одним из способов поддержания его оптимальной вязкости, а следовательно, и качества пропитки.
Нагрев связующего в пределах его рабочей температуры существенно улучшает пропитку наполнителя даже при меньших количествах наносимого на волокнистую арматуру связующего, что дает возможность некоторого регулирования объемного содержания волокнистого наполнителя в композиции; оптимальное объемное содержание волокнистого наполнителя и связующего ЭТФ + СФ-340А с точки зрения получения прочности композита: наполнителя - 70%, связующего - 30%.
Следует заметить, что примененная выше фенолформальдегидная смола СФ-340А для отверждения смолы ЭТФ взята из соображения повышения теплостойкости и термостабильности получаемых на ее основе пластиков.
Однако связующее ЭТФ + СФ-340А имеет неоптимальные значения вязкости; оптимальные значения вязкости для "мокрой" намотки и/или пропитки тканного наполнителя лежит в интервале 0,1-1 Па·с (при контроле вязкости по вязкозиметру В3-4 это соответствует 15-85 с). Связующие с такой вязкостью легко заполняют поры диаметром 3-6 мкм.
При вязкости связующего ЭТФ + СФ-340А 1-3 МПа·с это приводит к ухудшению пропитки и качества изделий: во-первых, это приводит к большому наносу смолы, что ухудшает прочность и жесткость пластиков, перерасходу смолы и повышению стоимости готового продукта, а, во-вторых, это приводит к недопропитке пространств (пор) между волокнами - композитов, и, как следствие этого, образованию значительной усадки, больших внутренних напряжений, пор, коробления, растрескивания и т.д.
У разработчиков есть три запасных варианта достижения оптимальной вязкости связующего при намотке или пропитке:
1 вариант - более точное дозирование отвердителя - смолы СФ-340А в связующем ЭТФ и его равномерное распределение.
2 вариант - введение в состав комплексного связующего низковязкой смолы разбавителя-пластификатора, в качестве которой в предложенном рецепте связующего применена эпоксиалифатическая смола ДЭГ-1 с молекулярной массой 240-320, массовой доле эпоксидных групп - 26% и динамической вязкостью не более 0,07 МПа·с (при t=20±1°С) (табл.7).
3 вариант - программирование скорости и интенсивности тепловых воздействий при отверждении, оптимизации состава и доз вводимого отвердителя и активаторов связующего - цеолитов (алюмосиликатов щелочных и щелочно-земельных металлов, используемых в качестве катализаторов и др.).
Здесь необходимо иметь в виду, что:
- избыток отвердителя не приводит к более полному или быстрому отверждению, но может вызвать коррозию металла и волокон, уменьшить адгезию к ним, ухудшить механические свойства, снизить водокоррозионностойкость, теплостойкость и другие характеристики материалов;
- недостаток отвердителя замедляет процесс отверждения гибридного связующего или вовсе останавливает его.
Ввести же дополнительно или вывести излишек отвердителя из связующего уже практически невозможно. Точность дозировки ингредиентов отвердителя, многие из которых летучи, должна быть очень высокой, поскольку они оказывают более сильное влияние на характеристики полимера.
Эффективность процесса отверждения связующего, его жизнеспособность и другие свойства значительно повышаются при введении наряду с ингредиентами отвердителя других химически активных веществ, выполняющих функции катализатора (ускорителя реакции), комплексно влияющих на скорость и глубину протекания процесса отверждения и предотвращающих образования термических взрывов, искажающих свойства отвержденного гибридного связующего. Для предотвращения термических взрывов необходимо программировать скорость и интенсивность тепловых воздействий при отверждении, оптимизировать состав и дозы вводимых в отвердитель активаторов: мела или сульфата кальция (до 20%), а также увлажнять гранулы отвердителя и вводимых в него алюмосиликатов водой (до 25%).
Предлагается и другое технологическое решение - введение в составное связующее ЭТФ + СФ-340А смолы разбавителя-пластификатора низковязкой эпоксиалифатической смолы ДЭГ-1 со свойствами, представленными в табл.7.
Высоковязкие смолы ЭТФ и СФ-340А могут быть использованы для пропитки волокнистых материалов благодаря их хорошей совместимости с активным разбавителем, которым и является смола ДЭГ-1, являющаяся продуктом конденсации диэтиленгликоля с эпихлоргидрином.
Смола ДЭГ-1 благодаря примерно одинаковому составу с эпокситрифенольной смолой ЭТФ хорошо совместима с ней и волокнистыми наполнителями разных типов. Температура ее переработки находится в пределах 180-200°С и находится в диапазоне температур, применяемых при переработке смолы ЭТФ.
Введением эпоксиалифатической смолы ДЭГ-1 в комплексное связующее ЭТФ + СФ-340А достигается получение оптимального значения вязкости гибридного связующего в интервале 0,1-1,0 Па·с.
Введение смолы ДЭГ-1 снижает усадку материала и уменьшает внутренние напряжения в композитах на основе гибридного связующего, их коробление, растрескивание, образование пор и другие дефекты, и, как следствие вышеизложенного, повышает производительность намоточного оборудования, улучшает качество изделий из композиционных волокнистых материалов и снижает их стоимость.
На основе эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и фенолформальдегидной СФ-340А смол в соответствии с приведенными ниже в описании способами образованы новые гибридные связующие по п.п.1-38 формулы изобретения.
Эти гибридные связующие в сравнении с прототипом обладают более высокой технологичностью и жизнеспособностью, более высокими физико-механическими (на 5-10%) и теплофизическими (на 10-20%) свойствами, а по межслоевой отрывной (трансверсальной) и сдвиговой прочности пластики на его основе превосходят пластики на основе связующего-прототипа в несколько раз.
Гибридные связующие по п.п.1-38 формулы изобретения хорошо совместимы с ацетоно-спирто-толуольными растворителями, имеют достаточно высокую адгезионную прочность (табл.2), совместимы практически со всеми волокнистыми наполнителями, в том числе и с вводимыми в них антипиренными, антистатическими добавками, оксидами и нитридами металлов, оксидами кремния и дискретными нитевидными кристаллами.
Хорошо совместимы разработанные гибридные связующие и с вводимыми в них порошковыми наполнителями, образованными из оксидов и/или нитридов металлов, и с сажей, и с углеродографитовыми смесями, и с дискретными волокнистыми наполнителями, и с молекулярными ситами типа цеолитов, вводимыми в них с целью улучшения тех или иных физико-механических, теплофизических, антистатических и других свойств композитов, образуемых на их основе методами намотки и/или прессования.
Так, например, вводимые в гибридное связующее молекулярные сита типа Na-цеолита (или алюмосиликаты натрия - п.п.13-18, 50) увеличивают его жизнеспособность при горячем способе отверждения в 2-3,5 раза в сравнении с прототипом.
Введение мелкодисперсных наполнителей в виде нитевидных кристаллов в состав стекло-угле-боро-органопластиков, а также и некоторых порошковых наполнителей из оксидов и/или нитридов металлов и/или оксида кремния (кремнезема) позволяет добиться снижения экзотермического эффекта при отверждении, улучшения механических и некоторых теплофизических характеристик, а также ряда специальных свойств (стойкости к возгоранию, радиации и старению, электрических, магнитных свойств и др.) и снизить стоимость пластиков.
В качестве наполнителей гибридных связующих могут быть использованы порошкообразные (монолитные и полые), чешуйчатые и волокнистые частицы из оксидов и/или нитридов металлов, и/или оксида кремния со свойствами, приведенными в табл.10, и нитевидные кристаллы со свойствами, приведенными в табл.11.
Свойства порошковых наполнителей, вводимых в гибридные связующие по п.п.26-27, 29-33 формулы изобретения
Свойства нитевидных кристаллов, вводимых в гибридные связующие по п.п.28, 34-38 формулы изобретения
Количество вводимых порошковых и дискретных волокнистых наполнителей (НК) может достигать соответственно 30-50% и 5-15%, при этом порошковые наполнители (табл.10) в основном повышают ударную вязкость пластиков на основе гибридных связующих по п.п.26-27, 29-33 формулы изобретения, а нитевидные кристаллы (табл.11) - повышают в основном межслоевые характеристики: отрывную (трансверсальную) и сдвиговую прочность.
Некоторые из порошковых наполнителей, такие как оксиды алюминия AlO4, Al2O3 (глинозем), оксиды кремния SiO2, SiO4, оксиды железа FeO, Fe3O4, Fe2O3 даже в малых дозах могут дополнительно играть и роль каталитически активных структурообразователей в полимерном связующем, регулируя размер и количество образующихся элементов надмолекулярной структуры, а следовательно, и физико-механические, и теплофизические характеристики композитов на его основе.
Некоторые порошковые наполнители, вводимые в гибридные связующие, например, сажа, углеродографитовые смеси (п.п.19-24 формулы изобретения), позволяют придавать композитам хорошие антистатические свойства, а также улучшать их электрические и коррозионные свойства, стойкость к воздействию высокоэнтальпийных скоростных потоков газов, а также придавать композитам нужную окраску и некоторые специфические свойства - магнитные, стойкость к возгоранию, термостойкость и термостабильность, стойкость к различным излучениям, в том числе магнитным, тепловым, световым и радиационным.
Однако порошковые наполнители и нитевидные кристаллы могут вызывать и некоторые нежелательные эффекты, такие, как:
- уменьшение гигроскопичности и газопроницаемости армированного пластика;
- значительное замедление или, наоборот, ускорение отверждения связующего;
- уменьшение адгезионной и когезионной прочности с волокнами, в том числе и с волокнами, покрытыми замасливателями и аппретами.
Введение в гибридные связующие мелкодисперсных порошковых наполнителей и нитевидных кристаллов приводит к увеличению вязкости гибридных связующих и обуславливает тем самым технологические трудности их переработки в "препреги" и далее в конструкционные изделия.
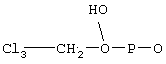
Для повышения огнестойкости, термостойкости, термостабильности и стойкости к воздействию высокоскоростных и высокоэнтальпийных потоков газов на стадиях приготовления гибридного связующего предлагается введение в него антипиренных добавок - трихлорэтилфосфата, четыреххлористого углерода, гексахлорбензола, трехокиси сурьмы и хладона, замедляющих горение пластиков за счет эндотермических эффектов при их термическом разложении (п.п.2-8, 14-18 формулы изобретения).
Принцип работы антипиренов следующий: находящиеся в пластике антипиренные вещества замедляют, а во многих случаях предотвращают их горение за счет эндотермических эффектов при их термическом разложении, выделяющиеся при этом газы (аммиак, углекислый газ, хлористые, бромистые и фосфорные ангидриды, водяные пары и др.) также препятствуют горению. Одним из лучших антипиренов является борная кислота Н3ВО3. Однако она имеет существенный недостаток, который заключается в том, что дает осадок при введении в гибридное связующее.
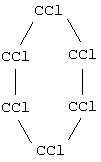
Среди вводимых в гибридные связующие антипиренов наиболее эффективны хлорсодержащие антипирены:
- трихлорэтилфосфат (С2Cl3Н4PO4) структурной формулы:

- четыреххлористый углерод (CCl4) структурной формулы:

- гексахлорбензол (С6Cl6) структурной формулы:
- хладон (фреон) марки Ф-114B1 (C2Br2F4) или хладон марки Ф-114В2 (C4Cl4F4) структурных формул:


и трехокись сурьмы SbO3.
Все вышеназванные антипирены введены в гибридные связующие по п.п.2-8, 14-18 формулы изобретения для повышения огнестойкости пластиков на их основе и снижения взрыво-пожароопасности переработки гибридных связующих в "препреги" и далее в конструкционные изделия.
Вышеназванные антипирены замедляют горение пластиков за счет эндотермических эффектов при их термическом разложении. Выделяющиеся при этом газы (аммиак, углекислый газ, фосфорный и хлорный ангидриды, водяные пары и др.) также препятствуют горению. Трехокись сурьмы также является хорошим антипиреном, повышающим одновременно и теплостойкость, и огнестойкость, и антифрикционные свойства пластиков.
Известно ее использование как антипирена совместно с борной кислотой Н3BO2 (см. огнестойкое связующее для стеклопластиков по авт. свид. №670593 от 01.03.78 г., бюл. №24, 1979 г., кл. С 08 L 67/08, В 32 В 27/03).
В этом связующем с целью повышения огнестойкости при сохранении высоких физико-механических свойств связующего и стеклопластиков на его основе используется трехокись сурьмы (SbO3) в смеси с хлорэндиковым ангидридом и борной кислотой (Н3ВО3), взятыми в соотношении (3-4):(1-1,4) в виде 60-65% суспензии в глицерине при следующем соотношении компонентов связующего, в мас.ч.:
- полиэфирная смола - 65-70;
- 60-65%-ная глицериновая суспензия хлорэндикового ангидрида борной кислоты и трехокиси сурьмы - 30-35.
Это гибридное связующее может быть использовано в производстве крупногабаритных конструкций, не испытывающих значительных нагрузок. Ограничения в применении связующего по авт. свид. №670593 связаны в основном с его нетехнологичностью, большой усадкой при отверждении, невысокой жизнеспособностью (1-2 суток при температурах 20-25°С), способностью выпадать в осадок (главный недостаток применения борной кислоты), а также со следующими невысокими характеристиками пластиков на его основе: атмосферо-коррозионностойкостью, теплостойкостью (меньше 120°С) и стойкостью к воздействию высокоэнтальпийных скоростных потоков газов.
В заявленных вариантах гибридных связующих трехокись сурьмы (SbO3) используется в сочетании с резольной фенолформальдегидной смолой СФ-340А и эпоксидных - эпокситрифенольной ЭТФ и эпоксиалифатической ДЭГ-1 смол.
В своих составах гибридные связующие по п.п.1-38 формулы изобретения содержат до 4% свободного фенола С6Н5ОН и анилина С6Н5NH2 (табл.7). Применение фенолформальдегидной смолы СФ-340А в гибридном связующем по п.1 формулы изобретения позволяет повысить термостойкость и термостабильность пластиков на ее основе до 210-250°С. Вместе с тем введение фенолформальдегидной смолы СФ-340А в гибридное связующее позволяет сохранить огнестойкость пластиков на ее основе на достаточно высоком уровне (время горения пластика после отведения пламени газовой горелки - не более 5 сек, а кислородный индекс пластика - 38-42%).
По-видимому, это связано как с влиянием фенола, усиливающего огнегасящие характеристики пластика при горении за счет выделения угля, так и за счет влияния анилина - жестко связывающего свободный формальдегид в гибридном связующем.
Весьма существенно влияние на огнестойкость пластиков и другого антипирена - хладона, вводимого в гибридные связующие по п.п.4-6, 14, 16, 18 формулы изобретения в виде двух модификаций: Ф114B1 или Ф114В2. Обе модификации содержат ненасыщенные фторуглероды, содержащие бром Br2 или хлор Cl2, относящиеся к огнегасящим компонентам.
Первая модификация хладона C2Br2F4 имеет структурную формулу:
Вторая модификация хладона C2Cl2F4 имеет структурную формулу:
В первом варианте введение хладона C2Br2F4 в пластик повышает его огнестойкость на 10-15% (при содержании брома в пластике до 2-15%) и термостойкость пластика до 200°С со скоростью распространения пламени 3-4 сек (бром усиливает огнегасящие характеристики пластика при горении за счет выделения угля). Кислородный индекс таких пластиков находится в пределах 42-45%, термостойкость пластиков - до 350°С.
Во втором варианте введение хладона С2Cl2F4 в пластики также повышает его огнестойкость - на 15-20% (при содержании хлора 5-20%) и термостойкость пластика - до 300°С.
Примечание - При горении пластика, содержащего хладон С2Cl2F4, образуется хлорный ангидрид, также препятствующий горению. Кислородный индекс таких пластиков находится в пределах 45-50%.
Гексахлорбензол (С6Н5Cl4)6 - ароматически галогеносодержащий углеводород, нерастворимая в воде жидкость; гексахлорбензол при изготовлении гибридных связующих по п.п.5-8 формулы изобретения используется и как растворитель, хорошо растворяющийся в ацетоно-спирто-толуольной смеси, снижающий ее динамическую вязкость до 0,1-1,0 Па·с, и как антипирен, за счет углеводорода и хлора повышающий на 5-10% огнестойкость пластиков и их термостойкость при температурах 300-350°С.
Трихлорэтилфосфат С2Cl3Н4PO4 (п.2 формулы изобретения) и четыреххлористый углерод CCl4 (п.3 формулы изобретения) также являются высокоэффективными антипиренами, повышающими огнестойкость пластиков. Трихлорэтилфосфат - за счет выделения при горении пламягасящих фосфорных и хлористых ангидридов, четыреххлористый углерод - за счет выделения углеродохлористых ангидридов.
За счет введения в пластики трихлорэтилфосфата повышается их огнестойкость до 15-25% (кислородный индекс пластиков - 50-52%). За счет введения в пластики четыреххлористого углерода огнестойкость их повышается до 10-20% (кислородный индекс пластиков - 45-50%).
Наиболее эффективно введение в гибридные связующие по п.п.2-8 формулы изобретения антипиренов в микрокапсулированном виде, то есть при их введении в гибридные связующие в виде мелкодисперсных капсул с дисперсностью до 300 мкм. Микрокапсулирование этих веществ осуществляется с целью сохранения их огнегасящих свойств в пластике путем заключения их мелких частиц в тонкую оболочку из твердого пленкообразующего материала.
В качестве оболочек для микрокапсулирования частиц антипиренов используется материал на основе резорцинно-формальдегидно-мочевинных смол, модифицированных поливиниловым спиртом.
Ниже в табл.12 приведены данные пластиков по прочности гибридного связующего на растяжение (σраст., кгс/см2), а также значения их кислородного индекса (КИ, %), средний линейный унос (Vy, мм/сек) и средняя скорость уноса по потере веса (mу, мг/сек) пластика от высокоэнтальпийных потоков газов в зависимости от дисперсности вводимых в гибридное связующее по п.п.2-8 формулы изобретения микрокапсул антипиренов.
Свойства пластиков на основе гибридных связующих по п.п.2-8 формулы изобретения, содержащих в своем составе микрокапсулированные и немикрокапсулированные антипиренные добавки
Данные табл.12 показывают, что пластики на основе тканей ТЭМС-к(п) и гибридного связующего по п.1 формулы изобретения с введенными в них микрокапсулами антипиренов имеют:
- максимальную прочность на растяжение ≈175 кгс/см2 (при дисперсности микрокапсул 10-80 мкм), 130-150 кгс/см2 - для антипиренов, вводимых в жидком и/или порошкообразном виде;
- максимальный кислородный индекс ≈53% (при дисперсности микрокапсул 80-200 мкм), 49-55% - для антипиренов, вводимых в жидком и/или порошкообразном виде;
- средний линейный унос по термодатчику ≈0,7 мм/сек - для пластиков с наполнителем из тканей ТЭМС-к(п) с введенными микрокапсулами антипиренов дисперсностью 10-80 мкм; 0,85 мм/сек - для антипиренов, вводимых в жидком и/или порошкообразном виде;
- средняя скорость уноса по потере веса - 0,69 мм/сек (при дисперсности микрокапсул 10-80 мкм), 0,8 - для антипиренов, вводимых в жидком и/или порошкообразном виде. Данные табл.12 показывают, что пластики на основе тканей ТЭМС-к(п) и гибридного связующего по п.1 формулы изобретения с введенными в него микрокапсулами антипиренов имеют:
- повышенную прочность ≈175 кгс/см2;
- высокий кислородный индекс ≈49-55%;
- средний линейный унос по термодатчику 0,7 мм/сек - для пластиков с наполнителями из тканей ТЭМС-к(п);
- среднюю скорость уноса по потере веса 0,69 мм/сек - для пластиков с введенными микрокапсулированными антипиренами, 0,8 мм/сек - для пластиков с введенными порошкообразными и/или жидкими антипиренами.
Данные табл.12 показывают, что введение антипиренов в гибридное связующее по п.1 формулы изобретения значительно повышает кислородный индекс (КИ) пластиков на его основе - 49-55%, вместо КИ - 38-48% - для пластиков на основе гибридного связующего по п.1 формулы изобретения, а средний линейный унос по термодатчику для пластиков на его основе - 0,7 мм/сек, вместо 1,0-1,2 мм/сек - для пластиков на основе гибридного связующего по п.1 формулы изобретения.
Прочность на растяжение гибридных связующих в зависимости от количества и дисперсности вводимых в них антипиренов снижается, а для микрокапсул дисперсностью 350 мкм становится близким к нулю, то есть такие связующие нецелесообразно использовать для создания пластиков с одновременно высокими теплоогнезащитными и прочностными свойствами.
Следует заметить, что гибридное связующее с введенными антипиренами имеет несколько меньшую жизнеспособность (1-3 суток при температуре 20±1°С) и более высокую динамическую вязкость (>1 Па·с - для пластиков с введенными порошкообразными и микрокапсулированными антипиренами), что несколько ухудшает технологичность переработки гибридных связующих. Вязкость гибридных связующих также может меняться и в сторону уменьшения (в зависимости от количества и составов вводимых в них антипиренов), и в сторону увеличения (в зависимости от давности приготовления и от условий хранения). И все вышеперечисленные факторы также следует учитывать технологам при разработке технологических регламентов их переработки в "препреги" и далее в конструкционные изделия на их основе.
Жизнеспособность гибридного связующего по п.13 формулы изобретения может быть увеличена введением в него так называемого молекулярного сита в виде алюмосиликата натрия и/или цеолитов (алюмосиликатов), которое способно адсорбировать различные его компоненты, в том числе и компоненты фенолформальдегидной смолы-отвердителя СФ-340А (табл.7).
В качестве молекулярного сита в данном изобретении применены кристаллические алюмосиликаты. Введение их может осуществляться как смешиванием с гибридным связующим, так и с непосредственным предварительным их смешиванием со смолой-отвердителем СФ-340А. Может осуществляться насыщение гибридного связующего алюмосиликатами и парами адсорбируемого отвердителя (п.50 формулы изобретения).
Молекулярные сита типа Na-цеолита (или алюмосиликаты натрия), а также алюмосиликаты щелочных и щелочноземельных металлов могут использоваться и при очистке, и при разделении смесей гибридного связующего, а также как агенты, замедляющие скорость химических реакций, происходящих в гибридном связующем.
В качестве замедлителей отверждения гибридного связующего в изобретении использованы алюмосиликаты - это гетерогенные пористые гранулированные ингибиторы на основе оксидов кремния SiO2, SiO4 и оксидов алюминия Al2О3, AlO4.
Введение в гибридные связующие ингибитров на основе оксидов кремния SiO2 и оксидов алюминия Al2О3, а также кристаллических алюмосиликатов натрия в количестве 7-13 мас.ч. позволяет увеличить жизнеспособность гибридных связующих в 2-3,5 раза, ≈15-20 суток при температурах 293-303 К и 7-10 суток - при температурах 313-353 К.
Поэтому с целью поддержания оптимальной вязкости (0,1-1,0 МПа) гибридных связующих, а следовательно, и качества пропитки, рекомендуется их нагрев при пропитке 40-70°С.
При этом пропитка улучшается даже при меньших дозах наносимого на арматуру ткани связующего, что, в свою очередь, дает возможность некоторого регулирования объемного содержания волокнистого наполнителя в композиции.
Разработанные варианты гибридных связующих (по п.п.26, 28-32 формулы изобретения) допускают введение в их составы и других мелкодисперсных наполнителей.
Введение мелкодисперсных наполнителей, например, оксидов или нитридов металлов и оксидов кремния, в состав гибридного связующего позволяет добиться снижения экзотермического эффекта при его отверждении, уменьшения усадки, понижения уровня остаточных напряжений (в несколько раз), а также улучшения их механических характеристик: трансверсальной и сдвиговой прочности, некоторых теплофизических характеристик и ряда специфических свойств - стойкости к воздействию радиации, к старению, а также электрических, магнитных, антистатических свойств и снизить стоимость пластиков.
В качестве дисперсных наполнителей для гибридного связующего использовались порошковые (монолитные, полые и чешуйчатые) наполнители и дискретные волокнистые наполнители - нитевидные кристаллы.
Количество вводимых порошковых и дискретных волокнистых наполнителей должно быть, соответственно, 30-40% и 5-10%, при этом порошковые наполнители повышают в основном ударную вязкость пластиков до 50%, а дискретные наполнители (нитевидные кристаллы) повышают в основном трансверсальную прочность и жесткость пластиков и их межслоевую прочность на сдвиг и отрыв до 20-40%.
Некоторые виды порошковых наполнителей, такие как оксид кремния SiO2 (кремнезем) и оксид алюминия Al2О3 (глинозем), введенные в связующее даже в малых дозах, играют роль каталитически активных структурообразователей в гибридном связующем и регулируют размер и количество образующихся элементов надмолекулярной структуры гибридного связующего, а следовательно, и улучшают физико-механические характеристики композитов на его основе.
Порошковые наполнители из оксидов и нитридов металлов, вводимые в гибридные связующие, могут выполнять и роль пигментов, позволяющих получать нужную окраску изделий.
Однако введенные мелкодисперсные наполнители могут вызывать в пластиках и некоторые нежелательные эффекты, такие, как изменение гигроскопичности и газонепроницаемости армированных пластиков, значительное замедление или, наоборот, ускорение отверждения гибридного связующего, увеличение вязкости связующего и обусловленные этим технологические трудности переработки гибридного связующего в "препреги" и далее в конструкционные изделия на их основе.
Свойства композитов и изделий из них зависят как от свойств порошковых, дискретных и антипиренных наполнителей, так и от способов их приготовления, а также от способов получения гибридных связующих и тканных "препрегов" на их основе, а также и от свойств тканных наполнителей и режимов их переработки.
Анализируя табл.3, 10, 11, приходим к выводам:
- порошкообразный оксид алюминия Al2О3 и нитевидные кристаллы Al2O3 наиболее эффективнее использовать в композитах с наполнителем из алюмоборосиликатных бесщелочных стеклянных волокон типа АБС (табл.3);
- порошкообразный оксид магния MgO наиболее эффективнее использовать в композитах, образуемых на основе алюмомагнезиальных щелочных стеклянных волокнистых наполнителей;
- порошкообразный оксид титана TiO2 рациональнее использовать в композитах, образуемых на основе титаносодержащих бесщелочных стеклянных волокон типа марки Т273 (табл.3);
- порошкообразный оксид кремния SiO2 и нитевидные кристаллы из углеродистого кремния SiC можно эффективно использовать в композитах, содержащих все вышеперечисленные волокнистые наполнители;
- порошкообразный нитрид бора BN целесообразнее использовать в композитах с наполнителем из алюмоборосиликатных бесщелочных стеклянных волокон типа АБС и стеклянных волокон типа Е рецептуры США (табл.3);
- нитевидные кристаллы хрома Cr и железа Fe и их оксидов можно эффективно вводить в гибридные связующие по п.п.34-38 формулы изобретения, которыми можно пропитывать любые составы стекловолокнистых наполнителей, приведенных в табл.3.
Ниже по тексту описания представлены наиболее предпочтительные способы получения гибридных связующих и их эффективность применения.
Эффективность применения гибридного связующего по п.1 формулы изобретения и способ его получения
Способ предусматривает последовательное растворение эпокситрифенольной ЭТФ, эпоксиалифатической ДЭГ-1 и резольной фенолформальдегидной СФ-340А смол между собой при повышенных температурах. Получение гибридного связующего по п.1 формулы изобретения осуществляют в несколько последовательно связанных между собой операций.
Вначале готовят смесь двух эпоксидных смол - эпокситрифенольной ЭТФ (ТУ 2225-316-09201-208-94) - базовой смолы гибридного связующего и эпоксиалифатической смолы ДЭГ-1 (ТУ 2225-027-002033-97) - смолы пластификатора. Обе смолы растворяют между собой в реакторе-смесителе посредством последовательно подаваемых в реактор вначале ацетоно-спирто-толуольной смеси с соотношением ингредиентов 1:(0,5-0,6):(0,1-0,2), а затем - для доведения гибридного связующего до расчетной плотности и вязкости - спирто-ацетоновой смеси с соотношением ингредиентов 1:2.
Обе смолы (ЭТФ и ДЭГ-1) перед загрузкой в реактор-смеситель раздельно и с разными скоростями подогрева разогревают до температур 180-200°С в плавильных камерах.
Эпокситрифенольную смолу ЭТФ подогревают до температур 180-200°С со скоростями разогрева 20-30°С/час.
Эпоксиалифатическую смолу ДЭГ-1 подогревают до температур 180-200°С со скоростями разогрева 90-100°С/час, затем обе разогретые до температур 180-200°С смолы подают в реактор-смеситель, осуществляют их предварительное смешивание в течение 30-60 минут, а затем осуществляют их полное растворение смешиванием при температурах смеси 40-70°С в течение 3-6 часов из расчета на одну тонну получаемого продукта в присутствии растворителя: смеси ацетона, спирта этилового и толуола нефтяного и/или каменноугольного.
Растворение между собой смол ЭТФ и ДЭГ-1 осуществляется посредством ацетоно-спирто-толуольной смеси, загружаемой в реактор-смеситель при следующем содержании компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13.
На следующем этапе в находящиеся в реакторе-смесителе растворенные между собой смолы ЭТФ и ДЭГ-1 вводят в качестве отвердителя резольную фенолформальдегидную смолу СФ-340А (ГОСТ 18694-80), предварительно раздробленную на дробилке и превращенную в порошковую массу с размерами частиц не более 3 мм.
Вводимая в реактор-смеситель резольная фенолформальдегидная смола СФ-340А должна соответствовать следующим параметрам:
- содержание свободного фенола - не более 4%;
- содержание свободного анилина - не более 4%;
- содержание летучих веществ и влаги - не более 1,5%;
- динамическая вязкость смолы - 10-20 МПа·с.
После введения в реактор-смеситель фенолформальдегидной смолы СФ-340А ее растворяют с находящимися там растворами смол ЭТФ и ДЭГ-1 путем перемешивания при температурах смеси 40-70°С в течение 3-6 часов на одну тонну получаемого продукта, фильтруют и охлаждают до температур 20±1°С. Таким образом получают гибридное связующее по п.1 формулы изобретения с плотностью продукта 0,95-1,1 г/см3.
На следующем дополнительном этапе, в случаях завышения плотности продукта, в полученную и находящуюся в реакторе-смесителе смесь смол ЭТФ+ДЭГ-1+СФ-340А дополнительно вводят спирто-ацетоновый растворитель с соотношением ингредиентов 1:2 и перемешивают вновь полученную консистенцию приготавливаемого продукта при температурах 40-70°С в течение 30-60 минут из расчета на одну тонну продукта с доведением его плотности до 0,95-1,1 г/см3 (за счет порционно вводимой в реактор-смеситель спирто-ацетоновой смеси с соотношением ингредиентов 1:2). Весовое количество вводимого в реактор-смеситель дополнительного спирто-ацетонового растворителя - 20-30 кг на одну тонну приготавливаемого гибридного связующего.
После осуществления вышеперечисленных технологических операций смешивание и растворение смол ЭТФ, ДЭГ-1 и СФ-340А производят фильтрацию гибридного связующего с удалением всех нерастворившихся компонентов готового продукта путем пропускания его через специальный фильтр и/или путем фильтрации его через специальную ткань "Эксцельциор" с размерами ячеек 1-3 мм.
После фильтрации готового продукта (гибридного связующего), его охлаждают до температур 20±1°С и расфасовывают в специальную тару со средствами герметизации или заливают в ванны пропиточных машин, посредством которых осуществляется пропитка и дальнейшая переработка связующего (вместе с тканным или однонаправленным наполнителем) с переводом связующего в "препреговое" состояние.
Промышленный способ получения гибридного связующего по п.1 формулы изобретения (в способе представлены технологические операции получения гибридного связующего на одну тонну готовой продукции):
1. Разогревается эпокситрифенольная смола ЭТФ в количестве 365,6 кг (97-103 мас.ч.) до температур 180-200°С со скоростью равномерного разогрева 20-30°С/час.
2. Разогревается эпокситрифенольная смола ДЭГ-1 в количестве 43,8 кг (9-15 мас.ч.) до температур 180-200°С со скоростью равномерного разогрева 90-100°С/час.
3. Приготавливается ацетоно-спирто-толуольный растворитель в количественном соотношении 301,6:168,2:36,5 (1:(0,5-0,6):(0,1-0,2) (ацетон - 87-93 мас.ч., этиловый спирт - 43-49 мас.ч., толуол нефтяной и/или каменноугольный - 7-13 мас.ч.).
4. Заливаются разогретые эпоксидные смолы ЭТФ, ДЭГ-1 и ацетоно-спирто-толуольный растворитель в реактор-смеситель.
5. Смесь вышеприведенных компонентов доводится в реакторе-смесителе до температур 40-70°С и перемешивается посредством мешалки в течение 3-6 часов из расчета на одну тонну приготавливаемого продукта.
6. Размалывается резольная фенолформальдегидная смола СФ-340А в количестве 124,5 кг на частицы (кусочки) с размерами 1-3 мм (31-37 мас.ч.) и добавляется в реактор-смеситель в уже растворенные между собой и ацетоно-спирто-толуольном растворителе эпоксидные смолы ЭТФ и ДЭГ-1.
7. Подогревается вновь полученная консистенция смол (ЭТФ + ДЭГ-1 + СФ-340А) до температур 40-70°С и смешивается при этих температурах в реакторе-смесителе в течение 3-6 часов из расчета на одну тонну приготавливаемого продукта.
8. Доводится консистенция связующего до плотности 0,95-1,1 г/см3 путем дополнительного введения в него спирто-ацетонового растворителя с соотношением компонентов 1:2 в количестве 20 кг (≈1,64 мас.ч.) и перемешивается с приготавливаемым продуктом при температурах 40-70°С в течение 30-60 минут.
9. Фильтруется готовая консистенция гибридного связующего через специальный фильтр или разреженную ткань марки "Эксцельциор" с размерами ячеек от 0,1-0,1 до 3-3 мм с целью удаления всех нерастворившихся в реакторе-смесителе частиц смолы СФ-340А с получением гибридного связующего по п.1 формулы изобретения.
10. Гибридное связующее по п.1 формулы изобретения, готовое к пропитке, должно соответствовать следующим требованиям:
а) внешний вид - однородный раствор от коричневого до темно-коричневого цвета, не содержащий посторонних включений и нерастворившихся частиц;
б) массовая доля нелетучих веществ - 50-63%;
в) плотность гибридного связующего при температурах 20±1°С - 0,95-1,1 г/см3;
г) показатель "время желатинизации" связующего - 3-6 мин.
Характеристики гибридного связующего по п.10б, 10в, 10 г проверяются в ЦЗЛ ФГУП ПО "Авангард" по специальным методикам и, в случае отклонения значений характеристик от вышеприведенных, в связующее дополнительно порционно вводят смолу СФ-340А (в случаях получения заниженной плотности) или компоненты спирто-ацетонового растворителя с соотношением ингредиентов 1:2 (в случаях завышенной плотности) и все вводимые компоненты снова перемешиваются в реакторе-смесителе при температурах 40-70°С в течение 30-60 мин.
11. Далее заправляется в пропиточную машину тканный наполнитель, подогретый до температур 40-70°С.
12. Устанавливается температурный режим в шахте пропиточной машины 90-130°С (на входе и выходе из ее сушильной камеры) и 130-200°С - в основных ее рабочих зонах.
13. Затем заливается гибридное связующее в ванну пропиточной машины и осуществляется его подогрев в ванне до температур 40-70°С.
14. На следующем этапе переработки пропитывается гибридным связующим непрерывно движущийся тканный наполнитель при скоростях движения 1-3 м/мин и натяжении 0,5-2 кг на один сантиметр ширины полотна с последующим удалением избытка связующего на отжимных валках пропиточной машины.
15. Далее при достижении тканного наполнителя "препрегового" состояния, движение "препрега" останавливается на 2-3 минуты, от него отрезаются образцы и проверяются на соответствие следующим требованиям:
а) массовая доля гибридного связующего, % - 35-55;
б) массовая доля летучих веществ и влаги, % - 0,8-4,5;
в) массовая доля растворимого гибридного связующего, % - 88-92.
16. Далее осуществляется изготовление натурных изделий или образцов методами намотки или прессования на основе "препрега" из гибридного связующего по п.1 формулы изобретения и тканных наполнителей, например, полотняного переплетения, образованных из алюмоборосиликатных бесщелочных нитей (табл.3), применяемых в производстве ответственных силовых конструкционных изделий с повышенной прочностью и жесткостью, и тканей: капроамидной (капроновой) марки ТЭМС-к и полифеновой марки ТЭМС-п (ТУ 6-06-31-И82-85), образованных из многокомпонентных комплексных электропроводящих нитей МКЭН-к(п) (ТУ 6-06-31-120-76), применяемых в производстве теплозащитных пластиков с высокими сублимирующими и антистатическими свойствами.
17. Далее из припусков намотанных изделий и/или от прессованных плит вырезаются образцы и испытываются по стандартным методикам с получением следующих характеристик пластиков (табл.13).
Свойства пластиков на основе гибридного связующего по п.1 формулы изобретения и тканных наполнителей: из стеклянных (на основе полотняной стеклоткани Т-13), капроамидных (на основе ткани ТЭМС-к) и полифеновых (на основе ткани ТЭМС-п) тканей, полученных двумя методами изготовления - намоткой (табл.14) и прессованием (табл.15) (испытание образцов материала пластиков проводилось при температурах 20±1°С)

























480-510
650
700
400-520
670
750
1 Значения, приведенные в числителе, соответствуют направлению основы пластика, в знаменателе - направлению утка пластика.
2 Для стеклопластиков на основе ткани Т-13 и гибридного связующего по п.1 формулы изобретения: массовая доля стеклонаполнителя Т-13 - 70%, гибридного связующего - 30% (конструкционный пластик); для пластиков на основе капроамидных и полифеновых нитей: массовая доля наполнителя - 50-60%, гибридного связующего - 40-50% (теплозащитный пластик).
Режимы изготовления конструкционных пластиков на основе "препреговых" стекло-угле-боро-органопластиковых тканных наполнителей и теплозащитных пластиков на основе тканей ТЭМС-к(п), углеродных тканей типа УТ-900-2,5 и гибридного связующего по п.1 формулы изобретения, получаемых методом намотки
от 0,5 до 2 мм
от 2 до 5 мм
от 5 до 15 мм
2-3 (при температурах 130-200°С)
3-4 (при температурах 150-200°С)
14-16 (при температурах 160-200°С)
Режимы изготовления конструкционных пластиков на основе "препреговых" стекло-угле-боро-органопластиковых тканных наполнителей и теплозащитных пластиков на основе тканей ТЭМС-к(п), углеродных тканей типа УТ-900-2,5 и гибридного связующего по п.1 формулы изобретения, получаемых методом прессования
Сравниваются полученные характеристики пластиков, изготовленных на основе гибридного связующего по п.1 формулы изобретения, с характеристиками пластиков на основе связующего - прототипа по авт. свид. №1036730А и стеклоткани Т-13.
Сравнительный анализ показывает, что пластики на основе гибридного связующего по п.1 формулы изобретения в сравнении с пластиками на основе связующего по авт. свид. №1036730А имеют существенные преимущества:
- по разрушающим напряжениям при растяжении - на 2-5%, а по термостабильности при температуре 200°С - на 10-15%;
- по разрушающим напряжениям при изгибе - на 5-10%, а по термостабильности при температуре 200°С - на 20-30%;
- по теплостойкости - на 10-15%;
- по огнестойкости - на 20-50%;
- по началу диструкции от теплового потока 3,6·106 Вт/м2 и скорости газового потока 500 м/сек - на 5-10%;
- по трансверсальным напряжениям - на 30-40% (пластики на основе связующего - прототипа по авт. свид. №1036730А начинают расслаиваться даже на этапе фрезерования при изготовлении из них образцов);
- по ударной вязкости - на 15-30%.
Кроме того, замечено значительное снижение характеристик пластиков на связующем - прототипе (в сравнении с гибридным связующим по п.1 формулы изобретения) при длительном хранении (имитация хранения 10 лет в условиях отапливаемого склада и 1,5 года в условиях неотапливаемого склада):
- по физико-механическим характеристикам - на 2-3%;
- по теплофизическим характеристикам - на 5%;
- по теплозащитным характеристикам - на 10%;
- по электрическим характеристикам - на 20%;
- по разрушающим напряжениям при отрыве от конструкционных стеклопластиков СКН-24 (стеклоткань сатиновая Т-10 + ЭП-5122) - на 10%, СКН-21 (стеклоткань полотняная Т-13 + ЭП-5122) - на 30%.
Примечание - Снижение вышеуказанных характеристик пластиков определялось только на пластиках на основе полифеновых и капроамидных тканей марок ТЭМС-к(п) (ТУ 6-06-31-И82-85) и связующих (гибридного связующего по п.1 формулы изобретения и прототипа) с соотношением составов материала, в мас.ч.:
- ткань ТЭМС-к(п) - 50-60;
- связующее - 40-50,
относящихся к классу ТАСМ (теплозащитных антистатических сублимирующих материалов).
Стекло-угле-боро-органопластики, например, на основе стеклоткани Т-13, углеродной ткани УТ-900-2,5 и др. и гибридного связующего по п.1 формулы изобретения относятся к классу конструкционных. В таких пластиках оптимальное соотношение наполнителя и связующего находятся в пределах, в мас.ч.:
- стеклоткань Т-13 и др. - 70±5,
- гибридное связующее - 30±5,
то есть они по структуре относятся к конструкционным силовым пластикам, значительно отличающимся по своим свойствам от теплозащитных пластиков типа ТАСМ.
Ниже в табл.16 приводятся основные прочностные и теплозащитные свойства пластиков, изготовленных на основе гибридного связующего по п.1 формулы изобретения и различных типов стекло-угле-боро-органо-наполнителей в сравнении с прототипом - пластиком на основе гибридного связующего по авт. свид. №1036730А и полотняной стеклоткани марки Т-13 (ГОСТ 19170-73).
Основные прочностные и теплозащитные свойства пластиков конструкционного назначения, в которых содержится наполнителя - 70±5%, гибридного связующего - 30±5%; пластики на основе тканей ТЭМС-к(п) теплозащитного назначения, в них содержится наполнителя - 50-60%, гибридного связующего - 40-50%

 сдвиговые 79-137 отрывные
сдвиговые 79-137 отрывные




Стеклопластики на основе гибридного связующего по п.1 формулы изобретения имеют более высокие показатели в сравнении с прототипом по теплопрочности (табл.17).
Теплопрочность стеклопластиков на основе стеклоткани Т-13 и гибридного связующего по п.1 формулы изобретения в сравнении с прототипом
Ниже в табл.18 приводятся физико-механические свойства стеклопластиков на основе стеклотканей сатинового, полотняного и саржевого переплетений стеклонитей диаметром 8-15 мкм и гибридного связующего по п.1 формулы изобретения в сравнении со стеклопластиком - прототипом (стеклоткань Т-13 + связующее по авт. свид. №1036730А).
Физико-механические свойства стеклопластиков
Таким образом, приведенные в табл.13, 16-18 данные показывают, что все пластики на основе гибридного связующего по п.1 формулы изобретения значительно превосходят пластик - прототип на основе стеклоткани Т-13 и гибридного связующего по авт. свид. №1036730А.
Эффективность применения гибридных связующих по п.п.2-5 формулы изобретения, способы их получения
В приготовленное гибридное связующее по п.1 формулы изобретения добавляем 7-18 мас.ч. антипирена: трихлорэтилфосфата, и/или четыреххлористого углерода, и/или хладона, и/или гексахлорбензола (по 45-90 кг каждого из антипиренов на одну тонну гибридного связующего), перемешиваем при температурах 40-70°С в течение 30-60 минут (при загрузке этих антипиренов реактор-смеситель должен быть заземлен).
Полученное гибридное связующее должно соответствовать следующим требованиям:
а) внешний вид - однородный раствор от коричневого до темно-коричневого цвета, не содержащий включений и нерастворившихся частиц;
б) массовая доля нелетучих веществ, % - 57-70;
в) плотность гибридного связующего при температуре 20±1°С, г/см3 - 0,95-1,1;
г) показатель "время желатинизации", мин - 3-6.
Пропитываем тканный наполнитель гибридным связующим по п.п.2-5 формулы изобретения и проверяем на соответствие следующим требованиям:
а) массовая доля связующего, % - 35-57;
б) массовая доля летучих веществ и влаги, % - 1-6;
в) массовая доля растворимого связующего, % - 86-92.
