Область техники, к которой относится изобретение
Данное изобретение относится к системе чистовой обработки детали, изготовленной из нескольких материалов, а более конкретно к такой детали, в которой каждый материал имеет различную твердость.
Предшествующий уровень техники
Известно, что элементы подвергают сатинированию для улучшения их внешнего вида. Однако когда деталь сформирована из нескольких материалов, трудно надлежащим образом сатинировать только одну часть детали. В настоящее время приходится использовать вращающуюся щетку для сатинирования вручную требуемых частей. Это приводит к чрезмерно высокой стоимости и чистовой обработке, которая является неоднородной, отличаясь от одной сатинированной части детали к другой.
Раскрытие изобретения
Цель данного изобретения - преодолеть все или часть вышеуказанных недостатков путем предложения системы чистовой обработки детали, изготовленной из нескольких материалов, которая позволяет выборочно производить сатинирование одного или нескольких из этих материалов с высоким уровнем однородности.
Данное изобретение, таким образом, относится к системе чистовой обработки детали, содержащей по меньшей мере два материала различной твердости, причем система содержит по меньшей мере одно приемное устройство, используемое в качестве контейнера для абразивного средства, опорное устройство, содержащее средства крепления детали, характеризующейся тем, что эта система дополнительно содержит средство перемещения детали ближе к абразивному средству, средство перемещения детали относительно приемного устройства согласно требуемым линиями сатинирования, характеризующейся тем, что каждое приемное устройство включает в себя бак, содержащий вышеупомянутое абразивное средство в порошкообразном виде, и тем, что бак является эластичным, чтобы регулировать уровень порошка в баке относительно усилия, прикладываемого средством перемещения детали ближе к абразивному средству.
Таким образом, ясно, что направления линий сатинирования получаются непосредственно с помощью средств взаимного перемещения системы чистовой обработки. Соответственно, время, требуемое для сатинирования зон всегда одно и то же, независимо от числа зон, подвергаемых сатинированию на одной и той же детали, и линии сатинирования являются абсолютно однородными относительно друг друга.
В соответствии с другими преимущественными особенностями данного изобретения:
- абразивные частицы имеют диаметр от 0,3 мм до 1 мм;
- абразивное средство образовано из диоксида кремния, и/или корунда, и/или пемзы, и/или алмаза, и/или нитридов, и/или карбидов, и/или оксида алюминия;
- каждое приемное устройство дополнительно включает в себя средство обеспечения вибрации бака для обновления верхнего слоя абразивного средства, когда средство перемещения детали ближе к абразивному средству перемещает деталь на удаление от вышеупомянутого абразивного средства;
- средство перемещения детали ближе к абразивному средству включает в себя привод, предназначенный для прижатия детали к абразивному средству;
- привод средства перемещения детали ближе к абразивному средству развивает усилие в диапазоне от 1 кг до 5 кг;
- средство относительного перемещения содержит двигатель, позволяющий осуществлять перемещение детали назад и вперед относительно абразивного средства вдоль вышеупомянутых требуемых линий сатинирования;
- перемещение детали назад и вперед относительно абразивного средства является прямолинейным или концентрическим;
- система содержит по меньшей мере два приемных устройства, чтобы обновлять вышеупомянутое абразивное средство одного из приемных устройств, когда другое устройство используется для чистовой обработки вышеупомянутой детали;
- вышеупомянутые по меньшей мере два приемных устройства смонтированы на пластине, которая может перемещаться с помощью каретки для выборочного позиционирования одного из вышеупомянутых двух устройств напротив опорного устройства.
