Уровень техники
В настоящем изобретении речь идет о способе изготовления слитков, имеющих большие поперечные сечения и длины, которые значительно превосходят общепринятые в традиционном литье слитков в кристаллизаторы, с частичным применением известных технологий и предпочтительным использованием их признаков. Кроме того, изобретение касается установки для выполнения предлагаемого изобретением способа. Целью является изготовление, например, круглых слитков или же многоугольных, квадратных или прямоугольных форматов, имеющих диаметры для круглых блоков примерно свыше 300 мм или, соответственно, эквивалентного поперечного сечения при других формах поперечного сечения и длинах свыше 5.
Хотя известно изготовление больших, практически цилиндрических круглых слитков 600 мм и свыше этого и длин слитков до 5 м или несколько больше разливкой в кристаллизаторы для серого чугуна, при этом в качестве существенных проблем, наряду с другими, можно отметить зависание слитка в кристаллизаторе при его раздевании, а также неудовлетворительную структуру затвердевания в сердцевине, имеющую ликвации, дефекты и раковины.
Такие длинные, практически цилиндрические слитки применяются предпочтительно в кольцепрокатных станах, где они нарезаются по длине на короткие дисковидные слитки и перед применением в кольцепрокатном стане перфорируются, так что имеющая неудовлетворительное качество центральная область удаляется. Но применение таких слитков для других продуктов из-за неудовлетворительного качества центра слитка возможно только ограниченно.
Срок службы кристаллизаторов для серого чугуна также ограничен и поэтому представляет собой немаловажный экономический фактор.
Известны также установки для непрерывной разливки больших поперечных сечений с диаметром 600 мм и 800 мм. Трудность здесь заключается в том, что эти установки, во избежание экстремальных конструктивных высот, должны выполняться в виде криволинейных установок, чтобы можно было более или менее справиться с возникающими при обычных скоростях разливки от 0,15 м/мин до 0,30 м/мин длинами незатвердевшей части в пределах от 25 м до 30 м. При этом при обычных продолжительностях разливки макс. 90 мин с одного непрерывного слитка могут, например, получаться максимум 22 м непрерывного слитка в случае размера круглого слитка 600 мм, или 50 т, при этом непрерывный слиток в конце разливки при времени затвердевания прибл. 115 мин еще даже не затвердел полностью до начала непрерывного слитка. То есть, непрерывный слиток должен подниматься и правиться в частично затвердевшем состоянии.
Процесс затвердевания в радиальном участке и частично в горизонтали имеет следствием эксцентрическое полное затвердевание жидкой сердцевины, в частности, с большим количеством ликваций и включений, так что применение таких продуктов литья для высококачественных продуктов тоже возможно только условно.
Более длинные непрерывные слитки, имеющие соответственно увеличенные продолжительности разливки, могут получаться тогда, когда имеется промежуточная емкость достаточного объема и может производиться замена ковша, или имеются в распоряжении подогрев ковша посредством электродов или плазменной горелки.
Большие длины незатвердевшей части, как указывалось выше, приводят к большим радиусам криволинейных установок до 18 м, чтобы обеспечивать полное затвердевание большого поперечного сечения до конца правильно-растяжного участка и начала участка резки.
В любом случае непрерывная разливка больших поперечных сечений в криволинейных установках вследствие высоких весов непрерывных слитков является причиной сложной конструкции пояса опорных роликов установки, а также применения также сложной правильно-растяжной клети, чтобы раздевать непрерывный слиток с точно контролируемой скоростью и править большое поперечное сечение.
Поэтому такие установки приводят к высоким капитальным затратам, которые не могут или почти не могут амортизироваться, прежде всего, тогда, когда не может использоваться их высокая мощность.
Одноручьевая установка для круглого поперечного сечения 600 мм имеет производительность разливки примерно 550 кг/мин или 33 т/ч, то есть может разливать 50 т расплава за 1,5 ч. Если принимать в расчет подготовительное время 2,5 ч, такая установка при продолжительности эксплуатации 6000 ч может производить прибл. 75000 т в год. При замене ковша и более долгих продолжительностях разливки - соответственно больше. Часто нужны только от 20000 т до 25000 т таких продуктов. Но, исходя из этих количеств, не может производиться амортизация такой установки.