Изготавливаем в соответствии с режимами, приведенными в табл.14 или 15, конструкционные изделия методами намотки или прессования из "препрегов" на основе гибридных связующих по п.п.2-5 формулы изобретения: гибридное связующее (по п.1 формулы изобретения + трихлорэтилфосфат - 7-18 мас.ч. (п.2 формулы изобретения), гибридное связующее по п.1 формулы изобретения + четыреххлористый углерод CCl4 - 7-18 мас.ч. (п.3 формулы изобретения), гибридное связующее (по п.1 формулы изобретения) + хладон - 7-18 мас.ч. (п.4 формулы изобретения), гибридное связующее по п.1 формулы изобретения + гексахлорбензол - 7-18 мас.ч. (п.5 формулы изобретения) и тканных наполнителей, вырезаем из них образцы, испытываем их при температурах 20±1°С и получаем характеристики пластиков, аналогичные приведенным в табл.13, 16-18, за исключением:
- улучшаются теплофизические свойства - на 20-40%;
- улучшаются электростатические характеристики - на 10-30% (для пластиков на основе тканей ТЭМС-к(п);
- уменьшается горючесть и повышается огнестойкость пластиков - на 10-40%;
- увеличивается показатель теплостойкости по Мартенсону - до 850 К;
- улучшаются антистатические свойства теплозащитных пластиков на основе гибридных связующих по п.п.2-5 формулы изобретения и тканей ТЭМС-к(п), эти пластики в процессе эксплуатации практически не накапливают на своих поверхностях зарядов статического электричества;
- улучшаются теплофизические свойства пластиков: по теплопроводности - на 10%, по температуропроводности - на 25%, по теплоемкости - на 20%.
Эффективность применения гибридного связующего по п.6 формулы изобретения, способ его получения
В приготовленное гибридное связующее по п.1 формулы изобретения добавляем антипиренные добавки - 2-13 мас.ч. хладона (хлорсодержащего или бромсодержащего), 2-13 мас.ч. гексахлорбензола, 2-13 мас.ч. трехокиси сурьмы (на одну тонну приготавливаемого гибридного связующего по п.1 формулы изобретения вводим по 40-50 кг каждого из компонентов), разогреваем смесь до температур 40-70°С и перемешиваем при этих температурах в течение 30-60 минут, затем смесь охлаждаем до температур 20±1°С.
Полученное гибридное связующее должно соответствовать следующим требованиям:
а) внешний вид - однородный раствор от темно-коричневого до черного цвета, не содержащий включений и нерастворившихся частиц;
б) массовая доля нелетучих веществ, % - 56-72;
в) плотность гибридного связующего при температуре 20±1°С, г/см3 - 0,95-1,1;
г) показатель "время желатинизации", мин - 3-6.
Пропитываем тканный наполнитель гибридным связующим по п.6 формулы изобретения и проверяем на соответствие следующим требованиям:
а) массовая доля связующего, % - 35-56;
в) массовая доля растворимого связующего, % - 80-88.
По режимам, представленным в табл.14 или 15, изготавливаем изделие методами намотки или прессования из "препрега" на основе гибридного связующего по п.6 формулы изобретения с антипиренными добавками и тканных наполнителей путем намотки "препрегового" наполнителя на оправку, его отверждения на оправке по режиму отверждения связующего, съема готового изделия и нарезки из него образцов с последующим их испытанием. Получаем характеристики пластика, аналогичные характеристикам, представленным в табл.13, 16-18, за исключением:
- повышается огнестойкость и снижается горючесть пластика - на 10-40%;
- повышается термостойкость и термостабильность пластика - на 5-10%;
- снижаются физико-механические характеристики пластиков - на 2-5% (в сравнении с табл.18);
- увеличивается водопоглощение пластика - на 1,5-2%;
- снижаются адгезионные характеристики связующего - на 10-15%;
- снижается прочность пластика на сдвиг - на 10-15% и отрыв - на 15-20%;
- повышается вязкость связующего - на 10-20%;
- повышается износостойкость и коррозионная стойкость;
- ухудшается технологичность его переработки.
Эффективность применения гибридного связующего по п.7 формулы изобретения, способ его получения
В гибридное связующее по п.1 формулы изобретения добавляем антипиренные добавки - 12-23 мас.ч. трихлорэтилфосфата и 12-23 мас.ч. гексахлорбензола и/или четыреххлористого углерода (на одну тонну приготавливаемого гибридного связующего по п.1 формулы изобретения вводим по 40-50 кг каждого из компонентов), разогреваем смесь до температур 40-70°С и перемешиваем при этой температуре в течение 30-60 минут, затем смесь охлаждаем до температур 20±1°С.
Полученное гибридное связующее должно соответствовать следующим требованиям:
а) внешний вид - однородный раствор от темно-коричневого до черного цвета, не содержащий включений и нерастворившихся частиц;
б) массовая доля нелетучих веществ, % - 55-73;
в) плотность гибридного связующего при температуре 20±1°С, г/см3 - 0,95-1,1;
г) показатель "время желатинизации" при температуре 180±1°С, мин - 3-6.
Пропитываем тканный наполнитель гибридным связующим по п.7 формулы изобретения и проверяем на соответствие следующим требованиям:
а) массовая доля смолы, % - 35-56;
в) массовая доля растворимой смолы, % - 80-88.
По режимам, представленным в табл.14 или 15, изготавливаем изделие методами намотки или прессования из "препрега" на основе гибридного связующего по п.7 формулы изобретения с антипиренными добавками и тканных наполнителей путем намотки "препрегового" наполнителя на оправку, его отверждения на оправке по режиму отверждения связующего, съема готового изделия и нарезки из него образцов с последующим их испытанием. Полученные характеристики пластиков аналогичны характеристикам пластиков, изложенным в табл.13, 16-18, за исключением:
- повышается огнестойкость и снижается горючесть пластика - на 10-40%;
- повышается термостойкость и термостабильность пластика - на 5-10%;
- повышается износостойкость и коррозионная стойкость пластиков;
- снижаются физико-механические характеристики пластиков - на 2-3% (в сравнении с табл.18);
- увеличивается водопоглощение пластика - на 1,5-2% (в сравнении с табл.16);
- снижаются адгезионные характеристики связующего - на 20-40%;
- снижается прочность пластика на сдвиг - на 10-15% и отрыв - на 20-40%;
- повышается вязкость связующего - на 20-30%;
- ухудшается технологичность его переработки в "препреги" и далее в конструкционные изделия.
Эффективность применения гибридного связующего по п.8 формулы изобретения, способ его получения
В приготовленное гибридное связующее по п.1 формулы изобретения добавляем антипиренные добавки - 12-23 мас.ч. трихлорэтилфосфата, 12-23 мас.ч. гексахлорбензола, 12-23 мас.ч. четыреххлористого углерода, 12-23 мас.ч. трехокиси сурьмы и 12-23 мас.ч. хладона (на одну тонну приготавливаемого гибридного связующего по п.1 формулы изобретения вводим по 40-50 кг каждого из компонентов), разогреваем смесь до температур 40-70°С и перемешиваем при этих температурах в течение 30-60 минут, затем смесь равномерно охлаждаем до температур 20±1°С.
Полученное гибридное связующее должно соответствовать следующим требованиям:
а) внешний вид - однородный раствор от темно-коричневого до черного цвета, не содержащий включений и нерастворившихся частиц;
б) массовая доля нелетучих веществ, % - 56-74;
в) плотность гибридного связующего при температуре 20±1°С, г/см3 - 0,95-1,1;
г) показатель "время желатинизации" при температуре 180±1°С, мин - 3-6.
Пропитываем тканный наполнитель гибридным связующим по п.8 формулы изобретения и проверяем на соответствие следующим требованиям:
а) массовая доля смолы, % - 35-56;
в) массовая доля растворимой смолы, % - 79-85.
По режимам, представленным в табл.14 или 15, изготавливаем изделие методами намотки или прессования из "препрега" на основе гибридного связующего с антипиренными добавками и тканных наполнителей путем намотки "препрегового" наполнителя на оправку, его отверждения на оправке по режиму отверждения связующего, съема готового изделия и нарезки из него образцов с последующим их испытанием. Полученные характеристики пластиков аналогичны характеристикам пластиков, изложенным в табл.13, 16-18, за исключением:
- повышается огнестойкость и снижается горючесть пластика - на 25-40%;
- повышается термостойкость и термостабильность пластика - на 20-25%;
- снижается падение характеристик пластика при его старении - на 7-13% (в сравнении с табл.18);
- повышается износостойкость и коррозионная стойкость пластиков;
- снижаются физико-механические характеристики пластиков - на 4-6% (в сравнении с табл.18);
- увеличивается водопоглощение пластика - на 3-4% (в сравнении с табл.16);
- снижаются адгезионные характеристики связующего - на 25-45%;
- снижается прочность пластика на сдвиг - на 14-20% и отрыв - на 23-43%;
- повышается вязкость связующего на 25-35%;
- ухудшается технологичность его переработки в "препреги" и далее в конструкционные изделия.
Эффективность применения гибридных связующих по п.п.9, 10 формулы изобретения, способы их получения
В гибридном связующем по п.9 формулы изобретения в качестве добавки использованы фталцианины меди в количестве 1-1,5 мас.ч.
В гибридном связующем по п.10 формулы изобретения в качестве добавки использованы хлорсодержащие соединения никеля в количестве 1-6 мас.ч.
Соединения меди (Cu) могут вводиться в гибридное связующее по п.9 формулы изобретения в виде нескольких образований:
- в виде оксида меди (CuO); это основной оксид меди, представляющий красные нерастворимые мелкодисперсные кристаллы, вводимые в гибридное связующее в качестве пигмента для придания пластикам красного цвета, а также придания им повышенной электропроводности, улучшения их антистатических, теплозащитных и других свойств;
- в виде оксида меди (Cu2О); это также основной оксид меди, представляющий собой черные мелкодисперсные кристаллы, нерастворимые в воде. Оксид меди (Cu2O) может применяться для придания пластикам (в сочетании с сажей и/или углеродографитовыми смесями, и/или углеродными нитями, и/или порошковыми наполнителями из оксидов металлов) электропроводящих, греющих и антистатических свойств. Пластики на основе гибридного связующего по п.1 формулы изобретения с добавками оксида меди могут применяться в большой и малой энергетике, при создании электродов и других изделий, используемых в атомной, электротехнической, автомобильной и авиационно-космической технике.
Оксид меди (Cu2O) может применяться:
- как пигмент для пластиков, придающий им специфический черный цвет;
- как наполнитель для связующих, выступающих в виде токопроводящих покрытий, применяемых в приборах самонаведения, радиолокации и др.;
- в виде некоторых других соединений меди, например, в виде фталцианинов меди (п.9 формулы изобретения), повышающих одновременно термостойкость и термостабильность пластиков на основе этого гибридного связующего. За счет введения фталцианинов меди (1-1,5 мас.ч.) в гибридное связующее по п.9 формулы изобретения улучшаются и многие другие свойства пластиков на его основе: огнестойкость, физические, теплофизические, электростатические, теплозащитные, электромагнитные и другие свойства.
Наиболее эффективно использование фталцианинов меди в виде карбоксифталцианинов и/или аминофталцианинов, вводимых в гибридное связующее по п.9 формулы изобретения в виде добавок в количестве 1-1,5 мас.ч.
Технический результат от введения этих добавок в гибридное связующее по п.9 формулы изобретение - значительное повышение термостойкости и термостабильности пластиков на его основе. Кроме того, использование такого гибридного связующего (с добавками фталцианинов меди) позволяет получать окрашенные конструкционные композиты с повышенными технико-эксплуатационными характеристиками.
Испытаниям для сравнения подвергалась эпоксидная смола ЭД-20 (ГОСТ 10587-84) структурной формулы:
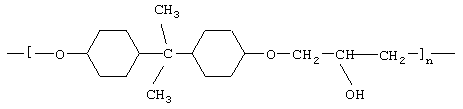
Смола ЭД-20 при температурах 20±1°С имеет молекулярную массу - 340-430, содержание эпоксидных групп - 20-22% и динамическую вязкость ηдин=16-22Па·с
Смола ЭД-20 представляет собой продукт конденсации дифенилолпропана с эпихлогидрином в щелочной среде. В качестве отвердителя для смолы ЭД-20 применялась фенолформальдегидная смола СФ-340А, ГОСТ 18694-80, в качестве добавок - карбоксифталцианины или аминофталцианины меди.
Пример 1. Для получения гибридного связующего готовили ацетоно-спирто-толуольную смесь (1:0,5:0,1) следующего состава, в мас.ч.:
Пример 1а:
- эпоксидная смола ЭД-20 - 100;
- фенолформальдегидная смола СФ-340А (отвердитель) - 70;
- карбоксифталцианин меди - 0,9.
Пример 1б:
- эпоксидная смола ЭД-20 - 100;
- фенолформальдегидная смола СФ-340А (отвердитель) - 70;
- карбоксифталцианин меди - 1,0.
Пример1в:
- эпоксидная смола ЭД-20 - 100;
- фенолформальдегидная смола СФ-340А (отвердитель) - 70;
- карбоксифталцианин меди - 1,1.
Пример 1г:
- эпоксидная смола ЭД-20 - 100;
- фенолформальдегидная смола СФ-340А (отвердитель) - 70;
- аминофталцианин меди - 0,9.
Пример1д:
- эпоксидная смола ЭД-20 - 100;
- фенолформальдегидная смола СФ-340А (отвердитель) - 70;
- аминофталцианин меди - 1,0.
Пример 1ж:
- эпоксидная смола ЭД-20 - 100;
- фенолформальдегидная смола СФ-340А (отвердитель) - 70;
- аминофталцианин меди - 1,1.
Полученными растворами на пропиточной установке центральной заводской лаборатории (ЦЗЛ) ФГУП ПО "Авангард" пропитывали СВМ-волокно и подсушивали на воздухе в течение 15-20 минут. Затем проводили отверждение образцов в натянутом состоянии в термошкафу в режиме:
- при температуре 70°С - 30 мин;
- при температуре 100°С - 60 мин;
- при температуре 130°С - 60 мин;
- при температуре 180°С - 120 мин.
Затем определяли термостойкость образцов на специальном приборе - дериватографе системы Паулик Эрден (Венгрия).
Скорость нагрева образцов на воздухе составляла 5°С/мин. Термостойкость определяли по температурам начала потери массы.
Термостабильность образцов, полученных по вышеописанному технологическому регламенту, определяли следующим образом: вначале образцы выдерживали в термокамере при температуре 200°С в течение 12 часов; затем измеряли прочность и удлинение образцов посредством динамометра при зажимной длине образцов 10 см и скорости перемещения 300 мм/сек.
Далее для сравнения аналогичным образом проводили испытания образцов на основе термостойкой эпоксидной алкилрезорциновой смолы АРЭМ-2-20, фенолформальдегидной смолы СФ-340А и добавок - амино- или карбоксифталцианинов меди.
Эпоксидная алкилрезорциновая смола АРЭМ-2-20 (ТУ 38-30955-78) представляет собой продукт конденсации эпихлоргидрина со смесью алкилрезорцина и флотореагента Т-65 структурной формулы:
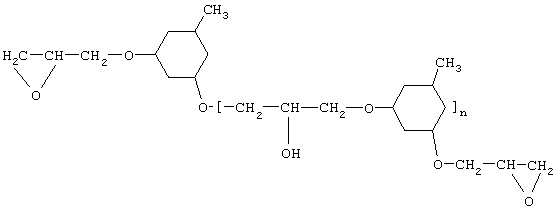
Пример 2. Для получения этого гибридного связующего готовили раствор ацетоно-спирто-толуольной смеси (1:0,5:0,1) следующего состава, в мас.ч.:
Пример 2а:
- эпоксидная алкилрезорциновая смола АРЭМ-2-20 - 100;
- фенолформальдегидная смола СФ-340А - 70;
- карбоксифталцианин меди - 0,9.
Пример 2б:
- эпоксидная алкилрезорциновая смола АРЭМ-2-20 - 100;
- фенолформальдегидная смола СФ-340А - 70;
- карбоксифталцианин меди - 1,0.
Пример 2в:
- эпоксидная алкилрезорциновая смола АРЭМ-2-20 - 100;
- фенолформальдегидная смола СФ-340А - 70;
- карбоксифталцианин меди - 1,1.
Пример 2г:
- эпоксидная алкилрезорциновая смола АРЭМ-2-20 - 100;
- фенолформальдегидная смола СФ-340А - 70;
- аминофталцианин меди - 0,9.
Пример 2д:
- эпоксидная алкилрезорциновая смола АРЭМ-2-20 - 100;
- фенолформальдегидная смола СФ-340А - 70;
- аминофталцианин меди - 1,0.
Пример 2ж:
- эпоксидная алкилрезорциновая смола АРЭМ-2-20 - 100;
- фенолформальдегидная смола СФ-340А - 70;
- аминофталцианин меди - 1,1.
Пример 3. Далее для сравнения аналогичным образом проводили испытания образцов на основе термостойкой хлоралифатической смолы марки "Оксилин 6", ТУ 6-02-1376-87, структурной формулы:

с содержанием эпоксидных групп 7-8%.
Для получения этого связующего готовили раствор ацетоно-спирто-толуольной смеси (1:0,5:0,1) следующего состава, в мас.ч.:
Пример 3а:
- хлоралифатическая смола марки "Оксилин 6" - 97-103;
- фенолформальдегидная смола СФ-340А (отвердитель) - 40-70;
- растворитель - 140-180;
Пример 3б:
- хлоралифатическая смола марки "Оксилин 6" - 97-103;
- фенолформальдегидная смола СФ-340А (отвердитель) - 40-70;
- растворитель - 140-180;
- добавка (карбоксифталцианин меди) - 0,9-1,1.
Пример 3в:
- хлоралифатическая смола марки "Оксилин 6" - 97-103;
- фенолформальдегидная смола СФ-340А (отвердитель) - 40-70;
- растворитель - 140-180;
- добавка (аминофталцианин меди) - 0,9-1,1.
Далее полученными растворами по примерам 3а, 3б и 3в на пропиточной установке ЦЗЛ ФГУП ПО "Авангард" пропитывали СВМ-волокно и подсушивали на воздухе при температурах 20±1°С в течение 15-20 минут. Затем проводили отверждение СВМ-волокна со связующим в натянутом состоянии в термокамере в режиме:
- при температуре 70°С - 30 мин;
- при температуре 100°С - 60 мин;
- при температуре 130°С - 60 мин;
- при температуре 180°С - 120 мин.
Далее проводили испытания образцов на термостойкость и термостабильность по ранее описанным методикам. Результаты испытаний (примеры 5а, 5б и 5в) в сравнении с прототипом (пример 4) приведены в табл.19.
В качестве прототипа для сравнения проводили испытания образцов на основе связующего - прототипа - по авт. свид. SU №1036730А, кл. С 08 L 63/00, В 32 В 17/04 и СВМ-волокна.
Для получения гибридного связующего готовили раствор ацетоно-спирто-толуольной смеси (1:0,5:0,1) следующего состава (пример 4), в мас.ч.:
- эпокситрифенольная смола ЭТФ - 100;
- фенолоанилиноформальдегидная смола ФАФ (отвердитель) - 40-70;
- ацетоно-спирто-толуольный растворитель (1:0,5:0,1) - 140-180;
- добавка - линейный олигоэфируретан с концевыми фенилкарбонатными группами в количестве 21-37% - 3,5-9,0.
Полученным раствором смолы - прототипа пропитывали СВМ-волокно на пропиточной установке ЦЗЛ ФГУП ПО "Авангард" и подсушивали на воздухе в течение 15-20 минут при температурах 20±1°С. Затем проводили отверждение образцов в натянутом состоянии в термокамере по режиму:
- при температуре 70°С - 30 мин,
- при температуре 100°С - 60 мин;
- при температуре 130°С - 60 мин;
- при температуре 180°С - 120 мин.
Затем проводили испытания полученных образцов на термостойкость и термостабильность по ранее описанным режимам испытаний. Результаты испытаний полученной композиции приведены в табл.19.
Пример 5. Заявленное в качестве изобретения гибридное связующее по п.9 формулы изобретения готовили следующим образом: в ацетоно-спирто-толуольный раствор с соотношением ингредиентов 1:0,5:0,1 добавляли эпокситрифенольную ЭТФ, эпоксиалифатическую ДЭГ-1 и фенолформальдегидную СФ-340А смолы при следующем соотношении компонентов, в мас.ч.:
Пример 5а:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- фенолформальдегидная смола СФ-340А (отвердитель) - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13.
Пример 5б:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- фенолформальдегидная смола СФ-340А (отвердитель) - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- карбоксифталцианин меди - 0,9-1,1.
Пример 5в:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- фенолформальдегидная смола СФ-340А (отвердитель) - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- аминофталцианин меди - 0,9-1,1.
Полученными растворами гибридного связующего (примеры 5а, 5б, 5в) на пропиточной машине ЦЗЛ ФГУП ПО "Авангард" пропитывали СВМ-волокно и подсушивали на воздухе при температурах 20±1°С в течение 15-20 минут. Затем проводили отверждение связующего совместно с СВМ-волокном в натянутом его состоянии в термокамере по режиму:
- при температуре 70°С - 30 мин;
- при температуре 100°С - 60 мин;
- при температуре 130°С - 60 мин;
- при температуре 180°С - 60 мин;
- при температуре 210°С - 120 мин.
Затем полученные образцы СВМ-волокна, пропитанные составами, представленными в примерах 5а, 5б, 5в, подвергали испытаниям на термостойкость и термостабильность. Результаты испытаний также сведены в табл.19.
Термостойкость и термостабильность композиций
Анализ результатов испытаний образцов показал, что разработанное гибридное связующее по п.9 формулы изобретения (примеры: 5а - без добавок, 5б - с добавками карбоксифталцианина меди, 5в - с добавками аминофталцианина меди) превосходит по термостойкости известные аналоги (примеры 1-3) и прототип (пример 4) - на 5-9%, а по термостабильности - на 10-15%, что, в свою очередь, позволяет повысить эксплуатационные характеристики изделий из композиционных волокнистых материалов или их весовое совершенство, а значит и снизить их рыночную стоимость ≈ на 15-20%.
Кроме того, использование гибридного связующего по п.9 формулы изобретения с добавками фталцианинов меди позволяет получать композиты с повышенной атмосферокоррозионной стойкостью, высокими антистатическими свойствами (стойкостью к снятию статических электрических зарядов), высокой электропроводностью и другими повышенными технико-эксплуатационными характеристиками.
Промышленный способ получения гибридного связующего по п.9 формулы изобретения
В гибридное связующее по п.1 формулы изобретения добавляется 1-1,5 мас.ч. фталцианина меди (на одну тонну приготавливаемого гибридного связующего по п.1 формулы изобретения вводится ≈3,6-3,8 кг фталцианина меди), полученная смесь разогревается до температур 40-70°С и перемешивается при этих температурах в течение 30-60 минут, затем смесь равномерно охлаждается до температур 20±1°С.
В гибридное связующее на 97-103 мас.ч. эпокситрифенольной смолы ЭТФ, 9-15 мас.ч. эпоксиалифатической смолы ДЭГ-1 и 31-37 мас.ч. резольной фенолформальдегидной смолы СФ-340А вводились фталцианины меди в количестве 1-1,5 мас.ч. В качестве добавок использовались фталцианины двух видов: тетра-4-аминофталцианин меди и тетра-4-карбоксифталцианин меди.
Промышленный способ получения гибридного связующего по п.9 формулы изобретения с добавками фталцианинов меди: на одну тонну приготавливаемого в реакторе-смесителе гибридного связующего по п.9 формулы изобретения берется: 365,5 кг эпокситрифеноловой смолы ЭТФ, 43,8 кг смолы ДЭГ-1, разогретых до температур 180-200°С, а также 305 кг ацетона, 170 кг спирта и 37 кг толуола и все компоненты перемешиваются при температурах 40-70°С в течение 3-6 часов, затем в полученную смесь добавляется 125 кг мелкодисперсной или кусочной массы (с размерами частиц до 3 мм) фенолформальдегидной смолы СФ-340А и смешивается в реакторе-смесителе с ранее введенными в него компонентами при температурах 40-70°С в течение 3-6 часов, затем полученный готовый продукт отфильтровывается через фильтр или специальную ткань "Эксцельциор", в него добавляется 3,6-3,8 кг фталцианина меди (тетра-4-аминофталцианина или тетра-4-карбоксифталцианина) и осуществляется дополнительное его смешивание с гибридным связующим при температурах 40-70°С в течение 30-60 минут с последующим равномерным охлаждением до температур 20±1°С.
Гибридное связующее по п.9 формулы изобретения с введенными в него фталцианинами меди должно соответствовать следующим требованиям:
а) внешний вид - однородный раствор от светло-коричневого до темно-коричневого цвета;
б) массовая доля нелетучих веществ, % - 50-64;
в) плотность связующего при температуре 20±1°С, г/см3 - 0,95-1,1;
г) показатель "время желатинизации" связующего при температуре 180°С, мин - 3-6.
Полученными растворами гибридного связующего (примеры 5а, 5б, 5в) на пропиточной машине ЦЗЛ ФГУП ПО "Авангард" пропитывалось СВМ-волокно и подсушивалось на воздухе при температуре 20±1°С в течение 15-20 минут. Затем проводилось отверждение гибридного связующего совместно с СВМ-волокном в натянутом его состоянии в термокамере по режиму:
- при температуре 70°С - 30 мин;
- при температуре 100°С - 60 мин;
- при температуре 130°С - 60 мин;
- при температуре 180°С - 60 мин;
- при температуре 210°С - 120 мин
и испытания полученных образцов. Результаты испытаний приведены в табл.19.
Применение в предлагаемом изобретении модификаторов - хлорсодержащих соединений никеля (NiL2Cl2) - п.10 формулы изобретения, кобальта (CoL2Cl2), меди (CuL2Cl2) и железа (FeL2Cl2), обладающих комплексом ценных свойств, позволяет вести процесс отверждения гибридного связующего с равномерным газовыделением при минимальном выделении летучих веществ на достаточно высокой технологической скорости отверждения. Это позволяет получать практически не содержащие пор композиты при максимально возможном сокращении цикла их термообработки.
Были проведены исследования влияния добавок комплексных соединений на основе лиганда 2-меркапто 5-трихлорацетиламино-1,2,3-тиадиазола и некоторых переходных металлов - никеля (Ni), кобальта (Со), меди (Cu) и железа (Fe).
Примечание - Лиганд - обязательная составная часть комплексных соединений; в структуре комплексов непосредственно связан с комплексообразователем, а при образовании комплексов является донором электронных пар.
Исследования влияния вышеназванных комплексных добавок (табл.20) проводились в сравнении с гибридным связующим по п.1 формулы изобретения и гибридным связующим по п.9 формулы изобретения. В гибридные связующие по п.1 формулы изобретения вводились следующие модифицированные добавки комплексных хлорсодержащих соединений в количестве 1-6 мас.ч.: никеля (NiL2Cl2) - п.10 формулы изобретения, а для сравнения - кобальта (CoL2Cl2), меди (CuL2Cl2) и железа (FeL2Cl2), которые исследовались гравиметрическим методом анализа в тонком слое гибридных связующих (п.п.1, 9, 10 формулы изобретения и др.) в термокамере при подъеме температуры со скоростью 2°С/мин до температуры максимального отверждения 200°С в течение 1 часа до однородной массы. Данные анализа приведены в табл.20.
Термостойкость и термостабильность композиций гибридных связующих по п.1, 9, 10 формулы изобретения в сравнении с композициями гибридного связующего по п.1 формулы изобретения с добавками: CoL2Cl2, CuL2Cl2, FeL2Cl2
На основании данных табл.20 можно сделать вывод, что в тонком слое материала при нагреве гибридного связующего по п.1 формулы изобретения (без добавок) и с добавками различных модификаторов (п.п.9, 10 формулы изобретения и др.) практически беспористыми являются продукты с хлорсодержащими соединениями никеля (NiL2Cl2) - п.10 формулы изобретения, где L2-2-меркапто 5-трихлорацетиламино-1,3,4 тиадизол.
Примечание - Подъем температуры гибридных связующих, приведенных в табл.20, проводился со скоростью 2°С/мин (одной из наиболее приемлемых высоких скоростей нагрева при отверждении композитов на основе гибридных связующих, приготавливаемых на ацетоно-спирто-толуольных растворителях с соотношением ингредиентов 1:0,5:0,1).
Для синтеза хлорникелевого комплекса дихлор-бис-меркапто-5-трихлорацетиламино-1,3,4 тиадизол NiL2Cl2 брали соотношение NiCl2·2H2O к лиганду как 1:2, то есть 0,45 г - NiCl2·6H2O и 1 г - лиганда.
Лиганд растворяли в 2-3 мл ацетона, a NiCl2·2H2O - в 50 мл дисциллированной воды, затем растворенный в ацетоне лиганд добавляли порциями в раствор хлористого никеля NiCl2·6H2O. Продукт реакции в виде порошка желтоватого цвета отфильтровывали из раствора на специальном фильтре (фильтр Шотта), промывали дистиллированной водой, после чего высушивали в эксикаторе (специальном сосуде для медленного высушивания и сохранения веществ, легко поглощающих влагу из воздуха) под вытяжкой при комнатной температуре.
Таким же образом получали модификаторы на основе CoL2Cl2, CuL2Cl2 и FeL2Cl2. Далее определялось предельное количественное соотношение вышеприведенных ингредиентов, вводимых в гибридное связующее по п.1 формулы изобретения.
Для этого к 25 мл гибридного связующего концентрацией 60-65% добавляли 1-6 мас.ч. полученных комплексов - хлорникелевого (NiL2Cl2), хлоркобальтового (CoL2Cl2), хлормедного (CuL2Cl2) и хлоржелезного (FeL2Cl2), растворы тщательно перемешивали в течение 1-3 минут до полного растворения, затем растворы погружали в стеклянную электролитическую ячейку с диаметром рабочего электрода 1 см и нагревали в термокамере со скоростью 2°С/мин до температуры 200°С с выдержкой при этой температуре до полного отверждения, характеризуемого достижением постоянных значений диэлектрической проницаемости (G) и тангенса угла диэлектрических потерь (tg δ), непрерывно измеряемых в ходе отверждения на специальном измерителе с помощью плоскопараллельных медных электродов, погружаемых в гибридное связующее и недостающих до дна емкости ≈ на 1,5 см.
Количество добавок, вводимых в рецептуры гибридных связующих, оценивалось по виду конечных продуктов при отверждении по вышеуказанному режиму. Данные эксперимента приведены в табл.20.
Как видно из данных табл.20 (примеры 2-5), при введении в гибридное связующее по п.1 формулы изобретения добавок комплексных модификаторов NiL2Cl2, CoL2Cl2, CuL2Cl2 и FeL2Cl2 в количестве 1-6 мас.ч. и проведении оптимальных режимов отверждения связующих при скорости нагрева 2°С/мин до температуры 200°С с выдержкой при этой температуре до достижения постоянных значений диэлектрической проницаемости (G) и тангенса угла диэлектрических потерь (tg δ), получены визуально однородные, без воздушных включений и пор материалы.
Введение модификаторов NiL2Cl2, CoL2Cl2, FeL2Cl2 и CuL2Cl2 в количестве 1-6 мас.ч. (примеры 2-4 табл.20) практически не вызывает образование пор и воздушных включений в пластике, а увеличение их свыше 6 мас.ч. (пример 5 табл.20) вызывает образование значительного количества пор в конечном продукте отверждения.
Гибридное связующее по п.1 формулы изобретения (без добавок) при нагреве со скоростью 2°С/мин до температуры 200°С также вспучивается, то есть получается продукт отверждения невысокого качества (высокопористый), поэтому с учетом выявленных недостатков разработан новый ступенчатый способ его отверждения по режиму: вначале волокна (тканные или однонаправленные) после пропитки просушивают на воздухе в натянутом состоянии в течение 15-20 минут, затем производят отверждение подсушенного на воздухе "препрега" в натянутом состоянии в пропиточных машинах в режиме:
- при температуре 70°С - 30 мин,
- при температуре 100°С - 60 мин;
- при температуре 130°С - 60 мин;
- при температуре 180°С - 120 мин;
- при температуре 210°С - 120 мин.
Гибридное связующее по п.1 формулы изобретения (без добавок) при нагреве со скоростью 2°С/мин до температуры 200°С склонно к вспучиванию, а получаемые на его основе композиты имеют невысокое качество, поскольку в них образуется много пор, микротрещин, расслоений и других дефектов, снижающих их качество и эксплуатационную надежность.
За счет введения в гибридное связующее по п.10 формулы изобретения добавки - хлорсодержащего соединения никеля (NiL2Cl2) - в нем почти вдвое снижается подвижность молекул, в связи с этим процессы горячего его отверждения идут более равномерно без вспучивания на всех участках структурирования, что дает возможность получать композиционные материалы на основе этого связующего с улучшенными теплофизическими, электростатическими, теплозащитными и физико-механическими характеристиками, а конструкции на основе этих материалов - с высоким качеством и эксплуатационной надежностью.
Методика испытаний образцов на термостабильность
Образцы выдерживаются в термокамере при температуре 200°С в течение 12 часов. Затем измеряется их прочность и удлинение на динамометре при зажимной длине образцов 10 см и скорости перемещения 300 мм/мин. Результаты испытаний образцов в сравнении с образцами на основе гибридного связующего по п.1 формулы изобретения приведены в табл.20.
Анализ данных табл.20 показывает, что применение предлагаемого гибридного связующего по п.10 формулы изобретения с хлорсодержащими соединениями никеля имеют повышенную термостойкость (280°С) и повышенную термостабильность (сохранение прочности композита СВМ-волокно - связующее при температурах 280°С - 98%), что позволяет повысить эксплуатационные свойства изделий из композиционных волокнистых материалов на основе гибридного связующего по п.10 формулы изобретения и их эксплуатационную надежность.
Кроме того, использование вышеприведенных вариантов гибридного связующего позволяет получать на их основе композиционные материалы с улучшенными характеристиками - хорошей электропроводностью, а также высокими антистатическими свойствами и коррозионной стойкостью.
Для повышения огнестойкости в гибридное связующее по п.10 формулы изобретения одновременно с хлорсодержащими соединениями никеля могут быть введены и специальные хлорсодержащие антипиренные добавки: трихлорэтилфосфат, четыреххлористый углерод, гексахлорбензол и хлорсодержащий хладон, замедляющие горение пластиков за счет эндотермических эффектов. Выделяющиеся при этом газы (аммиак, углекислый газ, фосфорный и хлорный ангидриды, водяные пары) также препятствуют горению. Рекомендуемое количество дополнительно вводимых в гибридное связующее по п.10 формулы изобретения антипиренов - 7-18 мас.ч. Допускается введение вышеназванных антипиренов в гибридное связующее группой, частью группы или однокомпонентно.
Для пластиков на основе гибридного связующего по п.10 формулы изобретения с хлорсодержащими соединениями никеля 1-6 мас.ч. и антипиренами 7-18 мас.ч. время затухания горения после отведения пламени газовой горелки - не более 3 с, а кислородный индекс - 48-56%.
Такие пластики обладают повышенной стойкостью к воздействию:
- агрессивных сред газов;
- растворов щелочей и основных солей;
- растворов нейтральных и кислых солей;
- растворов серной кислоты (H2SO4) и при кратковременном воздействии растворов 3% азотной (HNO3) и соляной (HCl) кислот.
Проведенные испытания образцов показали, что введение хлорсодержащих соединений никеля в пластики свыше 6 мас.ч. нецелесообразно, поскольку пластики становятся пористыми и имеют низкие характеристики на отрыв и сдвиг.
Кроме того, при повышенных количествах хлорсодержащих соединений никеля в пластиках ухудшаются и многие другие их свойства, в частности, снижаются свойства по гигроскопичности, газопроницаемости, коррозионной стойкости и т.д.
Гибридное связующее по п.10 формулы изобретения (или покрытия на его основе) наиболее эффективно может быть использовано для получения теплозащитных покрытий изделий ракетно-космической и авиационной техники, а также пластиковых дымовых труб, газоотводящих стволов доменных печей, пластиковых упруго-гибких ленточных спиралей (УГЛС) и других изделий из композиционных волокнистых материалов.
Эффективность применения гибридного связующего по п.11 формулы изобретения, способ его получения
Способ получения гибридного связующего по п.11 формулы изобретения заключается в следующем: в гибридное связующее по п.1 формулы изобретения, находящегося в реакторе-смесителе, дополнительно вводится в количестве 0,001-0,003 мас.ч. антистатическая добавка в виде присадки типа "Сигбол" и смешивается с компонентами гибридного связующего при температурах 40-70°С в течение 30-60 минут из расчета на одну тонну приготавливаемого продукта.
Присадка "Сигбол" изготавливается в соответствии с ТУ 101741-78. Она вводится в гибридное связующее по п.11 формулы изобретения для улучшения электростатических свойств пластиков (удельных поверхностного и объемного их сопротивления) с целью придания пластикам на его основе улучшенных антистатических свойств.
Присадка "Сигбол" представляет собой 32-40% раствор металлосоединений органических кислот и полимерного компонента в толуоле (ГОСТ 14710-78) или ксилоле (ГОСТ 940-78).
В гибридном связующем по п.11 формулы изобретения предлагается использование только раствора металлосоединений органических кислот и полимерного компонента в толуоле в количестве 0,001-0,003 мас.ч. Применение гибридного связующего по п.11 формулы изобретения раствора этих соединений в ксилоле не рекомендуется, поскольку их введение не обеспечивает необходимого качества гибридного связующего и пластиков на его основе: пластики получаются неоднородными по составу, в них образуется большое количество пор, микротрещин, вздутий и других дефектов, снижающих качество изделий, изготавливаемых на основе этого гибридного связующего.
По физико-химическим показателям антистатическая присадка "Сигбол" должна отвечать следующим требованиям:
- внешний вид - однородная темная подвижная жидкость;
- плотность при температуре 20±1°С - не менее 0,9 г/см3;
- вязкость кинематическая при температуре 80°С - не более 30 сСт;
- содержание активного вещества в присадке (раствора металлических соединений органических кислот и полимерного компонента в толуоле) - 32-40%;
- содержание механических примесей - не более 0,06%;
- содержание воды - не более 0,1%;
- содержание золы - 2,0-3,5%;
- удельная электрическая проводимость, пСм/м:
при 0,003 мас.ч. - не менее 2000,
при 0,002 мас.ч. - не менее 1350,
при 0,001 мас.ч. - не менее 1000,
при 0,0002 мас.ч. - не менее 400.
Присадка "Сигбол" в виде добавки вводится в гибридное связующее по п.11 формулы изобретения в количестве 0,001-0,003 мас.ч.; меньшее ее введение не дает необходимого эффекта по повышению электростатических свойств пластиков на его основе, большее ее введение резко снижает (до 10-30%) физико-механические, теплофизические и физические характеристики пластиков, особенно теплозащитные характеристики пластиков на основе тканей ТЭМС-к(п) и гибридного связующего по п.11 формулы изобретения с добавками присадки "Сигбол".
Примечание - Пластики на основе гибридного связующего по п.11 формулы изобретения и тканей ТЭМС-к(п) (ТУ 6-06И82-85) относятся к классу антистатических материалов; ткани ТЭМС-к(п) изготавливаются из многокомпонентных комплексных электропроводящих нитей (МКЭН) - МКЭН-к - капроновых, МКЭН-п - полифеновых. Эти пластики относятся к классу теплозащитных антистатических сублимирующих материалов (ТАСМ).
Рекомендуемый состав вышеприведенных материалов ТАСМ, % вес.:
- ткани ТЭМС-к(п) - 50-60,
- гибридное связующее по п.11 формулы изобретения - 40-50.
Физические и теплофизические свойства ТАСМ на основе гибридного связующего по п.11 формулы изобретения и тканей ТЭМС-к(п) при температурах 20±1°С:
- плотность, г/см3 - 1,21;
- водопоглощение в течение 24 час, %, не более - 0,41;
- коэффициент теплопроводности, Вт/м·К - 0,21-0,25;
- коэффициент температуропроводности, ·106, м2/с - 0,15-0,21;
- удельная теплоемкость, кДж/м·К - 0,92-1,42.
Цель применения гибридного связующего по п.11 формулы изобретения: создание пластиков на его основе, обладающих высокими антистатическими свойствами, термостойкостью и термостабильностью, а также понижение взрыво-пожаробезопасности, приготовление гибридного связующего и его переработка в "препреги" и далее в конструкционные изделия.
Способ получения гибридного связующего по п.11 формулы изобретения заключается в следующем:
На одну тонну гибридного связующего по п.1 формулы изобретения, находящуюся в реакторе-смесителе, добавляется антистатическая добавка в количестве 0,001-0,003 мас.ч. в виде присадки "Сигбол" и перемешивается с гибридным связующим при температурах 40-70°С в течение 30-60 минут с последующим равномерным охлаждением до температур 20±1°С.
Затем полученным составом гибридного связующего по п.11 формулы изобретения осуществлялась пропитка тканных наполнителей (ТЭМС-к(п) и стеклоткани Т-13) с получением из них "препрегов"-полуфабрикатов со свойствами:
- массовая доля связующего, % - 40-50;
- массовая доля влаги и летучих веществ, % - 3,5-5,0;
- гарантийный срок хранения при температуре не более 30°С, сутки - 4.
Далее из полученных "препреговых" наполнителей методами намотки или прессования по режимам, представленным в табл.14 или 15, изготавливались пластиковые изделия, а из них нарезались образцы для испытаний.
Введенная в гибридное связующее антистатическая присадка "Сигбол" (0,001-0,003 мас.ч.) изменяет характеристики пластиков на его основе (в сравнении с характеристиками пластиков на основе гибридного связующего по п.1 формулы изобретения):
- улучшаются электростатические свойства пластиков - на 20-30%;
- повышаются термостойкость и термостабильность пластиков - на 5-10%;
- повышается прочность (табл.13, 16-18):
на растяжение - на 1-2%,
на сжатие - на 2-5%,
на изгиб - на 10%,
на межслоевой отрыв и сдвиг - на 15%.
Эффективность применения гибридного связующего по п.12 формулы изобретения, способ его получения
Способ получения гибридного связующего по п.12 формулы изобретения заключается в следующем.
В гибридное связующее по п.1 формулы изобретения, находящееся в реакторе-смесителе, дополнительно вводится антистатическая добавка в виде присадки АСП-1 в количестве 0,001-0,005 мас.ч. и смешивается с ним при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну готового продукта с последующим равномерным охлаждением до температур 20±1°С.
Цель применения присадки АСП-1 - создание пластиков на гибридном связующем по п.12 формулы изобретения, обладающих высокими антистатическими свойствами, а также высокой термостойкостью и термостабильностью. Кроме того, антистатическая присадка АСП-1 вводится в гибридное связующее по п.12 формулы изобретения для повышения его удельной и объемной электропроводимости и снижения статической электризации при различных технологических операциях его переработки.
Присадка АСП-1 представляет собой раствор солей хрома синтетических жирных кислот фракции С17-С20, получаемых по реакции двойного обмена из синтетических жирных кислот (ГОСТ 2.3259-78) и азотнокислого хрома (ГОСТ 4471-78), в бензине БР-1 (ГОСТ 443-76) или каком-либо другом углеводородном растворителе, концентрацией 30±5% вес.
Качество присадки должно отвечать следующим требованиям:
- внешний вид - однородная подвижная жидкость темно-зеленого цвета;
- содержание активного вещества в присадке, % мас., в пределах - 30±5;
- содержание золы, % мас., в пределах - 2,0-3,5;
- содержание механических примесей, % мас., не более - 0,2;
- содержание водорастворимых кислот и щелочей, % - 0,001;
- содержание воды, % мас., не более - 0,1;
- удельное объемное электрическое сопротивление бензина БР-1 (ГОСТ 443-76) при содержании присадки 0,01% вес., Ом·м, не более - 2·109.
Гибридным связующим по п.12 формулы изобретения осуществлялась пропитка тканных наполнителей (ТЭМС-к(п) и стеклоткани Т-13) с получением из них "препрегов"-полуфабрикатов со свойствами:
- массовая доля гибридного связующего, % - 40-50;
- массовая доля влаги и летучих веществ, % - 3,5-5,0;
гарантийный срок хранения при температуре 30°С, сутки - 4-5,
а из них по режимам переработки, указанным в табл.14 или 15, изготавливались пластиковые изделия методами намотки (табл.14) или прессования (табл.15), а из них нарезались образцы для испытаний.
Введенная в гибридное связующее по п.12 формулы изобретения антистатическая присадка АСП-1 (0,001-0,005 мас.ч.) изменяет характеристики пластиков на его основе (в сравнении с характеристиками пластиков на основе гибридного связующего по п.1 формулы изобретения, табл.13, 16-18):
- улучшает электростатические свойства пластиков - на 30-50%;
- повышает термостойкость и термостабильность пластиков - на 7-12%;
- повышает прочность:
на растяжение - на 2-3%,
на сжатие - на 5-6%,
на изгиб - на 10-12%,
на межслоевой отрыв и сдвиг - на 12-20%.