Краткое описание чертежей
Прочие признаки и преимущества данного изобретения будут ясны из последующего описания, приведенного путем иллюстрации, не ограничивающей объем данного изобретения, со ссылкой на прилагаемые чертежи, на которых:
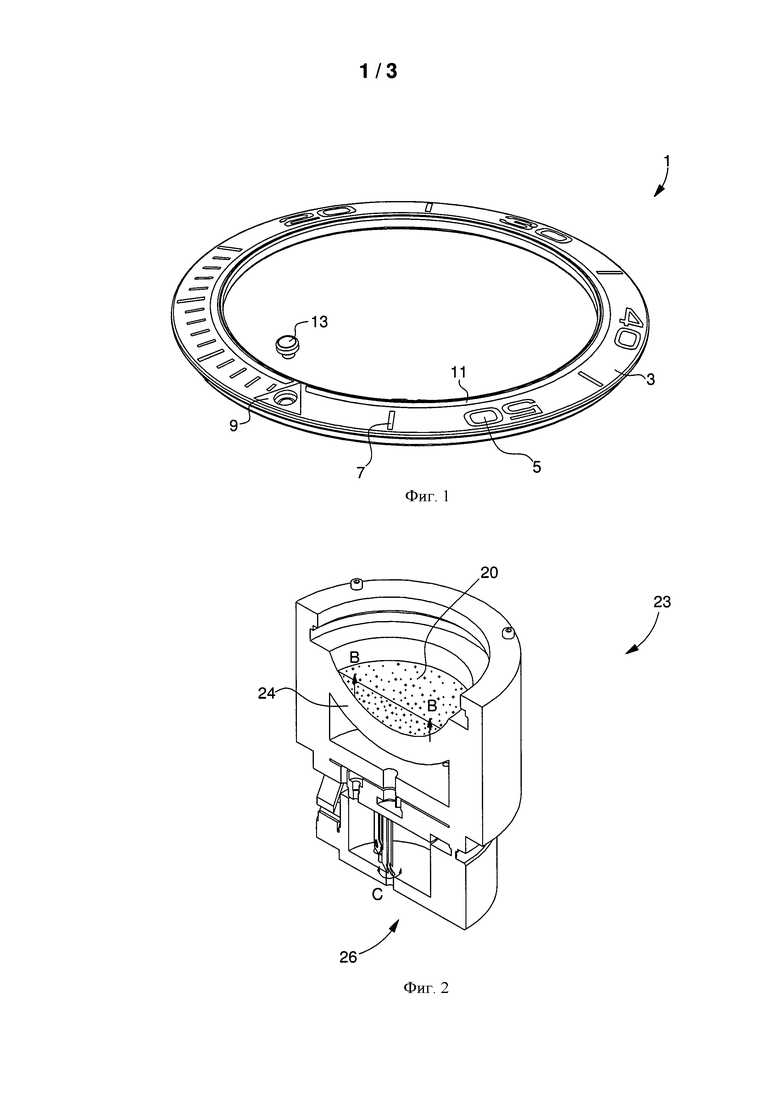
на фиг.1 дан пример применения детали, изготовленной из нескольких материалов;