Если нужны поперечные сечения большего размера, такие как, например, круглые 800 мм или 1000 мм, то условия становятся еще более невыгодными.
Другим недостатком непрерывной разливки больших поперечных сечений является, что после конца разливки происходит образование глубоких первичных раковин, что негативно влияет на выход годного.
Раскрытие изобретения
Задачей изобретения является избежать вышеназванных недостатков и обеспечить возможность экономичного производства также небольших количеств слитков, имеющих диаметр 300 мм и свыше этого и длины слитков больше 5 м, и одновременно улучшить уровень качества по сравнению с вышеописанными известными способами.
Эта задача в соответствии с изобретением решается с помощью способа, имеющего отличительные признаки п.1 формулы изобретения, таким образом, что процесс разливки с соответствующей поперечному сечению разливки, заданной скоростью разливки продолжается до тех пор, пока не будет достигнута желаемая или максимальная длина слитка, определяемая высотой хода пуансона для вытягивания, и после конца регулярного процесса разливки продолжает подводиться жидкий металл в таком количестве, что по меньшей мере компенсируется возникающая при затвердевании усадка металлического или, соответственно, стального расплава.
Предпочтительные усовершенствования предлагаемого изобретением способа приведены в зависимых пунктах формулы изобретения. В рамки изобретения попадают все комбинации по меньшей мере из двух признаков, раскрытых в пунктах формулы изобретения, описании и/или на фигурах.
Вытянутый из кристаллизатора непрерывный слиток в зоне вторичного охлаждения охлаждается распыляемой водой, аэрозольным туманом или сжатым воздухом во время вытягивания слитка, а также по его окончании. По окончании процесса разливки и вытягивания слитка вторичное охлаждение может продолжаться максимум до полного затвердевания в уменьшенном объеме, однако при этом продолжает подводиться жидкая сталь либо со значительно сниженной по сравнению с процессом разливки скоростью, либо путем плавления расходуемого электрода, так что по меньшей мере компенсируется возникающая при затвердевании усадка.
Добавление расплавленного материала после конца процесса разливки может, например, осуществляться таким образом, что после удаления разливочного ковша и применяемой в случае необходимости промежуточной емкости зеркало жидкого металла в кристаллизаторе покрывается металлургически эффективным слоем шлака и путем плавления расходуемого электрода методом переплавления электрошлака подогревается до тех пор, пока все поперечное сечение не затвердеет. При этом существенно, что непосредственно после конца разливки с высокими скоростями плавления в кг/ч подогревается примерно от 0,5- до 2,5-кратного диаметра слитка в мм. Вместо диаметра слитка у квадратных слитков для определения скорости плавления используется длина стороны, а у прямоугольных форматов - половина суммы узкой и широкой стороны.
При этом применяемые плавящиеся электроды по своему химическому составу должны по существу соответствовать составу слитка.
Подогрев поддерживается предпочтительно во время всего процесса затвердевания, при этом скорость плавления пошагово или непрерывно снижается к концу затвердевания до 5-10% начального значения.
При этом количество расплавленного металла должно соответствовать по меньшей мере от 2% до макс. 10% общего веса слитка.
Добавление расплавленного материала по окончании регулярного процесса разливки и окончании вытягивания слитка может также осуществляться со скоростью разливки, уменьшенной по меньшей мере на коэффициент 10, причем эта скорость доливки к концу затвердевания уменьшается до 10% скорости при начале доливки, так что зеркало металла в кристаллизаторе поднимается только незначительно.
Снабжение дополнительным жидким материалом может также достигаться за счет того, что по окончании вытягивания слитка процесс разливки продолжается максимум с регулярной скоростью разливки, так что зеркало металла в кристаллизаторе поднимается через верхний край кристаллизатора до установленной на кристаллизаторе, снабженной керамической футеровкой насадки, пока не будет достигнута дополнительная высота макс. 10% регулярно разливаемой длины слитка. Во избежание преждевременного затвердевания металла в насадке насадка может дополнительно подогреваться.