Эффективность применения гибридного связующего по п.13 формулы изобретения, способ его получения
Способ получения гибридного связующего по п.13 формулы изобретения заключается в введении в гибридное связующее по п.1 формулы изобретения, находящегося в ректоре-смесителе, добавки в количестве 7-13 мас.ч. в виде кристаллического алюмосиликата натрия и ее смешивании с компонентами гибридного связующего при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну готового продукта с последующей его фильтрацией и охлаждением до температур 20±1°С.
В данном разделе рассматривается эффективность применения в гибридном связующем добавки - кристаллического алюмосиликата натрия.
Цель применения - создание гибридного связующего и "препрегов" на его основе, обладающих высокой жизнеспособностью, а также высокими физико-механическими и теплофизическими характеристиками.
Затем полученным составом гибридного связующего по п.13 формулы изобретения осуществлясь пропитка тканных наполнителей (ТЭМС-к(п) и стеклоткани Т-13) с получением из них "препрегов" - полуфабрикатов со свойствами:
- массовая доля связующего, % - 40-50;
- массовая доля влаги и летучих веществ, % - 3,5-5,0;
- гарантийный срок хранения при температуре не более 30°С, сутки - 15-30.
Далее из полученного "препрегового" наполнителя методами намотки или прессования по режимам, приведенным в табл.14 или 15, изготавливались пластиковые изделия, а из них нарезались образцы для испытаний.
Введенная в гибридное связующее по п.13 формулы изобретения добавка в виде кристаллического алюмосиликата натрия (7-13 мас.ч.) изменяет характеристики пластиков на его основе (в сравнении с характеристиками пластиков на основе гибридного связующего по п.1 формулы изобретения, табл.13, 16-18):
- улучшаются электростатические свойства пластиков - на 10-15%;
- повышаются термостойкость и термостабильность пластиков - на 5-10%;
- повышаются прочности:
на растяжение - на 1-2%,
на сжатие - на 2-5%,
на изгиб - до 10%,
на межслоевой отрыв и сдвиг - до 15%;
- повышается ударная вязкость - на 10-15%;
- повышается жизнеспособность гибридного связующего - в 2-3,5 раза (в сравнении с гибридным связующим по п.1 формулы изобретения).
Эффективность применения гибридного связующего по п.14 формулы изобретения, способ его получения
Наиболее эффективны пластики на основе гибридного связующего по п.14 формулы изобретения и тканей ТЭМС-к(п), имеющие в своем составе кристаллические алюмосиликаты натрия 7-13 мас.ч. и трехокись сурьмы 7-23 мас.ч. Пластики этого типа относятся к классу теплозащитных, антистатических и сублимирующих материалов (ТАСМ); кроме того, эти пластики обладают высокими антифрикционными, теплофизическими, электростатическими и теплозащитными характеристиками.
Ниже в табл.21 приводятся теплозащитные свойства пластиков на основе гибридного связующего по п.14 формулы изобретения и тканей ТЭМС-к(п) в сравнении с прототипом - пластиком на основе гибридного связующего по авт. свид. №1036730А и стеклоткани Т-13.
Теплозащитные свойства пластиков на основе гибридного связующего по п.14 формулы изобретения и тканей ТЭМС-к(п)
Пластик-прототип предназначен для изготовления стеклопластиковых цилиндрических оболочек с повышенными тепло-огнезащитными свойствами и улучшенными электрическими и электростатическими характеристиками.
Введение олигоэфируретана в состав гибридного связующего-прототипа (ЭТФ + ФАФ) резко снижает его текучесть при намотке цилиндрических оболочек стеклотканью Т-13, пропитанной этим связующим, и, кроме того, увеличивает срок жизни полуфабриката - "препрега" (его жизнеспособность) в процессе его хранения на 30-50%.
Технология изготовления пластиков на основе стеклоткани Т-13 и связующего по авт. свид. №1036730А и пластиков на основе тканей ТЭМС-к(п) и гибридного связующего по п.14 формулы изобретения близки по техническому исполнению, то есть ткани пропитываются вышеназванными гибридными связующими на вертикальной пропиточной машине при 90-110°С и скорости 1-3 м/мин (для тканей ТЭМС-к(п) скорость пропитки - 0,9-1,1 м/мин); из пропитанного полуфабриката на горизонтальном намоточном станке на цилиндрическую оправку наматывают цилиндры диаметром 50-100 мм и толщиной 3-5 мм при скорости намотки 2-4 м/мин (для тканей ТЭМС-к(п) скорость намотки 1-2 м/мин), при температуре валов 110-130°С и давлении прижимного вала 3-8 кгс/см по линии соприкосновения прижимного вала и наматываемого изделия.
Режимы термообработки наматываемых цилиндров на связующем-прототипе и на гибридном связующем по п.14 формулы изобретения близки по циклам: вначале ведется прогрев цилиндров в термокамере до температур 130-140°С в течение 6 часов, затем осуществляют прогрев цилиндров до температур 180-200°С в течение 3 часов и выдержку при этих температурах в течение 18-24 часов с последующим равномерным охлаждением цилиндров совместно с оправками в течение 4-6 часов.
Существенные технологические отличия в техпроцессах изготовления пластика-прототипа и пластиков на основе гибридного связующего по п.14 формулы изобретения:
- в соотношении массовых долей гибридных связующих в пластиках: массовая доля связующего-прототипа - 25-40%, а гибридного связующего по п.14 формулы изобретения - 40-50%;
- в разном натяжении полотен тканных наполнителей при их пропитке: для стеклотканных наполнителей, пропитанных гибридным связующим по авт. свид. №1036730А, величина номинального натяжения на 1 см ширины полотна материала 2-3 кгс, для тканей ТЭМС-к(п) - 1-1,5 кгс.
Поэтому гибридное связующее по авт. свид. №1036730А используется для изготовления конструкционных силовых пластиков типа СКН (стеклопластики конструкционные намоточные), а гибридное связующее по п.14 формулы изобретения наиболее эффективно для получения пластиков теплозащитных типа ТАСМ с высокими электростатическими и теплозащитными свойствами.
Ниже в табл.22, 23 данного описания приводятся сравнительные показатели этих свойств.
Электростатические свойства пластиков на основе гибридного связующего по п.14 формулы изобретения и тканей ТЭМС-к(п) в сравнении с пластиком-прототипом на основе гибридного связующего по авт. свид. №1036730А и полотняной стеклоткани Т-13
σo - начальная поверхностная плотность зарядов;
σo +, σo - - соответственно, начальные поверхностные плотности положительного и отрицательного зарядов;
τ - полупериод утечки заряда (время спада заряда наполовину);
τ+, τ- - соответственно, полупериоды утечки положительного и отрицательного зарядов;
ρv - удельное объемное сопротивление;
ρs - удельное поверхностное сопротивление
Теплозащитные свойства пластиков на основе гибридного связующего по п.14 формулы изобретения и тканей ТЭМС-к(п) в сравнении с пластиком-прототипом на основе гибридного связующего по авт. свид. №1036730А и полотняной стеклоткани Т-13
Таким образом, пластики на основе гибридного связующего по п.14 формулы изобретения и тканей ТЭМС-к(п) имеют в сравнении с прототипом:
- более высокие теплозащитные, электростатические и сублимирующие характеристики;
- не требуют при переработке и эксплуатации специальных мер по технике безопасности и обеспечивают более высокое качество внутренних поверхностей конструкционных изделий;
- обеспечивают более высокий и более длительный по времени антистатический эффект.
В результате проведенных исследований выяснено, что ТАСМ на основе полифеновой ткани ТЭМС-п и гибридного связующего по п.14 формулы изобретения обладает большей плотностью и теплопроводностью, чем ТАСМ на основе капроамидной ткани ТЭМС-к и гибридного связующего по п.14 формулы изобретения, но оба типа теплозащитных пластика работают как сублиматоры и поглощают большое количество тепла при разложении, то есть имеют высокую энтальпию (пластик на основе ткани ТЭМС-п - 2,6·106 Дж/кг, пластик на основе ткани ТЭМС-к - 3,6·106 Дж/кг).
Оба пластика не накапливают на своих поверхностях зарядов статического электричества и практически относятся к электропроводящим материалам. Оба пластика являются высокотехнологичными при переработке в композиты, сокращают цикл изготовления изделий и резко улучшают условия труда при их изготовлении. Они более эффективны (в 1,5-2,5 раза) по тепловым, антистатическим и антифрикционным свойствам, чем пластик-прототип на основе гибридного связующего по авт. свид. №1036730А и стеклоткани Т-13 (ГОСТ 19170-73). По этим показателям они эффективнее и пластиков на основе теплостойкого связующего марки ЭХД (ТУ 6-05-041-321-7) и стеклотканей саржевого (ТСУ 8/3-ВМ-78), сатинового (Т-10), полотняного (Т-13) и даже кордного (Т-25ВМ) переплетения нитей.
Однако с точки зрения теплозащитных свойств, композиты на основе полифеновой ткани ТЭМС-п эффективнее, чем композиты на основе капроамидной ткани ТЭМС-к, так как температуропроводность этих композитов несколько ниже.
Характер тепловых деформаций у обоих пластиков с увеличением температуры одинаков, однако, термические деформации композитов на основе тканей ТЭМС-п выше, чем у композитов на основе тканей ТЭМС-к. Примерно в 2 раза выше температура сублимации пластиков на основе тканей ТЭМС-п (650-750°С), чем у пластиков на основе тканей ТЭМС-к (350-400°С). Пластики на основе тканей ТЭМС-п превосходят пластики на основе ТЭМС-к и по средней скорости уноса: 0,74 против 0,51.
Пластики на основе тканей ТЭМС-к(п) и гибридного связующего по п.14 формулы изобретения эффективнее пластиков на основе гибридного связующего-прототипа и по антифрикционным свойствам, коэффициент трения скольжения пары: теплозащитное покрытие из ТАМС - антифрикционное покрытие 0,091-0,095, у пластика-прототипа в 2-3 раза выше.
Однако по физико-механическим свойствам пластики на основе гибридного связующего по п.14 формулы изобретения значительно уступают пластику-прототипу на основе гибридного связующего по авт. свид. №1036730 А и стеклоткани Т-13, так как разрушающее напряжение этих пластиков при растяжении в направлении основы всего 125-130 МПа, модуль упругости при растяжении в направлении основы всего 2,8-3 ГПа, разрушающее напряжение при изгибе 89-90 МПа, разрушающее напряжение при смятии - 105-110 МПа, разрушающее напряжение при отрыве от стеклопластиков СКН-24 - 10,5-12 ГПа, а от стеклопластиков СКН-21 - 6,5-10 ГПа.
Вышеприведенные данные показывают, что пластики на основе тканей ТЭМС-к(п) и гибридного связующего по п.14 формулы изобретения более эффективны в сравнении с пластиком-прототипом и по теплозащитным, и по антифрикционным, и по антистатическим свойствам, и менее эффективны по физико-механическим свойствам, их прямое назначение - защита внутренних поверхностей изделий: дымовых и пусковых труб и других конструкций от воздействия тепловых потоков и агрессивных сред.
Способ получения гибридного связующего по п.14 формулы изобретения состоит из трех ключевых этапов.
Вначале известным вышеописанным способом получают гибридное связующее по п.1 формулы изобретения (первый этап), затем его насыщают парами алюмосиликата натрия с получением гибридного связующего по п.13 формулы изобретения (второй этап), а затем это гибридное связующее вводят в реактор-смеситель, добавляют в него антипиренную добавку - трехокись сурьмы в количестве 7-23 мас.ч. и перемешивают его с компонентами гибридного связующего по п.13 формулы изобретения при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну готового продукта с последующим равномерным охлаждением до температур 20±1°С (третий этап).
Эффективность применения гибридного связующего по п.15 формулы изобретения, способ его получения
Гибридное связующее по п.15 формулы изобретения имеет следующий состав, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолоформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- кристаллический алюмосиликат натрия - 7-13;
- гексахлорбензол - 7-23.
Наиболее эффективны пластики на основе гибридного связующего по п.15 формулы изобретения и тканей ТЭМС-к(п). Пластики этого типа также относятся к классу теплозащитных антистатических сублимирующих (ТАСМ) материалов, обладающих высокими эксплуатационными характеристиками: огне-теплостойкостью, эрозионностойкостью и износостойкостью.
Входящие в состав гибридного связующего кристаллические алюмосиликаты натрия в количестве 7-13 мас.ч. увеличивают жизнеспособность связующего по п.15 в сравнении с гибридным связующим по п.1 формулы изобретения в 2-3,5 раза, а антипиренная добавка гексахлорбензола в количестве 7-23 мас.ч. повышает огне-эрозионностойкость, теплостойкость и термостабильность пластиков на ее основе и тканей ТЭМС-к(п).
Гексахлорбензол (С6Cl6) - нерастворимая в воде жидкость, применяется в гибридном связующем по п.15 формулы изобретения как дополнительный растворитель и как антипиренная добавка, повышающая тепло-огнезащитные свойства пластиков на его основе.
Обычно стеклопластики на гибридных связующих по п.1 формулы изобретения (без добавок) имеют недостаточную огнестойкость, у таких пластиков время их горения после отведения пламени газовой горелки - 3-5 сек, а кислородный индекс их находится в пределах 38-42%.
В зарубежной практике к подобным связующим для повышения их огнестойкости добавляются бромсодержащие композиции смол в количестве 45-55 мас.ч., в подобных гибридных связующих содержание брома составляет 5-22%. Однако стеклопластики на основе такого гибридного связующего имеют низкие показатели по теплостойкости и термостабильности. Снижение содержания брома в гибридном связующем приводит к повышению термостабильности и теплостойкости стеклопластика на его основе, но при этом уменьшается его огнестойкость.
Применение резольной фенолформальдегидной смолы СФ-340А позволяет снизить содержание брома в пластиках на основе гибридного связующего по п.15 формулы изобретения до 2-5% и только за счет ее применения удается повысить термостойкость и термостабильность пластиков на 10-15%.
Применение в гибридном связующем по п.15 формулы изобретения резольной фенолформальдегидной смолы СФ-340А в качестве отвердителя в количестве 31-37 мас.ч. позволяет повысить огнестойкость пластиков на его основе на достаточно высокий уровень (их кислородный индекс находится в пределах ≈38-42%). Для дополнительного повышения его огнестойкости в него вводится антипирен - гексахлорбензол, замедляющий горение пластиков за счет эндотермического эффекта при его термическом разложении. Выделяющиеся при горении пластика газы (аммиак, углекислый газ, фосфорный ангидрид, водяные пары и др.) также препятствуют их горению.
Одним из лучших антипиренов является борная кислота Н3ВО3, недостаток ее введения в гибридное связующее - она дает осадок при введении в смолу, что затрудняет ее переработку в "препреги" и далее в конструкционные изделия.
Одним из лучших антипиренов также является и гексахлорбензол, не дающий осадка при его введении в гибридное связующее по п.15 формулы изобретения.
Рекомендуемое его введение - 7-23 мас.ч., меньшее его введение в гибридное связующее по п.15 формулы изобретения не дает должного эффекта по повышению огнестойкости пластиков, большее - ухудшает технологические свойства переработки гибридного связующего в "препреги" и далее в конструкционные изделия методами намотки.
Кроме того, за счет увеличенного содержания гексахлорбензола (свыше 23 мас.ч.) снижаются многие физико-механические характеристики пластиков на основе таких гибридных связующих - пластики после отверждения имеют микропоры, воздушные пузырьки, микротрещины и другие дефекты, снижающие их качество и эксплуатационную надежность.
Наиболее эффективно применение гибридного связующего по п.15 формулы изобретения для получения теплозащитных пластиков на основе тканей ТЭМС-к(п), образованных из многокомпонентных электропроводящих капроамидных или полифеновых нитей, собранных в "оболочку-ядро", содержащих в "оболочке" сополимер тетрафторэтилена с винилиденфторидом, гексахлорбензол, трехокись сурьмы и сажу при следующих соотношениях компонентов, в мас.ч.
- сополимер тетрафторэтилена с винилиденфторидом - 50-55;
- гексахлорбензол - 15-20;
- трехокись сурьмы - 10-15;
- сажа - 15-20,
а в "ядре" - волокно из полимеров с малым коксовым числом - полифеновое или капроамидное (капроновое).
Наличие электропроводящего наполнителя (сажи) в составе сополимерного покрытия нитей обеспечивает удельное поверхностное сопротивление не более 1,0 Ом; наличие же в составе сополимерного покрытия нитей - антипиренов (гексахлорбензола, трехокиси сурьмы), а образование самих нитей из волокон с малым коксовым числом (капрона и полифена) обеспечивает высокий сублимирующий эффект.
Наличие же в составе гибридного связующего по п.15 формулы изобретения антипиренной добавки - гексахлорбензола - повышает еще и огнестойкость пластиков на его основе и тканей ТЭМС-к(п). Получаемые на основе этих материалов "препреги" имеют следующие технологические характеристики, в мас.ч.:
- массовая доля гибридного связующего по п.15 формулы изобретения - 40-50;
- массовая доля тканей ТЭМС-к(п) - 50-60;
- массовая доля влаги и летучих веществ - 3,5-5;
- массовая доля кристаллических алюмосиликатов натрия - 7-13;
- массовая доля антипирена - гексахлорбензола - 7-23;
- плотность раствора гибридного связующего по п.15 формулы изобретения, г/см3 - 0,95-1,1.
Способ и режим изготовления "препрега"-полуфабриката ТАСМ на основе гибридного связующего по п.15 формулы изобретения и тканей ТЭМС-к(п):
- скорость пропитки, м/мин - 0,9-1,2;
- температура в сушильных шахтах пропиточной машины, °С - 130-200.
Способ и режимы переработки "препрега"-полуфабриката ТАСМ на основе гибридного связующего по п.15 формулы изобретения и тканей ТЭМС-к(п):
- температура греющего вала при кратковременном контакте в течение не более 3 мин, °С - 90-150;
- рекомендуемое давление прикатки, Н/пог.м - 10000-15000;
- температура термообработки, °С - 120-200;
- рекомендуемое время выдержки изделий с толщиной стенки от 5 до 15 мм при температурах термообработки:
от 120 до 160°С, ч - 13-20;
от 160 до 200°С, ч - 3-8;
- рекомендуемая скорость изменения температуры в камере полимеризации при нагреве и охлаждении, °С/ч, не более - 30;
- величина номинального натяжения на 1 см ширины материала, кгс - 1-1,2 (для тканей ТЭМС-п), 1,2-1,5 (для тканей ТЭМС-к);
- нахлест тканей при намотке на оправку, мм - 10-30.
Результаты испытаний теплозащитных пластиков на основе гибридного связующего по п.15 формулы изобретения и тканей ТЭМС-к(п) представлены ниже:
1) Физические и теплофизические свойства:
- плотность, г/см3 - 1,2-1,4;
- водопоглощение в течение 24 часов, %, не более - 0,3-0,4;
- коэффициент трения скольжения пары: теплозащитное покрытие - антифрикционное покрытие - 0,093-0,095;
- коэффициент теплопроводности, Вт/м·К - 0,2-0,24;
- коэффициент температуропроводности, ·106, м2/с - 0,14-0,18;
- удельная теплоемкость, кДж/кг·К - 0,95-1,55.
2) Теплозащитные и антистатические свойства:
- эффективная энтальпия, ·106, Дж/кг - 3,25-4,1;
- средний линейный унос при скорости газового потока 500 м/с и тепловом потоке 3,5·106 Вт/м2 - 0,5-0,7;
- температура сублимации, °С - 350-750;
- тепловое сопротивление, сек/(кг/м2)2 - 2,5-4,3;
3) Электростатические характеристики:
- удельное поверхностное сопротивление, ·105, Ом - 1,8-2,7;
- удельное объемное сопротивление, ·104, Ом·см - 5,2-6,0.
4) Физико-механические характеристики пластиков при температурах 20±1°С:
- разрушающее напряжение при растяжении в направлении основы, МПа (кгс/мм2) - 130-145 (13-14,5);
- модуль упругости при растяжении в направлении основы, ГПа (кгс/мм2) - 2,87-3,0 (287-300);
- разрушающее напряжение при изгибе, МПа (кгс/мм2) - 920-950 (9,2-9,5);
- разрушающее напряжение при смятии, МПа (кгс/мм2) - 109-112 (10,9-11,2);
- разрушающее напряжение при отрыве, ГПа (кгс/мм2):
от конструкционного стеклопластика СКН-21 - 7,0-10,2 (70-102);
от конструкционного стеклопластика СКН-24 - 10,8-15,0 (108-150);
- плотность, г/см3 - 1,25-1,32 (для тканей ТЭМС-к), 1,79-1,81 (для тканей ТЭМС-п).
5) Продукты газовыделения из пластиков при температурах эксплуатации:
при 20±5°С - этиловый спирт, ацетон, толуол;
при 50±5°С - этиловый спирт, бутиловый спирт, ацетон, толуол, фенол, анилин, формальдегид, эпихлоргидрин.
Способ получения гибридного связующего по п.15 формулы изобретения состоит из трех ключевых этапов.
Вначале известным вышеописанным способом получают гибридное связующее по п.1 формулы изобретения (первый этап), затем его насыщают парами алюмосиликата натрия с получением гибридного связующего по п.13 формулы изобретения (второй этап), а затем это гибридное связующее вводят в реактор-смеситель, добавляют в него антипиренную добавку - гексахлорбензол в количестве 7-23 мас.ч. и перемешивают его с компонентами гибридного связующего по п.13 формулы изобретения при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну готового продукта с последующим равномерным охлаждением до температур 20±1°С (третий этап).
Эффективность применения гибридного связующего по п.16 формулы изобретения, способ его получения
Пластики на основе гибридного связующего по п.16 формулы изобретения и тканей ТЭМС-к(п) дополнительно содержат кристаллические алюмосиликаты натрия 7-13 мас.ч., а также четыреххлористый углерод и/или хладон - 7-23 мас.ч.
Пластики этого типа также относятся к ТАСМ, то есть, теплозащитным антистатическим сублимирующим материалам.
Кристаллические алюмосиликаты натрия используются в гибридном связующем по п.16 формулы изобретения как адсорбенты; они увеличивают жизнеспособность гибридного связующего в 2-3,5 раза.
Четыреххлористый углерод и/или хладон введены в состав этого гибридного связующего в качестве антипиренов, замедляющих процессы горения пластиков за счет эндотермических эффектов при их термическом разложении, а также за счет выделения при термическом разложении пластиков аммиака, углекислого газа, паров воды, хлористого, фтористого и фосфорных ангидридов и других газовых выделений.
Четыреххлористый углерод (CCl4) - антипирен, вводится в гибридное связующее по п.16 формулы изобретения для повышения огнестойкости пластиков на его основе. Введение его в гибридное связующее в количестве 7-23 мас.ч. увеличивает кислородный индекс пластиков на основе этого связующего до 40-45%, тем самым увеличивается их огне-пожаростойкость на 10-20% в сравнении с пластиками, образованными на основе гибридного связующего по п.1 формулы изобретения и тканей ТЭМС-к(п).
Пластики на таком связующем имеют низкую теплостойкость и термостабильность. Для повышения этих показателей в гибридное связующее по п.16 формулы изобретения вместе с четыреххлористым углеродом вводятся еще и хладоны марок Ф114В1,2. Хладоны могут вводиться в гибридное связующее по п.16 формулы изобретения в соотношении от 1:1 до 1:0,1 и без четыреххлористого углерода. Совместное их введение в гибридное связующее по п.16 формулы изобретения повышает огнестойкость пластиков на ее основе и тканей ТЭМС-к(п) на 10-15%, а теплостойкость и термостабильность - на 5-10%.
Введение в гибридное связующее по п.16 формулы изобретения только хладонов марок Ф 114В1,2 повышает огнестойкость пластиков на его основе на 15-20%, а кислородный индекс у таких пластиков находится в пределах 50-52%. Время горения таких пластиков после отведения пламени газовой горелки - не более 3 сек. Следует обратить внимание, что в гибридное связующее по п.16 формулы изобретения могут быть введены фторсодержащие хладоны двух типов: хладон марки Ф114B1, в состав которого входят молекулы брома, и тогда образуется бромсодержащий хладон C2Br2F4, и хладон марки Ф114В2, в состав которого входят молекулы хлора, и тогда образуется хлорсодержащий хладон C2Cl2F4.
Обе марки хладонов вводятся в гибридное связующее по п.16 формулы изобретения с целью повышения огне-эрозионной стойкости пластиков к воздействию тепловых потоков 3,5·106 Вт/м и скорости потоков 500 м/сек.
Оба типа хладонов могут вводиться в гибридное связующее по п.16 формулы изобретения совместно, группами с соотношением компонентов от 1:1 до 1:0,1 или покомпонентно, то есть с введением только хладона C2Br2F4, или хладона C2Cl2F4.
Введение бромсодержащего хладона в количестве 7-23 мас.ч. позволяет значительно - до 30% и более увеличить огнестойкость пластиков этого типа, и одновременно с этим повысить их теплостойкость и термостабильность на 10-15%.
Введение же в гибридное связующее по п.16 формулы изобретения хлорсодержащего хладона позволяет увеличить термостойкость и термостабильность пластиков на его основе на 30-50% и одновременно сохранить на достаточно высоком уровне их огнестойкость.
Кислородный индекс пластиков на основе гибридного связующего по п.16 формулы изобретения с добавками С2Br2F4 - 52-54%, а с добавками C2Cl2F4 - 51-53%. Время затухания горения для пластиков на основе гибридного связующего с добавками С2Br2F4 - после отведения от них пламени газовой горелки находится в пределах 1-2 сек, а для пластиков на гибридном связующем по п.16 формулы изобретения с добавками C2Cl2F4 - 2-3 сек.
Одновременно сохраняются на высоком уровне теплофизические, электростатические, сублимирующие и теплозащитные свойства пластиков; эти свойства находятся на уровне характеристик, достигаемых в пластиках, образованных на основе гибридных связующих по п.п.13-15 формулы изобретения и тканей ТЭМС-к(п).
Однако пластики такого состава имеют и существенные недостатки:
- водопоглощение у таких пластиков в течение 24 часов - 0,2-0,6%;
- коэффициент трения-скольжения пары: теплозащитное покрытие - антифрикционное покрытие - 0,095-0,096;
- снижаются предельные разрушающие напряжения при отрыве от стеклопластиков типа СКН-24 - на 10-15%, от стеклопластиков типа СКН-21 - на 15-20%.
Кроме того, пластики такого состава менее надежны с точки зрения их длительного хранения и эксплуатации, поскольку обладают более высокой гигроскопичностью и газопроницаемостью. Наличие в гибридном связующем по п.16 формулы изобретения алюмосиликатов свыше 23 мас.ч. замедляет отверждение пластиков на основе этого связующего и тканей ТЭМС-к(п), приводит к увеличению вязкости гибридного связующего и технологическим трудностям его переработки в "препреги" и далее в конструкционные изделия.
Способ получения гибридного связующего по п.16 формулы изобретения состоит из трех ключевых этапов.
Вначале известным вышеописанным способом получают гибридное связующее по п.1 формулы изобретения (первый этап), затем его насыщают парами алюмосиликата натрия с получением гибридного связующего по п.13 формулы изобретения (второй этап), а затем это гибридное связующее вводят в реактор-смеситель, добавляют в него антипиренную добавку - гексахлорбензол и/или хладон в количестве 7-23 мас.ч. и перемешивают его с компонентами гибридного связующего по п.13 формулы изобретения при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну готового продукта с последующим равномерным охлаждением до температур 20±1°С (третий этап).
Эффективность применения гибридного связующего по п.17 формулы изобретения, способ его получения
Кристаллические алюмосиликаты натрия 7-13 мас.ч. и антипиренная добавка 7-23 мас.ч. - трихлорэтилфосфат - вводятся в гибридное связующее по п.17 формулы изобретения с целью:
- повышения огне-эрозионной стойкости композитов на его основе;
- повышения коррозионной стойкости пластиков на его основе;
- повышения теплофизических и теплозащитных свойств пластиков на его основе и тканей ТЭМС-к(п);
- повышения жизнеспособности гибридного связующего и технологичности его переработки в "препреги" и далее в конструкционные изделия.
В соответствии с поставленной целью в гибридное связующее по п.17 формулы изобретения вводятся 7-13 мас.ч. кристаллического алюмосиликата натрия и 7-23 мас.ч. трихлорэтилфосфата.
Трихлорэтилфосфат (ТХЭФ) - С2Cl3Н4PO4 - антипиренная добавка, образована на основе солей ортофосфорной кислоты; ТХЭФ - ненасыщенный хлорсодержащий углеводород, нерастворимая в воде жидкость, вводится в состав гибридного связующего по п.17 формулы изобретения при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола (отвердитель) СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- кристаллический алюмосиликат натрия - 7-13;
- трихлорэтилфосфат - 7-23.
Введение в гибридное связующее по п.17 формулы изобретения вышеприведенных компонентов позволяет в максимальной степени использовать достоинства каждого из них и при этом избежать присущих им недостатков.
Особое значение для производства намотанных пластиков имеет эпокситрифенольная смола ЭТФ. Смола ЭТФ, благодаря невысокой молекулярной массе (300-600), при обычной температуре представляет собой вязкую жидкость, что особенно важно в технологии формования крупногабаритных многотоннажных изделий из композиционных волокнистых материалов, выпускаемых ФГУП ПО "Авангард".
Обладая высоким содержанием эпоксидных групп (13-27%), эта смола реакционноспособна и может отверждаться при наличии отвердителя аминного типа, например, полиэтиленполиамина - H2N(CH2CH2NH)nH, где n=1,5, применяемого для холодного отверждения эпоксидных смол с минимальным выделением из них летучих продуктов (до 2,5%).
Боковые гидроксильные группы в молекуле смолы ЭТФ позволяют реализовывать и другой механизм ее отверждения, например, при использовании в качестве отвердителя резольной фенолформальдегидной смолы СФ-340А. Горячее ее отверждение позволяет получить более прочный и жесткий продукт.
Ниже в табл.24 приведены основные характеристики эпокситрифенольной смолы ЭТФ холодного и горячего отверждения.
Основные характеристики эпокситрифенольной смолы ЭТФ холодного и горячего отверждения
- при растяжении
- при сжатии
- при изгибе
35-70
110-130
60-100
70-100
130-160
90-130
- по ВИКА
- по Мартенсу
660-695
383-450
770-850
390-550
Недостатки эпокситрифенольной смолы ЭТФ: смола имеет высокую вязкость, недостаточно высокие термостойкость (180-200°С) и водостойкость (0,4-0,5%), а также низкую огнестойкость (кислородный индекс 38-42%).
Для снижения вязкости смолы ЭТФ и улучшения ею пропитки тканных наполнителей в смолу ЭТФ (97-103 мас.ч.) вводится смола-пластификатор - эпоксиалифатическая смола ДЭГ-1 (9-15 мас.ч.); эта смола представляет собой низковязкостную жидкость с вязкостью 0,1-0,2 Па·с; смола ДЭГ-1 содержит 19-29% эпоксидных групп, имеет молекулярную массу 240-320, очень хорошо совместима со смолой ЭТФ, углеводородными растворителями (ацетоном, спиртом, толуолом и др.), наполнителями из оксидов и нитридов металлов и углеродографитовыми наполнителями.
Другие достоинства смеси смол ЭТФ+ДЭГ-1:
- смесь обладает высокой стабильностью, практически не меняет своих свойств даже в условиях длительного (до 3-х лет) хранения;
- смесь отверждается по схеме "полимеризации", при которой не выделяется никаких побочных продуктов;
- смесь имеет оптимальную вязкость (0,1-1 Па·с), при контроле вязкости по вискозиметру В3-4 это соответствует 15-85 с.
Смесь смол ЭТФ+ДЭГ-1 с такой вязкостью легко заполняет поры (ячейки) диаметром 5-6 мкм. Требуемая при намотке вязкость смеси смол может обеспечиваться сопутствующим намотке нагревом, температура которого для различных составов смол равна 232-353 К, и может поддерживаться системой термостатирования пропиточной ванночки с точностью ±5 К.
Жизнеспособность смеси смол ЭТФ+ДЭГ-1 зависит от вязкости, которая может меняться в процессе намотки в связи с процессом структуирования, а ее исходное значение зависит от давности приготовления и условий хранения. Эти факторы следует учитывать при отработке технологического регламента ее переработки в "препреги".
Особенно сильно на жизнеспособность смеси смол оказывает температура. Для смеси смол ЭТФ (103 мас.ч.), ДЭГ-1 (15 мас.ч.) и СФ-340А (37 мас.ч.) эта зависимость выглядит следующим образом:
Таким образом, тщательный контроль температуры гибридного связующего является одним из способов поддержания его оптимальной вязкости, а следовательно, и качества пропитки.
Нагрев гибридного связующего в пределах его рабочей температуры (40-70°С) существенно улучшает пропитку даже при меньших количествах наносимого на арматуру гибридного связующего, что дает возможность некоторого регулирования объемного содержания волокнистого наполнителя в композиции. В качестве отвердителя смеси смол ЭТФ-ДЭГ-1 в гибридном связующем по п.17 формулы изобретения использована резольная фенолформальдегидная смола СФ-340А, хорошо совместимая со смолами ЭТФ и ДЭГ-1 с минимальным содержанием фенола и анилина до 4% (табл.7).
В условиях ФГУП ПО "Авангард", то есть в условиях промышленного изготовления пластиков, оптимальное количество отвердителя должно составлять: до 10% - для смол холодного отверждения, до 40% - для смол горячего отверждения.
Более точное количество вводимого в смесь смол ЭТФ+ДЭГ-1 отвердителя - смолы СФ-340А (31-37 мас.ч.) определялось в процессе отработки технологии изготовления конкретных изделий: дымовых и пусковых труб, контейнеров, цистерн, упруго-гибких ленточных спиралей (УГЛС) и др. Исходили из того, что избыток смолы СФ-340А (более 37 мас.ч.) не приводит к более быстрому или полному отверждению смеси смол, но вызывает коррозию металлов, снижает водостойкость и теплостойкость получаемых на их основе композитов. Недостаток же смолы СФ-340А (менее 31 мас.ч.) замедляет процесс отверждения гибридного связующего по п.17 формулы изобретения или вовсе останавливает его. Ввести же дополнительно или вывести излишек отвердителя уже невозможно, вот почему точность дозировки вводимого отвердителя - смолы СФ-340А должна быть высокой и находиться в пределах 31-37 мас.ч.
Эффективность процесса отверждения гибридного связующего значительно повышается при введении наряду с отвердителем (смолой СФ-340А) других химически активных веществ - кристаллических алюмосиликатов натрия (7-13 мас.ч.), выполняющих функции инициатора и катализатора реакции и влияющих на скорость и глубину протекания процесса отверждения.
Приведенные здесь рассуждения о точности дозировки вводимых добавок справедливы практически для всех составов гибридного связующего по п.п.1-38 формулы изобретения и особенно для составов по п.п.13-18, 29-38 формулы изобретения.
Вводимые в гибридное связующее по п.п.13-18 формулы изобретения кристаллические алюмосиликаты выступают в качестве молекулярного сита. Введение их в гибридное связующее может осуществляться как непосредственным смешиванием со смолой-отвердителем СФ-340А, так и предварительным насыщением смол ЭТФ и ДЭГ-1 парами адсорбируемого отвердителя. Молекулярные сита типа N-цеолита (или алюмосиликаты натрия) увеличивают жизнеспособность гибридных связующих по п.п.13-18 и 29, 32, 35, где в качестве молекулярных сит выступают мелкодисперсный порошкообразный оксид алюминия (п.32 формулы изобретения) или его нитевидные кристаллы (п.35 формулы изобретения).
Гибридное связующее по п.17 формулы изобретения без антипиренной добавки - трихлорэтилфосфата, обладает невысокой огнестойкостью, кислородный индекс у такого связующего находится в пределах 45-50%, введение в гибридное связующее по п.17 формулы изобретения еще и антипиренной добавки в виде трихлорэтилфосфата в количестве 7-23 мас.ч. повышает огнестойкость композитов на его основе на 10-20%, кислородный индекс (КИ), характеризующий огнестойкость материалов, находится уже в пределах 51-55%.
Кроме того, введение трихлорэтилфосфата в гибридное связующее по п.17 формулы изобретения снижает его вязкость, то есть гибридное связующее с антипиренной добавкой (трихлорэтилфосфатом) становится низковязким связующим, с вязкостью до 0,1-1 Па·с, что способствует (кроме жизнеспособности гибридного связующего) повышению технологичности и экономичности производства, процесс отверждения такого гибридного связующего может происходить по схеме "полимеризации", при которой не выделяется никаких побочных продуктов. Кроме того, "полимеризация" гибридного связующего по п.17 формулы изобретения с добавками трихлорэтилфосфата может проходить при достаточно низких давлениях (0,1-0,5 МПа) и при этом в материалах пластиков на основе гибридного связующего по п.17 формулы изобретения и тканных наполнителей при "полимеризации" не происходит появление в пластиках пор, трещин и других дефектов, снижающих их прочность.
Основным методом отверждения гибридного связующего по п.17 формулы изобретения является термохимический. Термохимическое отверждение пластиков обычно осуществляется при конвективном нагреве их в печах, чаще всего, в электрических, автоклавах, при контактном нагреве в пресс-формах, обогреваемых ТЭНами - термоэлектрическими нагревателями, а также газообразными и/или жидкими теплоносителями.
Интенсификация термохимического метода отверждения, например, вакуумирование отверждаемого изделия, позволяет улучшать не только свойства получаемого материала (на 10-15% повысить прочность, на 40-50% снизить разброс значений прочности, в 2 раза уменьшить пористость), но и технологические характеристики процесса: снизить температуру отверждения на 30-50°С и сократить продолжительность процесса отверждения на 0,5-1 час. Более активно процессы термохимического отверждения гибридных связующих по п.п.13-38 формулы изобретения могут интенсифицироваться при одновременном воздействии магнитного поля напряженностью 120-1100 Э.
Наиболее эффективно применение гибридного связующего по п.17 формулы изобретения для получения теплозащитных пластиков на основе тканей ТЭМС-к(п). Это гибридное связующее содержит в своем составе (в отличие от гибридного связующего по п.1 формулы изобретения) кристаллические алюмосиликаты натрия (7-13 мас.ч.) и трихлорэтилфосфат (7-23 мас.ч.).
Алюмосиликаты натрия использованы в этом составе гибридного связующего для повышения его жизнеспособности (в сравнении с составом по п.1 формулы изобретения) примерно в 2-3,5 раза, а трихлорэтилфосфат - для повышения огнестойкости пластиков на основе гибридного связующего по п.17 формулы изобретения и тканей ТЭМС-к(п), а также улучшения их теплостойкости, термостабильности и технологичности переработки.
Трихлорэтилфосфат - антипирен, жидкость с вязкостью 0,1-1 Па·с, препарат, предохраняющий пластики на основе гибридного связующего по п.17 формулы изобретения от самовоспламенения и самостоятельного горения. Наиболее эффективно применение трихлорэтилфосфата и алюмосиликатов натрия в составе гибридного связующего по п.17 формулы изобретения для получения пластиков на его основе и тканей ТЭМС-к(п).
Эти ткани, состоящие из капроновых и полифеновых нитей, покрыты сополимером тетрафторэтилена с винилиденфторидом (40-55 мас.ч)., содержащим в своем составе: гексахлорбензол (15-20 мас.ч.), трехокись сурьмы (15-20 мас.ч.) и сажу (15-20 мас.ч.).
Пропитанные теплостойким гибридным связующим по п.17 формулы изобретения (с трихлорэтилфосфатом и алюмосиликатами состава Al2O3+SiO3 в соотношениях от 1:1 до 1:0,1) эти ткани в процессе переработки образуют теплозащитные пластики с высокими сублимирующими (эффективная энтальпия - (3,5-4,5)·106 Дж/кг, электростатическими (удельное поверхностное сопротивление (2,5-3,6)·105 Ом, удельное объемное сопротивление (5,6-6,2)·104 Ом·см) и тепло-огнеэрозионными (кислородный индекс 55-60%) свойствами.
Эти материалы поглощают большое количество тепла при разложении и, кроме того, эффективно защищают изделия, изготовленные из композиционных волокнистых материалов, от возникновения и накопления на их поверхностях зарядов статического электричества, которое происходит в процессе их эксплуатации.
Пластики на основе гибридного связующего по п.17 формулы изобретения и тканей ТЭМС-к(п) обладают следующими свойствами:
- они технологичны при изготовлении, формование материалов покрытия производится методами намотки по технологии изготовления силовых оболочек изделий (табл.14) или методами прессования (табл.15);
- они гарантируют стабильные геометрические размеры изделий (с точностью до ±0,1-0,25 мм), так как их размеры обеспечиваются только количеством слоев и геометрией технологической оснастки;
- они обладают долговременным антистатическим эффектом (до 25 лет) при температурах эксплуатации ±50°С и относительной влажности до 98%;
- они сохраняют антистатический эффект при различных условиях эксплуатации;
- они стойки к воздействию ультрафиолетовых, ультразвуковых, электромагнитных, радиационных и СВЧ излучений;
- они стойки к воздействию воды, различных агрессивных сред (кислот, щелочей, морской воды и др.), различных углеводородных растворителей, масел, смазок, нефтепродуктов, а также средств ДДД (дегазации, дезактивации и дезинфекции) и ОВ (огневых воздействий).
Наличие в составе композитов на основе гибридного связующего по п.17 формулы изобретения и тканей ТЭМС-к(п) трихлорэтилфосфата, гексахлорбензола, трехокиси сурьмы, а также полифеновых и/или капроновых волокон с малым коксовым числом и сажи обеспечивает материалам высокий сублимирующий эффект.
Температура сублимации для пластиков на основе тканей ТЭМС-п и гибридного связующего по п.17 формулы изобретения - 650-800°С, а для пластиков на основе тканей ТЭМС-к и гибридного связующего по п.17 формулы изобретения - 350-450°С.
Кроме того, такие пластики имеют высокие физические, теплофизические, электростатические и теплозащитные свойства (табл.25, 26), а при эксплуатации имеют незначительные газовыделения: при 20±5°С - этиловый спирт, ацетон; при 50±5°С - этиловый спирт, бутиловый спирт, ацетон, формальдегид, фенол, эпихлоргидрин, анилин.
Физические и теплофизические свойства пластиков на основе гибридного связующего по п.17 формулы изобретения и тканей ТЭМС-к(п) при температурах 20±1°С
Теплозащитные и антистатические свойства пластиков на основе гибридного связующего по п.17 формулы изобретения и тканей ТЭМС-к(п)
Выводы и рекомендации
Материалы на основе гибридного связующего по п.17 формулы изобретения и тканей ТЭМС-к(п) можно отнести:
- к классу теплозащитных антистатических сублимирующих материалов (ТАСМ), так как они поглощают большое количество тепла при разложении и не накапливают на своих поверхностях при эксплуатации зарядов статического электричества;
- более технологичны в переработке в композиты методами намотки;
- более эффективны по теплозащитным и антистатическим свойствам, чем пластик-прототип на основе гибридного связующего по авт. свид. №1036730А и стеклоткани Т-13;
- на поверхностях обоих пластиков на основе тканей ТЭМС-к(п) и гибридного связующего по п.17 формулы изобретения не происходит накопления зарядов статического электричества - электрический заряд исчезает с поверхностей этих пластиков раньше, чем удается его определить, то есть данные пластики можно отнести к классу антистатических полимеров;
- оба материала - биокомпонентные композиты, они биостойки, стойки к воздействию практически всех излучений (за исключением радиационных и СВЧ излучений);
- оба материала обладают высокой коррозионно-износостойкостью, а также стойки к воздействию средств ДДД, ОВ, морской воды, кислот, щелочей, практически всех углеводородных растворителей, а также масел, смазок, антистатических присадок типа АСП-1 и "Сигбол" и других агрессивных сред.
Однако оба материала имеют низкие физико-механические характеристики:
- разрушающее напряжение при растяжении в направлении основы, МПа (кгс/мм2) - 130-160 (13-16);
- модуль упругости при растяжении в направлении основы, ГПа (кгс/мм2) - 3,0-3,2 (300-320);
- разрушающее напряжение при изгибе, МПа (кгс/мм2) - 100-120 (10-12);
- разрушающее напряжение при смятии, МПа (кгс/мм2) - 110-130 (11-13);
- разрушающее напряжение при отрыве, ГПа (кгс/мм2):
от конструкционного стеклопластика СКН-21 - 10-15 (100-150),
от конструкционного стеклопластика СКН-24 - 15-20 (150-200);
- температура начала интенсивной диструкции, °С - 300-800;
- температура длительной эксплуатации, °С - 250-350.