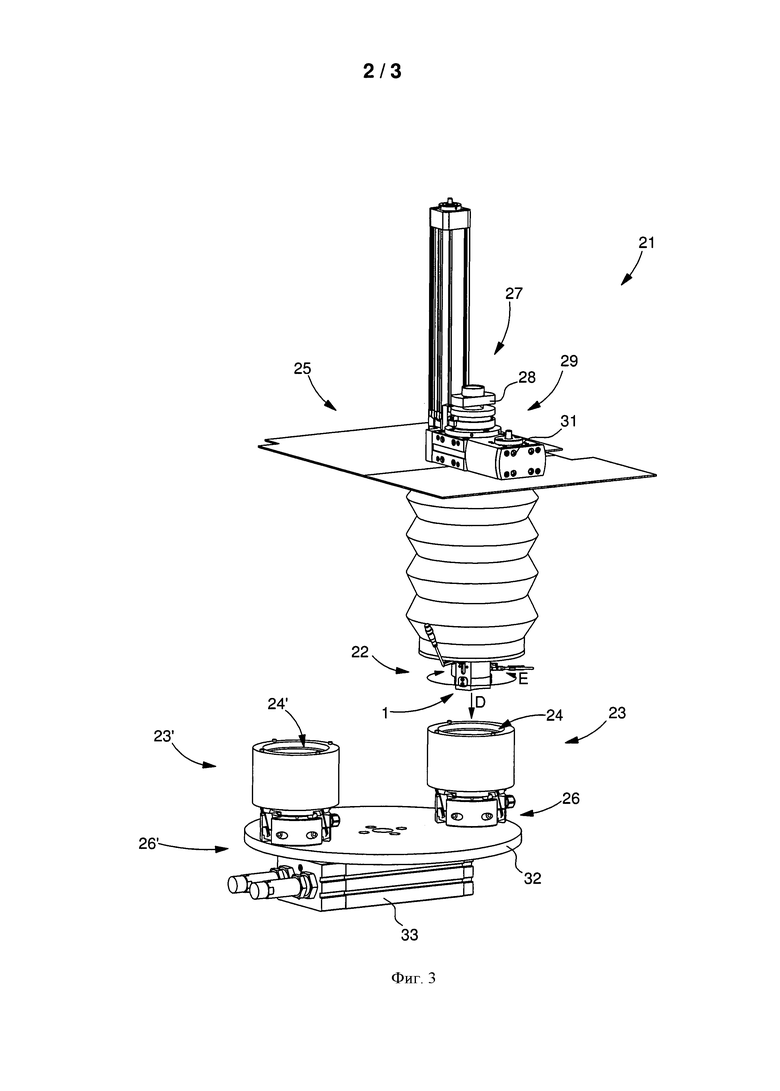
на фиг.2 дан вид в разрезе приемного устройства, выполненного согласно данному изобретению;
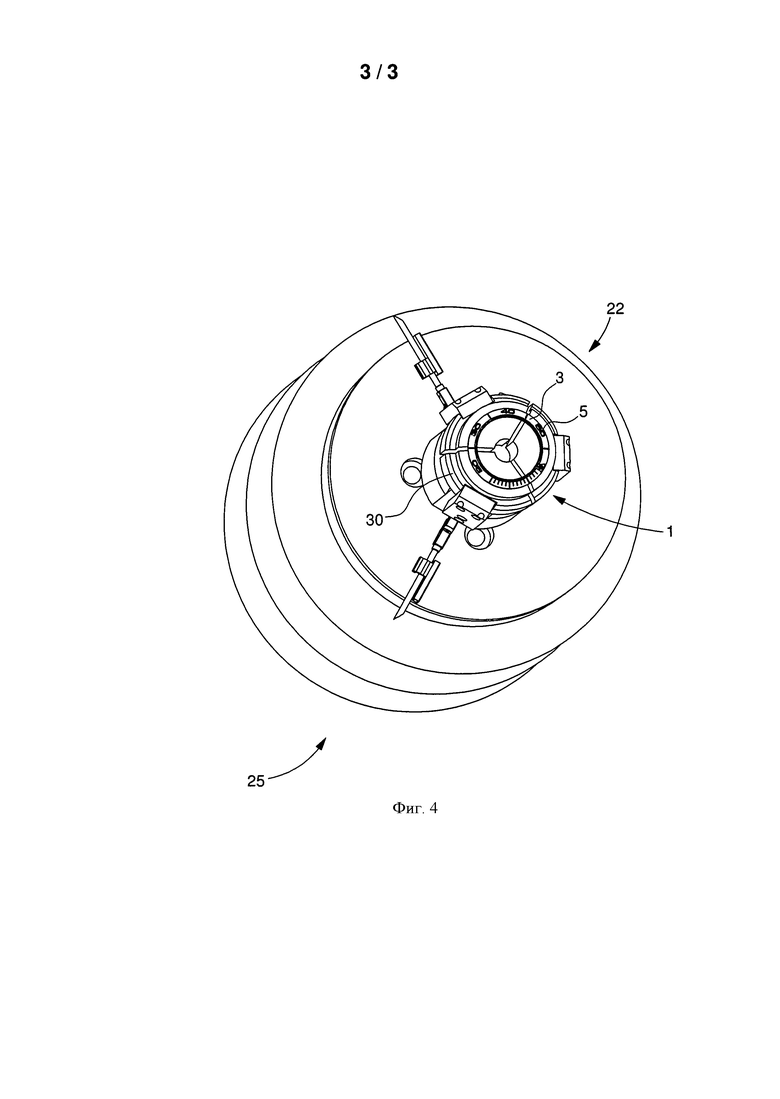
на фиг.3 дан общий вид системы чистовой обработки, выполненной согласно данному изобретению;
на фиг.4 дан общий вид опорного устройства, выполненного согласно данному изобретению.