Для обеспечения хорошей структуры затвердевания незатвердевшая часть во время регулярного процесса разливки может двигаться с помощью электромагнитного перемешивателя, который установлен либо в области кристаллизатора, либо непосредственно под кристаллизатором, при этом процесс перемешивания может продолжаться также после конца разливки и окончании фазы опускания.
Кроме того, может быть предусмотрено, чтобы незатвердевшая часть металла с помощью вертикально передвигающегося электромагнитного перемешивателя во время регулярного процесса разливки и опускания перемешивалась в нижней части непосредственно над платформой для опускания, при этом также по окончании процесса опускания перемешиватель по мере затвердевания может перемещаться в вертикальном направлении вверх.
Описание примеров осуществления
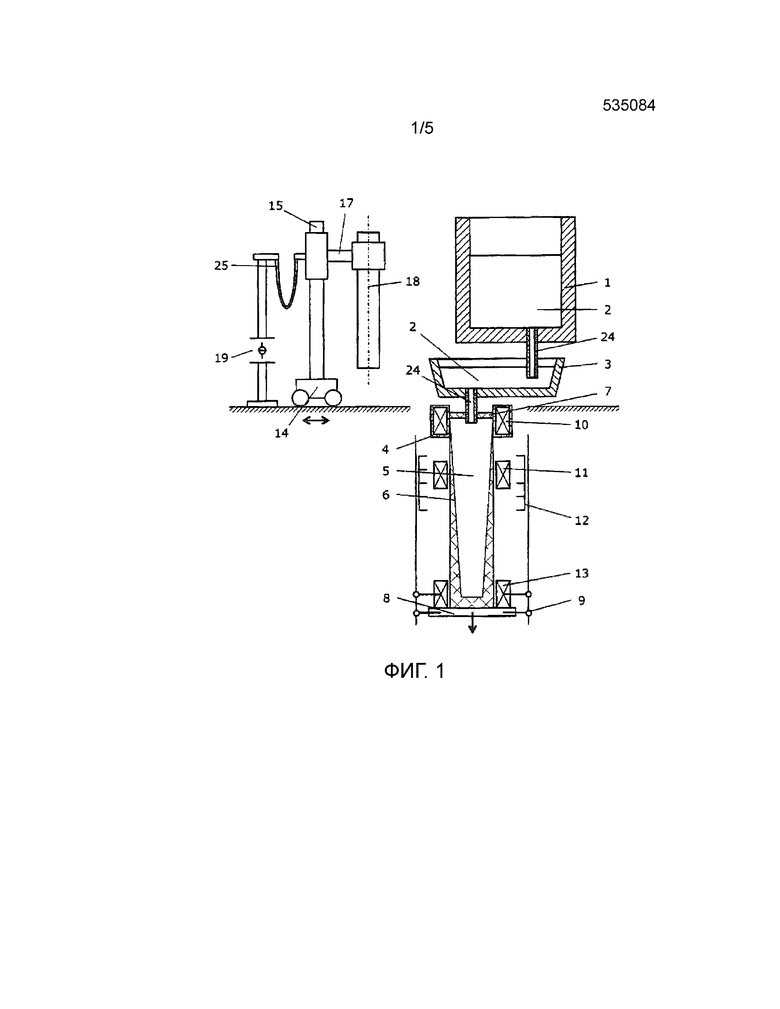
На фиг.1 схематично изображена установка, предназначенная для выполнения предлагаемого изобретением способа, во время регулярного процесса разливки. Содержащийся в футерованном разливочном ковше 1 жидкий металл 2, предпочтительно жидкая сталь, попадает через также футерованную промежуточную емкость 3 в короткий водоохлаждаемый осциллирующий кристаллизатор 4, который может быть снабжен перемешивателем 10 кристаллизатора, в жидкую незатвердевшую часть 5 металла, заключенную в образующейся затвердевшей корке непрерывного слитка 6.
Зеркало металла в кристаллизаторе 4 обычно покрывается порошком 7 для припудривания. Возможно также, чтобы подвод металла к кристаллизатору 4 осуществлялся прямо из разливочного ковша 1, и промежуточная емкость 3 отсутствовала. Для защиты от окисления жидкий металл 2 направляется через так называемые керамические защитные трубы 24.