Пластики на основе гибридного связующего по п.17 формулы изобретения и тканей ТЭМС-к(п) практически не снижают своих физико-механических и теплофизических характеристик в течение 10 лет (в условиях хранения в отапливаемом помещении) и в течение 3 лет (в условиях неотапливаемого помещения). Замечено снижение теплозащитных свойств пластиков при длительном хранении - на 10-15%, электрических и электростатических свойств - на 15-20%, а межслоевой прочности на сдвиг и отрыв - на 10-20% и 25-30%, соответственно.
Гарантийный срок эксплуатации таких пластиков при температурах ±50°С и относительной влажности до 98% - 20 лет. Пластики этого типа рекомендуются заявителем - ФГУП ПО "Авангард" в качестве теплозащитных износо-коррозионностойких материалов для защиты внутренних или наружных поверхностей изделий из стекло-угле-боро-органопластика от высокотемпературных газодинамических прогревов, накопления статического электричества и воздействия агрессивных сред.
Способ получения гибридного связующего по п.17 формулы изобретения состоит из трех ключевых этапов.
Вначале известным вышеописанным способом получают гибридное связующее по п.1 формулы изобретения (первый этап), затем его насыщают парами алюмосиликата натрия с получением гибридного связующего по п.13 формулы изобретения (второй этап), а затем это гибридное связующее вводят в реактор-смеситель, добавляют в него антипиренную добавку - трихлорэтилфосфат в количестве 7-23 мас.ч. и перемешивают его с компонентами гибридного связующего по п.13 формулы изобретения при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну готового продукта с последующим равномерным охлаждением до температур 20±1°С (третий этап).
Эффективность применения гибридного связующего по п.18 формулы изобретения, способ его получения
Гибридное связующее по п.18 формулы изобретения отличается от основного гибридного связующего по п.1 формулы изобретения введенными добавками: кристаллическим алюмосиликатом натрия - 7-13 мас.ч. (вводится в гибридное связующее для повышения его жизнеспособности) и целой группой антипиренов, состоящей из гексахлорбензола (2-13 мас.ч.), трихлорэтилфосфата (2-13 мас.ч.), четыреххлористого углерода (2-13 мас.ч.), трехокиси сурьмы (2-13 мас.ч.) и хладона (2-13 мас.ч.).
Наиболее эффективно использование гибридного связующего по п.18 формулы изобретения для получения на его основе и тканей ТЭМС-к(п) теплозащитных антистатических сублимирующих материалов (ТАСМ), поскольку они в своем составе (в покрывном сополимере из тетрафторэтилена с винилифторторидом (50-55 мас.ч.) полифеновых и капроновых нитей) содержит дополнительную группу антипиренов, состоящую из гексахлорбензола (15-20 мас.ч.), трехокиси сурьмы (10-15 мас.ч.) и сажи (15-20 мас.ч.). Полифеновые и капроновые волокна образуют "ядро" полимерных нитей с малым коксовым числом.
Наличие электропроводящего наполнителя - сажи в составе композитов на основе гибридного связующего по п.18 формулы изобретения и тканей ТЭМС-к(п) обеспечивает пластикам высокие электростатические характеристики (удельное поверхностное сопротивление - 1,9-3,5·105 Ом и высокое удельное объемное сопротивление - 6-6,5·104 Ом·см).
Наличие в составе композитов антипиренов: гексахлорбензола, трихлорэтилфосфата, четыреххлористого углерода, трехокиси сурьмы, хладона и волокон с малым коксовым числом - из капрона и полифена - обеспечивает пластикам высокий сублимирующий эффект (эффективная энтальпия для пластиков на основе гибридного связующего по п.18 формулы изобретения и тканей ТЭМС-п - 3,5·106 Дж/кг, температура сублимации - 750-800°С; эффективная энтальпия для пластиков на основе гибридного связующего по п.18 формулы изобретения и тканей ТЭМС-к - 4,5·106 Дж/кг, температура сублимации - 350-450°С).
Вышеназванные композиты обладают и высокой огнестойкостью: кислородный индекс для пластиков на основе тканей ТЭМС-п и гибридного связующего по п.18 формулы изобретения - 57-59%, для пластиков на основе тканей ТЭМС-к и гибридного связующего по п.18 формулы изобретения - 55-57%.
Кроме того, введение гексахлорбензола, трихлорэтилфосфата, четыреххлористого углерода и хладона по 2-13 мас.ч. каждого вида антипиренов снижает вязкость гибридного связующего до 0,1-0,5 Па·с и улучшает его технологические свойства: адгезию к волокнам, хорошую их смачиваемость, а также повышает сдвиговые (на 20-30%) и отрывные (на 30-40%) характеристики пластиков на основе тканей ТЭМС-к(п) и гибридного связующего по п.18 формулы изобретения.
Двойная добавка трехокиси сурьмы (2-13 мас.ч. в гибридном связующем по п.18 формулы изобретения и 10-15 мас.ч. - в составе покрытия полифеновых или капроновых тканей ТЭМС-к(п) - позволяет повысить износо-коррозионную стойкость пластиков на основе гибридного связующего по п.18 формулы изобретения, а также улучшить их антифрикционные свойства (коэффициент трения скольжения пары: теплозащитное покрытие на основе тканей ТЭМС-к(п) - антифрикционное покрытие - 0,089-0,96).
Пластики такого состава имеют высокие физические, теплофизические, теплозащитные, сублимирующие и антистатические свойства, которые находятся на уровне значений показателей пластиков на основе гибридного связующего по п.17 формулы изобретения (табл.25, 26).
Способ получения гибридного связующего по п.18 формулы изобретения состоит из трех ключевых этапов.
Вначале известным вышеописанным способом получают гибридное связующее по п.1 формулы изобретения (первый этап), затем его насыщают парами алюмосиликата натрия с получением гибридного связующего по п.13 формулы изобретения (второй этап), а затем это гибридное связующее вводят в реактор-смеситель, добавляют в него антипиренные добавки: 2-13 мас.ч. трихлорэтилфосфата, 2-13 мас.ч. гексахлорбензола, 2-13 мас.ч. четыреххлористого углерода, 2-13 мас.ч. трехокиси сурьмы, 2-13 мас.ч. хладона и перемешивают их с компонентами гибридного связующего по п.13 формулы изобретения при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну готового продукта с последующим равномерным охлаждением до температур 20±1°С (третий этап).
Эффективность применения гибридного связующего по п.19 формулы изобретения, способ его получения
В гибридном связующем по п.19 формулы изобретения для модификации свойств пластиков на его основе использована антистатическая добавка - сажа и/или углеродографитовые смеси с соотношением ингредиентов углерод к графиту от 1:1 до 1:0,1 в количестве 7-18 мас.ч.
Сажа и углеродографитовые смеси относятся к химическим соединениям, содержащим углерод, свыше 85% всех известных химических соединений содержит углерод, а органическая химия по существу является химией углерода.
Сажа - это технический углерод, дисперсный материал черного цвета, образующийся в результате сгорания и/или термического разложения углеводородов. Состоит из сферических частиц размером до 300 мкм.
Углерод (С) - химический элемент, основные кристаллические модификации углерода - алмаз и графит. При нормальных условиях углерод химически инертен, при высоких температурах он соединяется со многими элементами, углерод - сильный окислитель.
Значительное количество углерода входит в состав природных ископаемых - уголь, природные газы - метан, бутан, ацетилен и т.д., нефть, спирт, ацетон, толуол и др.
Углерод обладает уникальной способностью образовывать огромное количество соединений, которые могут состоять практически из неорганического числа атомов углерода.
Основные углеродосодержащие минералы - карбонаты. Углерод обладает рядом ценных свойств, к которым относятся:
- термостойкость;
- высокая температура плавления и кипения;
- хорошая тепло- и электропроводность;
- химическая инертность.
Основным сырьем для промышленного производства углерода служит нефтяной кокс, ламповая и газовая сажа и др.
Путем обработки этих материалов связующими (смолами) получают углерод различных видов, который затем под действием температуры ≈2700°С очищают и превращают в графит. В табл.27 приведены основные физико-механические, электростатические и электрические свойства углерода и графита.
Основные физико-механические, электростатические и электрические свойства углерода и графита
Существует несколько модификаций графита, из которых самые распространенные:
- натуральный графит, минерал - наиболее распространенная и устойчивая в земной коре гексагональная полиморфная модификация углерода, добываемая в порошкообразной форме, структура слоистая, представляет собой темно-серые до черных кристаллы различной дисперсности с твердостью 1-2 МПа, плотностью до 2,2 г/см3. Натуральный графит содержит различные загрязнения и отличается недостаточной плотностью, а потому его введение в гибридное связующее по п.19 формулы изобретения (с целью повышения теплостойкости пластиков на его основе) недостаточно эффективно;
- технический графит представляет собой поликристаллический жаропрочный материал, получаемый смешиванием наполнителя - обожженного нефтяного кокса и связующего - каменноугольного пека. Такую смесь формуют и обжигают в инертной среде, а для ускорения роста кристаллов материал нагревают до температур 1900-3100°С. Введение таких смесей в гибридные связующие по п.19 формулы изобретения с целью повышения их термостойкости высокоэффективно, но очень дорого;
- сухие коллоидно-графитовые препараты, представляющие собой высокодисперсные порошки термографита или естественного графита (ТУ 113-08048-63-90). Такие сухие коллоидно-графитовые препараты могут применяться:
- в качестве компонентов для приготовления графитовых смесей и технологических смазок;
- в качестве добавки для получения химически стойких и антикоррозионных пластиковых покрытий;
- в качестве добавки - пластификатора;
- в качестве наполнителя при производстве антифрикционных пластиков из композиционных волокнистых материалов;
- как компонент связующих (смол) для пропитки стеклянных и прорезиненных тканей;
- как компонент связующих, применяемых для защиты поверхностей изделий от высокоэнтальпийных газовых потоков;
- как компонент связующих, применяемых для защиты изделий из композиционных материалов от возникновения и накопления статического электричества на их поверхностях, которое происходит в процессе их эксплуатации.
Примечание - Явление образования зарядов статического электричества на поверхностях композиционных материалов является нежелательным, а во многих случаях, например, в авиа-космической и авиационной технике, и недопустимым, так как их присутствие может привести к нарушению процессов эксплуатации изделий, а иногда и к выходу их из строя.
В технике материалы, предотвращающие возникновение и накопление статического электричества, принято называть антистатиками. Антистатик должен обладать следующими свойствами:
- долговременным антистатическим действием до 50 лет и более - для покрытий деталей и узлов газоотводящих стволов из композиционных волокнистых материалов дымовых труб, и до 20 лет - для деталей и узлов авиа-космической техники;
- сохранять антистатический эффект при различных условиях эксплуатации;
- быть стойким к ультрафиолетовому излучению, трению, действию влаги, различных агрессивных сред и растворителей.
Целью введения в гибридное связующее по п.19 формулы изобретения углеродосодержащих компонентов являлась разработка на основе этого связующего и тканей ТЭМС-к(п) антистатических пластиков сублимирующего типа, удовлетворяющих вышеперечисленным требованиям.
Для получения гибридного связующего по п.19 формулы изобретения готовили 50% растворы гибридного связующего по п.1 формулы изобретения в смесях растворителей (ацетон-спирт-толуол в соотношении 1:(0,5-0,6):(0,1-0,2) следующих составов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А (отвердитель) - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- сажа в виде сферических частиц размером 1-100 мкм - 7-18.
Полученными растворами пропитывали СВМ-волокно и подсушивали на воздухе в течение 15-20 минут. Затем проводили отверждение связующего на волокне, находящемся в натянутом состоянии в термокамере, в режиме:
- при температуре 70°С - 30 мин;
- при температуре 100°С - 60 мин;
- при температуре 130°С - 60 мин;
- при температуре 180°С - 60 мин;
- при температуре 210°С - 120 мин.
Термостойкость образцов определяли на дериватографе системы Паулик (Венгрия). Термостойкость определяли по температурам начала потери массы (0,8%).
Термостабильность образцов определяли следующим образом: образцы выдерживали в термокамере при температуре 200°С в течение 12 часов. Затем определяли их прочность и удлинение на динамометре при зажимной длине образцов - 10 см и скорости перемещения - 300 мм/мин.
Результаты испытаний полученных пластиков на основе гибридного связующего по п.19 формулы изобретения с добавками сажи (7-18 мас.ч.) и СВМ-волокна в сравнении с пластиками на основе гибридного связующего по п.1 формулы изобретения и СВМ-волокна представлены в табл.28.
Термостойкость и термостабильность пластиков на основе гибридного связующего по п.19 формулы изобретения с добавками сажи (7-18 мас.ч.) и СВМ-волокна в сравнении с пластиками на основе гибридного связующего по п.1 формулы изобретения и СВМ-волокна
1 Введение в гибридное связующее по п.19 формулы изобретения добавок сажи марки ПН-100 менее 7 мас.ч. не дает заметного увеличения термостойкости и термостабильности пластикам, образованным из СВМ-волокон и гибридного связующего по п.19 формулы изобретения.
2 Введение в гибридное связующее по п.19 формулы изобретения добавок сажи марки ПН-100 более 18 мас.ч. резко ухудшает технологические характеристики этого связующего за счет увеличения его вязкости (резко ухудшаются условия его переработки в "препреги" и далее в конструкционные изделия).
Одновременно с этим в гибридное связующее по п.19 формулы изобретения для изучения его свойств по термостойкости и термостабильности вводились сухие углеродографитовые смеси, представляющие собой высокодисперсные порошки углеродографитов четырех видов дисперсности: 0,9-10 мкм, 10-60 мкм, 60-120 мкм и 120-300 мкм, ТУ 113-08-48-63-90.
Основные физико-химические показатели углеродографитовых смесей, вводимых в гибридное связующее по п.19 формулы изобретения, приведены в табл.29.
Основные физико-химические показатели углеродографитовых смесей, вводимых в гибридное связующее по п.19 формулы изобретения
- в течение 25 минут
не норм.
не норм.
40
45
Для получения гибридного связующего по п.19 формулы изобретения с добавками углеродографитовых смесей готовили 50% раствор гибридного связующего по п.1 формулы изобретения в растворителе (ацетон-спирт-толуол с соотношением 1:(0,5-0,6):(0,1-0,2) следующего состава, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А (отвердитель) - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- углеродографитовые смеси со свойствами, приведенными в табл.29, - 7-18.
Полученными растворами на пропиточной установке ЦЗЛ ФГУП ПО "Авангард" пропитывали СВМ-волокно и подсушивали на воздухе в течение 15-20 минут.
Затем проводили отверждение гибридного связующего по п.19 формулы изобретения на СВМ-волокне, находящемся в натянутом состоянии в термокамере, в режиме:
- при температуре 70°С - 30 мин;
- при температуре 100°С - 60 мин;
- при температуре 130°С - 60 мин;
- при температуре 180°С - 60 мин;
- при температуре 210°С - 120 мин.
Затем определяли термостойкость образцов на дериватографе системы Паулик. Скорость нагрева образцов на воздухе составляла 5°С/мин. Термостойкость определяли по температурам начала потери массы (0,8%).
Термостабильность образцов определяли по вышеописанной методике: выдерживали отвержденные образцы в термокамере при температуре 200°С в течение 12 часов, затем измеряли прочность и удлинение образцов на динамометре при зажимной длине 10 см и скорости перемещения 300 мм/мин.
Результаты испытаний свойств полученных композитов, в сравнении со свойствами композитов на основе гибридного связующего по п.1 формулы изобретения, представлены в табл.30.
Термостойкость и термостабильность пластиков на основе гибридного связующего по п.19 формулы изобретения с добавками углеграфитовой смеси (7-18 мас.ч.) и СВМ-волокна в сравнении с пластиками на основе гибридного связующего по п.1 формулы изобретения и СВМ-волокна
Термостойкость и термостабильность гибридного связующего по п.19 формулы изобретения увеличивается с увеличением массы углеродографитовой смеси до 18 мас.ч., повышение углеродографитовой смеси в гибридном связующем больше 18 мас.ч. резко снижает физико-механические характеристики пластиков на его основе, а также повышает его вязкость, что резко ухудшает технологичность его переработки в "препреги" и далее в конструкционные изделия на его основе.
Кроме того, введение в гибридное связующее по п.19 формулы изобретения повышенного количества углеродографитовой смеси свыше 18 мас.ч. резко снижает его адгезионную прочность (примерно на 30-40%), что, в свою очередь, снижает эксплуатационную надежность конструкций из композиционных волокнистых материалов на основе такого связующего.
Ниже в табл.31 приведены данные, показывающие влияние дисперсности вводимых в гибридное связующее по п.19 формулы изобретения частиц сажи и/или углеродографитовых смесей на прочность композиций на разрыв (σраст), средний линейный унос материала (Vy) от воздействия теплового потока 3,5·106 Вт/м2 и скорости 500 м/сек, среднюю скорость уноса по потере веса (mу) (для пластиков на основе гибридного связующего с добавками углеродографитовых смесей и теплозащитных тканей ТЭМС-к(п).
Свойства пластиков на основе гибридного связующего по п.19 формулы изобретения, содержащих в своем составе мелкодисперсный наполнитель - сажу и/или углеродографитовые смеси (7-18 мас.ч.), в зависимости от его дисперсности
Анализ табл.31 показывает, что введение в гибридное связующее углеродографитовых смесей свыше 18 мас.ч. не дает технического эффекта, поскольку резко снижается прочность отвержденного связующего (σраст<40 кгс/см2), значительно увеличивается средний линейный унос массы (Vy) и средняя скорость уноса массы по потере веса (mу).
Размеры вводимых в гибридное связующее по п.19 формулы изобретения частиц сажи и/или углеродографитовой смеси на прочность и унос связующего также оказывает существенное влияние (табл.31), а введение в гибридное связующее частиц с размерами свыше 300 мкм вообще нецелесообразно, поскольку резко ухудшаются физико-механические свойства пластика по прочности, в основном отрывной, сдвиговой и изгибной.
Кроме того, введение избыточного количества сажи или углеродографитовых смесей в гибридное связующее свыше 18 мас.ч. ухудшает и многие другие характеристики пластиков на его основе, например, адгезионную прочность.
Излишнее количество сажи и/или углеродографитовых смесей в гибридном связующем по п.19 формулы изобретения (свыше 18 мас.ч.) приводит к ухудшению и ряда специальных свойств пластиков: огнестойкости, стойкости к возгоранию, радиации и старению, гигроскопичности, газопроницаемости, вязкости и т.д.
Однако, несмотря на вышеприведенные недостатки, введение мелкодисперсных углеродосодержащих наполнителей (сажи и углеродографитовых смесей) в составы пластиков до 18 мас.ч. (особенно для углепластиков), позволяет добиться снижения экзотермического эффекта при отверждении, уменьшения усадки, а также улучшения их физических, теплофизических, электростатических, теплозащитных, электрических, электромагнитных и др. свойств.
Очень эффективно использование гибридного связующего по п.19 формулы изобретения для получения углепластиков, изготавливаемых методами намотки или прессования из углеродных тканей, например тканей типа УТ-900-2,5.
Ниже в табл.32, 33 приведены физико-механические характеристики углепластиков на основе углеродной ткани УТ-900-2,5 и гибридного связующего по п.19 формулы изобретения, образованных методами намотки (табл.32) и прессования (табл.33).
Физико-механические характеристики намоточного углепластика на основе углеродной ткани УТ-900-2,5 (50-60%) и гибридного связующего по п.19 формулы изобретения (40-50%)
по утку
53-54
50,1-51
47-48
94
по утку
49-49,5
47-48
43-46
94
по утку
43-45
41-42
39-39,5
91
по утку
51-52
50,09-51,2
48,1-49,8
94
по утку
4,1-6,5
3,92-5,91
3,7-3,81
95
по утку
13,8-14,09
13,1-13,32
11,9-12,3
94
по утку
3,9-4,3
3,81-3,85
3,75-3,79
93
2 В гибридное связующее по п.19 формулы изобретения введены добавки: сажа марки ПН-100 дисперсностью до 100 мкм, углерод технический элементный марки А144Э, ТУ 14-106-357-90 и графит карандашный порошковый, ГОСТ 4404-78 дисперсностью до 10 мкм, взятые с соотношением ингредиентов 1:1:1.
Физико-механические характеристики прессованного углепластика на основе углеродной ткани УТ-900-2,5 (50-60%) и гибридного связующего по п.19 формулы изобретения (40-50%)
по утку
54-55
51-52
48-49
95
по утку
49-50
48-49
44-47
95
по утку
44-46
42-43
40-40,5
92
по утку
52-53
50,3-52,2
49,1-50,1
95
по утку
5-7
4,7-4,9
4,6-4,8
96
по утку
14-14,2
13,8-14
12-12,1
95
по утку
4-4,5
3,9-4,1
3,6-3,7
94
Теплозащитные свойства пластиков, образованных методами намотки на основе гибридного связующего по п.19 формулы изобретения (40-50%) и тканей ТЭМС-к(п) и УТ-900-2,5 (50-60%) в сравнении с теплозащитными свойствами пластиков, образованных на основе гибридного связующего (прототипа) по авт. свид. №1036730А (70%) и стеклоткани Т-13 (30%), представлены в табл.34.
Теплозащитные свойства пластиков
Электростатические свойства пластиков на основе гибридного связующего по п.19 формулы изобретения (40-50%) и тканей ТЭМС-к(п), УТ-900-2,5 (50-60%) в сравнении с прототипом приведены в табл.35.
Электростатические свойства пластиков
Гибридное связующее по п.19 формулы изобретения может отверждаться различными методами. Она может отверждаться обычным термохимическим методом, например, при конвективном нагреве его (и пластиков на его основе) в термопечах, чаще всего в электрических, автоклавах, при конвективном нагреве в пресс-формах, обогреваемых термоэлектрическими нагревателями (ТЭНами), а также газообразными или жидкими теплоносителями.
Термохимическое отверждение гибридного связующего по п.19 формулы изобретения с использованием специального отвердителя - резольной фенолформальдегидной смолы СФ-340А является основным способом изменения свойств и структуры связующего.
Однако к нему может применяться и индукционный (высокочастотный) и радиационный нагрев. Гибридное связующее по п.19 формулы изобретения обладает высокой электропроводностью, а потому при его отверждении может применен нагрев за счет пропускания через него электрического тока.
Это гибридное связующее может быть использовано и при решении многих новых технических задач, например, в проведении реакции отверждения его при минусовых температурах, в воде, в космосе и т.д.
В связи с этим представляет определенный интерес его радиационного отверждения, поскольку оно возможно при низких температурах и не требует нагрева. Процесс радиационного отверждения гибридного связующего по п.19 формулы изобретения отличается малой энергоемкостью.
Более равномерно во времени и в объеме полимера происходит образование инициирующих центров отверждения, причем не связанное с наличием специально вводимых отвердителей. Инициирование химической реакции отверждения извне дает возможность точного дозирования подводимой энергии, в том числе и повторного, расширяет температурную область устойчивого (без опасности термического взрыва) проведения реакции, причем со значительно более высокой скоростью.
Уровень энергии, необходимой для радиационного отверждения гибридного связующего, в 3-4 раза ниже, чем для термохимического. В частности, при радиационном отверждении гибридного связующего по п.19 формулы изобретения энергетические затраты составляют 21,5-26,5 кДж/моль.
Высокоинтенсивное воздействие при отверждении дает возможность более полно и на новом качественном уровне (густосетчатое сшивание, образование химических и других адгезионных связей гибридного связующего с другими компонентами) осуществить структурирование полимера и улучшить его свойства. Кроме того, можно проводить такие процессы, как полимеризация в твердой фазе, и в результате этого получить материал повышенной чистоты.
Принципиально процессы радиационной полимеризации гибридного связующего по п.19 формулы изобретения могут осуществляться под действием излучений различных типов с регулируемыми интенсивностью и дозами. При этом давление, необходимое для осуществления технологического процесса отверждения, может быть существенно ниже. Время обработки также может быть значительно сокращено вследствие более высокой, чем при термохимическом отверждении, скорости образования активных центров полимеризации.
Относительно низкая стоимость радиационной энергии обуславливает экономическую эффективность и целесообразность такого метода отверждения.
Начальная стадия облучения, вызывающая структурирование полимера вплоть до достижения предельных значений свойств, сменяется стадией, на которой происходит деструкция, характеризующаяся катастрофическим снижением радиационной стойкости материала при продолжающемся облучении. Дозы, соответствующие первой стадии, для гибридного связующего по п.19 формулы изобретения лежат в интервале 0,05-1,4 мГр; дозы 1,5-8 мГр, улучшая некоторые свойства пластиков на основе этого связующего, ухудшают ряд других их показателей.
Для отверждения гибридного связующего по п.19 формулы изобретения необходимы дозы 0,6-1,8 мГр, но и при этих дозах процесс отверждения не проходит полностью. На процесс радиационной полимеризации оказывают влияние: смола-пластификатор ДЭГ-1, сажа и углеродографитовые смеси в гибридном связующем, смола-отвердитель СФ-340А и др.
На поведение гибридного связующего при радиационном отверждении сильно влияет присутствие стекловолокнистого наполнителя. Содержащиеся в стекловолокне (табл.3), а также в замасливателях и аппретах (табл.2) некоторые соединения (например, оксида бора В2О3) способны поглощать большие дозы радиационной энергии (около 1,5-3 мГр), вследствие чего резко (в 3-4 раза) увеличиваются дозы облучения, необходимые для отверждения гибридного связующего по п.19 формулы изобретения с такими наполнителями, по сравнению с дозами облучения для отверждения гибридного связующего без наполнителей. Это осложняет технологические процессы отверждения.
Кроме того, в условиях более интенсивного облучения начинается деструкция, вследствие чего ухудшаются свойства получаемого материала. Применение стабилизирующих добавок (сажи, углеродографитовых смесей и др.) снижает требуемый для отверждения уровень доз облучения, но одновременно и ухудшает ряд физико-механических свойств отвержденного полимера, например, его прочности на изгиб, отрыв и сдвиг.
Внедрение технологии радиационного отверждения гибридного связующего по п.19 формулы изобретения и других гибридных связующих на его основе (по п.п.20-24 формулы изобретения) ограничивается рядом факторов. В частности, не все полимерные композиции удается отверждать радиационным способом. Легче всего поддаются радиационному отверждению гибридные связующие на основе эпоксидных и фенолформальдегидных смол, но пока не найдены удовлетворительные режимы их радиационной обработки.
Для радиационного отверждения чаще всего используется γ- и β-излучения с энергией 1,6-8 мэВ. При этом по ряду свойств стеклопластики на основе этих связующих, отвержденные радиационным методом, существенно превосходят стеклопластики, отвержденные термохимическим методом (табл.36).
Свойства стеклопластиков в зависимости от методов их отверждения
В ряде случаев для радиационного отверждения гибридного связующего по п.19 формулы изобретения можно использовать инфракрасные и сверхвысокочастотные излучения. По эффективности они уступают проникающей γ- и β-радиации, но имеют ряд преимуществ по сравнению с обычным термохимическим отверждением. Прежде всего они более производительны и эффективны.
Сверхвысокочастотный нагрев дает возможность осуществлять отверждение гибридного связующего по п.19 формулы изобретения равномерно по всей толщине изделия, что особенно важно при отверждении толстостенных конструкций.
При обычном нагреве отверждение начинается с поверхности изделия. Образовавшаяся заполимеризованная корка наружного слоя препятствует передаче тепла к внутренним неотвержденным слоям материала. Когда же тепловые условия отверждения внутренних слоев достигают оптимума, наружный слой гибридного связующего часто оказывается перегретым и в нем начинаются процессы деструкции.
Сверхвысокочастотное отверждение гибридного связующего по п.19 формулы изобретения проводится в переменном электрическом токе (частота 15-17 МГц) в течение 10-60 с. Этот метод дорогостоек, поскольку требует применения специального оборудования и защитных устройств.
Хорошие результаты могут быть получены при комбинировании метода термохимического отверждения гибридного связующего в печах с последующей радиационной деполимеризацией.
Однако основным методом отверждения гибридного связующего по п.19 формулы изобретения (и всех гибридных связующих на его основе по п.п.20-24 формулы изобретения) в настоящее время остается термохимический. Его интенсификация (например, вакуумирование отверждаемого изделия) позволяет улучшить не только свойства получаемого материала (на 10-12% повысить прочность, на 40-45% снизить разброс значений прочности, в 2-3 раза уменьшить пористость), но и технологические характеристики процесса: снизить температуру отверждения гибридного связующего и сократить продолжительность процесса его отверждения на 0,5-3 часа.
Более активно процесс термохимического отверждения гибридного связующего по п.19 формулы изобретения (и всех гибридных связующих на его основе по п.п.20-24 формулы изобретения) может интенсифицироваться при одновременном действии магнитного поля напряженностью 120-1100 Э (табл.36).
Гибридное связующее по п.19 формулы изобретения имеет недостаточно высокую огнестойкость, кроме того, процессы его переработки в "препреги" и далее в конструкционные изделия не отвечают требованиям взрыво-пожаробезопасности.
Огнестойкость (стойкость к возгоранию) вышеприведенных композиций может быть повышена путем введения в эти композиции антипиренов, например, введение в них гексахлорбензола и/или трехокиси сурьмы - 7-18 мас.ч. (п.20 формулы изобретения), трихлорэтилфосфата - 7-18 мас.ч. (п.21 формулы изобретения), четыреххлористого углерода и/или хладона - 7-18 мас.ч. (п.22 формулы изобретения), а также групп антипиренов, состоящих из трех антипиренов: трихлорэтилфосфата - 2-13 мас.ч., четыреххлористого углерода - 2-13 мас.ч. и хладона - 2-13 мас.ч. (п.23 формулы изобретения) и пяти антипиренов: гексахлорбензола - 2-13 мас.ч., трехокиси сурьмы - 2-13 мас.ч., трихлорэтилфосфата - 2-13 мас.ч., четыреххлористого углерода - 2-13 мас.ч. и хладона - 2-13 мас.ч. (п.24 формулы изобретения).
Примечание - Для повышения огнестойкости композиций на основе гибридных связующих по п.п.22-24 формулы изобретения наиболее эффективно введение в них четыреххлористого углерода CCl4; четыреххлористый углерод - хлорпроизводное метана, конечный продукт металипсии метана хлором, нерастворимая в воде негорючая жидкость, хорошо растворимая в гибридных связующих по п.п.22-24 формулы изобретения. Четыреххлористый углерод может быть применен как дополнительный растворитель для понижения вязкости гибридных связующих по п.п.22-24 формулы изобретения и как антипирен.
Для повышения прочности пластиков на основе гибридных связующих по п.п.20-24 формулы изобретения и тканей ТЭМС-к(п) все антипирены наиболее эффективно использовать в виде микрокапсул, образованных из сополимера на основе резорцинно-формальдегидно-мочевинных смол, модифицированных поливиниловым спиртом.
Эффективность применения гибридного связующего по п.20 формулы изобретения, способ его получения
Гибридное связующее по п.20 формулы изобретения содержит в своем составе антипиренную добавку - 7-18 мас.ч. гексахлорбензола и/или трехокиси сурьмы.
На основе этого гибридного связующего и тканей ТЭМС-к(п) можно получать антифрикционные конструкционные пластики и изделия из них, обладающие низким коэффициентом трения, высокой износостойкостью в поверхностно-активных жидких средах в области повышенных температур и повышенной термо-огнестойкостью.
Композиции гибридного связующего по п.20 формулы изобретения в качестве антистатической добавки содержат сажу и/или углеродографитовые смеси при соотношении углерод к графиту от 1:1 до 1:0,1 в количестве 7-18 мас.ч., а в качестве антипиренных добавок (7-18 мас.ч.) - гексахлорбензол и/или трехокись сурьмы (SbO3 с соотношением компонентов от 1:1 до 1:0,1). Антистатические добавки, вводимые в гибридное связующее по п.20 формулы изобретения, представляют собой порошкообразные сферические частицы сажи и/или углеродографитовой смеси размером 0,9-300 мкм.
Для исследования свойств гибридных связующих по п.20 формулы изобретения в них вводили вышеприведенные добавки, образующие следующие составы, в мас.ч.:
Состав 1
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А (отвердитель) - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- сажа и/или углеродографитовые смеси - 7-18;
- гексахлорбензол - 7-18.
Состав 2
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А (отвердитель) - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- сажа и/или углеродографитовые смеси - 7-18;
- трехокись сурьмы - 7-18.
Состав 3
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ - 1-9-15;
- резольная фенолформальдегидная смола СФ-340А (отвердитель) - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- сажа и/или углеродографитовые смеси - 7-18;
- гексахлорбензол и трехокись сурьмы - 7-18.
В качестве базового связующего для вышеприведенных составов 1-3 применена эпокситрифенольная смола ЭТФ, обладающая высокими физико-механическими и теплозащитными свойствами и термо-огнестойкостью, а также хорошей адгезией практически ко всем композиционным материалам.
С целью снижения начальной вязкости связующего, повышения теплостойкости и химической стойкости, улучшения физико-механических свойств и снижения стоимости в эпокситрифенольную смолу ЭТФ (97-103 мас.ч.) введена эпоксиалифатическая смола ДЭГ-1 (9-15 мас.ч.).
Оптимальное процентное содержание гибридного связующего по п.20 формулы изобретения определено экспериментально исходя из физико-механических свойств, тепло-химстойкости и технологичности приготовления композиционных материалов на его основе.
Процентное содержание отвердителя - резольной фенолформальдегидной смолы СФ-340А (31-37 мас.ч.) для этих составов гибридного связующего определено по степени отверждения материала экстрагированием (выщелачиванием), то есть извлечением из связующего щелочных компонентов органического растворителя под действием температур.
Сажа и/или углеродографитовые смеси в количестве 7-18 мас.ч. введены в композиции этого связующего для улучшения антистатических, теплофизических и электростатических свойств пластиков на его основе, а также для стабилизации коэффициентов трения их при нарушении режима граничного трения и стабилизации коэффициента трения при повышенных температурах.
С целью повышения огнестойкости пластика на основе гибридного связующего по п.20 формулы изобретения и тканей ТЭМС-к(п) в него введена антипиренная добавка - гексахлорбензол - 7-18 мас.ч. (состав 1). Некоторые характеристики пластика на основе гибридного связующего по п.20 формулы изобретения состава 1 и тканей ТЭМС-к(п) представлены в табл.37.
Характеристики пластика на основе гибридного связующего по п.20 формулы изобретения состава 1 и тканей ТЭМС-к(п)
С целью предотвращения схватывания композитов и контртел при образовании на фрикционном контакте пленок контртел в гибридное связующее по п.20 формулы изобретения введена антипиренная добавка - трехокись сурьмы (SbO3) - 7-18 мас.ч. (состав 2). Некоторые характеристики пластика на основе гибридного связующего по п.20 формулы изобретения состава 2 и тканей ТЭМС-к(п) представлены в табл.38.
Характеристики пластика на основе гибридного связующего по п.20 формулы изобретения состава 2 и тканей ТЭМС-к(п)
С целью повышения огнестойкости и износостойкости пластика на основе гибридного связующего по п.20 формулы изобретения и тканей ТЭМС-к(п) в него введены антипиренные добавки - гексахлорбензол и трехокись сурьмы - 7-18 мас.ч. (состав 3). Некоторые характеристики пластика на основе гибридного связующего по п.20 формулы изобретения состава 3 и тканей ТЭМС-к(п) приведены в табл.39.
Характеристики пластика на основе гибридного связующего по п.20 формулы изобретения состава 3 и тканей ТЭМС-к(п)
Пластики на основе гибридного связующего по п.20 формулы изобретения имеют следующие физические, теплофизические, теплозащитные и антистатические свойства:
- водопоглощение в течение 24 часов, %, не более - 0,4;
- коэффициент трения скольжения пары: теплозащитное покрытие - антифрикционное покрытие: для состава 1 - 0,094, для состава 2 - 0,09, для состава 3 - 0,092;
- коэффициент теплопроводности, Вт/м·К - 0,2-0,25;
- коэффициент температуропроводности, ·106, м2/сек - 0,15-0,2;
- удельная теплоемкость, кДж/кг·К - 0,95-1,4;
- эффективная энтальпия, ·106, Дж/кг - 3,25-3,85;
- температура сублимации, °С: - для пластика на основе тканей ТЭМС-к(п) и гибридного связующего по п.20 формулы изобретения: состава 1 - 350-400, состава 2 - 300-350, состава 3 - 400-450;
- удельное поверхностное сопротивление, ·105, Ом - 1,5-2,5;
- удельное объемное сопротивление, 104, Ом·см - 5,1-5,3.
Способ получения гибридного связующего по п.20 формулы изобретения осуществляется в следующем порядке.
Эпокситрифенольная смола ЭТФ - 97-103 мас.ч. смешивается в реакторе-смесителе со смолами ДЭГ-1 - 9-15 мас.ч. и СФ-340А - 31-37 мас.ч. в ацетоно-спирто-толуольном растворителе с соотношением ингредиентов 1:(0,5-0,6):(0,1-0,2) при температурах 180-200°С, затем охлаждают полученную смесь смол до температур 40-70°С и осуществляют их смешивание при этих температурах в течение 3-6 часов на одну тонну готовящегося продукта с последующей его фильтрацией и охлаждением до температур 20±1°С, а затем вводят во вновь образованное гибридное связующее антистатические - 7-18 мас.ч. (сажу и/или углеродографитовые смеси) и антипиренные - 7-18 мас.ч. (гексахлорбензол и трехокись сурьмы) добавки, разогревают полученный полуфабрикат гибридного связующего до температур 40-70°С и осуществляют его перемешивание с вновь введенными добавками в течение 3-6 часов на одну тонну приготавливаемого продукта.
В данном способе в качестве антистатических добавок использовались сажа с размерами частиц 0,9-300 мкм и/или сухие углеродографитовые смеси (ТУ 113-08-48-63-90), прошедшие предварительную термообработку в муфельной печи при температурах 300-500°С в течение 3-6 часов с последующим равномерным охлаждением до нормальной температуры. В качестве антипиренных добавок использовались гексахлорбензол в жидком и/или микрокапсулированном виде и/или трехокись сурьмы в порошковом виде с размерами частиц 0,9-300 мкм. Оболочки для микрокапсул гексахлорбензола изготавливались из сополимера на основе резорцинно-мочевинных смол, модифицированных поливиниловым спиртом.
Эффективность применения гибридных связующих по п.п.21-24 формулы изобретения, способы их получения
Ниже по тексту описания в табл.40-43 показана эффективность введения в гибридные связующие по п.п.21-24 формулы изобретения углеродосодержащих антипиренов - трихлорэтилфосфата - 7-18 мас.ч. (п.21 формулы изобретения), четыреххлористого углерода и/или хладона - 7-18 мас.ч. (п.22 формулы изобретения), а также их групп, образованных из трех антипиренов - трихлорэтилфосфата - 2-13 мас.ч., четыреххлористого углерода - 2-13 мас.ч. и хладона - 2-13 мас.ч. (п.23 формулы изобретения) и из пяти антипиренов - гексахлорбензола - 2-13 мас.ч., трехокиси сурьмы - 2-13 мас.ч., трихлорэтилфосфата - 2-13 мас.ч., четыреххлористого углерода - 2-13 мас.ч. и хладона - 2-13 мас.ч. (п.24 формулы изобретения), вводимых совместно с сажей и/или углеродографитовыми смесями с соотношением ингредиентов от 1:1 до 1:0,1, или от 1:1:1 до 1:0,1:0,1, или от 1:1:1:1:1 до 1:0,1:0,1:0,1:0,1.
В качестве углеродографитовых смесей в гибридные связующие по п.п.21-24 формулы изобретения вводились мелкодисперсные углеродографитовые смеси (ТУ 113-08-48-63-90) с размерами частиц 0,9-300 мкм, в качестве антипиренных добавок - гексахлорбензол, трехокись сурьмы, трихлорэтилфосфат, четыреххлористый углерод и хладон двух видов: хладон марки Ф114В1, содержащий хлор (Cl2), химической формулы C2(Cl2F2)4, структурной формулы:
и хладон марки Ф114В2, содержащий бром (Br2), химической формулы С2(Br2F2)4, структурной формулы:
Гексахлорбензол, и/или трехокись сурьмы, и/или четыреххлористый углерод, и/или трихлорэтилфосфат, и/или хладон в гибридные связующие по п.п.21-24 формулы изобретения вводились одновременно с углеродографитовыми смесями в виде жидкостей или микрокапсул (микрооболочек), образованных на основе резорцино-формальдегидных мочевинных смол, модифицированных поливиниловым спиртом.
Все углеродосодержащие антипирены вводились в гибридные связующие по п.п.21-24 формулы изобретения, находящиеся в реакторе-смесителе, в разогретом виде при температурах 40-70°С, однокомпонентно (п.21 формулы изобретения), двухкомпонентно с соотношением ингредиентов 1:1 (п.22 формулы изобретения), трехкомпонентно с соотношением ингредиентов 1:1:1 (п.23 формулы изобретения) и пятикомпонентно с соотношением ингредиентов 1:1:1:1:1 (п.24 формулы изобретения) и смешивались с ними при этих температурах в течение 3-6 часов на одну тонну приготавливаемой композиции с последующим равномерным их охлаждением до температур 20±1°С.
Далее полученными составами пропитывались ткани ТЭМС-к(п) с образованием из них "препрегов"-полуфабрикатов со свойствами:
- массовые доли гибридных связующих, % - 40-50;
- массовые доли влаги или летучих веществ, % - 3,5-5;
- гарантийные сроки хранения при температуре не более 30°С, сутки - 4-5.
Режимы изготовления "препрегов"-полуфабрикатов ТАСМ, образуемых на основе гибридных связующих по п.п.21-24 формулы изобретения и тканей ТЭМС-к(п), следующие:
- плотности, г/см3 - 0,95-1,1;
- скорости пропитки, м/мин - 0,85-1,1;
- температуры в сушильных термокамерах пропиточной машины, °С - 130-200.
Далее из полученных "препрегов"-полуфабрикатов методами намотки или прессования по режимам, представленным в табл.14 или 15, изготавливались конструкционные изделия, из которых вырезались образцы для испытаний.
Результаты испытаний представлены ниже в табл.40-43.
Характеристики пластика на основе гибридного связующего по п.21 формулы изобретения и тканей ТЭМС-к(п)
Характеристики пластика на основе гибридного связующего по п.22 формулы изобретения и тканей ТЭМС-к(п)
Характеристики пластика на основе гибридного связующего по п.23 формулы изобретения и тканей ТЭМС-к(п)
Характеристики пластика на основе гибридного связующего по п.24 формулы изобретения и тканей ТЭМС-к(п)
Пластики на основе гибридных связующих по п.п.21-24 формулы изобретения имеют следующие физические, теплофизические, электростатические и теплозащитные свойства:
- водопоглощение в течение 24 часов, %, не более - 0,35;
- коэффициент трения скольжения пары: теплозащитное покрытие - антифрикционное покрытие - 0,094 (пластик на основе гибридного связующего по п.21 ф.и. и тканей ТЭМС-к(п), - 0,093 (пластик на основе гибридного связующего по п.22 ф.и. и тканей ТЭМС-к(п), - 0,092 (пластик на основе гибридного связующего по п.23 ф.и. и тканей ТЭМС-к(п), - 0,085 (пластик на основе гибридного связующего по п.24 ф.и. и тканей ТЭМС-к(п);
- коэффициент теплопроводности, Вт/м·К - 0,23-0,27;
- коэффициент температуропроводности, ·106, м2/сек - 0,17-0,23;
- удельная теплоемкость, кДж/кг·К - 0,96-1,5;
- эффективная энтальпия, ·106, Дж/кг - 3,3-3,9;
- температура сублимации, °С - для пластика на основе гибридного связующего по п.21 формулы изобретения и тканей ТЭМС-к(п) - 370-650, для пластика на основе гибридного связующего по п.22 формулы изобретения и тканей ТЭМС-к(п) - 400-690, для пластика на основе гибридного связующего по п.23 формулы изобретения и тканей ТЭМС-к(п) - 450-730, для пластика на основе гибридного связующего по п.24 формулы изобретения и тканей ТЭМС-к(п) - 750;
- удельное поверхностное сопротивление, ·105, Ом - 1,4-2,7;
- удельное объемное сопротивление, 104, Ом·см - 5,0-5,4.
Анализ табл.40-43 показывает, что огнестойкость композитов на основе гибридных связующих по п.п.21-24 формулы изобретения и вводимых антипиренных и антистатических добавок повышается на 5-20%.
При этом наибольшую огнестойкость имеют композиты с бромсодержащим хладоном (КИ >52,9, табл.43). Это связующее относится к классу гибридных фенолформальдегидных бромсодержащих связующих. Одновременное присутствие в гибридном связующем по п.24 формулы изобретения хлорсодержащих и бромсодержащих ингредиентов хладона приводит к значительному повышению термостабильности, термостойкости и огнестойкости пластиков на его основе и тканей ТЭМС-к(п).