Подробное описание предпочтительных вариантов осуществления изобретения
Деталь, изготовленная из нескольких материалов согласно данному изобретению, может быть в частности встроена в часы или же образовывать всю внешнюю часть или часть внешней части часов. Таким образом, она может образовывать весь корпус, браслет, поворотную панель (безель), циферблат, стекло, кнопку и/или венец или часть этих элементов. Она может также быть встроена в механизм или образовывать части, изготовленные из нескольких материалов, предназначенные для перемещения часов, такой как, например, мост и/или пластина и/или качающийся маятник.
В примере, показном на фиг.1, объяснение данного изобретения будет дано со ссылкой на кольцевой корпус 3, включающий в себя инкрустированные декорации 5, 7, 9, 11, 13, образующие шкалу на безеле 1. Таким образом, безель 1 включает в себя корпус 3, изготовленный из первого материала, который инкрустирован по меньшей мере одной декорацией 5, 7, 9, 11, 13, изготовленной из одного или нескольких других материалов. Безель 1 предназначен для формирования детали, которая обладает высокой стойкостью к износу, визуальное качество которой является улучшенным, в частности в отношении контраста.
Как показано на фиг.1, предусматривается, что преимущественно согласно данному изобретению каждая декорация может иметь любую форму, такую как, например, геометрическая фигура 7, 9, 12, алфавитно-цифровой символ 5 или даже фосфоресцирующий указатель 13.
Корпус 3 предпочтительно изготовлен из первого твердого материала, т.е. имеющего твердость более 800 HV (число твердости по Виккерсу), такого как, например, керамика. Первый материал может, например, включать в себя алюминий, титан, цирконий или оксид на основе кремния, карбид или нитрид, для формирования всего корпуса 3 или части корпуса 3. Конечно же, может быть предусмотрено использование и других твердых материалов.
Предпочтительно, согласно данному изобретению, чтобы второй материал или другие материалы, используемые для декораций 5, 7, 9, 11, 13, имели меньшую твердость, чем первый материал. Таким образом, преимущественно данное изобретение относится к системе 21 чистовой обработки такой детали 1, в которой каждый материал имеет различную твердость. Система 21 преимущественно обеспечивает сатинирование материала или материалов, имеющих наименьшую твердость, без изменения внешнего вида материала, имеющего наивысшую твердость. Таким образом, в не ограничивающем рамки данного изобретения примере другими менее твердыми материалами могут быть композиционная керамика, стекло, эмаль, металл или сплав металлов.
Однако ясно, что самым твердым материалом может быть материал или материалы декораций 5, 7, 9, 11, 13, а не материал корпуса 3, как будет объяснено ниже.
Согласно данному изобретению, система 21 чистовой обработки содержит по меньшей мере одно приемное устройство 23, 23', используемое в качестве контейнера для абразивного средства 20, и опорное устройство 25, содержащее средство 22 для крепления детали 1. Кроме того, система 21 дополнительно включает в себя средство 27 перемещения детали 1 ближе к вышеупомянутому абразивному средству 20 и средство 29 относительного перемещения детали 1 относительно приемного устройства 23 вдоль требуемых линий сатинирования.
Преимущественно, согласно данному изобретению, средство 27 перемещения детали ближе к абразивному средству и средство 29 относительного перемещения могут быть смонтированы как на опорном устройстве 25, так и на приемном устройстве 23. В примере, показанном на фиг.3, средство 27 перемещения детали ближе к абразивному средству и средство 29 относительного перемещения смонтированы на опорном устройстве 25.
Каждое приемное устройство 23, 23' включает в себя бак 24, 24', содержащий вышеупомянутое абразивное средство 20 в порошкообразном виде, в который средство 27 перемещения детали ближе к абразивному средству по меньшей мере частично погружает деталь 1.