Установленный на подовую плиту 8, имеющую вытягивающий механизм 9, образующийся слиток 6 соответственно скорости разливки вытягивается вниз до тех пор, пока не будет достигнута желаемая или максимально возможная на основе расчета установки длина слитка.
Наряду с опционально предусматриваемым электромагнитным перемешивателем 10 кристаллизатора может также применяться электромагнитный перемешиватель 11 под кристаллизатором 4 в области зоны 12 вторичного охлаждения.
Кроме того, передвигающийся в вертикальном направлении электромагнитный перемешиватель 13 во время процесса разливки может двигаться с подовой плитой 8 вниз и по окончании процесса опускания по мере затвердевания двигаться по слитку 6 вверх.
На фиг.1 показана также установка для электрошлакового подогрева в положении ожидания, которая по окончании процесса разливки может двигаться в положение плавления, разливки. Установка состоит из устройства 14 передвижения, которое может быть также выполнено в виде устройства наклона. На нем установлена мачта 15, с возможностью передвижения по которой установлена тележка 16 для электродов, на которой, в свою очередь, в плече электрододержателя установлен расходуемый плавящийся электрод 18. Вместо плавящегося электрода может также применяться не расходуемый графитовый электрод. Показанными на фиг.2 многоамперными шинами 17 и гибким многоамперным кабелем 25 установка соединена с источником 19 переменного тока или постоянного тока.
На фиг.2 показана предлагаемая изобретением установка, в которой слиток 6 по окончании регулярного процесса разливки электрошлаковым методом после установки металлически активной шлаковой ванны 20 путем плавления расходуемого электрода 18, с одной стороны, подогревается, а с другой стороны, в незатвердевшую часть 5 расплава подпитывается жидкий материал.
На фиг.3 показана предлагаемая изобретением установка, имеющая промежуточную емкость 3, которая может подогреваться посредством встроенной индукционной катушки 21.
На фиг.4 показана предлагаемая изобретением установка, имеющая промежуточную емкость 3, которая подогревается методом электрошлакового подогрева после установки металлически активной шлаковой ванны 27 с помощью электродов 28, которые снабжаются электричеством от источника 26 тока.
На фиг.5 показана часть кристаллизатора предлагаемой изобретением установки, на которой установлена керамическая изолирующая насадка 22, которая по достижении предусмотренной длины слитка и окончании вытягивания слитка путем продолжения процесса разливки была наполнена жидким расплавом, который может поддерживаться в разогретом состоянии, например, с помощью индуктивного подогрева 23.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной и полунепрерывной разливки металлов | 1977 |
|
SU758632A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОЙ ЗАГОТОВКИ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ДЕМОНТИРОВАННОГО ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630912C1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА | 2015 |
|
RU2575266C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И ПЛАВКИ | 1994 |
|
RU2082788C1 |
| Машина для горизонтальной непрерывной разливки металлов и сплавов | 1961 |