Применение фенолформальдегидной смолы СФ-340А позволило снизить содержание брома в гибридных связующих по п.п.21-24 формулы изобретения до минимальных значений и повысить огнестойкость пластиков на их основе на 2-5% (КИ>52,9, табл.43).
По-видимому, это связано с влиянием фенолформальдегидной смолы СФ-340А, усиливающей огнегасящие характеристики брома при горении за счет выделения угля. Время затухания горения отвержденных гибридных связующих вышеприведенных составов после отведения пламени газовой горелки - не более 1-3 сек, то есть гибридные связующие по п.п.21-24 являются самозатухающими.
Кроме того, такие гибридные связующие позволяют получать пластики на их основе с очень высокими антистатическими характеристиками.
Преимуществом пластиков, образованных на гибридных связующих вышеприведенных составов, является и их высокая стойкость к агрессивным средам, в том числе, и кислотным при повышенных температурах.
Вместе с тем варианты гибридных связующих по п.п.21-24 формулы изобретения (с углеродосодержащими антистатическими и антипиренными добавками) имеют и существенные недостатки:
- низкая адгезионная прочность, низкая прочность при межслоевом сдвиге и отрыве;
- высокая вязкость (более 1 МПа·с) при суммарном количестве вводимых в гибридные связующие добавок свыше 18 мас.ч., что затрудняет вести пропитку тканных структур с ячейками меньше 10 мкм;
- пластики на основе этих вариантов гибридных связующих имеют невысокую гигроскопичность и газопроницаемость, что, в конечном итоге, снижает качество и эксплуатационную надежность пластиков на их основе.
Приведенные выше данные показывают, что гибридные связующие с вышеназванными добавками позволяют получать пластики и конструктивные изделия на их основе с широким диапазоном улучшенных свойств: и физико-механических, и теплофизических, и физико-химических, и электрических, и специальных, таких как стойкость к возгоранию, старению, радиации, стойкость к различным атмосферным воздействиям, действию различных кислотных и щелочных сред и т.д.
Совмещение эпокситрифенольной смолы ЭТФ с фенолформальдегидной смолой СФ-340А и введение в композиции гибридных связующих сажи, углеродографитовых смесей позволило получать пластики на их основе с высокой теплостойкостью и термостабильностью.
Введение в гибридные связующие антипиренов позволило в значительной степени повысить огнестойкость пластиков на их основе, их самозатухаемость при горении.
Разработанные гибридные связующие по п.п.21-24 формулы изобретения с вышеприведенными добавками позволяют получать изделия из композиционных волокнистых материалов на их основе с высоким сублимирующим эффектом, высокими теплозащитными свойствами, а также и с высокими антистатическими и электромагнитными свойствами, а также с высокой ударной вязкостью (для стеклопластиков - 20-690 кДж/м2, для углепластиков - 26-85 кДж/м2, для боропластиков - 45-100 кДж/м2, для органопластиков - 157-195 кДж/м2) и с другими эксплуатационными свойствами: коррозионной стойкостью, радиопрозрачностью, износостойкостью, стойкостью к старению и т.д.
К достоинству гибридных связующих по п.п.21-24 формулы изобретения следует также отнести и их высокие технологические свойства: сравнительно невысокая вязкость, незначительная усадка при отверждении, очень хорошая адгезия практически ко всем материалам, высокая жизнеспособность, высокая стабильность свойств даже в условиях длительного хранения и эксплуатации.
Эти гибридные связующие имеют и недостатки: они токсичны, дорогостоящи (особенно за счет введения в их составы углеродографитовых смесей, графита и других добавок), требуют для переработки применения специальной дорогостоящей оснастки, имеют неоптимальную (с точки зрения пропитки наполнителей) вязкость.
Однако требуемая вязкость для этих гибридных связующих достигается за счет:
- введения в них растворителей, в том числе и антипиренных;
- нагрева, то есть он позволяет вести технологические процессы их переработки при повышенных температурах, при которых снижается их вязкость до необходимых значений (от 0,1 до 1 Па·с).
Растворителями гибридных связующих по п.п.21-24 формулы изобретения могут быть: ацетон, спирт, толуол и ацетоно-спирто-толуольные смеси (рекомендован ацетоно-спирто-толуольный растворитель с соотношением ингредиентов 1:(0,5-0,6):(0,1-0,2). Растворителями эпокситрифенолформальдегидных связующих ЭТФ+ДЭГ-1+СФ-340А могут быть и ароматические углеводороды (бензол, ксилол и др.), а также хлорированные углеводороды (дихлорэтан, монохлорбензол и др.), активные разбавители на основе фенилглицидного и фурфурилглицидного эфиров, а также циклогексан, диоксан, фурфурол, метилэтиленкетон, этилацетат, бутилацетат и др.
Научно-исследовательские работы по применению вышеперечисленных растворителей в создании гибридных эпокситрифенолформальдегидных связующих ведутся, в том числе и на ФГУП ПО "Авангард". Однако анализ их эффективности в данном описании не приводится, поскольку его проведение выходит за пределы формул изобретений, представленных в данном описании.
Количество любых вводимых в гибридные связующие по п.п.21-24 формулы изобретения растворителей (кроме антипиренных) определяется только технологическими требованиями и в любом случае должно быть минимальным.
Это обстоятельство связано с тем, что легколетучие фракции растворителя, выделяясь из пластика при его формовании и отверждении, образуют поры, расслоения, микротрещины, значительные внутренние напряжения, что снижает прочность пластиков на изгиб (в 1,5-2 раза) и, в меньшей степени, прочность на отрыв и сдвиг (на 20-50%).
Для исключения или, по крайней мере, для уменьшения этих дефектов при создании гибридных связующих были опробованы комплексные добавки: хлорникелевый NiL2Cl2 - 1-6 мас.ч. (п.10 формулы изобретения), хлоркобальтовый CoL2Cl2, хлормедный CuL2Cl2 и другие комплексные хлористые соединения металлов.
Для повышения термостойкости, термостабильности и огнестойкости в гибридные связующие вводили фталцианины меди (п.9 формулы изобретения) и антипирены (п.п.2-8, 14-18, 20-24 формулы изобретения), для повышения динамической прочности - вводились порошковые смеси оксидов и нитридов металлов (п.п.26-33 формулы изобретения), для повышения трансверсальной прочности и жесткости, прочности на сдвиг и отрыв пластиков - нитевидные кристаллы (п.п.34-38 формулы изобретения), для повышения жизнеспособности гибридных связующих - алюмосиликаты, Na-цеолиты (п.п.13-18 формулы изобретения) и другие молекулярные сита.
И все вводимые в гибридные связующие по п.п.21-24 формулы изобретения вышеназванные компоненты хорошо совместимы с ними, поскольку составы этих связующих обладают хорошей адгезией практически ко всем вышеперечисленным материалам.
Следует иметь в виду, что в материалах описания и формуле изобретения представлены только некоторые возможные предпочтительные варианты их осуществления, а могут быть использованы и другие варианты (или сочетания вариантов) в отношении составов связующих, способов их получения и переработки и, в том числе, в части:
- способов приготовления гибридных связующих и отдельных их компонентов;
- способов их переработки (в части пропитки, получения "препрегов", режимов намотки и отверждения конкретных конструкционных пластиковых изделий).
Предложенные гибридные связующие по п.п.21-24 формулы изобретения обладают высокой универсальностью. Они могут быть высокоэффективно использованы для пропитки любых нитевидных наполнителей, в том числе тканных и однонаправленных, с любой структурой и плотностью переплетения нитей в тканных наполнителях, и, в том числе, с любыми известными волокнистыми наполнителями: стеклянными, поликапроамидными, полифеновыми, органическими, углеродными, борными и базальтовыми.
Представленные в описании варианты гибридных связующих по п.п.21-24 формулы изобретения могут быть применены и для пропитки нитей или тканей, облицованных специальными поверхностными покрытиями - замасливателями, аппретами и/или сополимерами с теми или иными добавками.
Предложенные варианты гибридных связующих в сочетании с другими наполнителями могут быть использованы при изготовлении пластиковых изделий любыми способами намотки и/или прессования.
В частности, предложенные варианты гибридных связующих могут использоваться при изготовлении пластиковых изделий методами "мокрой" и "сухой" намоток, с применением любых комбинаций намоток: прямой тканевой намотки (ПТН), продольно-поперечной намотки (ППН), спиральной нитяной намотки (СНН) и др. (табл.44).
Влияние схемы намотки на свойства стеклопластиков на основе гибридных связующих по п.п.21-24 формулы изобретения и стеклопластиковых наполнителей: однонаправленных и изготовленных методами ПТН, ППН, СНН










Составы же вышеперечисленных гибридных связующих по п.п.21-24 формулы изобретения, а также способы их получения, а также способы получения на их основе однонаправленных или тканных "препрегов" и способы получения из них пластиковых конструкционных изделий могут существенно отличаться друг от друга в части:
- температурно-скоростных режимов намотки;
- натяжений и контактных давлений, применяемых при намотке;
- пропитки и сушки "препрегов" (для "сухого" метода изготовления изделий из композиционных волокнистых материалов);
- режимов отверждения связующего (температурных и временных);
- режимов подготовки отдельных компонентов - добавок, вводимых в гибридные связующие;
- последовательности их введения в гибридные связующие на различных стадиях их переработки.
Эффективность применения гибридного связующего по п.25 формулы изобретения, способ его получения
Гибридное связующее по п.25 формулы изобретения содержит в своем составе гибридное связующее по п.1 формулы изобретения с антипиренными добавками - 12-23 мас.ч.: трехокиси сурьмы и гексахлорбензола.
Создавалось это гибридное связующее для получения на его основе и наполнителей из полифеновых (ТЭМС-п) и капроамидных (ТЭМС-к) тканей (ТУ 6-И82-85), образованных из многокомпонентных комплексных электропроводящих нитей (МКЭН), ТУ 6-06-31-121-76, теплозащитных пластиков и/или пластиковых покрытий на их основе.
Многокомпонентные комплексные электропроводящие нити этих тканей состоят из "ядра", образованного из полимерных волокон с малым коксовым числом - полифеновых или капроамидных (капроновых).
Наличие электропроводящего наполнителя в составе полимерного покрытия "ядра" сажи ПН-100 в количестве 15-20% веса обеспечивает удельное сопротивление пластика не более 1 Ом. Наличие же в составе покрытия "ядра" еще и антипиренов трехокиси сурьмы - 10-15% и гексахлорбензола - 15-20%, а в составе "ядра" волокон - 40-50% с малым коксовым числом из капрона и полифена обеспечивает материалу высокий сублимирующий эффект. Само покрытие "ядер" волокон ткани образовано из сополимера тетрафторэтилена с винилиденфторидом - 50-55%.
Даже при таких соотношениях ингредиентов в наполнителях пластики на их основе и известных термостойких эпоксидных связующих, например, ЭХД или ЭХД-У - 40-50%, ТУ 6-06-1725-75, остальное ткани ТЭМС-к(п) - 50-60%, имеют очень высокие физические, электростатические и теплозащитные характеристики. Примененное вместо связующего ЭХД или ЭХД-У гибридное связующее по п.25 формулы изобретения дает еще больший технический эффект.
Ниже в табл.45 приводятся характеристики пластиков, образованных на основе гибридного связующего по п.25 формулы изобретения и тканей ТЭМС-к(п) в сравнении с пластиками на основе эпоксидных связующих ЭХД или ЭХД-У, взятых за прототип, и тех же тканей ТЭМС-к(п).
Физические, теплофизические, электростатические и теплозащитные свойства пластиков на основе гибридного связующего по п.25 формулы изобретения и тканей ТЭМС-к(п) в сравнении с пластиками на основе эпоксидных связующих ЭХД или ЭХД-У и тех же тканей ТЭМС-к(п)
Данные табл.45 показывают, что пластики связующего по п.25 формулы изобретения и тканей на основе гибридного ТЭМС-к(п) имеют очень высокие теплозащитные, антифрикционные и антистатические характеристики, все теплозащитные пластики обладают долговременным антистатическим действием и сохраняют антистатический эффект при различных условиях эксплуатации; пластики стойки к свету, трению, действию воды, различных растворителей, растворов кислот и щелочей, средств ДДД и др.
Пластики на основе гибридного связующего по п.25 формулы изобретения и тканей ТЭМС-к(п) имеют высокую огнестойкость (кислородный индекс 54-56), а сами гибридные связующие при переработке их в "препреги" обладают высокой пожаро-взрывобезопасностью.
Однако эти пластики имеют и ряд существенных недостатков. Они имеют очень низкие физико-механические характеристики, особенно межслоевые на отрыв, сдвиг и изгиб. Пластики имеют и низкую ударную вязкость ≈25,5-85 кДж/м2, и большое водопоглощение - 0,3-0,35%.
Способ получения гибридного связующего по п.25 формулы изобретения состоит в следующем.
В гибридное связующее по п.1 формулы изобретения вводят в количестве 12-23 мас.ч. трехокись сурьмы и гексахлорбензол и перемешивают их в реакторе-смесителе совместно с компонентами гибридного связующего при температурах 40-70°С в течение 3-6 часов на одну тонну приготавливаемого продукта с последующим равномерным его охлаждением до температур 20±1°С.
Способы получения "препрегов" на основе гибридного связующего по п.25 формулы изобретения и тканей ТЭМС-к(п) осуществляются в несколько этапов.
На первом этапе осуществляют пропитку полифеновых и капроамидных тканей связующим при следующих соотношениях: сополимер тетрафторэтилена с винилиденфторидом - 50-55%, гексахлорбензол - 15-20%, трехокись сурьмы - 10-15%, сажа ПН-100 - 15-20%.
Пропитка нитей проводится по действующей на предприятии ФГУП ПО "Авангард" документации на горизонтальной пропиточной машине закрытого типа, путем протягивания их через пропиточную ванночку с горизонтально расположенными прижимными валиками в соответствии с нижеприведенным режимом:
- контактное давление валиков, атм - 1;
- температура в пропиточной ванне, °С - 60-80;
- скорость пропитки, м/мин - 0,8-1,1;
- удельный вес связующего в ванне, г/см3 - 0,85-0,97;
- величина натяжения - выбирается факультативно с обеспечением непровисания тканей.
Заданный режим обеспечивает получение предварительного "препрега" со следующими характеристиками:
- содержание связующего, % - 24-32;
- содержание летучих, % - 2,5-4,5.
Далее предварительный "препрег" пропитывается гибридным связующим по п.25 формулы изобретения по следующему режиму:
- плотность гибридного связующего, г/см3 - 0,95-1,1;
- скорость пропитки, м/мин - 0,85-1,1;
- температура в сушильных термокамерах пропиточной машины, °С - 130-200.
В результате вторичной пропитки образуется "препрег"-полуфабрикат со следующими свойствами:
- массовая доля связующего, % - 40-50;
- массовая доля влаги и летучих веществ, % - 3,5-5,5;
- гарантийный срок хранения при температурах не более 30°С, сутки - не более 4-5.
Далее на основе полученного "препрега"-полуфабриката по режимам его переработки, представленных в табл.14 или 15, методами "сухой" тканевой намотки или прессования изготавливаются конструкционные изделия с последующим вырезанием из них образцов и проведением их испытаний по стандартным методикам. Результаты испытаний приведены в табл.45.
Эффективность применения гибридного связующего по п.п.26-27 формулы изобретения, способ его получения
Данное гибридное связующее является зависимым от основного гибридного связующего по п.25 формулы изобретения.
Гибридное связующее по п.п.26-27 формулы изобретения содержит 12-23 мас.ч. антипирена - трехокиси сурьмы и гексахлорбензола и 12-23 мас.ч. порошковых добавок в виде монолитных, полых, чешуйчатых и волокнистых частиц оксидов и/или нитридов металлов и оксидов кремния.
Это гибридное связующее, так же как и основное по п.25 формулы изобретения, наиболее эффективно для пропитки теплозащитных тканей типа ТЭМС-к(п), используемых для получения теплозащитных пластиков и/или пластиковых покрытий для защиты конструкционных изделий из композиционных волокнистых материалов от воздействия высокотемпературных газовых потоков (для скоростей газовых потоков - 500 м/сек и тепловых потоков - 3,5·106 Вт/м2).
Для повышения теплостойкости и термостабильности пластиков на основе гибридного связующего по п.26 формулы изобретения и тканей типа ТЭМС-к(п) используются оксиды магния (MgO) - жженая магнезия, которые вводятся в это связующее в количестве 12-23 мас.ч. в качестве добавки.
Оксид магния (MgO) - основной оксид, тугоплавкий мелкодисперсный порошок, применяется в производстве теплозащитных или огнеупорных пластиков, а также в качестве вулканизирующего агента в производстве вязкоупругих полимерных композитов.
Оксид магния - бесцветное кристаллическое вещество с температурой плавления 2800°С. Получают оксид магния обжигом минералов - магнезита и доломита; вводится в гибридное связующее по п.26 формулы изобретения в виде порошкового наполнителя в основном для модификации физических и теплофизических свойств пластиков на основе этого связующего и теплозащитных тканей ТЭМС-к(п).
Свойства оксида магния:
- молекулярная масса - 40,32;
- плотность, г/см3 - 3,38;
- температура плавления, К - 3073 (2800°С);
- температура кипения, К - 3098 (2825°С);
- удельная теплоемкость, кДж/(кг·К) - 209;
- коэффициент теплопроводности, Вт/(м·К) - 34,2.
Гибридное связующее по п.26 формулы изобретения с добавками оксидов магния имеет следующий состав, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпокситрифенольная смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340А - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13;
- антипиренные добавки (гексахлорбензол и трехокись сурьмы) - 12-23;
- оксид магния (MgO) - жженая магнезия - 12-23.
Антипиренные добавки - гексахлорбензол и трехокись сурьмы (12-23 мас.ч.) введены в гибридное связующее по п.26 формулы изобретения для повышения теплоогнестойкости пластиков на основе этого связующего и тканей ТЭМС-к(п), а также для улучшения их антифрикционных и антистатических свойств.
Оксид магния также вводится в гибридное связующее по п.26 формулы изобретения для улучшения вышеприведенных показателей пластиков и, кроме того, для повышения ударной вязкости и вибростойкости.
Ниже в табл.46 приводятся основные теплофизические, теплозащитные, электростатические и физико-механические свойства пластиков на основе гибридного связующего по п.26 формулы изобретения с добавками оксида магния и тканей ТЭМС-к(п).
Свойства пластиков на основе гибридного связующего по п.26 формулы изобретения с добавками оксида магния и тканей ТЭМС-к(п)
Способ приготовления гибридного связующего по п.26 формулы изобретения с добавками оксида магния осуществляется в следующем порядке проведения технологических операций.
На первом этапе вводят в реактор-смеситель гибридное связующее по п.1 формулы изобретения и подогревают его до температур 40-70°С.
На втором этапе в гибридное связующее по п.1 формулы изобретения загружают антипирены - гексахлорбензол и трехокись сурьмы (12-23 мас.ч.) с соотношением компонентов от 1:1 до 1:0,1 и смешивают их с гибридным связующим при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну приготавливаемого полуфабриката.
На третьем этапе в полуфабрикат добавляют 12-23 мас.ч. оксида магния и вновь смешивают все компоненты при температурах 40-70°С в течение 3-6 часов на одну тонну приготавливаемого продукта.
На четвертом этапе в гибридное связующее-полуфабрикат вводят спирто-ацетоновую смесь с соотношением компонентов 1:2 и доводят приготавливаемый продукт (за счет введения этой смеси) до плотности 0,95-1,1 г/см3 с последующим его охлаждением до температур 20±1°С.
Далее из полученного гибридного связующего по п.26 формулы изобретения с добавками оксида магния и тканей ТЭМС-к(п) изготавливают методами пропитки "препреги" по следующим режимам:
- плотность гибридного связующего по п.26 в ванне пропиточной машины, г/см3 - 0,95-1,1;
- скорость пропитки, м/мин - 0,85-1,1;
- натяжение полотен тканей ТЭМС-к(п) выбирается факультативно с обеспечением непровисания тканей при пропитке;
- температура в сушильных термокамерах пропиточной машины, °С - 130-200.
Свойства получаемого "препрега" ТАСМ в результате проведения операции пропитки следующие:
- массовая доля гибридного связующего по п.26, % - 40-50;
- массовая доля влаги и летучих веществ, % - 3,5-5,5;
- гарантийный срок хранения "препрега" при температурах 25±5°С, не менее - 6 суток.
Далее на намоточном станке методами намотки или прессования по режимам, представленным в табл.14 или 15, изготавливают пластики (или цилиндрические трубчатые образцы) и испытывают их по стандартным методикам испытаний, разработанных на предприятии ФГУП ПО "Авангард". Результаты испытаний представлены в табл.46.
Полученные пластики обладают высокими сублимирующими (эффективная энтальпия - 2,4-3,6 Дж/кг), электростатическими (удельное поверхностное сопротивление - (1,6-2,7)·105 Ом, удельное объемное сопротивление - (5,1-5,9)·104 Ом·см) свойствами. Кроме того, полученные пластики имеют повышенные коррозионную стойкость, водостойкость, вибростойкость, стойкость к агрессивным средам, в том числе к средам ДДД и ОВ, а также ко всем углеродоводородным растворителям.
Гибридное связующее по п.26 формулы изобретения с добавками оксида магния имеет и существенные недостатки - технологические операции его приготовления и переработке взрыво-пожароопасны, поэтому при его приготовлении и переработке необходимо соблюдать все необходимые требования по технике безопасности.
Скорости получения из нее и тканей ТЭМС-к(п) "препрега" не должны быть более 1,1 м/мин, все операции приготовления гибридного связующего должны осуществляться в строгой последовательности введения в него компонентов при отключенной мешалке и заземлении реактора-смесителя.
В качестве дополнительных технологических средств по обеспечению взрыво-пожаробезопасности работ по приготовлению гибридного связующего по п.26 формулы изобретения с добавками из оксида магния рекомендуется следующее:
- введение в гибридное связующее антистатических присадок типа "Сигбол" или АСП-1;
- введение в гибридное связующее мела (до 10 мас.ч.), сульфата кальция (до 20 мас.ч.), аммония (до 5-7 мас.ч.), диаммонийфосфата и других аммонийсодержащих составов, а также составов из алюмосиликатов, состоящих из оксидов SiO4 и AlO4, в полостях которых могут находиться вышеперечисленные компоненты.
Кроме того, для понижения взрыво-пожароопасности проведения технологических операций по приготовлению гибридного связующего по п.26 формулы изобретения с добавками из оксида магния рекомендуются гранулы смолы СФ-340А и алюмосиликатов из оксидов SiO4 и AlO4 увлажнять водой (до 25%) и/или насыщать их вышеперечисленными компонентами.
С точки зрения обеспечения жизнеспособности гибридного связующего по п.26 формулы изобретения наиболее эффективны добавки из SiO4 и AlO4 - это так называемые цеолиты (алюмосиликаты). У цеолитов кристаллическая структура образована тетраэдрическими фрагментами SiO4 и AlO4, объединенные общими вершинами в трехмерный каркас, пронизанный полостями каналами. В последних находятся молекулы воды и катионы металлов, аммония и аммонийсодержащих составов. Они способны селиктивно выделять и вновь впитывать различные вещества, а также обменивать катионы.
Цеолиты (SiO4 и AlO4) встречаются в природе (по происхождению они главным образом низкотемпературные гидротермальные минералы); получают их и искусственным путем.
В гибридном связующем по п.26 формулы изобретения цеолиты выполняют роль адсорбентов, ионообменников, молекулярных сит. Введение их в гибридное связующее по п.26 формулы изобретения может осуществляться как непосредственным смешиванием с отвердителем - гранулами смолы СФ-340А, так и предварительным насыщением их парами адсорбируемого отвердителя.
Молекулярные сита типа Na-цеолита (и/или алюмосиликата натрия) увеличивают жизнеспособность гибридного связующего по п.26 формулы изобретения в 2-2,5 раза. Вместе с тем алюмосиликаты, введенные в гибридное связующее по п.26 формулы изобретения, повышают и некоторые физико-механические характеристики пластиков, например, пластиков на основе гибридного связующего по п.26 формулы изобретения с алюмосиликатами и тканей ТЭМС-к(п). Такие пластики в сравнении с пластиками на основе гибридного связующего по п.25 формулы изобретения имеют более высокие сдвиговые - 15-20 МПа и трансверсальные (отрывные) - 60-90 МПа характеристики.
В гибридное связующее по п.п.26-27 формулы изобретения с целью модификации в основном физических свойств композитов на его основе могут быть введены и другие мелкодисперсные добавки:
- оксид алюминия (Al2О3) - глинозем;
- оксид титана (TiO2) - рутил;
- оксид кремния (SiO2) - кремнезем (аэросил);
- нитриды бора: графитизированный нитрид бора (BN), боразон и боразол (В3N3Н6).
Каждый из вышеперечисленных ингредиентов может вводиться в гибридное связующее по п.п.26-27 формулы изобретения покомпонентно или группами общим количеством 12-23 мас.ч.
Аэросил (SiO2) - высокодисперсный аморфный диоксид кремния, может применяться в гибридном связующем по п.27 формулы изобретения как наполнитель, носитель в производстве катализаторов (совместно с SiO4), а также как загуститель гибридного связующего. Аэросил вводится в гибридное связующее в основном для придания ему тиксотропных свойств.
Перед введением в гибридное связующее аэросил должен быть просушен при температурах 115±5°С; рекомендуется проведение термообработки аэросила при температурах 400-500°С в течение 4-5 часов с последующим его охлаждением до температур 20±1°С.
При работе с аэросилом возможно выделение в воздух рабочей зоны стеклянной пыли. Пыль вызывает заболевание органов дыхания (силикоз) и раздражает кожный покров. ПДК пыли аэросила - 1 мг/м3.
Рекомендуемое количество вводимого аэросила - 5-7% на 100% гибридного связующего по п.27 формулы изобретения. Основные свойства аэросила приведены в табл.10.
Оксид алюминия (Al2О3) - амфотерный оксид, тугоплавкий и мелкодисперсный порошок со свойствами, представленными в табл.10; существует в виде нескольких модификаций, применяется в гибридном связующем по п.26 формулы изобретения для повышения огнеупорности пластиков на его основе и тканей ТЭМС-к(п), а также как адсорбент, катализатор и др.
Гибридное связующее по п.п.26-27 формулы изобретения с добавками SiO2 и Al2O3 обладает высокой жизнеспособностью - до 6 месяцев при температуре 298 К (без смолы СФ-340А).
Пластики на основе этого связующего обладают следующими свойствами:
- теплостойкость по ВИКА, К - 770-820;
- температура начала интенсивной деструкции, °С - 300;
- рабочая температура длительной эксплуатации, °С - 180-250;
- разрушающее напряжение, МПа:
при растяжении - 23-90;
при сжатии - 70-200;
при изгибе - 80-89;
- относительное удлинение при разрыве, % - 0,4-3;
- модуль упругости при растяжении, ГПа - 2,5-7.
Теплозащитные характеристики пластика на основе гибридного связующего по п.п.26-27 формулы изобретения с добавками SiO2 и Al2O3 (12-23 мас.ч.) и тканей ТЭМС-к(п) представлены в табл.47.
Теплозащитные характеристики пластика
Эффективность введения в гибридное связующее по п.26 формулы изобретения мелкодисперсного оксида титана (TiO2) - рутила.
Рутил - минеральный порошок дисперсностью до 300 мкм с кристаллической тетрагональной формой (наиболее устойчивая модификация рутила). Твердость рутила - 6,5-7,5, плотность - 4,2-4,4 г/см3, остальные свойства рутила представлены в табл.10.
Разновидности рутила:
- нигрин, в котором содержится до 11-12% Fe2О3;
- лейкоксен рутиловый - скрытокристаллические продукты минералов титана;
- волосатик - волосовидные включения рутила в хрустале, по происхождению магматический, метафорерический, гидротермальный, добывается из россыпей титана.
Все виды рутила в качестве наполнителя применяются для повышения термопрочности и термостабильности пластиков на основе гибридного связующего по п.26 формулы изобретения и тканей ТЭМС-к(п), а также придания им высокой коррозионной стойкости.
Пластики на основе этого гибридного связующего с добавками рутила (12-23 мас.ч.) рекомендуются использовать в ракетостроении, машиностроении, архитектуре, большой и малой энергетике и др.
Теплозащитные свойства пластиков на основе гибридного связующего по п.26 формулы изобретения с добавками рутила и тканей ТЭМС-к(п) представлены в табл.48.
Теплозащитные свойства пластиков
Пластики на основе гибридного связующего по п.26 формулы изобретения с добавками рутила и тканей ТЭМС-к(п) обладают повышенной теплоэрозионной и коррозионной стойкостью. Кроме того, эти пластики обладают долговременным антистатическим действием и сохраняют антистатический эффект при различных условиях эксплуатации; пластики стойки к свету, агрессивным средам, различным растворителям, а также средствам ДДД и SIO.
Пластики на основе гибридного связующего по п.26 формулы изобретения с добавками рутила и тканей ТЭМС-к(п) обладают и высокими теплофизическими и физико-механическими свойствами, которые представлены ниже в табл.49.
Свойства пластиков на основе гибридного связующего по п.26 формулы изобретения с добавками рутила и тканей ТЭМС-к(п)
Пластики на основе гибридного связующего по п.26 формулы изобретения с добавками рутила и тканей ТЭМС-к(п) имеют следующие преимущества в сравнении с пластиками этого типа с другими добавками:
- не коррозируют от действия агрессивных сред;
- не теряют физико-механических и теплофизических свойств в течение 20-ти лет эксплуатации;
- имеют незначительную потерю теплозащитных свойств в течение 20-ти лет эксплуатации - 5-10%;
- имеют незначительную потерю электрических свойств в течение 20-ти лет эксплуатации - 7-15%;
- имеют незначительную потерю электростатических свойств в течение 20-ти лет эксплуатации - 10-20%;
- потеря разрушающих отрывных напряжений при 10-ти летней эксплуатации составляет - 10-20%;
- потеря разрушающих сдвиговых напряжений при 10-ти летней эксплуатации составляет - 5-15%.
Пластики на основе гибридного связующего по п.26 формулы изобретения с добавками рутила и тканей ТЭМС-к(п) стойки:
- к воздействию 3% раствора соляной кислоты в морской воде;
- к воздействию практически всех углеводородных растворителей;
- к радиационному воздействию (γ-облучение дозой 0,1 Мрад), а также обладают высокой износостойкостью (коэффициент трения - 0,093-0,095) и водостойкостью (0,1-3%).
Способ получения гибридного связующего по п.26 формулы изобретения с добавками рутила осуществляется в следующей последовательности.
В гибридное связующее по п.1 формулы изобретения, находящегося в реакторе-смесителе, вводят 12-23 мас.ч. гексахлорбензола и трехокиси сурьмы и размешивают между собой и гибридным связующим по п.1 при температурах 40-70°С в течение 3-6 часов на одну тонну приготавливаемого продукта, затем в приготовленный таким образом продукт вводят рутил в количестве 12-23 мас.ч. и перемешивают с находящимися там ранее введенными компонентами при температурах 40-70°С в течение 3-6 часов с последующим охлаждением до температур 20±1°С.
Примечание - Таким же образом изготавливаются все составы гибридных связующих по п.26 формулы изобретения.
Эффективность введения в гибридное связующее по п.26 формулы изобретения добавок из нитридов бора, вводимых в гибридное связующее в количестве 12-23 мас.ч. в виде мелкодисперсных графитового нитрида бора (BN), боразона и легкокипящего боразола (B3N3H6).
Графитовый нитрид бора (BN) - бесцветный кристаллический мелкодисперсный (до 300 мкм) порошок с повышенной твердостью. Из-за примесей углерода, входящего в его состав, может иметь серовато-черный цвет. Плотность нитрида бора - 2,3 г/см3, температура плавления - 3023 К (2750°С). Остальные характеристики графитового нитрида бора приведены в табл.10. Нитрид бора при обычных температурах химически нейтрален.
В гибридное связующее по п.26 формулы изобретения нитрид бора вводится для получения пластиков на его основе и тканей ТЭМС-к(п) с повышенной твердостью, а также для борирования этих пластиков, то есть поверхностного их насыщения нитридом бора для повышения их твердости и/или только их поверхностного упрочнения.
Боразон - одна из модификаций нитрида бора. В природе боразон не встречается. По плотности (3,5 г/см3) и твердости боразон не уступает алмазу, одной из полиморфных кристаллических модификаций углерода. Боразон имеет высокий показатель преломления - 2,417, является хорошим полупроводником, выдерживает температуры до 200°С. Получают боразон методом прессования под давлением 6000 МПа при температурах 1350±5°С из обычного графитового нитрида бора (BN). В гибридное связующее по п.26 формулы изобретения боразон вводится для повышения абразивных свойств пластиков на его основе.
Боразол (В3N3Н6) - неорганическое циклическое соединение, легкокипящая (при температурах 250±5°С) жидкость, применяется в качестве добавки в гибридное связующее по п.26 формулы изобретения для получения на его основе и тканей ТЭМС-к(п) термостойких пластиков и пластиковых покрытий на их основе. Вязкость боразола - 5-7 Па·с, то есть он является низковязкостной жидкостью.
Гибридное связующее по п.26 формулы изобретения с добавками нитрида бора и/или боразона получают в следующей последовательности технологических операций:
- на первом этапе в реактор-смеситель заливают гибридное связующее по п.1 формулы изобретения и разогревают его до температур 40-70°С;
- на втором этапе в разогретое гибридное связующее по п.1 формулы изобретения вводят гексахлорбензол и трехокись сурьмы (12-23 мас.ч.) с соотношением компонентов от 1:1 до 1:0,1 и перемешивают их с гибридным связующим при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну приготавливаемого полуфабриката гибридного связующего;
- на третьем этапе в полученный полуфабрикат гибридного связующего вводят порошковую массу нитрида бора (12-23 мас.ч.) или боразона (12-23 мас.ч.) или их смеси (12-23 мас.ч.) с соотношением компонентов от 1:1 до 1:0,1 и снова перемешивают все введенные компоненты с полуфабрикатом гибридного связующего посредством мешалки при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну приготавливаемого продукта;
- на четвертом этапе в этот продукт дополнительно заливают спирто-ацетоновую смесь с соотношением компонентов 1:2 и доводят плотность приготавливаемого продукта до 0,95-1,1 г/см3 путем смешивания вводимой спирто-ацетоновой смеси с продуктом при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну готового продукта с последующим его охлаждением до температур 20±1°С.
Гибридное связующее по п.26 формулы изобретения с добавками боразола приготавливается в следующей несколько измененной (в сравнении с введением нитрида бора и/или боразона) последовательности операций:
- на первом этапе в реактор-смеситель заливают гибридное связующее по п.1 формулы изобретения, затем в него заливают боразол в количестве 12-23 мас.ч. и перемешивают оба жидкостных состава при температурах 40-70°С в течение 30-60 минут из расчета на одну тонну приготавливаемого продукта;
- на втором этапе в приготовленный таким образом продукт вводят гексахлорбензол с добавками трехокиси сурьмы (12-23 мас.ч.) и вновь смешивают его с продуктом при температурах 40-70°С в течение 30-60 минут;
- на третьем этапе в этот продукт вводят спирто-ацетоновую смесь с соотношением компонентов 1:2 и вновь осуществляют смешивание между собой всех введенных в реактор-смеситель компонентов при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну готовящегося продукта с доведением его плотности за счет вводимой спирто-ацетоновой смеси до 0,95-1,1 г/см3 с последующим охлаждением до температур 20±1°С.
Далее на основе приготовленных гибридных связующих по п.26 формулы изобретения с добавками нитрида бора, и/или боразона, и/или боразола и тканей ТЭМС-к(п) изготавливают "препреги" по следующим режимам:
- плотность гибридного связующего, г/см3 - 0,95-1,1;
- скорость пропитки, м/мин - 0,85-1,1 (для гибридного связующего по п.26 формулы изобретения с добавками нитрида бора или боразона) и 1,0-1,3 (для гибридного связующего по п.26 формулы изобретения с добавками боразола);
- температура в сушильных термокамерах пропиточной машины - 130-200°С, со следующими свойствами:
- массовая доля гибридного связующего по п.26 формулы изобретения - 40-50%;
- массовая доля влаги и летучих веществ - 3,5-5%;
- гарантийный срок хранения "препрега" при температурах 25±5°С - не более 6 суток.
Далее из полученных "препрегов" методами намотки или прессования по режимам, приведенным в табл.14 или 15 данного описания, получают образцы пластиков и/или пластиковые цилиндрические изделия и испытывают их по действующим на предприятии ФГУП ПО "Авангард" методикам испытаний с получением характеристик, представленных в табл.50-52.
Физические, теплофизические, теплозащитные, электростатические и физико-механические свойства пластиков, на основе гибридного связующего по п.26 формулы изобретения с добавками нитрида бора, боразона и боразола
Приведенные в табл.50 данные показывают, что все пластики на основе гибридного связующего по п.26 формулы изобретения с добавками нитрида бора, боразона и боразола (12-23 мас.ч.) имеют повышенные (в сравнении с ранее приведенными в данном разделе пластиками) физические, теплофизические, теплозащитные, электростатические и физико-механические характеристики. Кроме того, эти пластики имеют повышенные антикоррозионные и антистатические характеристики.
Все пластики на основе гибридного связующего по п.26 формулы изобретения с добавками нитрида бора, боразона и боразола более эффективно (в сравнении с ранее приведенными в данном разделе пластиками) защищают внутренние поверхности изделий из стекло-угле-боро-органопластиков от действия высокотемпературного нагрева и накопления статического электричества.
Все эти пластики в течение длительной эксплуатации (10 лет) сохраняют свои свойства. Однако и эти гибридные связующие и пластики на их основе имеют существенные недостатки:
- они не обладают радиационной стойкостью даже при γ-облучении 0,1 Мрад;
- гибридное связующее по п.26 формулы изобретения с добавками нитрида бора, боразона и боразола нельзя подвергать радиационному отверждению, поскольку пластики при радиационном отверждении резко снижают свои эксплуатационные свойства (в сравнении с другими методами отверждения);
- нельзя отверждать радиационным методом следующие пластики, пропитанные гибридным связующим по п.26 формулы изобретения с добавками нитрида бора, боразона и боразола: боропластики, а также стеклопластики с высоким содержанием оксида бора (табл.3);
- пластики на основе этого связующего выделяют значительное количество летучих веществ:
- при 20±5°С - этиловый спирт, ацетон, толуол,
- при 50±5°С - этиловый спирт, бутиловый спирт, ацетон, толуол, фенол, анилин, формальдегиды, эпихлоргидрин.
Кроме того, такие пластики плохо обрабатываются режущим инструментом, оснащенным обычными твердыми сплавами типа ВК.
Несмотря на вышеприведенные недостатки эти пластики высокоэффективны и могут быть использованы во многих отраслях промышленности для защиты внутренних или наружных поверхностей изделий из композиционных материалов от воздействия агрессивных сред и высокоэнтальпийных скоростных потоков.
Эффективность применения гибридного связующего по п.28 формулы изобретения, способ его получения
Гибридное связующее по п.28 формулы изобретения в своем составе содержит следующие компоненты, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- резольная фенолформальдегидная смола СФ-340Ф - 31-37;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной или каменноугольный - 7-13;
- антипирены - гексахлорбензол и/или трехокись сурьмы - 12-23;
- дискретные наполнители в виде нитевидных кристаллов (НК)- 2-13: из оксида алюминия (Al2O3), и/или углеродистого кремния (SiC), и/или оксидов хрома (CrO и/или Cr2О), и/или оксидов железа (FeO, и/или Fe2О3, и/или Fe3O4).
Антипирены - гексахлорбензол и/или трехокись сурьмы - введены в гибридное связующее по п.28 формулы изобретения для повышения огнестойкости и пожаробезопасности пластиков на основе этого связующего и тканных наполнителей, а также снижения уровней взрыво-пожароопасности его приготовления и переработки, а также для повышения термостойкости и улучшения антифрикционных и антистатических свойств пластиков на его основе и, например, теплозащитных тканей типа ТЭМС-к(п).
Нитевидные кристаллы вводятся в гибридное связующее по п.28 формулы изобретения с целью повышения прочности пластиков, в основном при межслоевом отрыве, сдвиге и изгибе. Количество каждого вводимого компонента из нитевидных кристаллов должно быть не более 2-10%, что составляет 2-13 мас.ч.
Нитевидные кристаллы могут вводиться в гибридное связующее по п.28 формулы изобретения покомпонентно - 2-13 мас.ч. и/или группой - 2-13 мас.ч. по два-три компонента в группе с соотношением ингредиентов от 1:1 до 1:0,1 (для группы из двух компонентов) и от 1:1:1 до 1:0,1:0,1 (для группы из трех компонентов).
Свойства вводимых в гибридное связующее по п.28 формулы изобретения кристаллов представлены в табл.11.
Нитевидные кристаллы из оксида алюминия вводятся в гибридное связующее по п.28 формулы изобретения в количестве 2-13 мас.ч.
Al2O3 (глинозем) - амфотерный оксид, тугоплавкие нитяные кристаллы; вводятся в гибридное связующее по п.28 формулы изобретения в виде нескольких кристаллических модификаций (корунда, наждачных кристаллов, синтетических кристаллов корунда и др.) для повышения прочности пластиков на основе этого связующего и наполнителей разных типов, а также для повышения их огнеупорности, термостойкости и термостабильности. Одновременно с этим вводимые нитяные кристаллы из оксидов алюминия могут выполнять роль адсорбентов, катализаторов и другие функции.
Оксиды алюминия - бесцветные нерастворимые в воде кристаллы, температура плавления нитевидных кристаллов 2040°С; получают оксиды алюминия из бокситов, нефелинов и каолинов. Оксиды алюминия хорошие катализаторы и адсорбенты.
Нитевидные кристаллы могут вводиться в гибридное связующее в виде корунда - оксида алюминия с примесями хрома, титана, железа и других элементов. Твердость корунда - 9, плотность - 4 г/см3, по происхождению корунд метосоматический, метоморфический материал, накапливается в россыпях земной коры; очень хороший абразивный материал, может вводиться в гибридное связующее в виде наждачных кристаллов - смеси корунда (Al2O3) - 60-70% с магнититом, гипатитом и шпинелью.
Синтетические кристаллы корунда с добавками Cr3+ и Fe3+ изготавливают в промышленных масштабах для получения пластиков, применяемых, например, в квантовой электронике и часовой промышленности.
Оксиды алюминия даже в малых дозах (2-5 мас.ч.) играют роль каталиктически активных структурообразователей в гибридном связующем по п.28 формулы изобретения, регулируют размер и количество образующихся элементов надмолекулярной структуры связующего и за счет этого улучшают физико-механические характеристики композитов, в основном их сдвиговые, отрывные и изгибные.
Нитевидные кристаллы из оксидов алюминия в количестве более 13 мас.ч. могут вызывать в пластиках и нежелательные эффекты, такие, как изменение гигроскопичности и газопроницаемости армированных пластиков, а также значительное замедление отверждения гибридного связующего по п.28 формулы изобретения.
Кроме того, введение нитевидных кристаллов из оксидов алюминия в количествах более 13 мас.ч. приводит к загустению гибридного связующего, увеличивает его вязкость, что затрудняет его переработку в "препреги" и далее в конструкционные изделия из композиционных волокнистых материалов.
Показать эффективность введения в гибридное связующее по п.28 формулы изобретения всех нитевидных кристаллов из оксидов алюминия на свойства пластиков в рамках данного описания не представляется возможным. Поэтому ниже по тексту будет рассмотрена эффективность введения в гибридное связующее по п.28 формулы изобретения только нитевидных кристаллов из оксидов алюминия в виде корундов со следующими свойствами:
- дисперсность НК, мкм - до 300;
- плотность НК, г/см3 - 3,95-4,1;
- твердость НК - 9;
- температура плавления НК, К - 2313 (2040°С);
- разрушающее напряжение НК при растяжении, ГПа - 21-275;
- модуль упругости НК, ГПа - 415-510.
Введение в гибридное связующее по п.28 формулы изобретения нитевидных кристаллов с вышеприведенными свойствами улучшает следующие свойства пластиков на основе этого связующего и тканей ТЭМС-к(п) (пластики этого типа взяты для рассмотрения и сравнения потому, что в них наиболее эффективно отражается рациональность применения НК из оксидов алюминия):
- улучшается жизнеспособность гибридного связующего и "препрегов" на его основе в 2-2,5 раза;
- увеличивается гарантийный срок хранения "препрегов" на основе этого связующего и тканей ТЭМС-к(п) от 15 (при введенных в них 2-3 мас.ч. оксидов алюминия) до 30 (при введенных в них 10-13 мас.ч. оксидов алюминия) суток;
- повышается ударная вязкость этих пластиков до 25-85 кДж/м2 (вместо 20-75 кДж/м2 - для этих пластиков без добавок оксидов алюминия);
- повышается вибро-ударо-вандалостойкость пластиков на 10-30%.