Предпочтительно, чтобы порошок абразивного средства 20 был образован частицами, твердость которых выше, чем твердость материала (материалов), подлежащих сатинированию, но ниже, чем твердость материала (материалов), не подлежащих обработке. Предпочтительно таким образом, чтобы деталь 1 полировали до чистовой обработки, осуществляемой с помощью системы 21. Ясно, что только одна часть детали 1 будет подвергаться обработке ее поверхности, т.е. по меньшей мере один из используемых материалов не будет подвергаться обработке поверхности. К примеру, частицы, диаметр которых может составлять от 0,3 мм до 1 мм, могут быть изготовлены из оксида кремния, и/или корунда, и/или пемзы, и/или алмаза, и/или нитридов, и/или карбидов, и/или окиси алюминия.
Как объяснялось выше, средство 27 перемещения детали ближе к абразивному средству оказывает достаточное усилие для погружения одной части детали 1 в порошок абразивного средства 20. Предпочтительно, согласно данному изобретению, чтобы бак 24, 24' был эластичным, так чтобы можно было регулировать уровень порошка в баке 24, 24’ относительно усилия, оказываемого средством 27 перемещения детали ближе к абразивному средству. Бак 24, 24', таким образом, развивает противодействующее усилие В, предназначенное для сжатия порошка 20 между баком 24, 24' и деталью 1. На самом деле, во время разработки системы 21 было продемонстрировано, что жесткий бак позволял порошку перемещаться и покрывать деталь 1, обеспечивая несовершенную чистовую обработку. Ясно, что благодаря эластичному баку 24, 24', порошок 20 преимущественно не покрывает всю деталь 1, даже когда его сжимает средство 27 перемещения детали ближе к абразивному средству, гарантируя оптимальную чистовую обработку.
Кроме того, в каждой операции чистовой обработки частицы абразивного средства 20 затупляются. Именно поэтому предпочтительно согласно данному изобретению, каждое приемное устройство 23, 23' дополнительно содержит средство 26, 26' обеспечения вибрации бака 24, 24' для обновления верхнего слоя порошка, когда средство 27 перемещения детали ближе к абразивному средству перемещает деталь 1 на удаление от абразивного средства 20. В действительности, диаметр частиц в верхнем слое, находящемся в баке 24, 24', которые участвовали в чистовой обработке, уменьшился. Соответственно, во время вибраций С эти частицы механически перемещаются к днищу бака 24, 24'. Таким образом, ясно, что порошок на поверхности заменяется частицами большего диаметра, т.е. частицами, которые не были затуплены.
В примере, показанном на фиг.4, средство 22 крепления опорного устройства 25 включает в себя крепежное приспособление 30, образованное тремя подвижными пальцами, перемещающимися ближе друг к другу для удержания детали 1. Это крепежное приспособление 30 механически соединено со средством 27 перемещения детали ближе к абразивному средству. Предпочтительно, чтобы средство 27 перемещения детали ближе к абразивному средству включало в себя привод 28, предназначенный для прижатия детали 1 к абразивному средству 20 в направлении D, чтобы обеспечить усилие А прижатия к абразивному средству 20, необходимое для выполнения операции чистовой обработки. Предпочтительно, чтобы привод 28 развивал усилие, составляющее от 1 кг до 5 кг.
И наконец, в примере, показанном на фиг.2, средство 29 относительного перемещения содержит двигатель 31, который может входить в состав привода 28 средства 27 перемещения детали ближе к абразивному средству, позволяющий осуществлять перемещение Е детали назад и вперед относительно абразивного средства 20 вдоль вышеупомянутых требуемых линий сатинирования.
Для кольцевой детали 1, показанной в качестве примера на фиг.1 и 4, линии сатинирования будут предпочтительно концентрическими. Перемещение Е назад и вперед будет в этом случае представлять собой попеременные тригонометрические вращения вперед и назад. На самом деле, во время разработки системы 21 было продемонстрировано, что простое вращение делало чистовую обработку более равномерной. Это перемещение Е назад и вперед может осуществляться с амплитудой, составляющей от 5 мм до 20 мм, в зависимости от размера детали 1. Во время разработки было продемонстрировано, что в случае вращательного перемещения Е назад и вперед амплитуда, составляющая от 20° до 40°, обеспечивает высокий уровень однородности сатинирования.