Кроме того, значительно возрастает прочность и жесткость этих пластиков:
- прочность на разрыв в направлении основы - 140-150 МПа (вместо 125-130 МПа - для этих пластиков без добавок оксидов алюминия);
- прочность на изгиб - 100-125 МПа (вместо 85-90 МПа - для этих пластиков без добавок оксидов алюминия);
- прочность при смятии - 110-130 МПа (вместо 100-105 МПа - для этих пластиков без добавок оксидов алюминия);
- прочность на отрыв от стеклопластика СКН-21 - 20-30 ГПа - (вместо 7-10 ГПа - для этих пластиков без добавок оксидов алюминия);
- прочность на отрыв от стеклопластика СКН-24 - 25-40 ГПа - (вместо 9-15 ГПа - для этих пластиков без добавок оксидов алюминия);
- прочность на сдвиг - 15-25 ГПа (вместо 9-10 ГПа - для этих пластиков без добавок оксидов алюминия);
- модуль упругости при растяжении в направлении основы - 3,0-3,2 ГПа (вместо 2,8 ГПа - для этих пластиков без добавок оксидов алюминия).
Кроме того, от введения НК из оксидов алюминия в гибридное связующее по п.28 формулы изобретения улучшаются и многие физические, теплофизические, электростатические и теплозащитные свойства пластиков на основе этого связующего и тканей ТЭМС-к(п) (табл.51).
Физические, теплофизические, электростатические и теплозащитные свойства пластиков на основе гибридного связующего по п.28 формулы изобретения с добавками НК из оксидов алюминия и тканей ТЭМС-к(п)
Эффективность введения в гибридное связующее по п.28 формулы изобретения нитевидных кристаллов из углеродистого кремния (SiC).
Нитевидные кристаллы (НК) из углеродистого кремния вводятся в гибридное связующее по п.28 формулы изобретения в количестве 2-13 мас.ч. совместно с антипиренами - гексахлорбензолом и/или трехокисью сурьмы в количестве 12-23 мас.ч. для повышения в основном физических, теплофизических, электростатических, теплозащитных и прочностных характеристик пластиков на основе этого связующего и тканей ТЭМС-к(п).
Основные свойства НК из углеродистого кремния:
- плотность, г/см3 - 3,16-3,2;
- твердость - 8-9;
- разрушающее напряжение при растяжении, ГПа - 10,97-20,58;
- модуль упругости, ГПа - 480,2-483,1;
- дисперсность, мкм - до 300.
Антипиренные добавки - гексахлорбензол и/или трехокись сурьмы в количестве 12-23 мас.ч. - вводятся в гибридное связующее по п.28 формулы изобретения в основном для повышения огнестойкости и пожаробезопасности пластиков на его основе, а также для обеспечения взрывобезопасности проведения технологических операций по приготовлению и переработке гибридного связующего по п.28 этого состава.
Нитевидные кристаллы углеродистого кремния имеют темно-серый металлический блеск, температура плавления - 2963 К (2690°С), стойки к воздействию агрессивных сред, углеводородных растворителей и др.
В гибридное связующее по п.28 формулы изобретения нитевидные кристаллы из углеродистого кремния вводятся для улучшения теплофизических, теплозащитных, электростатических и физико-механических свойств пластиков на его основе и тканей ТЭМС-к(п).
Введение НК углеродистого кремния в количестве 2-13 мас.ч. в это связующее повышает ударную вязкость пластиков на основе этого связующего и тканей ТЭМС-к(п) на 20-30% (ударная вязкость - 30-90 кДж/м2). Введение НК углеродистого кремния совместно с гексахлорбензолом и/или трехокисью сурьмы увеличивает и прочность пластиков на основе этого связующего и тканей ТЭМС-к(п):
- разрушающее напряжение при растяжении в направлении основы, МПа - 130-160 (вместо 125-126 МПа без добавок НК углеродистого кремния);
- разрушающее напряжение при изгибе, МПа - 100-110 (вместо 89-90 МПа без добавок НК углеродистого кремния);
- разрушающее напряжение при смятии, МПа - 110-120 (вместо 105-106 МПа без добавок НК углеродистого кремния);
- модуль упругости при растяжении, МПа - 2,9-3,2 (вместо 2,8 МПа без добавок НК углеродистого кремния);
- разрушающее напряжение при отрыве от конструкционного пластика СКН-21, МПа - 15-30 (вместо 6-9 МПа без добавок НК углеродистого кремния);
- разрушающее напряжение при отрыве от конструкционного пластика СКН-24, МПа - 20-35 (вместо 10-12 МПа без добавок НК углеродистого кремния).
Физические, теплофизические, электростатические и теплозащитные свойства пластиков на основе гибридного связующего по п.28 формулы изобретения с добавками НК из углеродистого кремния и тканей ТЭМС-к(п)
Эффективность введения в гибридное связующее по п.28 формулы изобретения нитевидных кристаллов из оксидов хрома (CrO2, Cr2О3).
Нитевидные кристаллы из оксидов хрома - 2-13 мас.ч. вводятся в гибридное связующее по п.28 формулы изобретения совместно с антипиренами - гексахлорбензолом и/или трехокиси сурьмы - 12-23 мас.ч. со следующей целью:
- для повышения термостойкости, термостабильности, огнестойкости и износостойкости пластиков на основе этого связующего и тканей ТЭМС-к(п);
- для повышения физических, теплофизических, теплозащитных и физико-механических свойств пластиков на основе этого связующего и тканей ТЭМС-к(п);
- для повышения их ударной вязкости, твердости и прочности, в основном на изгиб, отрыв и сдвиг;
- для улучшения антикоррозионных и антифрикционных свойств пластиков на основе этого связующего и тканей ТЭМС-к(п).
CrO2 - кислотный оксид, темно-зеленые, тугоплавкие, нерастворимые в воде нитевидные кристаллы с плотностью - 7,1 г/см3, твердостью - 8-9 и температурой плавления - 2163 К (1890°С).
Гибридное связующее по п.28 формулы изобретения с добавками CrO2 и тканей ТЭМС-к(п) может быть использовано для получения теплозащитных пластиков и пластиковых покрытий на их основе с высокими физическими, теплофизическими, электростатическими, теплозащитными и физико-механическими характеристиками.
Пластики на основе гибридного связующего по п.27 формулы изобретения с добавками оксида хрома (CrO2) могут быть применены для защиты стекло-боро-угле-органопластиков от воздействия агрессивных сред и высокотемпературных потоков большой интенсивности.
Cr2O3 - амфотерный оксид, темно-зеленые, нерастворимые в воде кристаллы, плотностью - 7 г/см3, твердостью - 7-8, температурой плавления - 2163 К (1890°С). Разрушающее напряжение при растяжении у нитевидных кристаллов из оксидов хрома - 8,85 ГПа, модуль упругости - 240 ГПа.
Нитевидные кристаллы из оксида хрома (CrO2) могут быть введены в гибридное связующее по п.27 формулы изобретения для повышения абразивных свойств, а также использованы в качестве катализатора в органическом синтезе гибридного связующего (повышает жизнеспособность гибридного связующего без добавок в 2-2,5 раза).
Нитевидные кристаллы из оксида хрома (Cr2О3) вводятся в гибридное связующее по п.28 формулы изобретения и в качестве пигмента, обеспечивающего окраску пластиковых изделий на основе этого связующего в темно-зеленые защитные тона, и в качестве наполнителя, придающего пластикам на его основе высокие антистатические и антикоррозионные свойства.
Ниже в табл.53 приводятся основные свойства пластиков на основе гибридного связующего по п.28 формулы изобретения с добавками из оксидов хрома и тканей ТЭМС-к(п).
Физические, теплофизические, электростатические и теплозащитные свойства пластиков на основе гибридного связующего по п.28 формулы изобретения с добавками НК из оксидов хрома и тканей ТЭМС-к(п)
Данные табл.53 показывают, что пластики на основе гибридного связующего по п.28 формулы изобретения с добавками НК из оксидов хрома обеспечивают более надежную защиту стекло-боро-угле-органопластиков от воздействия высокоэнтальпийных газовых потоков.
Пластики на основе гибридного связующего по п.28 формулы изобретения с добавками НК из оксидов хрома надежно защищают изделия из композиционных волокнистых материалов от возникновения и накопления на их поверхностях зарядов статического электричества.
Эти пластики также обладают долговременным антистатическим действием и сохраняют антистатический эффект в течение 20 лет при температурах ±50°С и относительной влажности до 98%.
Пластики этого типа износостойки, стойки к действию света, трения, различных растворителей, агрессивных сред и, в том числе, агрессивных сред ДДД и ОВ.
Пластики огнестойки, а их изготовление отвечает всем требованиям взрыво-пожаро-вандалобезопасности.
Пластики на основе гибридного связующего по п.28 формулы изобретения с добавками из оксидов хрома имеют и ряд существенных недостатков: они плохо обрабатываются обычным режущим инструментом, при их эксплуатации выделяется значительное количество (от 3 до 7%) летучих газовых продуктов при температурах:
20±5°С - этиловый спирт, ацетон;
50±5°С - этиловый спирт, ацетон, толуол, фенол, анилин, бутиловый спирт, формальдегиды, эпихлоргидрин.
Тем не менее, такие пластики имеют большую перспективу применения в ракетно-космической, авиационной и других отраслях промышленности.
Эффективность введения в гибридное связующее по п.28 формулы изобретения нитевидных кристаллов из оксидов железа (FeO, Fe2O3, Fe3O4).
Нитевидные кристаллы из оксидов железа вводятся в гибридное связующее по п.28 формулы изобретения для повышения прочности пластиков на его основе и тканей ТЭМС-к(п) в основном отрывной, сдвиговой и изгибной. Вводятся нитевидные кристаллы железа в гибридное связующее по п.28 формулы изобретения в виде его оксидов - FeO, Fe2O3, Fe3O4.
FeO - основной оксид, черные нитевидные кристаллы железа с широкой областью гомогенности, с дисперсностью - до 300 мкм, твердостью - 7-9, плотностью - 7,85 г/см3; вводятся в гибридное связующее по п.28 формулы изобретения для получения на его основе и тканей ТЭМС-к(п) и других ферромагнитных пластиков, а также с целью модификации свойств и других пластиков на его основе.
Fe2O3 - смешанный оксид, черные тугоплавкие кристаллы; вводятся в гибридное связующее по п.27 формулы изобретения для улучшения физических, теплофизических, электростатических, теплозащитных и специальных свойств пластиков на его основе. Дисперсность НК из Fe2О3 - до 300 мкм, твердость - 6-8, плотность - 7,8 г/см3.
Fe3O4 - амфотерный оксид, нитевидные кристаллы черного или темно-серого цвета; нитевидные кристаллы этого вида вводятся в гибридное связующее по п.27 формулы изобретения для повышения физико-механических свойств пластиков, а также для улучшения физических, теплофизических, электростатических, теплозащитных и специальных свойств пластиков на его основе.
В мелкодисперсном виде (до 100 мкм) нитевидные кристаллы из Fe3O4 могут быть использованы и как пигменты, и как адсорбенты - катализаторы для органического синтеза гибридного связующего по п.27 формулы изобретения.
Модификации НК этого вида:
- губчатое железо, получается прямым восстановлением из руд при температурах ниже образования жидкой фазы;
- карбональное железо, получается при термическом разложении пентокарбонила железа, отличается особой чистотой и высокой дисперсностью (до 10 мкм) и др.
В гибридное связующее по п.28 формулы изобретения карбональное железо вводится для получения на его основе и тканных наполнителей особо чистых беспористых пластиков.
Пластики на основе этого гибридного связующего с добавками НК из оксидов железа имеют повышенную жизнеспособность, примерно в 2-3 раза превышающую жизнеспособность гибридного связующего по п.28 формулы изобретения без НК из оксидов железа.
Введение НК из оксидов железа в состав пластиков позволяет добиться снижения экзотермического эффекта при их отверждении, уменьшения усадки, повышения физико-механических, в основном отрывных, сдвиговых и изгибных характеристик и улучшения многих физических, теплофизических, электростатических и теплозащитных характеристик, а также ряда специальных свойств: стойкости к возгоранию, радиации и старению, а также улучшения электрических, магнитных и других свойств, а также снизить стоимость пластиков.
Свойства вводимых в гибридное связующее нитевидных кристаллов из оксидов железа: температура плавления - 1813 К (1540°С), разрушающее напряжение при растяжении - 13,03 МПа, модуль упругости - 198,8 ГПа, твердость - 9-10, дисперсность - до 300 мкм.
Нитевидные кристаллы из оксидов железа - 2-13 мас.ч. вводятся в гибридное связующее по п.28 формулы изобретения одновременно с антипиренами - гексахлорбензолом и/или трехокисью сурьмы - 12-23 мас.ч.
НК из оксидов железа вводятся в гибридное связующее по п.28 формулы изобретения для модификации свойств пластиков, в основном на основе этого связующего и тканей ТЭМС-к(п), в том числе и их антистатических свойств, антипирены - гексахлорбензол и трехокись сурьмы - для повышения огнестойкости пластиков, их пожаробезопасности, а также улучшения их антифрикционных свойств за счет тканей ТЭМС-к(п) и трехокиси сурьмы.
Ниже в табл.54 приводятся основные характеристики пластиков на основе тканей ТЭМС-к(п) и гибридного связующего по п.28 формулы изобретения, модифицированного нитевидными кристаллами из оксидов железа.
Основные характеристики пластиков на основе тканей ТЭМС-к(п) и гибридного связующего по п.28 формулы изобретения, модифицированного нитевидными кристаллами из оксидов железа
Характеристики пластиков на основе гибридного связующего по п.28 формулы изобретения с добавками НК из оксидов железа и тканей ТЭМС-к(п) имеют тенденцию к снижению, ниже приводятся данные по снижению характеристик пластиков при длительном хранении (в течение 10 лет) в условиях ±50°С и относительной влажности до 98%:
- физико-механических - не происходит, за исключением снижения сдвиговых и отрывных характеристик на 10-20%;
- теплофизических - снижаются на 2-5%;
- теплозащитных - снижаются на 7-10%;
- электрических - снижаются на 10-15%;
- электростатических - снижаются на 15-20%.
Пластики на основе гибридного связующего по п.28 формулы изобретения с добавками НК из оксидов железа стойки к воздействию агрессивных сред, в том числе и средств ДДД и ОВ, смазок, мазей, углеводородных растворителей и др.
Пластики этого типа биостойки (от грызунов, термитов и др.) и грибостойки, стойки к воздействию радиации (γ-облучение дозой 0,1 Мрад).
Недостатки пластиков этого типа: пластики плохо обрабатываются режущим инструментом, оснащенным обычными твердыми сплавами типа ВК; пластики выделяют значительное количество газопродуктов (3-7%):
при 20±5°С - спирт, ацетон;
при 50±5°С -спирт, ацетон, толуол, фенол, анилин, эпихлоргидрин, формальдегиды и др.
Методы переработки гибридного связующего по п.28 формулы изобретения с добавками НК из оксидов железа и тканных наполнителей обычные (изложены в табл.14, 15).
Несмотря на вышеприведенные недостатки, пластики этого типа высокоэффективны и могут быть использованы во многих отраслях промышленности. Многие эксплуатационные характеристики пластиков на основе гибридного связующего по п.28 формулы изобретения с добавками НК и тканных наполнителей могут быть улучшены за счет дополнительного введения в них углеродографитовых смесей, сажи, порошковых оксидов и нитридов металлов, а также оксидов кремния различных модификаций.
Все пластики на основе гибридных связующих по п.28 формулы изобретения с добавками НК и тканных наполнителей электропроводны, с их помощью полностью решаются проблемы защиты изделий из композиционных волокнистых материалов от возникновения и накопления зарядов статического электричества, которые происходят в процессе их эксплуатации.
Гарантийный срок хранения и эксплуатации пластиков этого типа при температурах ±50°С и относительной влажности до 98% - 20 лет.
Эффективность применения гибридного связующего по п.29 формулы изобретения
В гибридное связующее по п.29 формулы изобретения вводятся мелкодисперсные порошковые наполнители, содержащие нитриды и/или оксиды металлов и кремния, выбранные из группы: оксид магния - жженая магнезия, оксиды алюминия - глинозем, оксиды титана - рутил, оксиды кремния - кремнезем, нитриды бора или их смеси в различных соотношениях компонентов.
Все вышеназванные порошковые наполнители вводятся в гибридное связующее по п.29 формулы изобретения однокомпонентно и/или группами по 2-6 компонента в группе. Вводятся они в гибридное связующее в виде порошковых наполнителей в количестве 7-18 мас.ч.
Применяются все вышеперечисленные наполнители в гибридном связующем по п.29 формулы изобретения в основном для модификации физических, теплофизических, электростатических, теплозащитных, физико-механических характеристик пластиков на основе этого гибридного связующего и тканных наполнителей разных типов.
Эффективность их однокомпонентного введения в гибридное связующее по п.29 формулы изобретения широко раскрыто в описаниях к п.п.26, 27, 29-33 формулы изобретения. В описании эффективности применения гибридного связующего по п.32 формулы изобретения частично раскрыта эффективность совместного использования оксидов алюминия и кремния, вводимых в гибридное связующее по п.32 формулы изобретения в соотношениях от 1:1 до 1:0,1, а в описании эффективности применения гибридного связующего по п.33 формулы изобретения частично раскрыта эффективность совместного использования нитридов бора: BN, боразона и боразола.
Все другие оксиды и нитриды металлов и кремния, вводимые в гибридное связующее по п.29 формулы изобретения (оксиды магния, титана, алюминия, кремния, нитриды бора и их модификаций), могут вводиться в него и группами по 2-6 и более компонентов в группе. Они могут вводиться для улучшения многих свойств пластиков, изготовленных на основе этого гибридного связующего и тканных и/или нитяных наполнителей разных типов.
К сожалению, многообразие сочетаний вводимых в гибридное связующее по п.29 формулы изобретения компонентов из оксидов и нитридов металлов и кремния настолько велико, а их влияние на свойства пластиков настолько малозначительно (в пределах вводимых масс порошковых наполнителей - 7-18 мас.ч.), что не дает в пределах данного описания провести полный анализ свойств пластиков, получаемых на основе этих сочетаний материалов.
По-видимому, этот анализ надо сделать отдельно применительно к особенностям конструкций из композиционных волокнистых материалов, в которых возможно и эффективно применение этих материалов.
Эффективность применения гибридного связующего по п.30 формулы изобретения, способ его получения
В гибридное связующее по п.30 формулы изобретения введен порошкообразный оксид магния (MgO), примененный в основном для модификации физических свойств композитов на его основе.
Оксид магния - жженая магнезия, представляет собой мелкодисперсный (до 10 мкм) серебристо-белый тугоплавкий порошок, имеющий свойства, представленные в табл.10. Оксид магния вводится в гибридное связующее по п.30 формулы изобретения в качестве наполнителя в количестве 7-18 мас.ч. с целью:
- повышения теплостойкости и термостабильности композиционных пластиков, изготавливаемых на основе этого связующего и тканей ТЭМС-к(п),
- повышения ударной вязкости стекло-угле-боро-органопластиков, образуемых методами намотки и/или прессования;
- повышения удельной прочности и жесткости композитов, прочности на растяжение и сдвиг, а также улучшения их некоторых теплозащитных характеристик.
Повышение ударной вязкости композитов на основе гибридного связующего по п.30 формулы изобретения зависит от:
- количества и дисперсности вводимого в них порошкообразного наполнителя оксида магния, а также равномерности его распределения;
- влажности вводимого в композиты порошкообразного наполнителя оксида магния;
- условий его предподготовки, то есть от времени и температуры термообработки вводимого в композит порошкообразного оксида магния;
- технологического регламента переработки гибридного связующего вместе с вводимым порошкообразным оксидом магния на различных этапах его переработки в изделия, то есть от:
- технологии приготовления гибридного связующего;
- режимов получения на его основе тканных "препреговых" полуфабрикатов;
- режимов формования и отверждения пластиков, образуемых на основе этих "препрегов".
Примечание - С целью улучшения физико-механических, теплофизических и некоторых других характеристик армированных пластиков (например, их гигроскопичности, гидрофобности и газонепроницаемости) вводимые в гибридные связующие порошкообразные оксиды магния должны быть предварительно (непосредственно перед введением в связующее) отожжены в термокамере при температурах 250-450°С в течение 3-6 часов, а затем охлаждены под вакуумом до температур 40-70°С.
Введение порошкообразной массы оксида магния в гибридное связующее по п.30 формулы изобретения рекомендуется в следующих пределах:
- для изделий, получаемых методами прессования - до 30-40% по массе;
- для изделий, получаемых методами намотки - до 20-30%.
Примечание - Введение порошкообразной массы оксида магния в гибридное связующее по п.30 формулы изобретения свыше 40% не рекомендуется для изделий, получаемых обычными методами намотки, поскольку это приводит к увеличению вязкости гибридного связующего (до 1-5 МПа) и, как следствие этого, затруднению условий его переработки, а, значит, и качества получаемых изделий.
Оксид магния (жженая магнезия) может быть применен и как пигмент для придания гибридному связующему и пластикам на его основе специфического серебристо-белого цвета.
Следует иметь в виду, что введение порошкообразного оксида магния в гибридное связующее в больших количествах (более 40%) значительно повышает его плотность, что ухудшает его адгезионные характеристики, пластики на таком связующем становятся склонными к образованию большой усадки, значительных внутренних напряжений, короблению, растрескиванию, образованию пор и т.д.
Способ получения гибридного связующего по п.39 формулы изобретения заключается в введении в гибридное связующего по п.1 формулы изобретения, находящегося в ректоре-смесителе, дополнительного порошкообразного наполнителя - оксида магния в количестве 7-18 мас.ч. и перемешивание его с гибридным связующим по п.1 формулы изобретения при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну приготавливаемого продукта и последующим его охлаждением до температур 20±1°С.
Основные свойства пластиков на основе гибридного связующего по п.30 формулы изобретения и стекло-угле-боро-органо-наполнителей представлены в табл.54.
Основные свойства различных материалов на основе гибридного связующего по п.30 формулы изобретения











Эффективность применения гибридного связующего по п.31 формулы изобретения, способ его получения
Оксид титана (TiO2) - рутил - вводится в гибридное связующее по п.31 формулы изобретения в количестве 7-18 мас.ч. в виде белого мелкодисперсного порошка с размерами частиц 1-100 мкм и свойствами, приведенными в табл.10. Эффективность его введения в гибридное связующее обусловлено несколькими причинами:
- во-первых, оксид титана в количестве 7-18 мас.ч. вводится в гибридное связующее по п.31 формулы изобретения для повышения ударной вязкости пластиков, образуемых на его основе, при этом ударную вязкость композитов на основе связующего по п.1 формулы изобретения с порошкообразными добавками рутила удается повысить на 50-70%;
- во-вторых, оксид титана повышает некоторые физико-механические характеристики пластиков, образуемых на основе гибридного связующего по п.31 формулы изобретения, в частности, улучшаются такие характеристики пластиков, как:
- стойкость к образованию трещин;
- стойкость к воздействию тепловых и световых потоков;
- удельная прочность и жесткость пластиков;
- твердость пластиков к воздействию локальных нагрузок;
- в-третьих, оксид титана повышает коррозионную стойкость пластиков, образуемых на основе гибридного связующего по п.31 формулы изобретения, поэтому гибридное связующее с добавками оксида титана может быть использовано для:
- создания силовых конструкций для авиа-космической техники;
- образования на базе этого связующего теплозащитных пластиковых антикоррозионных покрытий шахт и дымовых стволов;
- придания композитам специфической окраски;
- придания композитам некоторых специфических свойств, таких как: стойкость к образованию трещин, прочность адгезии к волокнам, вибростойкость и т.д.
Хотя гибридное связующее с добавками оксида титана в пластиках несет не более 5% общей нагрузки, оно находится в сложном напряженном состоянии, так как основная роль его состоит в перераспределении нагрузки между волокнами. Только при растяжении однонаправленных пластиков условия деформирования наполнителя и отвержденного связующего (полимерной матрицы) примерно одинаковы.
Волокна, не совпадающие по направлению с действующей силой, вызывают существенную концентрацию напряжений в связующем, уровень которой определяется соотношением модулей упругости компонентов.
При этом разрушение в слоях с поперечным армированием происходит при деформациях, существенно меньших деформаций разрыва гибридного связующего по п.1 формулы изобретения. Образование микротрещин в процессе нагружения композиции является следствием концентраций напряжений, обусловленных как характером армирования, так и наличием точечных микродефектов в структуре, при этом, чем меньше дисперсность вводимого порошка рутила, тем меньше точечных дефектов в структуре пластиков на основе гибридного связующего по п.31 формулы изобретения.
Процесс образования микротрещин начинается при определенном уровне напряжений, называемом пределом трещиностойкости материала композита. Например, для стеклотекстолита на основе гибридного связующего по п.31 формулы изобретения и стеклоткани Т-10/2 предел трещиностойкости при растяжении составляет 85-92% от предела его прочности на разрыв и изменяется в зависимости от соотношения компонентов (связующего, наполнителя и мелкодисперсной добавки оксида титана).
Прочность на сдвиг связующего играет существенную роль в создании ответственных конструкций. Она должна быть по крайней мере не ниже прочности адгезии связующего к волокну. С достаточной для практики точностью прочность на сдвиг стеклопластиков на основе гибридного связующего по п.31 формулы изобретения можно считать равной 55-75% прочности их на разрыв.
В реальных условиях при подборе компонентов гибридного связующего уделялось внимание прочности адгезии к волокну. Известно, что слабая адгезия приводит не только к разрушению наиболее нагруженных волокон, но и сопровождается значительным ростом концентрации напряжений в отвержденном гибридном связующем, что в конечном итоге снижает несущую способность конструкций на его основе.
Механизм адгезионной связи связующего с армирующими волокнами включает в себя физические, химические, электрические явления, трение волокон о полимерную матрицу при их механическом обжатии в композиции. Высокий уровень значения удельной поверхности применяемых волокон (0,2-2,3 м3/г), соблюдения условий их критической длины (0,12-1 мм) и оптимальная дисперсность вводимых в гибридное связующее добавок рутила (1-10 мкм) являются определяющими факторами адгезионной прочности материала композита.
При этом важная роль отводится химической адгезии, зависящей от вида полярных групп, входящих в состав молекул контактирующих между собой веществ. В этом отношении примененное гибридное связующее по п.31 формулы изобретения выгодно отличается от других типов связующих, так как позволяет при приблизительно равных значениях когезионной прочности добиваться существенного увеличения удельной прочности пластиков.
К сожалению, в настоящее время еще не выработан обобщенный критерий требований к связующим, который бы объединял прочностные и деформативные свойства волокнистых наполнителей с узорами армирования и характером нагружения композиции, физико-механическими и теплофизическими свойствами последней, а также учитывал бы технологические особенности методов формования, размеры и форму конструкций, экономические показатели. То же самое можно сказать и о наполнителях. Пока еще разработка новых типов связующих и пластиковых конструкций на их основе связана с большим объемом экспериментальных исследований, особенно трудоемких и дорогостоящих, когда отработка конструкции изделия и технологии его изготовления проводится на натурных образцах и/или изделиях.
К сожалению, в связи с большим объемом экспериментальных исследований, а также их трудоемкостью, длительностью воспроизведения и дорогостойкостью, не представляется возможным раскрыть весь комплекс вопросов, касающихся получения пластиков на основе гибридного связующего по п.31 формулы изобретения с добавками оксида титана и тканных наполнителей разных структур.
Ведь вводимые в гибридное связующее добавки меняют широкий спектр свойств пластиков, поэтому в данном описании будет сделан акцент только на главных эффектах, создаваемых вводимыми в связующее (и композиты на его основе) добавками.
Например, вводимые добавки из оксидов титана и сажи (или углеродографитовых смесей) значительно (кроме основных прочностных, теплофизических и антистатических свойств) повышают качество и эксплуатационную надежность пластиков от действия агрессивных сред, таких как:
- действие агрессивных сред газов и паров веществ;
- действие растворов щелочей и основных солей;
- действие нейтральных и кислых солей;
- действие растворов серной, азотной и других кислот.
Все пластики на основе гибридного связующего с добавками оксида титана и сажи (и/или углеродографитовых смесей) имеют повышенную теплостойкость и термостабильность (на 20-50% в сравнении с пластиками на основе гибридного связующего по п.1 формулы изобретения). Пластики на основе гибридного связующего по п.31 формулы изобретения и стекло-угле-боро-органонаполнителей выдерживают длительное (до 1000 час) воздействие температур - 180-300°С.
Все пластики на основе гибридного связующего по п.31 формулы изобретения пригодны при длительной эксплуатации (до 10 лет без ремонта) в умеренно холодном климате при температурах рабочей зоны ±50°С и влажности до 98%, сохраняя при этом высокие антикоррозионные и антистатические свойства в течение 10 лет.
Ниже в табл.55 приведены основные свойства различных материалов на основе гибридного связующего по п.31 формулы изобретения.
Основные свойства различных материалов на основе гибридного связующего по п.31 формулы изобретения











Способ получения гибридного связующего по п.31 формулы изобретения заключается в введении в гибридное связующего по п.1 формулы изобретения, находящегося в ректоре-смесителе, дополнительного мелкодисперсного наполнителя - оксида титана в количестве 7-18 мас.ч. и перемешивании его с гибридным связующим по п.1 формулы изобретения при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну приготавливаемого продукта и последующим его охлаждением до температур 20±1°С.
Эффективность применения гибридного связующего по п.32 формулы изобретения
В гибридном связующем по п.32 формулы изобретения использованы в качестве мелкодисперсных наполнителей оксиды алюминия и/или оксиды кремния в количестве 7-18 мас.ч.
Оксид алюминия (Al2O3) - глинозем - амфотерный оксид, способный входить в химические соединения с компонентами связующего и проявлять с ними как кислотные, так и щелочные свойства.
Оксид алюминия может иметь несколько порошковых и кристаллических модификаций: алюмосиликатов, алюминатов, а также нерастворимых в воде полевых шпатов, слюды и др., и может быть использован в гибридном связующем в количестве 7-18 мас.ч. для:
- повышения теплостойкости, термостабильности и огнестойкости композитов на его основе;
- повышения ударной вязкости композитов на его основе;
- повышения физико-механических свойств композитов и, в том числе, для повышения их прочности при межслоевом сдвиге и отрыве, и особенно - для повышения трансверсальной прочности и жесткости композитов;
- как адсорбент, то есть как компонент, на поверхности которого происходит адсорбция - концентрирование некоторых веществ из объема фаз на поверхности раздела фаз: как агент, замедляющий скорость химических реакций, происходящих в связующем при его отверждении, и повышающий жизнеспособность связующего;
- как пигмент серебристо-белого цвета, позволяющий изменять окраску композитов.
Оксид алюминия можно вводить в гибридное связующее в виде нескольких модификаций:
- в виде оксида алюминия (Al2O3) - глинозема серебристо-белого тугоплавкого порошка с дисперсностью кристаллов 1-100 мкм в количестве 7-18 мас.ч. к массе гибридного связующего по п.32 формулы изобретения со свойствами, приведенными в табл.10;
- в виде алюмосиликатов, то есть группы химических соединений на основе силикатов (SiO2+Al2O3, SiO4+AlO4 и др.).
В первом варианте порошкообразный оксид алюминия может применяться для улучшения физических, теплофизических, электростатических, теплозащитных и физико-механических характеристик пластиков (вводится в гибридное связующее в виде порошковой массы до 40% к массе связующего).
Оксид алюминия в основном повышает ударную вязкость пластика - от 10 до 50% (в зависимости от количества вводимой массы и ее дисперсности: чем выше дисперсность, тем выше ударная вязкость пластика, тем выше и прочность пластика на разрыв, сдвиг и отрыв, тем выше и трансверсальные характеристики цилиндрических пластиков из композиционных волокнистых материалов, в частности, их трансверсальная прочность и жесткость).
Во втором варианте оксид алюминия вводится в гибридное связующее по п.32 формулы изобретения совместно с оксидами кремния в виде порошковых наполнителей до 5-10% к массе связующего, размеры вводимых в гибридное связующее порошковых наполнителей Al2Oз, AlO4 и SiO2, SiO4 могут колебаться в пределах от 1 до 300 мкм.
Введение мелкодисперсных наполнителей из Al2О3, AlO4, SiO2, SiO4 и др. в состав пластиков позволяет добиться снижения экзотермического эффекта при отверждении связующего, уменьшения усадки, уменьшения уноса пластика от воздействия высокоскоростных высокоэнтальпийных газодинамических потоков, а также улучшения механических и некоторых теплофизических характеристик пластиков, а также ряда их специальных свойств - радиации и старения, электрических, электростатических, магнитных и др.
Введение мелкодисперсных порошковых наполнителей из оксидов алюминия и кремния в гибридное связующее по п.32 формулы изобретения позволяет значительно снизить стоимость пластиков, образуемых на его основе.
Введение в это гибридное связующее оксидов алюминия и кремния (Al2O3, AlO4, SiO2, SiO4 и др.) могут использоваться и как наполнители, и как загустители, и как замедлители отверждения гибридного связующего по п.32 формулы изобретения.
В частности, оксиды алюминия (Al2О3, AlO4 и др.) совместно с оксидами кремния (SiO2, SiO4 и др.) могут использоваться и для повышения жизнеспособности гибридного связующего. В этом варианте оксиды алюминия и кремния могут использоваться в виде молекулярных сит, способных адсорбировать различные компоненты гибридного связующего, в том числе и компоненты его отвердителя - смолы СФ-340А.
В качестве молекулярных сит рекомендуется применение оксидов алюминия в составе кристаллических алюмосиликатов натрия (п.п.13-18 формулы изобретения) или чистых алюмосиликатов в виде цеолитов.
Введение их в гибридное связующее по п.32 формулы изобретения может осуществляться несколькими методами:
- непосредственно смешиванием с отвердителем - смолой СФ-340А на различных стадиях его приготовления;
- предварительным насыщением гибридного связующего парами адсорбируемого отвердителя;
- введением в связующее в виде Na-цеолитов, то есть алюмосиликатов натрия в виде твердых частиц с регулярной пористой структурой и дисперсностью до 10-15 мкм.
Вводимые (до 5-10% к массе гибридного связующего) молекулярные сита типа Na-цеолита (или алюмосиликаты натрия) позволяют увеличить жизнеспособность гибридного связующего по п.32 формулы изобретения в 2-3,5 раза и одновременно снизить усадку пластиков на его основе, а следовательно, и снизить образование в таких пластиках внутренних напряжений, наиболее существенных на границе раздела фаз.
Следует заметить, что величина внутренних напряжений в пластиках, а, значит и их трансверсальная прочность в значительной степени зависит от:
- типа армирующего наполнителя, его состава, структуры и технологии его переработки;
- наличия нанесенных на него замасливателей и/или аппретов;
- коэффициентов термического расширения материалов композита и оправки;
- толщины стенки композита;
- геометрических размеров и формы композита;
- степени и скорости отверждения гибридного связующего и других параметров.
Все вышеприведенные параметры и их анализ не могут быть раскрыты в материалах данной заявки, поскольку они выходят за пределы формулы изобретения данного патента.
Однако, и не учитывать их нельзя, поскольку наиболее существенным недостатком всех пластиков является их низкая прочность при межслоевом отрыве - 59-245 МПа (трансверсальная прочность) и невысокая прочность при межслоевом сдвиге - 5,9-78,5 МПа.
В заключении описания данного раздела можно сделать вывод: что введение в гибридное связующее по п.32 формулы изобретения гетерогенных пористых веществ на основе оксидов алюминия и кремния значительно (на 200-300%) увеличивает жизнеспособность этих связующих, а также повышает ударную вязкость композитов на их основе (на 20-50%) и трансверсальную прочность (на 30-40%).
Примечание - Все вышеприведенные значения параметров существенно зависят от методов изготовления конструкционных композитов и наполнителей, применяемых для их образования. Так, например, методом намотки и протяжки практически невозможно получить однонаправленный материал, содержащий менее 55% наполнителя, в прессованных пластиках содержание волокнистого наполнителя может меняться от 40 до 65%, а композиты, полученные методом "сухой" пропитки наполнителя в замкнутой форме, обычно характеризуются содержанием наполнителя от 30 до 50%. Максимальное наполнение композиции при напылении связующего не превышает 30%.
Для пластиков, содержащих порошковые наполнители из оксидов алюминия и кремния, пока не установлена взаимосвязь свойств исходных компонентов и их соотношений (связующего, наполнителя и добавок) со свойствами готовой композиции.
В данном изобретении впервые сделана попытка оценить прочностные свойства композитов в зависимости от связующего и наполнителя, критических размеров - длины волокон, формы и размеров частиц наполнителя, их ориентации и т.д.
В целом, прогнозируя те или иные свойства пластиков на основе гибридного связующего по п.32 формулы изобретения, следует отметить, что, если деформативные свойства композитов могут быть оценены на основе анализа их макроструктуры, то физические, теплофизические, электростатические, теплозащитные и иные их свойства - только методами испытаний с учетом механизмов их разрушения.
Эффективность применения гибридного связующего по п.33 формулы изобретения
В гибридном связующем по п.33 формулы изобретения использованы в качестве наполнителей нитриды бора, боразон (BN) и боразол (B3N3H6) в количестве 7-18 ма.ч.
Боразон - одна из кристаллических форм нитрида бора, кристаллы дисперсностью до 100 мкм, не уступающие по твердости алмазу, но более термостойкие и прочные; вводится в гибридное связующее по п.33 формулы изобретения для получения на его основе и нитяных тканных наполнителей сверхтвердых абразивных пластиков, которые могут использоваться при создании:
- упруго-гибких ленточных спиралей из композиционных волокнистых материалов;
- вязко-упругих ленточных спиралей с "упругой памятью";
- термостойких пластиков с высокими тепло-огнезащитными свойствами и эрозионной стойкостью;
- для получения боропластиков - армированных пластиков, содержащих в качестве наполнителя мононити или тканные, и/или нетканные материалы из борного волокна.
Боропластики с добавками боразона могут применяться:
- для изготовления высоконагруженных пластиковых конструкций;
- для упрочнения металлических конструкций;
- для улучшения свойств стеклопластиков, образованных в основном на основе алюмоборосиликатных нитей или тканей, имеющих в своем составе до 10% оксида бора (В2О3), до 54% оксида кремния (SiO2) и до 7-25% оксидов алюминия (Al2О3) и 7-25% оксидов железа (Fe2О3) (табл.3).
Стеклопластики на основе указанного стеклонаполнителя и гибридного связующего по п.33 формулы изобретения также могут быть использованы для изготовления конструкций ракетно-космической и авиационной техники.
Основные свойства порошкообразного наполнителя из нитрида бора (BN) представлены в табл.10:
- молекулярная масса - 24,8;
- плотность, г/см3 - 2,27;
- температура плавления, К - 3023;
- температура кипения, К - 3273;
- удельная теплоемкость, кДж/(кг·К) - 0,92;
- коэффициент теплопроводности, Вт/(м·К) - 14,3.
Кроме того, вводимые с вышеприведенными свойствами добавки боразона могут быть использованы для модификации свойств композитов на основе гибридного связующего по п.33 формулы изобретения. Предлагается вводить в это гибридное связующее мелкодисперсный порошок боразона (до 100 мкм) в количестве 7-18 мас.ч. Вводимый в этом количестве боразон значительно увеличивает ударную вязкость пластиков, которая составляет, кДж/м2:
- для стеклопластиков - 25-750;
- для углепластиков - 30,5-90,3;
- для боропластиков - 55-98;
- для органопластиков - 170,8-210,1.
При этом модифицированные боразоном пластики имеют достаточно высокие и другие характеристики пластиков, например, водопоглощение, за исключением органопластиков, у которых водопоглощение находится в пределах 3-18%, тогда как для стеклопластиков, боропластиков и углепластиков оно находится в следующих пределах, %:
- для стеклопластиков - 0,05-6;
- для углепластиков - 0,12-3;
- для боропластиков - 0,06-3.
Одна из кристаллических модификаций нитрида бора - белый графит, белый, похожий на тальк порошок; вводится в гибридное связующее по п.33 формулы изобретения в качестве добавки в количестве 7-18 мас.ч. для получения на его основе огнеупорных пластиков с высокой огне-эрозионной стойкостью.
Кроме того, пластики на основе гибридного связующего по п.33 формулы изобретения и тканей ТЭМС-к(п) могут быть использованы в качестве антифрикционных износостойких материалов, обладающих высокими сублимирующими и антистатическими свойствами.
Пластики с добавками графита в количестве 7-18 мас.ч. или других карбонизированных продуктов, например, сажи, углеродографитовых смесей, углеродистого кремния и др. - как антифрикционные электропроводящие материалы, которые могут широко применяться в электротехнике, машиностроении, атомной энергетике и др., например, для создания пластиков-замедлителей в ядерных реакторах, для создания твердых смазочных материалов из композитов, а также для модификации ряда теплофизических и специальных свойств пластиков, а в сочетании с антипиренами и оксидами металлов - стойкости к возгоранию, радиации и старению, вибростойкости, а также для улучшения электрических, электростатических, электромагнитных, полупроводниковых и других свойств.
Гибридное связующее по п.33 формулы изобретения имеет ряд существенных недостатков: пластики на его основе при введении в них более 18 мас.ч. нитрида бора имеют невысокую водостойкость (у стеклопластиков водопоглощение в течение 24 часов - 0,05-6%, у боропластиков - 0,06-3%, у углепластиков - 0,12-3%, а самое высокое водопоглощение у органопластиков - 3-18%), что значительно снижает эксплуатационные возможности таких пластиков в условиях воздействия на них агрессивных сред и высокотемпературных газовых потоков - (3,5-4)·106 Вт/м2 и скоростей потоков - 500-600 м/сек.
У пластиков на основе гибридного связующего по п.33 формулы изобретения мелкодисперсные наполнители из нитридов бора и боразона могут вызывать и такие нежелательные эффекты, как изменение их гигроскопичности и газопроницаемости.
При введении нитридов бора в гибридное связующее по п.32 формулы изобретения свыше 18 мас.ч. наблюдается значительное увеличение его вязкости (до 1-5 Па·с), что ухудшает пропитку такими составами гибридных связующих под атмосферным давлением.
Поэтому для эффективности пропитки такими составами гибридных связующих тканных наполнителей рекомендуется их пропитка под вакуумом, и/или под давлением, и/или под воздействием ультразвуковых волн, или под воздействием магнитного поля напряженностью 120-1100 Э.
Вышеназванные недостатки при пропитке тканных наполнителей гибридным связующим по п.33 формулы изобретения легко устраняются, если вместо боразона вводить с состав этих связующих боразол - B3N3H6.
Боразол - это уже не порошковый наполнитель, а неорганическое циклическое соединение, легкокипящая и легкоиспаряющаяся жидкость. Боразол - высокотехнологическая добавка для гибридного связующего по п.33 формулы изобретения, которое может быть использовано для получения термостойких полимерных пластиков.
Во-первых, его введение в гибридное связующее по п.33 формулы изобретения в количестве 7-18 мас.ч. понижает его вязкость от 0,1 до 1 Па·с (при контроле вязкости по вискозиметру ВЗ-4 это соответствует 15-85 с), и именно такие вязкости связующего более эффективны для пропитки тканей сложной структуры.
Во-вторых, гибридное связующее с добавками боразола 7-18 мас.ч. с вязкостью от 0,1 до 1 Па·с легко проникает в межнитяные пространства тканных наполнителей и заполняет поры диаметром 5-15 мкм, а в многотоннажных серийных производствах пластиковых изделий в основном и используются волокна диаметром 5-15 мкм.
Самые общие технологические рекомендации по использованию гибридного связующего по п.33 формулы изобретения состоят в следующем: волокна диаметром 5-10 мкм целесообразнее использовать с преобладанием фенолформальдегидных фракций, а волокна диаметром 11-15 мкм - с преобладанием эпоксидных фракций. Гибридным связующим по п.33 формулы изобретения с добавками боразола можно пропитывать тканные и/или нитяные наполнители с любыми замасливателями и аппретами, в том числе и прямыми, в состав которых входят вещества, обладающие высокими адгезионными и гидрофобными свойствами.