В свете приведенных выше объяснений ясно, что требуемые линии сатинирования могут быть также прямолинейными. В таком случае двигатель средства относительного перемещения будет осуществлять перемещение Е назад и вперед с трансляцией перемещения.
Способ чистовой обработки согласно данному изобретению, таким образом, включает в себя следующие стадии. На первой стадии изготавливают деталь 1, содержащую по меньшей мере два материала различной твердости, и затем по меньшей мере одну из ее поверхностей полируют. На второй стадии деталь 1 монтируют на крепежном приспособлении 30 крепежного средства 22, с полированной поверхностью, предназначенной для контактирования с абразивным средством 20. На третьей стадии средство 27 перемещения детали ближе к абразивному средству активируют для перемещения D до тех пор, пока деталь 1 не коснется абразивного средства 20.
На четвертой стадии средство 27 перемещения детали ближе к абразивному средству прикладывает усилие между деталью 1 и абразивным средством 20, необходимое для операции чистовой обработки. Преимущественно согласно данному изобретению, абразивное средство в порошкообразном виде блокируется этим усилием и упругим противодействующим усилием В бака 24. После выполнения третьей и четвертой стадии средство 29 относительного перемещения также активируют для перемещения Е назад и вперед. Четвертая стадия может длиться несколько секунд для получения удовлетворительного качества чистовой обработки.
На пятой стадии средство 27 перемещения детали ближе к абразивному средству и средство 29 относительного перемещения выключают, чтобы переместить деталь 1 на удаление от абразивного средства 20. В то же время включают вибрационное средство 26 для обновления верхнего слоя абразивного средства 20 в порошкообразном виде. Пятая стадия может длиться несколько секунд для обеспечения удовлетворительного обновления.
После выполнения пятой стадии начинается новый цикл с новой деталью или с той же самой деталью, т.е. путем начала от первой стадии или от третьей стадии.
Отметим, что в примере, показанном на фиг.3, система 21 чистовой обработки содержит два приемных устройства 23, 23'. Этот вариант осуществления данного изобретения является предпочтительным для увеличения производительности. На самом деле, как видно на фиг.3, пока деталь 1 обрабатывается первым приемным устройством 23, во втором приемном устройстве 23' может производиться обновление абразивного средства. Таким образом, инициируется описанный выше новый цикл с помощью каретки 33, которая будет перемещать пластину 32 таким образом, чтобы позиционировать второе устройство 23' напротив опорного устройства 25.
Таким образом, ясно, что можно обеспечить чистовую обработку детали 1 путем последовательного применения различного типа абразивных средств по меньшей мере двух приемных устройств 23, 23' и/или по меньшей мере двух систем 21 к каждой детали 1.
Ясно, что преимущественно согласно системе 21 данного изобретения, время, необходимое для сатинирования зон, всегда одно и то же, независимо от числа зон, подлежащих сатинированию на одной и той же детали. Кроме того, линии сатинирования являются абсолютно однородными относительно друг друга, независимо от того, являются ли они изогнутыми или прямолинейными.
Конечно же, данное изобретение не ограничено проиллюстрированным примером, и возможны его различные варианты и изменения, которые будут ясны для специалистов в данной области техники. В частности, имеется возможность осуществлять чистовую обработку деталей 1 самых разнообразных форм, т.е. не ограниченных кольцевой формой, изображенной на фиг.1 и 2, как для элемента часов, так и не в области средств измерения времени, таких как детали столов или ювелирные украшения.
Кроме того, каждая система 21 может содержать большее или меньшее число приемных устройств 23, 23' и большее или меньшее число опорных устройств 25, причем такие варианты осуществления изобретения остаются в рамках объема данного изобретения. К примеру, та же самая система 21 чистовой обработки может содержать два опорных устройства 25 для одновременной чистовой обработки двух деталей и шесть приемных устройств 23, 23' с тремя различными типами используемых абразивных средств 20, смонтированных на одной пластине 32, которая может перемещаться с помощью каретки 33.