Прямые замасливатели увеличивают не только адгезионную прочность волокон, но и их атмосферо-водостойкость. Вместе с тем эти замасливатели, основы которых чаще всего составляют кремнийорганические соединения (диэтиламинометилтриэтоксилан, эпоксипропилэтоксилан и др.), могут ограничивать жизнеспособность гибридного связующего по п.33 формулы изобретения в пределах до 3 суток, и в этом случае в состав этого связующего с добавками боразола необходимо дополнительно вводить кристаллические алюмосиликаты и/или молекулярные сита типа Na-цеолита, которые способствуют увеличению жизнеспособности данного связующего в 2-3,5 раза.
Наиболее эффективно использование нитридов бора при создании боропластиков. При плотности боропластиков 1,65-1,95 г/см3 они имеют следующие свойства:
- разрушающее напряжение при растяжении, МПа - 885-1390;
- разрушающее напряжение при сдвиге, МПа - 
- модуль упругости при растяжении, ГПа - 180-270;
- модуль сдвига, ГПа - 10,5-15,5;
- относительное удлинение, % - 0,2-0,5;
- удельная прочность, км - 75-95;
- удельная жесткость, км - 12500-15500;
- ударная вязкость, кДж/м2 - 45-95.
Примечание - В числителе приводятся значения показателя вдоль направления армирования, а в знаменателе - поперек этого направления.
Эффективность применения гибридного связующего по п.34 формулы изобретения
В гибридное связующее по п.34 формулы изобретения вводятся дискретные добавки в виде монолитных или полых нитевидных кристаллов, выполненных из оксидов алюминия, хрома, железа и углеродистого кремния.
Все вышеназванные наполнители вводятся в гибридное связующее по п.34 формулы изобретения однокомпонентно и/или группами по 2-3 компонента в группе. Вводятся они в гибридное связующее в виде нитевидных кристаллов в количестве 2-18 мас.ч.
Вводятся все вышеперечисленные нитевидные кристаллы в гибридное связующее по п.34 формулы изобретения в основном для повышения физико-механических характеристик пластиков на основе этого связующего и тканных или нитяных наполнителей, а также модификации физических, теплофизических, электростатических, теплозащитных, физико-механических характеристик пластиков на основе этого гибридного связующего и тканных наполнителей разных типов.
Эффективность их однокомпонентного введения в гибридное связующее по п.34 формулы изобретения широко раскрыта в описаниях к п.п.28, 35-38 формулы изобретения.
Все вышеперечисленные нитевидные кристаллы могут вводиться в гибридное связующее по п.34 формулы изобретения и группами по 2-3 и более компонентов в группе. Вводятся они для повышения физико-механических характеристик пластиков, в основном, отрывных, сдвиговых и изгибных, а также модификации некоторых свойств пластиков на основе этого гибридного связующего и тканных и/или нитевидных наполнителей.
К сожалению, многообразие сочетаний вводимых в гибридное связующее по п.34 формулы изобретения нитевидных кристаллов достаточно велико, а их влияние на свойства пластиков настолько малозначительно (в пределах вводимых масс нитевидных кристаллов - 2-18 мас.ч.), что не дает в пределах данного описания провести полный анализ свойств пластиков, получаемых на основе этих сочетаний нитевидных кристаллов.
По-видимому, этот анализ надо сделать отдельно применительно к особенностям конструкций из композиционных волокнистых материалов, в которых возможно и эффективно применение этих нитевидных кристаллов.
Эффективность применения гибридного связующего по п.35 формулы изобретения
Гибридное связующее по п.35 формулы изобретения содержит в своем составе нитевидные кристаллы из оксида алюминия в количестве 2-18 мас.ч.
Нитевидные кристаллы из оксида алюминия (Al2O3) вводятся в гибридное связующее по п.35 формулы изобретения с целью повышения прочности композитов на его основе, в том числе при межслоевом сдвиге и изгибе, обеспечивая композитам высокие физико-механические характеристики, особенно трансверсальную (отрывную) прочность.
Оксид алюминия - амфотерный оксид, тугоплавкие нитевидные кристаллы серебристо-белого цвета. Они вводятся в гибридное связующее по п.35 формулы изобретения в количестве 2-18 мас.ч. как:
- наполнитель (основа) сверхлегких композитов, применяемых в авиакосмической технике;
- катализатор гибридного связующего;
- адсорбент для замедления процессов отверждения гибридного связующего по п.35 формулы изобретения, увеличивающий жизнеспособность связующего в 2-3,5 раза.
Нитевидные кристаллы из оксида алюминия способны в зависимости от природы взаимодействующих с ним реагентов гибридного связующего проявлять как основные, так и кислотные свойства.
Оксид алюминия в природе существует в виде нескольких кристаллических модификаций - полевые шпаты, глины, слюда и т.д. Нитевидные кристаллы из оксида алюминия могут быть введены в качестве наполнителя в гибридное связующее для создания огнеупорных пластиков на его основе, обладающих одновременно высокими тепло-огне-эрозионными свойствами.
Наиболее эффективно использование оксида алюминия в составе алюмосиликатов - групп химических соединений на основе силикатов, в которых вместе с тем присутствует и алюминий в форме алюминатов. Такие группы алюминатов (например, Al2O3+SiO2, AlO4+SiO4 и др.) могут быть использованы в составе гибридного связующего по п.35 формулы изобретения и как наполнители, и как катализаторы, и как адсорбенты.
Ниже в табл.56 приводятся свойства нитевидных кристаллов из оксидов алюминия в сравнении с порошковым наполнителем из оксидов алюминия.
Свойства нитевидных кристаллов из оксидов алюминия в сравнении с порошковым наполнителем из оксидов алюминия
Нитевидные кристаллы из оксидов алюминия вводятся в гибридное связующее по п.35 формулы изобретения для повышения механической прочности пластиков на его основе: разрывной, прочности на срез, смятие и на изгиб и, в том числе, прочности на межслоевой сдвиг и отрыв.
Например, введение нитевидных кристаллов из оксида алюминия в количестве 2-18 мас.ч. в гибридное связующее по п.35 формулы изобретения позволяет увеличить сдвиговую прочность пластиков на его основе и тканей ТЭМС-к(п) - на 20-30%, а трансверсальную - на 25-40%.
Введение в гибридное связующее по п.35 формулы изобретения одновременно и нитевидных кристаллов из оксида алюминия в количестве 2-18 мас.ч. и порошкового оксида алюминия (глинозема) в количестве 2-18 мас.ч. в соотношении от 1:1 до 1:0,1 повышает и ударную вязкость пластиков (на 5-10%), и механическую прочность, в основном прочность на изгиб (на 10-15%), сдвиг (на 15-20%) и отрыв (на 25-35%).
Нитевидные кристаллы из оксида алюминия могут вводиться в гибридное связующее по п.35 формулы изобретения в качестве молекулярного сита, обычно их вводят в гибридное связующее в виде кристаллических алюмосиликатов (AlO4+SiO4). Введение их в гибридное связующее может осуществляться как непосредственным смешиванием с отвердителем - смолой СФ-340А, так и предварительным насыщением смол ЭТФ и ДЭГ-1 парами адсорбирующего отвердителя.
Например, молекулярные сита типа Na-цеолита (или алюмосиликата натрия) увеличивают жизнеспособность гибридного связующего в 2,5-3,5 раза. Замечено, что пластики на основе гибридного связующего по п.35 формулы изобретения и тканей ТЭМС-к(п) имеют: и высокую теплопроводность (0,23-0,24 Вт/м·град), и высокую теплоемкость (1,16-1,25 кДж/кг·град), и высокую температуропроводность ((1,38-1,55)·103 м2/сек).
Кроме того, пластики на основе гибридного связующего по п.35 формулы изобретения имеют и высокие электростатические характеристики (удельное объемное сопротивление (5,4-5,9)·104 Ом·см, удельное поверхностное сопротивление (1,8-2,8)·105 Ом), и высокие теплозащитные и антистатические характеристики (эффективная энтальпия у пластиков на основе гибридного связующего по п.35 формулы изобретения и тканей ТЭМС-к(п) - (3,26-4,35)·106 Дж/кг, средний линейный унос пластика при скорости газового потока 500 м/сек и тепловом потоке 3,5·106 Вт/м2 - 0,5-0,75 мм/сек), и высокую температуру сублимации (350-450°С - для тканей типа ТЭМС-к, 650-850°С - для тканей типа ТЭМС-п), и высокую огнестойкость (кислородный индекс: КИ≈55-56% - для тканей ТЭМС-к, КИ≈56-57% - для тканей ТЭМС-п).
При этом пластики на основе гибридного связующего по п.35 формулы изобретения предотвращают в процессе эксплуатации возникновение и накопление на своих поверхностях зарядов статического электричества и, кроме того, обладают долговременным антистатическим действием, сохраняя антистатический эффект при различных эксплуатационных условиях: воздействия на них атмосферы и агрессивных сред дымовых газов, различных углеводородных растворителей, кислот и щелочей, морской воды, масел, смазок, а также средств дегазации, дезактивации и дезинфекции.
Кроме того, пластики на основе гибридного связующего по п.35 формулы изобретения и тканей ТЭМС-к(п) могут гарантированно эксплуатироваться при температурах ±50°С и относительной влажности до 98% в течение 20 лет, не снижая при этом своих физико-механических и теплофизических характеристик (за исключением снижения отрывной прочности - на 10-20%, а также теплозащитных - на 5-10% и электростатических - на 15-20% характеристик).
Эффективность применения гибридного связующего по п.36 формулы изобретения
В гибридное связующее по п.36 формулы изобретения вводятся нитевидные кристаллы из углеродистого кремния (SiC) в количестве 2-18 мас.ч.
Углеродистый кремний - темно-серые с металлическим блеском нитевидные кристаллы, вводятся в гибридное связующее по п.36 формулы изобретения для образования на его основе большой группы тепло-эрозионно-огнестойких пластиков, применяемых в авиакосмической технике.
Ниже приводятся основные свойства нитевидных кристаллов из углеродистого кремния:
- плотность, г/см3 - 3,16-3,2;
- температура плавления, К - 2963 (2690°С)
- разрушающее напряжение, ГПа - 10,97-20,58;
- модуль упругости, ГПа - 480-485.
Пластики на основе гибридного связующего по п.36 формулы изобретения с добавками нитевидных кристаллов углеродистого кремния в количестве 2-18 мас.ч. обладают высокой удельной прочностью и жесткостью и, кроме того, имеют высокую тепло-огне-эрозионную стойкость; применяются в составах гибридных связующих по п.36 формулы изобретения для получения пластиков с высокой изгибной, сдвиговой и отрывной теплопрочностью, а также для получения пластиков, обладающих рядом специфических свойств: стойкостью к возгоранию, радиации, старению, электростатических, электрических, магнитных и других свойств.
Гибридное связующее по п.36 формулы изобретения увеличивает теплопрочность пластиков на его основе в основном при межслоевом отрыве и сдвиге. Добавка нитевидных кристаллов углеродистого кремния в количестве 2-18 мас.ч. в гибридное связующее позволяет получать пластики на его основе со следующими межслоевыми характеристиками:
- по межслоевому сдвигу, МПа - 10-90;
- по межслоевому отрыву, МПа - 80-300.
Пластики на основе гибридного связующего по п.36 формулы изобретения при эксплуатации в условиях воздействия высоких температур имеют самые низкие температурные напряжения и они лучше всех из вышеприведенных пластиков сопротивляются короблению, особенно при воздействии на них высокотемпературных скоростных газовых потоков (тепловые потоки (3,5-4,5)·106 Вт/м3, скоростные потоки - 500-600 м/сек).
Теплозащитные пластики на основе гибридного связующего по п.36 формулы изобретения и тканей ТЭМС-к(п) имеют высокие теплофизические, теплозащитные и электростатические характеристики (табл.59). Эти пластики обладают высокой ударной вязкостью, особенно пластики, образованные на основе алюмоборосиликатных волокон, у которых ударная вязкость составляет 25-750 кДж/м2.
Кроме того, пластики на основе гибридного связующего по п.36 формулы изобретения и углеродных и/или борных волокон (прядей или жгутов) имеют повышенную удельную прочность и жесткость и повышенные теплозащитные характеристики (табл.57, 58).
Прочность пластиков на основе гибридного связующего по п.36 формулы изобретения и наполнителей из стеклянных, углеродных, борных и органических тканей


Теплозащитные свойства армированных пластиков на основе гибридного связующего по п.36 формулы изобретения и стекло-угле-боро-органических наполнителей



Теплофизические и теплозащитные свойства пластиков на основе гибридного связующего по п.36 формулы изобретения и тканей ТЭМС-к(п)
Все пластики (и конструкционные - стекло-угле-боро-органопластики, и теплозащитные на основе тканей ТЭМС-к(п) и гибридного связующего по п.36 формулы изобретения) технологичны при изготовлении, могут производиться методами "сухой" намотки; толщины слоев изделий (и конструкционных, и теплозащитных) воспроизводятся с высокой точностью (0,1-0,25)±0,1 мм, так как они обеспечиваются только размерами тканных наполнителей и геометрией оснастки, на которой они изготавливаются.
Кроме того, теплозащитные пластики на основе гибридного связующего по п.36 формулы изобретения и тканей ТЭМС-к(п) обладают долговременным антистатическим эффектом, имеют водопоглощение в течение 24 часов не более 0,4%. Кроме того, пластики обладают высокой стойкостью к воздействию практически всех известных агрессивных сред, в том числе от воздействия агрессивных сред дымовых газов, кислот, щелочей, морской воды, масел, смазок, углеводородных растворителей, а также моющих средств и средств ДДД (дегазации, дезактивации и дезинфекции).
Водопоглощение у теплозащитных пластиков этого класса можно снизить до 0,1-0,3% за счет проведения операции прокаливания вводимых в гибридное связующее по п.36 формулы изобретения нитевидных кристаллов углеродистого кремния.
Рекомендуемые режимы прокаливания нитевидных кристаллов углеродистого кремния: 200-800°С без доступа воздуха в течение 3-6 часов с последующим равномерным охлаждением термокамер с находящимися в них нитевидными кристаллами углеродистого кремния.
Примечание - Физико-механические характеристики теплозащитных пластиков на основе гибридного связующего по п.36 формулы изобретения и тканей ТЭМС-к(п) имеют низкие значения, в 2-5 раз ниже конструкционных пластиков на основе стекло-угле-боро-органонаполнителей.
Ниже по тексту описания приводятся данные физико-механических свойств пластиков на основе гибридных связующих по п.36 формулы изобретения и тканей ТЭМС-к(п):
- разрушающее напряжение при растяжении в направлении основы, МПа - 152-160;
- разрушающее напряжение при изгибе, МПа - 89-100;
- разрушающее напряжение при смятии, МПа - 110-130;
- разрушающие отрывные (трансверсальные) напряжения, ГПа:
от конструкционного стеклопластика СКН-21 - 15-20;
от конструкционного стеклопластика СКН-24 - 20-30.
Кроме того, пластики на основе гибридного связующего по п.36 формулы изобретения и тканей ТЭМС-к(п) практически не снижают своих физико-механических и теплофизических свойств в течение 10 лет эксплуатации при температурах ±50°С и относительной влажности до 98%.
Теплозащитные свойства таких пластиков при длительной эксплуатации (10 лет) снижаются на 10-15%, а электрические и электростатические - на 15-25%. Наибольшее снижение прочностных свойств у таких пластиков при длительной эксплуатации наблюдается по трансверсальным (отрывным) напряжениям, снижение которых доходит до 20-30% от стеклопластиков типа СКН-21 и до 10-15% от стеклопластиков типа СКН-24.
Пластики на основе гибридного связующего по п.36 формулы изобретения и тканей ТЭМС-к(п) имеют существенный недостаток - они выделяют при эксплуатации газообразные продукты: при температурах 20±5°С - этиловый спирт, ацетон, толуол; при температурах 50±5°С - этиловый спирт, ацетон, толуол, фенол, бутиловый спирт, формальдегиды, а при горении еще и аммиак, углекислый газ, фосфорный и хлористый ангидриды, водяные пары и другие летучие газовыделения.
Эффективность применения гибридного связующего по п.37 формулы изобретения
В гибридное связующее по п.37 формулы изобретения вводятся нитевидные кристаллы хрома и его оксидов в количестве 2-18 мас.ч.
Нитевидные кристаллы хрома имеют серо-стальной цвет, обладают очень высокими жаропрочностью и твердостью (с плотностью - 7,18 г/см2, температурой плавления - 1903°С и твердостью - 9-10). В чистом виде введение в гибридное связующее по п.37 формулы изобретения в качестве добавки кристаллов из чистого хрома затруднено вследствие технологических трудностей получения его дискретных составов.
В качестве добавок в гибридное связующее по п.37 формулы изобретения могут вводиться оксиды хрома - Cr2O3, и/или CrO3.
Cr2О3 - амфотерный оксид, темно-зеленые тугоплавкие нерастворимые в воде нитевидные кристаллы. Cr2О3 может проявлять в зависимости от природы взаимодействующих с ним реагентов гибридного связующего как кислотные, так и основные свойства. В гибридном связующем по п.37 формулы изобретения Cr2О3 может применяться с несколькими целями:
- как компонент теплозащитных пластиков на основе гибридного связующего по п.37 формулы изобретения и тканей ТЭМС-к(п) для защиты пластиков типа СКН и др. от воздействия агрессивных сред дымовых газов и высоких температур (от 180 до 300°С);
- как наполнитель для получения конструкционных пластиков с повышенной износостойкостью;
- как катализатор в органическом синтезе гибридного связующего по п.37 формулы изобретения;
- как пигмент для пластиков, окрашивающий их в темно-зеленый цвет.
CrO3 - кислотный оксид, темно-красные, растворимые в органических растворителях и воде кристаллы. CrO3 применяется в гибридном связующем по п.37 формулы изобретения как:
- окислитель органических соединений, находящихся в гибридном связующем (при химическом взаимодействии с ними CrO3 проявляет кислотные свойства);
- наполнитель пластиков типа СКН, образованных на основе гибридного связующего по п.37 формулы изобретения и стеклотканей различной структуры и линейной плотности;
- компонент, вводимый в гибридное связующее по п.37 формулы изобретения для получения хромовых теплозащитных покрытий или теплозащитных пластиков на его основе, используемых для повышения коррозионной стойкости конструкционных пластиков типа СКН.
Нитевидные кристаллы из оксидов хрома вводятся в гибридное связующее по п.37 формулы изобретения для создания пластиков на его основе с высокой коррозионной стойкостью, а также образования на основе этих пластиков защитных покрытий для нанесения их на металлопластиковые поверхности, а также повышения ударной вязкости пластиков и их прочности на растяжение, сжатие, изгиб, отрыв и сдвиг. Нитевидные кристаллы хрома имеют следующие характеристики:
- плотность, г/см3 - 7,1-7,2;
- температура плавления, К - 2160-2170;
- разрушающее напряжение при растяжении, ГПа - 8,85-9,5;
- модуль упругости, ГПа - 240-250.
В гибридное связующее по п.37 формулы изобретения одновременно с нитевидными кристаллами в количестве 2-18 мас.ч. вводится еще и анилин (2-5 мас.ч.); вводится он в гибридное связующее в составе фенолформальдегидной смолы СФ-340А для связывания свободного формальдегида.
За счет такого подбора состава гибридного связующего пластики на ее основе и тканей ТЭМС-к(п) выделяют при эксплуатации изделий незначительное количество газовыделений.
Продукты газовыделения у таких пластиков следующие:
- при температурах эксплуатации 20±5°С - этиловый спирт, ацетон, толуол;
- при температурах эксплуатации 50±5°С - этиловый спирт, бутиловый спирт, ацетон, фенол, анилин, формальдегид и эпихлоргидрид.
На основе гибридного связующего по п.37 формулы изобретения и борных наполнителей получаются пластики с высокими абразивными свойствами; коэффициент трения у таких пластиков с контртелом из металла находятся в пределах 0,094-0,096. Такие пластики обладают высокой износостойкостью, коррозионностойки даже в условиях длительного воздействия на них агрессивных сред дымовых газов, а также кислот, щелочей, углеводородных растворителей и др.
Такие пластики биостойки (от грибковых образований, термитов, грызунов и других биовоздействий). Такие пластики стойки и к воздействию радиации (γ-излучение, доза 0,1 Мрад), а также ультрафиолетовых, электромагнитных, ультразвуковых и СВЧ излучений.
Конструкционные пластики типа СКН (стеклопластики намоточные), БКН (боропластики намоточные), УКН (углепластики намоточные) и ОКН (органопластики намоточные) обладают следующими характеристиками:
- ударная вязкость, кДж/м2 - СКН - 21-685, БКН - 44-88, УКН - 26-82, ОКН - 157-192;
- удельная прочность, км - СКН - 30-100, БКН - 75-90, УКН - 35-85, ОКН - 67-120;
- удельная жесткость, км - СКН - 1150-3350, БКН - 13000-15000, УКН - 10900-12500, ОКН - 5500-6000.
Разрушающие напряжения, модули упругости и сдвига пластиков на основе гибридного связующего по п.37 формулы изобретения и стекло-боро-угле-органонаполнителей представлены в табл.60.
Разрушающие напряжения, модули упругости и сдвига пластиков на основе гибридного связующего по п.37 формулы изобретения и стекло-боро-угле-органонаполнителей



Теплофизические свойства пластиков на основе гибридного связующего по п.37 формулы изобретения и стекло-боро-угле-органонаполнителей представлены в табл.61.
Теплофизические свойства пластиков на основе гибридного связующего по п.37 формулы изобретения и стекло-боро-угле-органонаполнителей




Интервалы значений приведенных выше в таблицах характеристик материалов на гибридном связующем по п.37 формулы изобретения обусловлены влиянием различных факторов, начиная с особенностей арматуры и гибридного связующего и кончая различиями в технологических параметрах изготовления, этих различий очень много.
Например, применение некрученных нитей вместо крученных увеличивает прочность и жесткость пластиков на 10-15%, а применение волокон с прямыми замасливателями вместо парафиновой эмульсии - еще на 5-7%. Влияет на прочность и жесткость пластиков и содержание в них пор, которое может меняться в широком диапазоне (от 0,5 до 30%) в зависимости от технологических факторов процессов формования пластиков.
Например, лишь поверхностный слой гибридного связующего по п.37 формулы изобретения толщиной 0,1-0,3 мм на намотанном изделии имеет пористость 0,6-1,5%. Пористость значительно влияет на прочностные свойства пластиков, например, увеличение пористости с 1 до 10% снижает прочность пластиков в 1,5-2 раза, особенно прочность на изгиб и в меньшей степени на прочность при межслоевом изгибе и отрыве.
Приведенные в данном пункте замечания справедливы практически для всех пластиков на основе гибридных связующих по п.п.1-38 формулы изобретения, в меньшей степени - для пластиков на основе гибридных связующих по п.п.1-18 формулы изобретения и в большей степени - для пластиков на основе гибридных связующих по п.п.19-38 формулы изобретения.
Теплозащитные пластики, например, на основе гибридного связующего по п.37 формулы изобретения и тканей ТЭМС-к(п) (особенно прессованные по режимам, представленным в табл.11), имеют более высокие сублимирующие (эффективная энтальпия (2,6-4,5)-106 Дж/кг, кислородный индекс КИ - 45-60%) и электростатические (удельное поверхностное сопротивление (1,8-3,6)·105 Ом, удельное объемное сопротивление (5,4-6,1)·104 Ом·см) свойства. Кроме того, теплозащитные пластики на основе гибридного связующего по п.37 формулы изобретения и тканей ТЭМС-к(п) имеют более высокие (в сравнении со стекло-боро-угле-органопластиками) теплозащитные и электростатические характеристики:
- теплопроводность, Вт/м·град - 0,24-0,3;
- теплоемкость, кДж/кг·град - 1,16-1,26;
- температуропроводность, м2/сек - 1,4-1,55;
- удельное объемное сопротивление, Ом·м (Ом·см) - 1,2(0,12·103);
- кислородный индекс, % - 45-60;
- удельное объемное сопротивление, Ом·см - (5,2-5,9)·104;
- удельное поверхностное сопротивление, Ом - (1,6-2,9)·105;
- тепловое сопротивление, сек(кг/м2)2 - 2,2-4,2;
- температура сублимации, °С - 350-850;
- средняя скорость уноса по потере веса при тепловом потоке 3,6·106 Вт/м2 и скорости газового потока 600 м/сек, мм/сек - 0,5-0,7.
Все теплозащитные пластики на основе гибридного связующего по п.37 формулы изобретения и тканей ТЭМС-к(п) представляют собой биостойкие материалы; эти материалы в основном предназначены для изготовления конструкционных изделий (дымовые трубы, упруго-гибкие ленточные спирали, узлы и детали ракетно-космической техники и др.) и покрытий для них с целью защиты их внутренних и наружных поверхностей от высокотемпературного газодинамического прогрева, воздействия агрессивных сред и накопления статического электричества.
Гарантированный срок хранения теплозащитных пластиков на основе гибридного связующего по п.37 формулы изобретения и тканей ТЭМС-к(п) при температурах ±50°С и относительной влажности до 98% - 20 лет.
Физические и теплофизические свойства пластиков на основе гибридного связующего по п.37 формулы изобретения и тканей ТЭМС-к(п):
- водопоглощение в течение 24 часов, не более - 0,4%;
- коэффициент трения скольжения пары: теплозащитное покрытие на основе гибридного связующего по п.37 формулы изобретения и тканей ТЭМС-к(п) - антифрикционное покрытие - 0,093-0,095;
- плотность, г/см3 - 1,2-1,8;
- коэффициент теплопроводности, Вт/м·К - 0,2-0,25;
- коэффициент температуропроводности, ·106, м2/с - 0,15-0,19;
- удельная теплоемкость, кДж/кг·К - 1,1-1,5.
Физико-механические характеристики пластиков на основе гибридного связующего по п.37 формулы изобретения и тканей ТЭМС-к(п):
- разрушающее напряжение при растяжении в направлении основы, МПа - 130-150;
- модуль упругости в направлении основы, ГПа - 3-3,5;
- разрушающее напряжение при изгибе, МПа - 90-120;
- разрушающее напряжение при смятии, МПа - 110-120;
- разрушающее напряжение при отрыве, МПа, не менее:
от конструкционного стеклопластика типа СКН-21 (ОСТ 3-485-77), полотняная стеклоткань Т13 + эпоксидное связующее ЭП-5122 - 7-10;
от конструкционных стеклопластиков типа СКН-24 (ОСТ 3-483-77), сатиновая стеклоткань ТСУ 8/3-ВМ-78 + эпоксидное связующее ЭП-5122-11-15.
Теплозащитные пластики этого типа не снижают своих эксплуатационных характеристик в течение 10 лет (в условиях хранения отапливаемого помещения) и в течение 3 лет (в условиях хранения неотапливаемого склада). Такие пластики не теряют своих свойств (и не коррозируют) в атмосферных условиях, замечено снижение разрушающих напряжений при отрыве - на 10-30%, а при сдвиге - на 7-10%.
Теплозащитные пластики этого класса стойки к воздействию растворов кислот и щелочей, морской воды, углеводородных растворителей (бензин, ацетон, толуол, спирт и т.д.), а также радиации (γ-облучение, доза 0,1 Мрад), воздействия смазок, масел, средств ДДД (дегазации, дезактивации и дезинфекции) и ОВ.
Недостатки гибридного связующего по п.37 формулы изобретения: пластики на его основе недостаточно водостойки и гигроскопичны, а при температурах 50±5°С выделяют этиловый спирт, ацетон, толуол, фенол, анилин, бутиловый спирт, формальдегид, эпихлоргидрин, а при горении еще и аммиак, углекислый газ, водяные пары, фосфорные и хлористые ангидриды и др.
При введении дискретных нитевидных кристаллов Cr, и/или Cr2О3, и/или CrO3 более 18 мас.ч. гибридное связующее по п.37 формулы изобретения становится нетехнологичным при переработке, при его отверждении образуется много пор (до 25-30%), что резко ухудшает эксплуатационные характеристики пластиков на его основе.
Пластики же на основе гибридного связующего по п.37 формулы изобретения с добавками НК из оксидов хрома, вводимых в малых количествах (до 2 мас.ч.), не обеспечивают улучшения физико-механических и теплофизических свойств пластиков в необходимых пределах.
Кроме того, введение в гибридное связующее по п.37 формулы изобретения в количествах более 18 мас.ч. НК из оксидов хрома значительно ускоряет отверждение связующего и увеличивает его вязкость, что обуславливает значительные технологические трудности при его переработке в "препреги" и далее в конструкционные изделия на его основе.
Эффективность применения гибридного связующего по п.38 формулы изобретения
Нитевидные кристаллы из железа (Fe) и ее оксидов (FeO, Fe2O3, Fe3O4) вводятся в гибридное связующее по п.38 формулы изобретения в количестве 2-18 мас.ч. с целью получения на его основе и тканных наполнителей пластиков со специальными свойствами:
- получение ферритных пластиков и/или покрытий для них, применяемых в качестве магнитных материалов, используемых в электронике, радиотехнике, радиолокации и других отраслях техники; для этих целей в гибридное связующее по п.38 формулы изобретения вводятся нитевидные кристаллы оксида железа Fe2О3.
Fe2О3 - амфотерный оксид, существует в виде нескольких кристаллических модификаций: губчатого железа, карбонильного железа и др. Вводятся они в гибридное связующее по п.38 формулы изобретения обычно совместно с другими оксидами и/или нитридами металлов и оксидами кремния.
Одновременно с этим нитевидные кристаллы из оксида железа Fe2О3 могут вводиться в гибридное связующее по п.38 формулы изобретения и с целью повышения прочности и жесткости пластиков на его основе, в основном вибропрочности, прочности на растяжение и сжатие и особенно прочности на изгиб, межслоевой сдвиг и отрыв.
Одновременно с этим мелкодисперсные нитевидные кристаллы из Fe2O3 могут использоваться в гибридном связующем по п.37 формулы изобретения в качестве пигментов для получения на его основе пластиков черного цвета, а в сочетании с оксидами хрома Cr2О3 - темно-зеленого цвета, а в сочетании с оксидами CrO3 - темно-красного цвета.
Одновременно с этим гибридное связующее по п.38 формулы изобретения с добавками оксидов хрома может использоваться для создания железисто-хромистых покрытий, применяемых для повышения термостойкости и термостабильности конструкционных композитов, используемых при изготовлении стволов дымовых труб, пусковых контейнеров и других изделий.
Для этих целей наиболее эффективно использование нитевидных кристаллов из карбонильного железа, получаемого при термическом разложении пентокарбонида железа; это железо отличается особой чистотой и высокой дисперсностью (до 10 мкм).
Особенно эффективно применение этих нитевидных кристаллов для получения пластиковых сердечников электромагнитов и для изготовления пластиков с особыми свойствами: например, высокой стойкостью к радиации и старению, а также высокими электрическими, электростатическими, электромагнитными и другими характеристиками.
Fe3O4 - смешанный оксид, черные тугоплавкие нитевидные кристаллы с размерами до 300 мкм; наиболее эффективно их введение в гибридное связующее по п.38 формулы изобретения для получения на его основе и полифеновых (или капроновых) тканей типа ТЭМС-к(п) теплозащитных пластиков, обладающих высокими физическими, теплофизическими, электростатическими, теплозащитными и физико-механическими характеристиками, и одновременно стойкими к воздействию агрессивных сред: любых углеводородных растворителей, масел, смазок, средств ДДД, SIO и других агрессивных сред.
Кроме того, пластики на основе гибридного связующего по п.38 формулы изобретения с добавками нитевидных кристаллов Fe3O4 и тканей ТЭМС-к(п) имеют высокие сдвиговые, отрывные и изгибные характеристики, не накапливают на своих поверхностях зарядов статического электричества, то есть являются хорошими антистатиками, обладающими антистатическим действием в течение 20 лет.
FeO - основной оксид железа, нитевидные кристаллы черного цвета с дисперсностью до 100 мкм с широкой областью гомогенности; вводятся в гибридное связующее по п.38 формулы изобретения для получения на его основе и тканных наполнителей ТЭМС-к(п) теплозащитных пластиков с высокой однородной структурой (без пор, трещин, вздутий и других дефектов), обладающих одновременно высокими сублимирующими, тепло-огнезащитными, антистатическими и физико-механическими характеристиками, особенно сдвиговой и трансверсальной прочностью.
Основные свойства нитевидных кристаллов из оксидов железа имеют следующие характеристики:
- плотность, г/см3 - 7,85;
- температура плавления, К - 1813;
- разрушающее напряжение при изгибе, ГПа - 13,05;
- модуль упругости, ГПа - 199-200;
- твердость - 9-10.
Даже в малых дозах (2-5 мас.ч.) нитевидные кристаллы из оксидов железа могут играть роль каталитически активных структурообразователей в гибридном связующем по п.38 формулы изобретения; нитевидные кристаллы из оксидов железа при отверждении гибридного связующего регулируют размеры и количество образующихся элементов надмолекулярной структуры гибридного связующего и за счет этого улучшают физические, теплофизические, теплозащитные, электростатические, физико-механические и другие характеристики на его основе.
Одновременно с этим введение в гибридное связующее по п.38 формулы изобретения нитевидных кристаллов из оксидов железа позволяет повысить жизнеспособность гибридного связующего и "препрегов" на его основе в 2-3,5 раза, что способствует технологичности и экономичности производства пластиков на основе этих "препрегов".
Гибридное связующее по п.38 формулы изобретения допускает несколько видов отверждения:
- термохимическое отверждение пластиков, которое осуществляется обычно при конвективном нагреве их в термопечах, чаще всего электрических, автоклавах, при контактном нагреве в пресс-формах и др.;
- индукционное высокочастотное отверждение;
- отверждение гибридного связующего при пропускании через него электрического тока;
- радиационное отверждение, которое позволяет производить отверждение ее при минусовых температурах, в воде, в вакууме (например, в космосе); процесс радиационного отверждения гибридного связующего можно производить при низких температурах и не требует нагрева; уровень энергии, необходимый для радиационного отверждения гибридного связующего, в 3-4 раза ниже, чем для обычного термохимического; в частности, при радиационном отверждении гибридного связующего по п.38 формулы изобретения энергетические затраты составляют всего 21-27 кДж/моль.
Высокоинтенсивное воздействие при радиационном отверждении дает возможность более полно и на новом качественном уровне (густосетчатое сшивание, образование химических и других адгезионных связей гибридного связующего с другими компонентами) осуществить структуирование полимера и улучшить его свойства, например, получить беспористые пластики повышенной чистоты.
Для отверждения гибридного связующего по п.38 формулы изобретения необходима доза 0,6-1,8 МГр.
На процессы радиационной полимеризации гибридного связующего существенное влияние оказывает смола-пластификатор ДЭГ-1 и добавки - нитевидные кристаллы из оксидов железа, а также смола-отвердитель СФ-340А.
На поведение гибридного связующего по п.38 формулы изобретения при его радиационном отверждении влияют типы стекловолокнистого и других наполнителей, а также типы их замасливателей и аппретов.
Например, находящиеся в их составах оксиды и нитриды бора способны поглощать большие дозы радиационной энергии (около 1,5-3 МГр), вследствие чего резко в 3,5 раза увеличиваются дозы облучения гибридного связующего с такими наполнителями.
Это осложняет технологический процесс отверждения, а также требует введения в гибридное связующее стабилизирующих добавок, снижающих уровень доз облучения, и одновременно ухудшает ряд физико-механических (в основном сдвиговых, отрывных и изгибных) свойств отвержденного композита.
Для алюмоборосиликатного бесщелочного стекла марки АБС (табл.3), имеющего в своем составе до 10% оксида бора (Br2О3), предназначенного для изготовления ответственных конструкций из стеклопластиков типа СКН, а также кислотостойких стекол марок Е (рецептуры США) с содержанием оксида бора до 7-8%, проведение радиационного отверждения гибридного связующего по п.38 формулы изобретения нецелесообразно, поскольку в условиях более интенсивного облучения начинается деструкция пластиков на его основе, вследствие чего ухудшаются и свойства пластиков.
Наиболее эффективно использование гибридного связующего по п.38 формулы изобретения для получения пластиков на основе тканей ТЭМС-к(п). Они имеют (в сравнении с другими наполнителями) более высокие теплофизические, электростатические и теплозащитные характеристики (табл.62-64).
Теплофизические свойства пластиков на основе гибридного связующего по п.38 формулы изобретения и тканей ТЭМС-к(п)
Электростатические свойства пластиков на основе гибридного связующего по п.38 формулы изобретения и тканей ТЭМС-к(п)
Теплозащитные свойства пластиков на основе гибридного связующего по п.38 формулы изобретения и тканей ТЭМС-к(п)
Пластики на основе гибридного связующего по п.38 формулы изобретения и тканей ТЭМС-к(п) имеют и другие преимущества (в сравнении с пластиком - прототипом):
- водопоглощение в течение 24 часов, % - 0,2-0,3;
- коэффициент трения скольжения пары: теплозащитное покрытие - антифрикционное покрытие того же состава, но с добавками оксида сурьмы - 0,091-0,095;
- радиационная стойкость при γ-облучении дозой 0,1 Мрад (за исключением пластиков на основе боросодержащих волокон - борных, алюмоборосиликатных (типа АБС), американских стеклянных волокон состава Е и других боросодержащих волокон (табл.3).
Пластики на основе гибридного связующего по п.38 формулы изобретения подвергаются старению: при старении в условиях длительного хранения при температурах ±50°С и влажности до 98% снижаются следующие характеристики пластиков:
- физико-механические - на 5-10%;
- теплофизические - на 10-15%;
- теплозащитные - на 15-20%;
- электрические и электростатические - на 20-30%;
- межслоевые сдвиговые и отрывные характеристики - на 20-40%.
Пластики на основе гибридного связующего по п.38 формулы изобретения и тканей ТЭМС-к(п) хорошо перерабатываются в конструкционные изделия любыми методами намотки: ПН, ППН, СН, КППН и комбинированными методами намотки.
Режимы переработки гибридного связующего по п.38 формулы изобретения в "препреги" из тканей ТЭМС-к(п) и далее методами намотки в конструкционные изделия идентичны режимам, представленным в табл.14. Пластики на основе гибридного связующего по п.38 формулы изобретения и тканей ТЭМС-к(п) могут изготавливаться и методом прессования по следующему режиму:
- рекомендуемое давление прессования, МПа - 3-3,5;
- давление прессования должно создаваться при достижении плитами пресса температуры, °С - 80-130;
- скорость подъема температуры от 70 до 180-200°С, мин - 3-5;
- температура прессования, °С - 160-200;
- время выдержки пакета пластика при температурах прессования, мин:
толщиной до 1 мм, не менее - 25,
толщиной более 1 мм, не менее - 20 на 1 мм толщины.
Пластики на основе гибридного связующего по п.38 формулы изобретения и тканей ТЭМС-к(п) имеют достаточно высокую прочность при межслоевом отрыве - 60-300 МПа и сдвиге - 10-80 МПа, другие же физико-механические характеристики пластиков этого типа имеют заниженные характеристики (в сравнении с силовыми стекло-угле-боро-органопластиками):
- разрушающее напряжение при растяжении в направлении армирования, МПа - 140-160;
- разрушающее напряжение при изгибе, МПа - 110-140;
- разрушающее напряжение при смятии, МПа - 130-140;
- разрушающее напряжение при отрыве, ГПа, не менее:
от стеклопластиков типа СКН-21 - 20-25;
от стеклопластиков типа СКН-24 - 30-45.
Приведенные выше данные свойств пластиков на основе гибридного связующего по п.38 формулы изобретения и тканей ТЭМС-к(п) показывают, что они могут быть использованы в качестве теплозащитных покрытий для изделий из стекло-угле-боро-органопластиков от высокотемпературных газодинамических прогревов, и антистатических для защиты поверхностей изделий от возникновения и накопления зарядов статического электричества.
Все пластики на основе гибридных связующих по п.п.1-38 формулы изобретения и тканей ТЭМС-к(п) могут подвергаться следующей механической обработке: токарная обработка, шлифование, сверление, резание инструментами, оснащенными твердыми сплавами марки ВК, и др.
Проведенные выше исследования свойств гибридных связующих по п.п.1-38 формулы изобретения показали, что их характеристики зависят не только от состава и количества входящих в связующее компонентов и вводимых в них добавок - антипиренных, углеродографитовых, порошковых из оксидов и нитридов металлов, дискретных, из нитевидных кристаллов и их смесей, но и от способов их приготовления, а также от способов их переработки методами пропитки в "препреговые" наполнители и от способов переработки "препреговых" наполнителей методами намотки в конструкционные изделия.
В одних случаях, например, на основе гибридных связующих по п.п.1-8 формулы изобретения и тканных наполнителей, получают пластики с повышенными теплофизическими и теплозащитными характеристиками (в сравнении с пластиком-прототипом на основе гибридного связующего по авт. свид. №1036730А).
В других случаях, например, на основе гибридных связующих по п.п.9-12 формулы изобретения и тканных наполнителей, получают пластики с улучшенными электрическими и электростатическими (антистатическими) показателями при высокой термопрочности и термостойкости.
В третьих случаях, например, на основе гибридного связующего по п.13 формулы изобретения и тканных наполнителей, получают пластики с повышенной жизнеспособностью (табл.65).
Жизнеспособность гибридных связующих в зависимости от температуры и примененных наполнителей
В иных случаях, например, на основе гибридных связующих по п.п.14-18 формулы изобретения и тканных наполнителей, получают пластики с повышенной жизнеспособностью и огнестойкостью при достаточно высоких теплозащитных характеристиках.
В четвертых случаях, например, на основе гибридного связующего по п.19 формулы изобретения и тканных наполнителей, получают пластики с высокими электрическими, антистатическими и теплозащитными свойствами.
В пятых случаях, например, на основе гибридных связующих по п.п.20-24 формулы изобретения и тканных наполнителей типа ТЭМС-к(п), получают теплозащитные пластики с повышенными антистатическими и электрическими характеристиками при повышенной огнестойкости и термопрочности.
В шестых случаях, например, на основе гибридного связующего по п.25 формулы изобретения и тканных наполнителей типа ТЭМС-к(п), получают пластики с высокой износостойкостью при повышенных показателях по огне-пожаростойкости.
В седьмых случаях, например, на основе гибридных связующих по п.п.26-29 формулы изобретения и тканных наполнителей, получают пластики с высокой вибропрочностью и высокими межслоевыми характеристиками - трансверсальной и сдвиговой прочностью при повышенной теплостойкости и термостабильности.
В восьмых случаях, например, на основе гибридных связующих по п.п.29-33 формулы изобретения и тканных наполнителей, получают пластики с высокой ударной вязкостью и межслоевой прочностью, а также с высокими антистатическими и теплозащитными свойствами и износостойкостью.
В девятых случаях, например, на основе гибридных связующих по п.п.34-38 формулы изобретения и тканных наполнителей, получают пластики с высокой теплостойкостью, термостабильностью и ударной вязкостью, а также с высокой прочностью на сдвиг, отрыв и изгиб.
Все представленные в данном описании гибридные связующие по п.п.1-38 формулы изобретения обладают высокой универсальностью и технологичностью: они могут быть использованы для пропитки любых нитяных, тканных и комбинированных наполнителей (табл.66), с любыми структурами переплетения нитей в тканных наполнителях и с любыми известными в настоящее время аппретами, замасливателями и сополимерами, и с любыми антипиренными, антистатическими и металлическими добавками из оксидов и нитридов металлов и соединений кремния (SiQ2, SiC и др.), а также сажей и углеродографитовыми смесями.
В сочетании с разными наполнителями, например, стекло-органопластиковыми (табл.66), гибридные связующие по п.п.1-38 формулы изобретения могут быть использованы для изготовления любых пластиковых конструкционных изделий с применением любых способов намотки и/или прессования, в том числе и комбинированных с применением комбинаций "мокрой" и "сухой" намоток, а также их разновидностей: прямой тканевой намотки (ПТН), спиральной намотки (СН), продольно-поперечной намотки (ППН), косоугольно-продольно-поперечной намотки (КППН), косоугольно-спиральной намотки (КСН) и любых их комбинаций.
Физико-механические характеристики комбинированного стекло-органопластика на основе "препреговой" стекло-органоткани марки Т-42-78 и гибридного связующего по п.1 формулы изобретения при температуре 20±1°С
Способы же получения гибридных связующих по п.п.1-38 формулы изобретения, способы их переработки в "препреговые" наполнители и способы получения из "препрегов" пластиковых конструкционных изделий, изготавливаемых методами намотки и/или прессования, могут существенно отличаться друг от друга: и в части температурно-скоростных режимов пропитки и намотки, и в части натяжений и нахлестов слоев тканных наполнителей, и в части контактных давлений их прикатки, и в части температурных режимов пропитки и сушки "препреговых" наполнителей, и в части режимов и способов отверждения гибридных связующих, и в части предподготовки отдельных компонентов - добавок, вводимых в гибридные связующие по п.п.1-38 формулы изобретения.
В объеме одного патента охарактеризовать даже все предпочтительные варианты способов получения гибридных связующих по п.п.1-38 формулы изобретения и способов их переработки в "препреги" и далее в конструкционные изделия из них не представляется возможным.
Ниже по тексту дается несколько предпочтительных вариантов способов получения гибридных связующих, представленных в описании и формуле изобретения.
Вариант 1. Способ получения гибридных связующих по п.п.39-44 формулы изобретения
Способ предусматривает последовательное смешивание и растворение друг в друге эпокситрифенольной (ЭТФ), эпоксиалифатической (ДЭГ-1) и резольной фенолформальдегидной (СФ-340А) смол при повышенных температурах.
Подготовку смол (ЭТФ, ДЭГ-1 и СФ-340А) к смешиванию осуществляют в несколько последовательно связанных между собой технологических операций. Вначале готовят смесь эпоксидных смол ЭТФ и ДЭГ-1, имеющих показатели, представленные в табл.7.
Обе эти смолы ЭТФ (97-103 мас.ч.) и ДЭГ-1 (9-15 мас.ч.) последовательно или одновременно подают в реактор-смеситель и смешивают там между собой и ацетоно-спирто-толуольной смесью (ацетон - 87-93 мас.ч., спирт этиловый - 43-49 мас.ч., толуол нефтяной и/или каменноугольный - 7-13 мас.ч.).
Обе смолы (ЭТФ и ДЭГ-1) перед загрузкой в реактор-смеситель раздельно и с разными скоростями подогрева разогревают до температур 180-200°С в специальных плавильных камерах. Эпокситрифенольную смолу ЭТФ разогревают со скоростями разогрева 20-30°С/час. Эпоксиалифатическую смолу ДЭГ-1 разогревают со скоростями разогрева 90-100°С/час. Затем обе разогретые смолы подают в реактор-смеситель и перемешивают между собой при температурах 40-70°С. Смешивание и растворение между собой смол ЭТФ и ДЭГ-1 производится посредством ацетона, спирта этилового и толуола нефтяного и/или каменноугольного, последовательно загружаемых в реактор-смеситель при следующем соотношении компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13.
Смешивание всех вышеназванных компонентов осуществляют в реакторе-смесителе при температурах 40-70°С в течение 3-6 часов на одну тонну приготавливаемой композиции.
На следующем этапе в находящиеся в реакторе-смесителе растворенные между собой и органическом ацетоно-спирто-толуольном растворителе смолы ЭТФ и ДЭГ-1 вводят в качестве отвердителя резольную фенолформальдегидную смолу СФ-340А в количестве 31-37 мас.ч. в виде порошковой массы с размером частиц до 3 мм. Вводимая в реактор-смеситель смола СФ-340А должна соответствовать параметрам, указанным в табл.7.
После введения смолы СФ-340А в реактор-смеситель ее смешивают со смолами ЭТФ и ДЭГ-1 и органическим растворителем при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну получаемой композиции связующего.
На следующем этапе в полученную и находящуюся в реакторе-смесителе композицию связующего дополнительно вводят спирто-ацетоновый растворитель с соотношением компонентов 1:2 и перемешивают вновь полученную консистенцию гибридного связующего при температурах 40-70°С в течение 30-60 минут на одну тонну вновь получаемой композиции с доведением ее плотности до 0,95-1,1 г/см3. Затем осуществляют фильтрацию приготовленной композиции связующего с удалением из нее всех нерастворившихся компонентов посредством фильтра и/или разреженной ткани типа "Эксцельциор" с последующим ее охлаждением до температур 20±1°С и расфасовкой в специальную тару, имеющую средства герметизации, или сливом в ванночку пропиточной машины (фиг.1).
Таким образом осуществляется реализация способа получения гибридного связующего по п.1 формулы изобретения. Это связующее хорошо совместимо с различными нитяными и тканными стекло-угле-боро-органонаполнителями разных структур. Усредненные характеристики пластиков на основе вышеназванных наполнителей и гибридного связующего по п.1 формулы изобретения приведены в табл.16-18.
Полученное вышеописанным способом гибридное связующее по п.1 формулы изобретения хорошо совместимо и с капроамидными, и полифеновыми тканными наполнителями типа ТЭМС-к(п).
Свойства пластиков на основе этих тканных наполнителей и гибридного связующего по п.1 формулы изобретения приведены в табл.16-18 данного описания.
Гибридное связующее по п.1 формулы изобретения хорошо совместимо с добавками, представленными в п.п.2-38 формулы изобретения.
Гибридные связующие по п.п.2-38 формулы изобретения обладают широким спектром модифицированных свойств:
- высокой огнестойкостью (п.п.2-8 формулы изобретения);
- высокой электропроводностью и термостойкостью (п.9 формулы изобретения);
- высокой сдвиговой и трансверсальной прочностью (п.10 формулы изобретения);
- высокими электростатическими характеристиками (п.п.11-12 формулы изобретения);
- высокой жизнеспособностью (п.13 формулы изобретения);
- высокой жизнеспособностью и огнестойкостью (п.п.14-18 формулы изобретения);
- высокими электрическими, электростатическими и теплозащитными свойствами (п.19 формулы изобретения);
- высокими электрическими, электростатическими, теплозащитными свойствами при высокой огне-пожаростойкости (п.п.20-24 формулы изобретения);
- высокой огне-износостойкостью и пожаробезопасностью (п.25 формулы изобретения);
- высокой вибростойкостью и огнестойкостью при достаточно высокой термостойкости и термостабильности (п.п.26-27 формулы изобретения);
- высокой сдвиговой, отрывной и изгибной термопрочностью при достаточно высокой огнестойкости (п.28 формулы изобретения);
- высокими теплофизическими, электростатическими, теплозащитными и динамическими свойствами (п.п.29-33 формулы изобретения);
- высокой термостойкостью и термостабильностью, а также высокими антикоррозионными, антистатическими, теплозащитными, сдвиговыми, отрывными и изгибными характеристиками (п.п.34-38).
Вариант 2. Способ получения гибридных связующих по п.п.45-50 формулы изобретения
Способ предусматривает получение гибридных связующих по п.п.1-38 формулы изобретения путем последовательного растворения смол ЭТФ, ДЭГ-1 и СФ-340А в два этапа: вначале совместно с ацетоно-спирто-толуольным растворителем с соотношением компонентов 1:(0,5-0,6):(0,1-0,2), а затем еще совместно со спирто-ацетоновым растворителем с соотношением компонентов 1:2.
По этому способу приготавливают смеси близких по составу двух смол ЭТФ и ДЭГ-1, содержащих в своих составах от 13 до 30% эпоксидных групп, от 0,015 до 0,04% массовых долей ионов хлора, от 0,02 до 0,05% массовых долей омыляемого хлора, до 4% массовых долей анилина и фенола и до 1-1,5% массовых долей летучих веществ (табл.7).
Процесс растворения эпоксидных смол ЭТФ и ДЭГ-1 ведут в несколько этапов:
- на первом этапе их подготавливают к смешиванию друг с другом, для этого обе смолы раздельно разогревают до температуры 180-200°С с разными скоростями разогрева: 20-30°С/час - для смолы ЭТФ и 90-100°С/час - для смолы ДЭГ-1;
- на втором этапе их заливают в реактор-смеситель (совместно или последовательно) с компонентами органо-ароматического растворителя (ацетоно-спирто-толуольного) со следующим соотношением компонентов, в мас.ч.:
- эпокситрифенольная смола ЭТФ - 97-103;
- эпоксиалифатическая смола ДЭГ-1 - 9-15;
- ацетон - 87-93;
- спирт этиловый - 43-49;
- толуол нефтяной и/или каменноугольный - 7-13
и осуществляют их совместное смешивание в реакторе-смесителе и растворение вместе с растворителем при температурах 40-70°С в течение 3-6 часов на одну тонну готовящейся консистенции гибридного связующего,
- на третьем этапе в приготовленную таким образом консистенцию смол ЭТФ и ДЭГ-1 вводят кристаллический алюмосиликат натрия в количестве 7-13 мас.ч. и перемешивают в реакторе-смесителе совместно с консистенцией смол ЭТФ, ДЭГ-1 и растворителя при температурах 40-70°С в течение 3-6 часов на одну тонну готовящегося продукта;
- на четвертом этапе в приготовленный таким образом продукт вводят порошково-кусочную массу резольной фенолформальдегидной смолы СФ-340А и осуществляют смешивание и растворение введенной смолы совместно с ранее введенными компонентами эпоксидных смол ЭТФ и ДЭГ-1 при температурах 40-70°С в течение 3-6 часов на одну тонну готовящегося продукта;
- на пятом этапе приготовления гибридного связующего его фильтруют с удалением всех нерастворившихся компонентов и осуществляют проверку плотности гибридного связующего по показателю "плотность", который должен быть в пределах 0,95-1,1 г/см3, и в случаях завышения показателя "плотность" более 1,1 г/см3 в него дополнительно вводят органический спирто-ацетоновый растворитель в соотношении 1:2 (≈20-30 кг на одну тонну готовящегося продукта) и осуществляют его дополнительное смешивание и растворение с ранее приготовленной консистенцией гибридного связующего в течение 30-60 минут при температурах 40-70°С с последующим его охлаждением и фильтрацией, а в случаях занижения показателя "плотность" гибридного связующего (менее 0,95 г/см3) в него дополнительно вводят 2-5 мас.ч. порошковой массы смолы СФ-340А и осуществляют его смешивание и растворение с ранее приготовленной массой смол ЭТФ, ДЭГ-1 и растворителей при температурах 40-70°С в течение 3-6 часов с последующим его охлаждением и фильтрацией.
В такой последовательности выполнения технологической операции осуществляются и способы получения гибридных связующих по п.п.32, 35, 38 формулы изобретения. Эти гибридные связующие имеют более высокую жизнеспособность, в 2-3 раза превышающую жизнеспособность гибридного связующего по п.1 формулы изобретения.
Вариант 2 способа получения гибридного связующего по п.13 формулы изобретения может иметь несколько подвариантов.
Подвариант 2а. По этому способу в каждую из эпоксидных смол ЭТФ и ДЭГ-1, взятых в соотношении 1:(0,1-0,2), добавляют кристаллические алюмосиликаты натрия в количестве 7-13 мас.ч., вводимых в смолы ЭТФ и ДЭГ-1 в тех же пропорциях, затем смолы ЭТФ и ДЭГ-1 совместно с алюмосиликатами раздельно разогревают до температур 180-200°С, причем смесь смолы ЭТФ с алюмосиликатами разогревают до этих температур со скоростями разогрева 20-30°С/час, а смесь смолы ДЭГ-1 с алюмосиликатами разогревают до температур 180-200°С со скоростями разогрева 90-100°С/час, затем подготовленные таким образом смеси смол ЭТФ и ДЭГ-1 совместно с алюмосиликатами помещают в реактор-смеситель и смешивают между собой и органо-ароматическим растворителем состава: ацетон - 87-93 мас.ч., спирт этиловый - 43-49 мас.ч., толуол нефтяной и/или каменноугольный - 7-13 мас.ч. до полного растворения друг в друге при температурах 40-70°С в течение 3-6 часов на одну тонну готовящегося продукта, на следующем этапе в подготовленный таким образом гибридный полуфабрикат из смол ЭТФ, ДЭГ-1 с алюмосиликатами, находящийся в реакторе-смесителе, вводят порошковую резольную фенолформальдегидную смолу СФ-340А в количестве 31-37 мас.ч. и осуществляют ее смешивание и растворение с другими компонентами смол и растворителями при температурах 40-70°С в течение 3-6 часов с последующим удалением из него всех нерастворившихся компонентов методом фильтрации.
Приготовленное таким образом гибридное связующее - полуфабрикат проверяется по показателю "плотность" (норма 0,95-1,1 г/см3) и при завышении показателя "плотность" (более 1,1 г/см3) в него дополнительно вводят спирто-ацетоновую смесь с соотношением компонентов 1:2 и доводят этот показатель до нормы за счет вводимой смеси, а в случаях занижения показателя "плотность" (ниже 0,95 г/см3) в гибридное связующее дополнительно вводят порошковую массу смолы СФ-340А в количестве 2-5 мас.ч. и осуществляют ее перемешивание и растворение со смолами ЭТФ, ДЭГ-1 и растворителями, находящимися в реакторе-смесителе в течение 3-6 часов при температурах 40-70°С с последующим охлаждением и удалением всех нерастворившихся частиц методом фильтрации.
Подвариант 2б. Получение гибридного связующего по п.13 формулы изобретения в этом варианте способа осуществляется в следующей последовательности технологических операций:
- на первом этапе раздельно разогревают эпоксидные смолы ЭТФ и ДЭГ-1 до 180-200°С с разными скоростями разогрева: смолы ЭТФ - со скоростью разогрева 20-30°С/час, смолы ДЭГ-1 - со скоростью разогрева 90-100°С/час;
- на втором этапе разогретые смолы ЭТФ и ДЭГ-1 заливают в реактор-смеситель и осуществляют их смешивание и растворение друг в друге совместно с ацетоно-спирто-толуольным растворителем (ацетон - 87-93 мас.ч., спирт этиловый - 43-49 мас.ч., толуол нефтяной и/или каменноугольный - 7-13 мас.ч.) при температурах 40-70°С в течение 3-6 часов на одну тонну приготавливаемого связующего-полуфабриката;
- на третьем этапе вводят в связующее-полуфабрикат 31-37 мас.ч. порошковой массы смолы СФ-340А и осуществляют ее смешивание со связующим-полуфабрикатом в течение 3-6 часов при температурах 40-70°С в течение 3-6 часов на одну тонну получаемого продукта с последующим его охлаждением и фильтрацией через фильтр;
- на четвертом этапе (в случае необходимости придания гибридному связующему тех или иных свойств) в него дополнительно вводят покомпонентно или группами антипиренные (гексахлорбензол, четыреххлористый углерод, трихлорэтилфосфат, трехокись сурьмы, хладон - п.п.2-8 формулы изобретения), антистатические (фталцианины меди, хлорсодержащие соединения никеля, присадки типа "Сигбол" и/или АСП-1, сажу и/или углеродографитовые смеси - п.п.9-12, 19-24 формулы изобретения) и антиударные (оксиды и нитриды металлов, оксид кремния и нитевидные кристаллы - п.п.28-38 формулы изобретения) добавки в различных сочетаниях и соотношениях;
- на пятом этапе вводимые вышеуказанные добавки смешивают в реакторе-смесителе с находящимся там гибридным связующим-полуфабрикатом при температурах 40-70°С в течение 3-6 часов с последующим равномерным охлаждением полученного гибридного связующего до температур 20±1°С.
В соответствии с этим способом приготавливают гибридные связующие по п.п. 2-12, 19-38 формулы изобретения.
Порядок введения указанных добавок в вышеперечисленные связующие может быть различным, то есть они могут вводиться в их составы в любой последовательности; некоторые из добавок, например, антипирены, вводимые в гибридные связующие по п.п.2-8 формулы изобретения, могут вводиться в микрокапсулированном виде, а некоторые, например, кристаллические алюмосиликаты (п.п.13-18, 32 формулы изобретения) могут вводиться в гибридные связующие в виде молекулярных сит типа Na-цеолитов и/или с предварительным насыщением их парами адсорбируемого отвердителя. Молекулярные сита типа Na-цеолита (или алюмосиликаты натрия) увеличивают жизнеспособность вышеуказанных гибридных связующих горячего отверждения в 2-3,5 раза.
Подвариант 2в. Наиболее простейший способ получения гибридных связующих по п.п.1-38 формулы изобретения может осуществляться и в следующей последовательности технологических операций:
- на первом этапе в реактор-смеситель подают 80-82 мас.ч. ацетона (80% расчетного его количества);
- на втором этапе, например, посредством вакуум-насоса загружают в реактор-смеситель расчетное количество смолы ЭТФ (97-103 мас.ч.), разогретой в плавильной камере реактора-смесителя до температуры 180-200°С со скоростью разогрева 20-30°С/час;
- на третьем этапе загружают в реактор-смеситель расчетное количество смолы ДЭГ-1 (9-15 мас.ч.), разогретой в плавильной камере реактора-смесителя до 180-200°С со скоростью разогрева 90-100°С/час;
- на четвертом этапе заливают в реактор-смеситель оставшееся расчетное количество ацетона (8-10 мас.ч.) и перемешивают все введенные компоненты при температурах 40-70°С в течение 30-60 минут из расчета на одну тонну приготавливаемого продукта;
- на пятом этапе, например, посредством центробежных насосов подают в реактор-смеситель расчетное количество этилового спирта (43-49 мас.ч.) и толуола нефтяного и/или каменноугольного (7-13 мас.ч.) и дополнительно перемешивают приготавливаемую консистенцию при температурах 40-70°С в течение 30-60 минут из расчета на одну тонну приготавливаемого продукта;
- на шестом этапе загружают в реактор-смеситель расчетное количество порошковой смолы СФ-340А (31-37 мас.ч.) и перемешивают в реакторе-смесителе совместно с введенными другими компонентами при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну приготавливаемого продукта;
- на седьмом этапе получения гибридного связующего из него берут пробы на показатели: "плотность" (норма 0,95-1,1 г/см3), "массовая доля" (норма 55-63%), "время желатинизации" (норма 3-6 суток);
- на восьмом этапе при получении показателей "плотность" и "массовая доля" гибридного связующего выше нормы в него вводят дополнительно спирто-ацетоновую смесь с соотношением компонентов 1:2 с плотностью смеси при температурах 20±1°С - 0,75-1 г/см3;
- на девятом этапе при получении показателя "время желатинизации" выше указанной нормы в гибридное связующее вводят дополнительно до 3 мас.ч. смолы СФ-340А;
- на десятом этапе введенные добавки смолы СФ-340А смешивают и растворяют в реакторе-смесителе с ранее введенными компонентами и перемешивают при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну приготавливаемого продукта с последующим удалением из него всех нерастворившихся компонентов посредством фильтра и/или разреженной ткани типа "Эксцельциор";
- на одиннадцатом этапе (в случае необходимости изменения тех или иных свойств полученного продукта) в него вводят антипиренные, углеродографитовые, порошковые, нитевидные и другие добавки и перемешивают совместно с консистенцией готового гибридного связующего при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну приготавливаемого продукта;
- на двенадцатом этапе (в случае необходимости повышения жизнеспособности полученного продукта) его насыщают парами адсорбируемого отвердителя типа Na-цеолита и/или парами алюмосиликатов.
Примечание - Время перемешивания компонентов приготавливаемых гибридных связующих при температурах ниже 40°С из циклов получения гибридных связующих исключается и на это время соответственно удлиняются процессы смешивания и растворения их компонентов.
Перечень оборудования, необходимого для получения гибридных связующих по п.п.1-38 формулы изобретения, представлен в табл.67.
Перечень оборудования, необходимого для получения гибридных связующих по п.п.1-38 формулы изобретения
На фиг.1-2 данного описания представлена принципиальная схема реактора-смесителя для получения гибридных связующих по п.п.1-38 формулы изобретения, приготавливаемых в условиях серийного крупнотоннажного производства ФГУП ПО "Авангард".
На фиг.3 приведены условные обозначения к фиг.1, 2.
Реактор-смеситель (фиг.1, 2) содержит: емкости для хранения ацетона 1, спирта этилового 2, толуола нефтяного и/или каменноугольного 3; емкости для хранения легковоспламеняющихся жидкостей и твердых веществ - для смолы СФ-340А 4, для смолы ЭТФ 5, для смолы ДЭГ-1 6; установку для дробления смолы СФ-340А 7; весы для взвешивания смол: смолы СФ-340А 8, смолы ЭТФ 9, смолы ДЭГ-1 10; мерники: для смолы СФ-340А 11, для смолы ЭТФ 12, для смолы ДЭГ-1 13; термокамеры: для подогрева смолы ЭТФ 14, для подогрева смолы ДЭГ-1 15.
Реактор-смеситель посредством трубопровода 16 соединен с ванночкой 22 пропиточной машины, снабженной направляющими 17, отжимными 18 и пропиточными 19 валиками, через которые под натяжением проходит тканевый наполнитель 20 (до пропитки) и 21 (после пропитки связующим 23, находящимся в ванночке 22 пропиточной машины).
Корпус 24 реактора-смесителя имеет два днища: верхнее 26, снабженное несколькими горловинами:
25 - для ручной загрузки смолы СФ-340А,
27 - для совместной автоматической загрузки смол ЭТФ и ДЭГ-1,
28 - для раздельной автоматической загрузки смолы ДЭГ-1,
29 - для автоматической подачи воздуха по линии 30,
31 - для автоматической загрузки ацетона по линии 32,
33 - для автоматической загрузки спирта этилового по линии 34,
35 - для автоматической загрузки толуола нефтяного и/или каменноугольного по линии 36,
и нижнее днище 37, снабжен горловиной 38 с фильтром 39 для слива и фильтрации готовых продуктов гибридных связующих по п.п.1-3 8 формулы изобретения.
Реактор-смеситель имеет дополнительно продувочную линию 40 для продувки линий ацетона 32, спирта этилового 34 и толуола нефтяного и/или каменноугольного 36 жидким азотом. Линия 40 снабжена клапаном 41 и вентилем 42 (фиг.2).
Реактор-смеситель дополнительно снабжен тремя мерниками:
43 - мерник спирта этилового,
44 - мерник толуола нефтяного и/или каменноугольного,
45 - мерник ацетона,
и четырьмя насосами:
46, 47 - вакуум-насосы,
48, 49 - центробежные насосы.
Реактор-смеситель дополнительно имеет три трубопровода для загрузки смол ЭТФ, ДЭГ-1 и СФ-340А в свою внутреннюю полость:
50 - трубопровод линии загрузки смолы ДЭГ-1,
51 - трубопровод линии загрузки смолы ЭТФ,
52 - трубопровод линии загрузки смолы СФ-340А.
Реактор-смеситель также снабжен тремя накопительными дозаторами:
53 - накопитель-дозатор смолы ДЭГ-1,
54 - накопитель-дозатор смолы ЭТФ,
55 - накопитель-дозатор смолы СФ-340А,
а также клапанами 56 линии загрузки ацетона, спирта, толуола и смол ЭТФ, ДЭГ-1, СФ-340А, отсечными клапанами 58 и огнепреградителями 59, а также заглушками 60, вентилями 61 линии 50 загрузки смолы ДЭГ-1 и линии 30 продувки воздухом.
Работа реактора-смесителя и его систем в соответствии со способами, изложенными в п.п.39-50 формулы изобретения
Ацетон, спирт и толуол в соотношениях 1:(0,5-0,6):(0,1-0,2) в суммарном количестве 137-155 мас.ч. из емкостей 1-3 посредством весовых мерников 43-45 подают во внутреннюю полость реактора-смесителя 24 через горловины 31, 33, 35 верхнего днища 26, где посредством мешалки в течение 30-60 минут при температурах 40-70°С осуществляют их смешивание из расчета на одну тонну готовящегося продукта.
Одновременно с этим (или вслед за этим) в другом реакторе-смесителе аналогичного типа объемом 1 м3 (табл.67) готовят спирто-ацетоновую смесь с соотношением компонентов 1:2 с плотностью 0,7-1,0 г/см3 в количестве 2-5 мас.ч. и смешивают ее при температурах 40-70°С в течение 30 минут.
Примечание - Спирто-ацетоновая смесь (≈20-30 кг на одну тонну готовящегося продукта) - резервный растворитель, его готовят дополнительно для введения в основной реактор-смеситель объемом 6,3 м3 (табл.67) с целью доведения показателя "плотность" до нормы 0,95-1,1 г/см3 приготавливаемых гибридных связующих по п.п.1-38 формулы изобретения в случаях получения завышенных их показателей "плотность"; подается он в реактор-смеситель через верхнюю горловину 25 при отключенной подаче смолы СФ-340А и выключенной мешалки реактора-смесителя.
Затем посредством накопителей дозаторов 53-55 (фиг.1) последовательно в реактор-смеситель 26 подают 9-15 мас.ч. смолы ДЭГ-1, 97-103 мас.ч. смолы ЭТФ и 31-37 мас.ч. смолы СФ-340А, где посредством мешалки осуществляют их смешивание и растворение при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну готовящегося продукта.
Примечания
1. Смолы ЭТФ и ДЭГ-1 подают в реактор-смеситель в подогретом до температур 180-200°С виде, разогретых в плавильных камерах 12, 13 (фиг.1) с разными скоростями разогрева: для смолы ЭТФ - скорость разогрева 20-30°С/час, для смолы ДЭГ-1 - скорость разогрева 90-100°С/час.
2. Допускается подача смолы ДЭГ-1 в реактор-смеситель без подогрева при показателе ее вязкости менее 0,1 Па·с.
Далее охлаждают полученные гибридные связующие до 20±1°С и через горловины 25 или 38 (фиг.1, 2) берут пробы 100-200 мл специальным пробоотборником (табл.67) для определения следующих показателей:
- "плотность" - норма 0,95-1,1 г/см3,
- "массовая доля" - норма 55-63%,
- "жизнеспособность" - норма 15 суток.
В случаях завышения норм по показателям "плотность" или "массовая доля" гибридного связующего в ее полуфабрикат добавляют 2-5 мас.ч. ранее приготовленной резервной спирто-ацетоновой смеси с соотношением компонентов 1:2, осуществляют подъем температуры до 40-70°С и осуществляют смешивание смеси с полуфабрикатом в течение 30-60 минут при этих температурах из расчета на одну тонну готового продукта.
Таким образом приготавливается гибридное связующее по п.1 формулы изобретения (один из подвариантов способа его приготовления) и гибридные связующие по п.п.2-12 формулы изобретения.
В случаях занижения норм по показателям "плотность" или "массовая доля" гибридного связующего в него добавляют 2-5 мас.ч. порошковой смолы СФ-340А и осуществляют его смешивание и растворение с компонентами связующего при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну готового продукта с последующей его фильтрацией и охлаждением до температуры 20±1°С.
Таким образом, также приготавливается гибридное связующее по п.1 формулы изобретения (один из подвариантов способа его приготовления) и гибридные связующие по п.п.2-12 формулы изобретения.
В случаях занижения показателя "жизнеспособность" в гибридное связующее вводят дополнительно алюмосиликаты натрия или цеолиты (AlO4+SiO4 или Al2O3+Si2O3) в количестве 7-13 мас.ч. и перемешивают их с ним при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну готового продукта с последующей его фильтрацией (или без фильтрации) и охлаждением до температур 20±1°С.
Таким образом готовят гибридное связующее по п.13 формулы изобретения.
Для получения гибридных связующих по п.п.2-12, 14-38 формулы изобретения в гибридные связующие по п.1 или п.13 формулы изобретения вводят покомпонентно или группами антипиренные (п.п.2-8, 14-18), антистатические (п.п.9-12, 19-28) и антиударные (п.п.26-38) добавки в разных соотношениях и сочетаниях и смешивают их с гибридными связующими по п.1 или п.13 при температурах 40-70°С в течение 3-6 часов из расчета на одну тонну готового продукта.
Примечания
1. Допускается введение добавок в гибридные связующие по п.п.2-38 формулы изобретения в любой последовательности операций их введения.
2. Все порошковые и нитевидные наполнители перед введением в гибридные связующие (за исключением порошковой смолы СФ-340А) должны подвергаться термообработке при температурах 200-850°С в течение 2-3 часов (для удаления избытка влаги и летучих веществ).
3. Рекомендуется для снижения взрыво-пожаробезопасности проведения технологических операций получения гибридных связующих по п.п.1-38 формулы изобретения введение в порошковую массу смолы СФ-340А мела (до 10%), сульфата кальция (до 20%), а гранулы смолы и цеолитов увлажнять водой (до 25%).
Практически все составы гибридных связующих (с наполнителями и без них) могут отверждаться различными методами: термохимическим (основной метод отверждения гибридных связующих по п.п.1-38 формулы изобретения), индукционным высокочастотным, отверждением посредством пропускания через гибридные связующие электрического тока, сверхвысокочастотным отверждением в переменном электрическом поле (частота 15-17 МГц в течение 10-60 секунд), радиационным и др.
Все вышеназванные методы отверждения (особенно термохимические) могут интенсифицироваться при кратковременном действии на гибридные связующие магнитного поля напряженностью 120-1100 Э.
Методы сверхвысокочастотного и радиационного отверждения гибридных связующих достаточно сложны и дорогостойки; оба метода требуют применения специального оборудования и защитных устройств.
Наиболее эффективным методом отверждения гибридных связующих по п.п.1-38 формулы изобретения является комбинированный: термохимический с интенсификацией процесса отверждения вакуумированием отверждаемого изделия. Этот комбинированный метод позволяет улучшить не только свойства получаемых пластиков (на 10-12% повысить прочность, на 40-50% снизить разброс значений прочности, в 2-3 раза уменьшить пористость, например, для пластиков на основе гибридных связующих по п.п.9-10 формулы изобретения, но и улучшить их технологические характеристики: снизить температуру отверждения на 50-100°С, сократить продолжительность процессов отверждения на 0,5-10 часов и более, снизить количество выделяемых летучих продуктов).
Все вышеописанные методы отверждения проводятся при высоких температурах (160-200°С); эти методы взрыво-пожароопасны и поэтому должны проводиться с соблюдением правил техники безопасности с применением огнепреградителей (фиг.1, 2).
Практически все гибридные связующие (за исключением гибридных связующих по п.п.1-8, 13 формулы изобретения) электропроводны и обладают высокими электростатическими свойствами, а пластики на их основе являются антистатиками и сохраняют свои антистатические свойства при различных условиях эксплуатации: трении, действии растворителей, средств ДДД, ОВ, кислот, щелочей и различных видов излучений.
Для ускорения отверждения гибридных связующих в них могут быть введены азотосодержащие, например, диметиланилин, и металлосодержащие, например, никелевые (п.10 формулы изобретения), кобольтовые и ванадиевые ускорители. Например, введение последних инициирующих добавок сокращает в несколько раз расход этих добавок и повышает в несколько раз скорости гелеобразования и отверждения гибридных связующих.
Все вышеперечисленное подтверждает универсальность свойств и высокое качество гибридных связующих по п.п.1-38 формулы изобретения и пластиков на их основе.
Предложенные технические решения - гибридные связующие по п.п.1-38 формулы изобретения и способы их получения дают большой прямой экономический эффект. Этот экономический эффект в зависимости от объема производства гибридных связующих и изделий на их основе может достигать от нескольких сот миллионов до нескольких миллиардов рублей.
Экономический эффект от предложенных технических решений может проявляться как на различных технологических стадиях получения гибридных связующих, так и при их переработке в "препреги" и далее в конструкционные изделия из них, а также на различных стадиях эксплуатации изделий в части: увеличения длительности их эксплуатации, повышения качества и эксплуатационной надежности и т.д.
Объем предложенных изобретений следует понимать шире, чем конкретно представленные в материалах описания и формулах изобретений технических решений.
Следует иметь в виду, что в материалах описания представлены только некоторые возможные предпочтительные варианты их осуществления. А могут быть представлены и другие варианты выполнения изобретений в отношении составов гибридных связующих, способов их получения и способов переработки, например, в части способов пропитки ими тканевых наполнителей, получением из них "препрегов" и далее получением из "препрегов" конструкционных изделий на их основе.
Предложенные технические решения по своему техническому исполнению являются новыми, высокотехнологичными и высокоэффективными в сравнении с известным уровнем техники.
Предложенные технические решения могут быть практически использованы в любых отраслях народного хозяйства: в ракетно-космической технике, авиа-судостроении, машиностроении, энергетике, строительной технике, сельском хозяйстве, а также нефтегазовой промышленности и медицине, например, при изготовлении упруго-гибких ленточных спиралей, дымовых стволов котельных, пусковых труб и трубопроводов различного класса и назначения, то есть там, где есть необходимость использования их прочностных, жесткостных, теплофизических, электрических, электростатических, электромагнитных и других свойств.
Новые технические решения в предложенной совокупности новых и известных существующих признаков соответствуют критериям патентоспособности: критериям "новизна", "промышленная полезность" и "применимость", то есть уровню изобретений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА ДЛЯ НАМОТКИ ТЕПЛОЗАЩИТНЫХ И/ИЛИ АНТИСТАТИЧЕСКИХ ВНУТРЕННИХ ОБЕЧАЕК СТЕКЛОПЛАСТИКОВЫХ ТРУБ-ОБОЛОЧЕК РАЗЛИЧНОГО КЛАССА И НАЗНАЧЕНИЯ | 2002 |
|
RU2206582C1 |
| ГИБРИДНОЕ ЭПОКСИТРИФЕНОЛЬНОЕ СВЯЗУЮЩЕЕ С ИСПОЛЬЗОВАНИЕМ НОВОЛАЧНОЙ СМОЛЫ | 2014 |
|
RU2560370C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СВЯЗУЮЩЕГО | 2006 |
|
RU2326909C1 |
| ГИБРИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ ПОЛУЧЕНИЯ ТЕПЛО-ХИМИЧЕСКИ СТОЙКОГО ПРЕСС-МАТЕРИАЛА И ПРЕСС-МАТЕРИАЛ НА ЕГО ОСНОВЕ | 2018 |
|
RU2674202C1 |
| ГАЗООТВОДЯЩИЙ СТВОЛ ДЫМОВОЙ ТРУБЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СБОРКИ (ВАРИАНТЫ) | 2002 |
|
RU2219418C2 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2009 |
|
RU2424259C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2011 |
|
RU2471829C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2001 |
|
RU2215759C2 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ПРЕПРЕГА | 2006 |
|
RU2307136C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2006 |
|
RU2323236C1 |
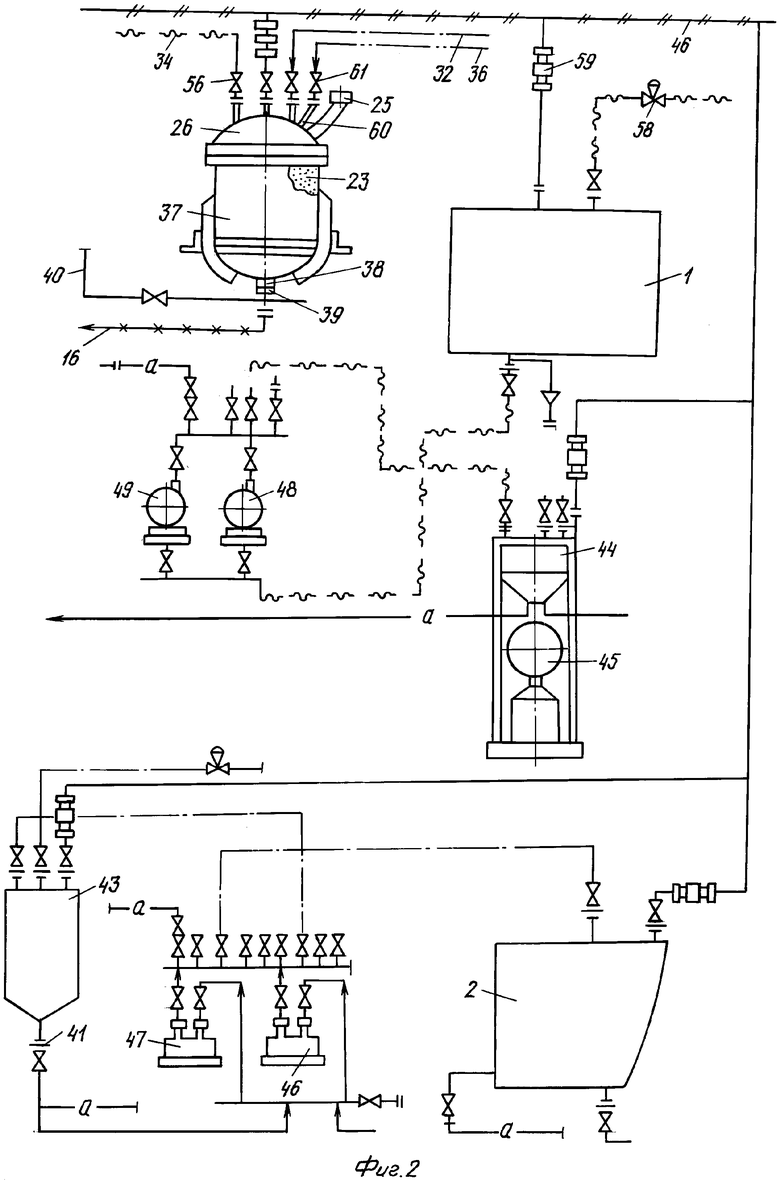
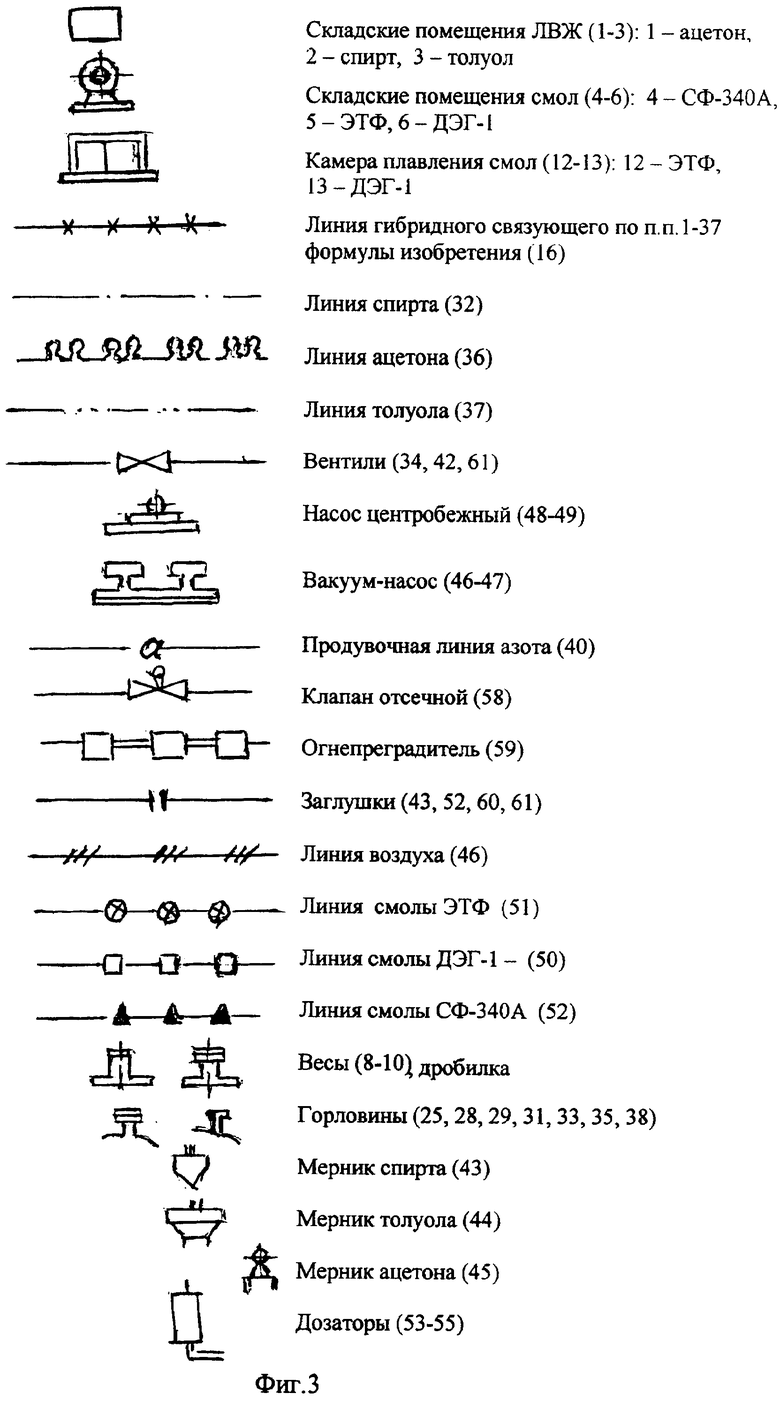
Изобретение относится к гибридным связующим на основе эпокситрифенольной смолы, предназначенным для армированных пластиков с повышенной коррозионностойкостью и термостабильностью, а также способам их получения. Связующее содержит эпокситрифенольную смолу ЭТФ, разбавитель-пластификатор, представляющий собой эпоксиалифатическую смолу ДЭГ-1, отвердитель - резольную фенолформальдегидную смолу СФ-340А и растворитель - смесь ацетона, спирта этилового и толуола нефтяного и/или каменноугольного. В состав связующего могут быть дополнительно введены антистатическая добавка, антипиреновая добавка, кристаллический алюмосиликат натрия и наполнитель. Причем наполнитель может быть в виде монолитных или полых нитевидных кристаллов, мелкодисперсного порошкообразного наполнителя монолитных, полых, чешуйчатых и волокнистых частиц. Сочетание компонентов в определенных сочетаниях и проведение способа получения связующего при повышенных температурах при определенной последовательности введения компонентов в реактор и заданных температурно-временных режимах их перемешивания и растворения, обеспечивает улучшение свойств связующего. При этом, продукты отверждения связующих - монолитные композиты обладают улучшенными физико-механическими, теплофизическими, электрическими и антистатическими свойствами, с плотностью 0,96-1,1 г/см3, массовым содержанием нелетучих веществ - 55-63% и временем желатинизации 4-8 минут при температуре 160-200°С. Заявленное изобретение может быть использовано для получения препрегов методами пропитки стекло-органо-угленаполненных наполнителей, в том числе капроамидных, базальтовых, полифеновых и волокон с различными замасливателями, аппретами и другими покрытиями. 8 н. и 42 з.п. ф-лы, 3 ил., 67 табл.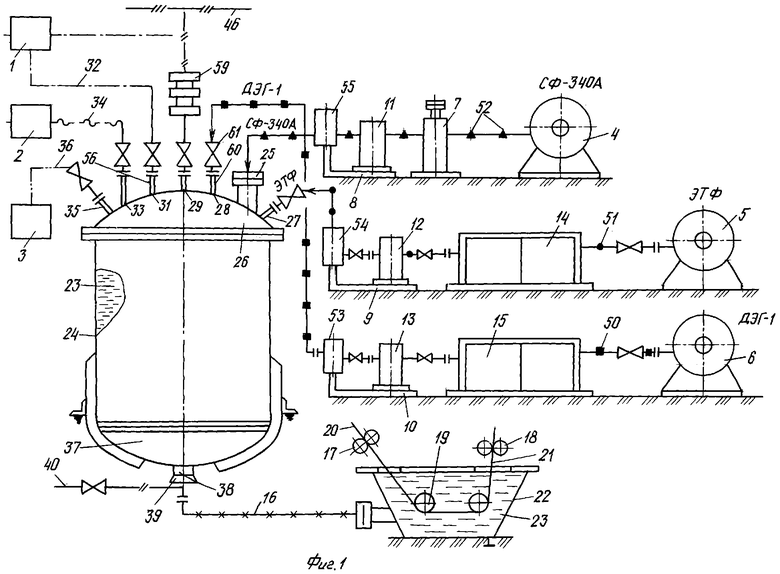
Эпокситрифенольная смола ЭТФ 97-103
Эпоксиалифатическая смола ДЭГ-1 9-15
Отвердитель 31-37
Ацетон 87-93
Спирт этиловый 43-49
Толуол нефтяной и/или каменноугольный 7-13
Эпокситрифенольная смола ЭТФ 97-103
Эпоксиалифатическая смола ДЭГ-1 9-15
Отвердитель 31-37
Ацетон 87-93
Спирт этиловый 43-49
Толуол нефтяной и/или каменноугольный 7-13
Кристаллический алюмосиликат натрия 7-13
Эпокситрифенольная смола ЭТФ 97-103
Эпоксиалифатическая смола ДЭГ-1 9-15
Отвердитель 31-37
Ацетон 87-93
Спирт этиловый 43-49
Толуол нефтяной и/или каменноугольный 7-13
Антистатическая добавка 7-18
Эпокситрифенольная смола ЭТФ 97-103
Эпоксиалифатическая смола ДЭГ-1 9-15
Отвердитель 31-37
Ацетон 87-93
Спирт этиловый 43-49
Толуол нефтяной и/или каменноугольный 7-13
Антипиренная добавка 12-23
Эпокситрифенольная смола ЭТФ 97-103
Эпоксиалифатическая смола ДЭГ-1 9-15
Отвердитель 31-37
Ацетон 87-93
Спирт этиловый 43-49
Толуол нефтяной и/или каменноугольный 7-13
Наполнитель 7-18
Эпокситрифенольная смола ЭТФ 97-103
Эпоксиалифатическая смола ДЭГ-1 9-15
Отвердитель 31-37
Ацетон 87-93
Спирт этиловый 43-49
Толуол нефтяной и/или каменноугольный 7-13
Нитевидные кристаллы 2-18
| Связующее для армированных пластиков | 1977 |
|
SU726137A1 |
| Каталог | |||
| - Черкассы, 1985 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