И наконец, абразивное средство должно быть приспособлено согласно материалам, используемым для изготовления детали. Материалы не ограничиваются теми материалами, которые указаны в настоящем описании.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВНЕШНЯЯ ДЕТАЛЬ ДЛЯ ЧАСОВОГО ИЗДЕЛИЯ И СИСТЕМА ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2590466C2 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |
| ПОДВЕСНАЯ СИСТЕМА СИДЕНЬЯ (ВАРИАНТЫ) И ПОСАДОЧНЫЙ УЗЕЛ ТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2699459C2 |
| Устройство для нанесения отделочных материалов на поверхность детали | 1985 |
|
SU1442268A1 |
| Устройство для гидроабразивной обработки | 1983 |
|
SU1151441A1 |
| НАКОНЕЧНИК РАСПОРНОГО УСТРОЙСТВА ДЛЯ СПАСАТЕЛЬНОГО ИНСТРУМЕНТА | 2014 |
|
RU2670041C2 |
| СУПЕРФИНИШИРОВАНИЕ КРУПНЫХ ПЛАНЕТАРНЫХ ЗУБЧАТЫХ ПЕРЕДАЧ | 2004 |
|
RU2375621C2 |
Изобретение относится к области абразивной обработки и может быть использовано для чистовой обработки деталей, имеющих зоны из по меньшей мере двух материалов различной твердости. Система содержит по меньшей мере одно приемное устройство, включающее абразивное средство, твердость абразивных частиц которого выше твердости одного из упомянутых материалов зон детали и ниже твердости других из упомянутых материалов зон детали, не подлежащих чистовой обработке. Предусмотрены опорное устройство для крепления детали, средство для перемещения детали к абразивному средству и средство для перемещения детали относительно приемного устройства. Каждое приемное устройство включает в себя бак, содержащий упомянутое абразивное средство в порошкообразном виде и выполненный эластичным с обеспечением регулирования уровня порошка в баке в зависимости от усилия, прикладываемого средством для перемещения детали к абразивному средству. В результате повышается производительность обработки с обеспечением высокого уровня однородности поверхности. 11 з.п. ф-лы, 4 ил.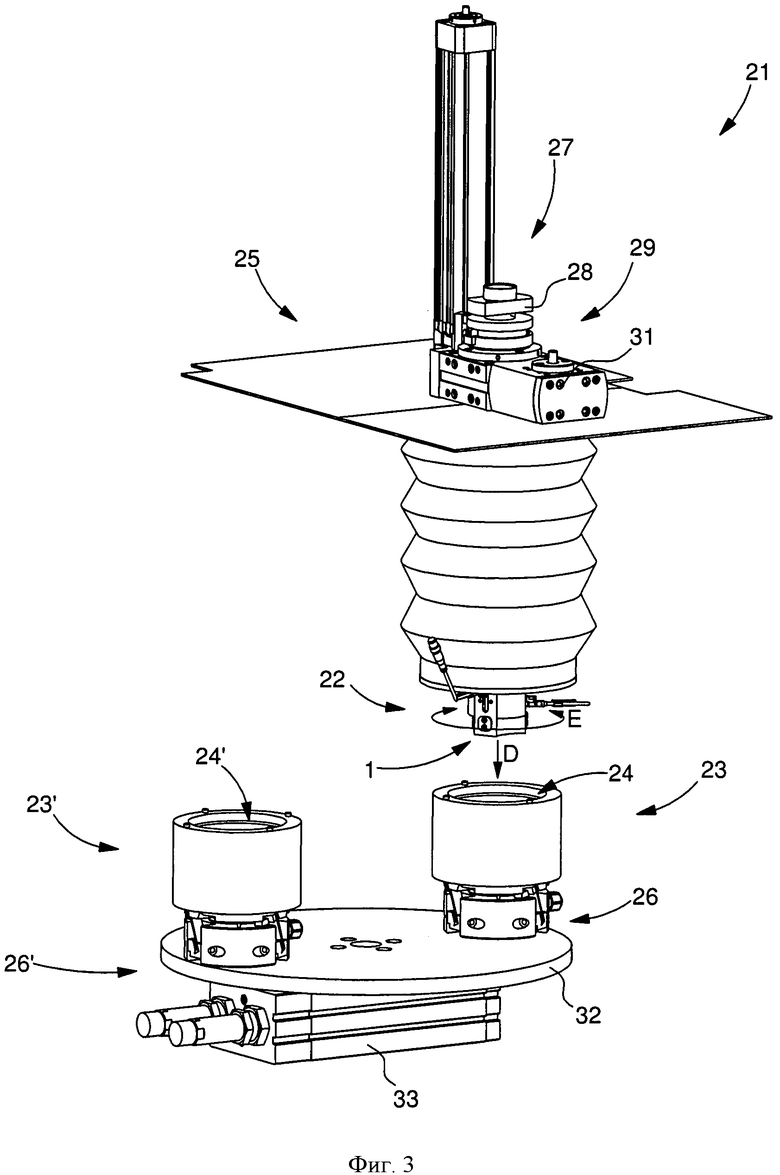
1. Система (21) для чистовой обработки детали (1), имеющей зоны из по меньшей мере двух материалов различной твердости, при этом система (21) содержит по меньшей мере одно приемное устройство (23, 23'), включающее абразивное средство (20), твердость абразивных частиц которого выше твердости одного из упомянутых материалов зон детали, подлежащих чистовой обработке, и ниже твердости других из упомянутых материалов зон детали, не подлежащих чистовой обработке, опорное устройство (25), включающее средство (22) для крепления детали (1), средство (27) для перемещения детали (1) к абразивному средству (20) и средство (29) для перемещения детали (1) относительно приемного устройства (23) по требуемым линиям чистовой обработки, при этом каждое приемное устройство (23, 23') включает в себя бак (24, 24'), содержащий упомянутое абразивное средство (20) в порошкообразном виде и выполненный эластичным с обеспечением регулирования уровня порошка в баке (24, 24') в зависимости от усилия, прикладываемого средством (27) для перемещения детали к абразивному средству.
2. Система (21) по п. 1, в которой диаметр частиц абразивного средства составляет от 0,3 мм до 1 мм.
3. Система (21) по п. 1, в которой абразивное средство (20) образовано из оксида кремния, и/или корунда, и/или пемзы, и/или алмаза, и/или нитридов, и/или карбидов, и/или оксида алюминия.
4. Система (21) по п. 1, в которой каждое приемное устройство (23, 23') дополнительно содержит средство (26, 26') для вибраций бака (24, 24'), выполненное с обеспечением обновления верхнего слоя абразивного средства (20) при удалении средства (27) для перемещения детали от абразивного средства (20).
5. Система (21) по п. 1, в которой средство (27) для перемещения детали к абразивному средству включает в себя привод (28), предназначенный для прижатия детали (1) к абразивному средству (20).
6. Система (21) по п. 5, в которой привод (28) средства (27) для перемещения детали к абразивному средству обеспечивает усилие, составляющее от 1 кг до 5 кг.
7. Система (21) по п. 1, в которой средство (29) для относительного перемещения детали содержит двигатель (31), обеспечивающий перемещение (E) детали (1) назад и вперед относительно абразивного средства (20) вдоль упомянутых требуемых линий чистовой обработки.
8. Система (21) по п. 7, в которой перемещение (E) детали назад и вперед относительно абразивного средства (20) является прямолинейным.
9. Система (21) по п. 7, в которой перемещение (E) детали назад и вперед относительно абразивного средства (20) является концентрическим.
10. Система (21) по п. 1, которая содержит по меньшей мере два приемных устройства (23, 23') для обновления абразивного средства в одном из приемных устройств, когда другое приемное устройство используется для чистовой обработки детали.
11. Система (21) по п. 10, в которой по меньшей мере два приемных устройства (23, 23') смонтированы на пластине (32), имеющей возможность перемещения посредством каретки (33) для выборочного позиционирования одного из упомянутых устройств напротив опорного устройства (25).
12. Система (21) по п. 1, в которой деталь (1) представляет собой элемент внешней части часов.
| GB 1067656 A, 03.05.1967 | |||
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2302940C1 |
| Устройство для определения механической прочности материалов | 1946 |
|
SU73536A1 |
| DE 2857522 A1, 12.06.1980. | |||