|
SU140176A1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ, ПОЛУЧЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ | 1993 |
|
RU2062801C1 |
| Способ получения многослойных слитков методом электрошлакового переплава | 2021 |
|
RU2761192C1 |
| СПОСОБ ПЛАВКИ ВЫСОКОРЕАКЦИОННЫХ МЕТАЛЛОВ И СПЛАВОВ НА ИХ ОСНОВЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2612867C2 |
| Способ полунепрерывной разливки металла | 1983 |
|
SU1115845A1 |




Изобретение относится к области металлургии. При разливке металлических слитков длиной более 5 метров в короткий кристаллизатор (4), после достижения заданной длины незатвердевшую часть металла подогревают. Для подогрева доливают металлический расплав в количестве, компенсирующем, по меньшей мере, усадку металлического расплава, возникающую при затвердевании слитка (6). При этом расплав вводят со скоростью, меньшей скорости разливки в 10 раз, которую пошагово или непрерывно уменьшают к концу затвердевания слитка до 10% от начальной скорости доливки. Либо зеркало жидкого металла в кристаллизаторе покрывают слоем жидкого шлака и подогревают электрошлаковым методом до затвердевания всего поперечного сечения слитка. При этом скорость плавления расходуемого электрода (18) в начале процесса подогрева устанавливают величиной, составляющей 0,5-2,5 диаметра слитка или длины стороны у квадратных слитков или половины суммы узкой и широкой стороны у прямоугольных слитков. Скорость плавления расходуемого электрода к концу доливки непрерывно или пошагово снижают до 10-15% от начального значения. Обеспечивается повышение качества слитка. 2 н. и 8 з.п. ф-лы, 5 ил.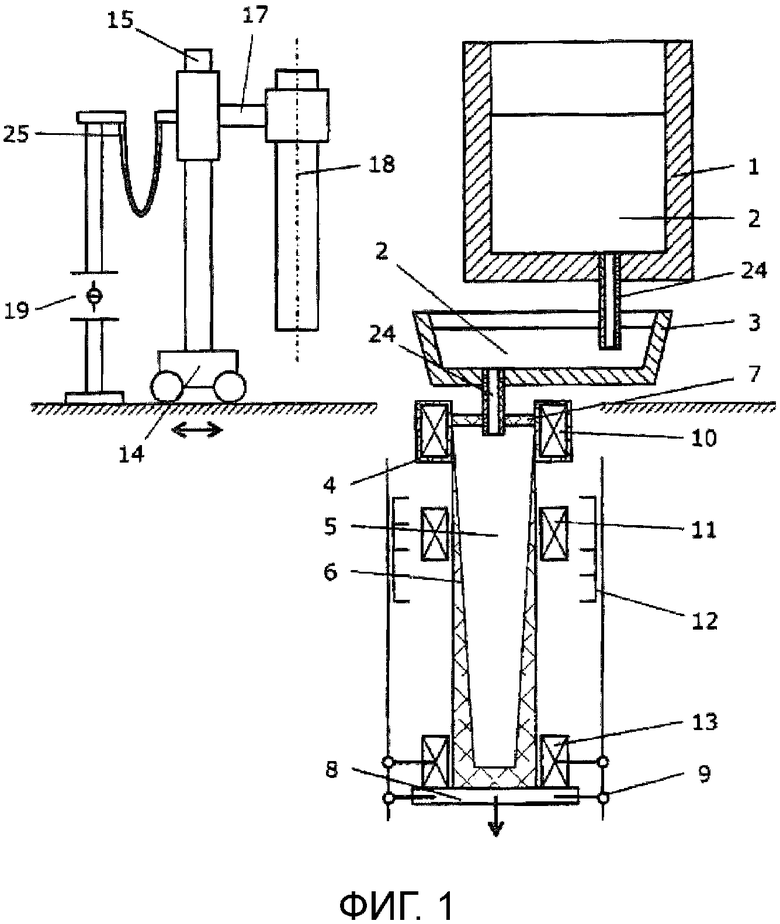
1. Способ изготовления слитка путем разливки металла в короткий, водоохлаждаемый, открытый снизу кристаллизатор (4), включающий этапы подачи металлического расплава из подогреваемого разливочного ковша (1) в кристаллизатор (4) либо напрямую, либо через подогреваемую снабженную огнеупорной футеровкой промежуточную емкость (3), и вытягивания затвердевающего слитка (6) из кристаллизатора (4) вниз посредством подовой плиты (8), при этом процесс разливки продолжают с установленной скоростью разливки, соответствующей поперечному сечению слитка, причем при достижении желаемой или максимальной длины слитка, определяемой высотой хода подовой плиты (8) осуществляют доливку металлического расплава в количестве, которое компенсирует возникающую при затвердевании усадку металлического расплава, для чего металлический расплав подают в кристаллизатор (4) со скоростью, которая по меньше мере в 10 раз меньше, чем скорость разливки, которую пошагово или непрерывно уменьшают к концу затвердевания слитка (6) до 10% начальной скорости доливки.
2. Способ по п.1, отличающийся тем, что слиток (6) из кристаллизатора (4) направляют в зону (12) вторичного охлаждения, в которой его охлаждают распыляемой водой, аэрозольным туманом или сжатым воздухом, причем это охлаждение пошагово или непрерывно уменьшают во время фазы полного затвердевания жидкой сердцевины после конца процесса разливки и по окончании вытягивания слитка.
3. Способ по п.1, отличающийся тем, что доливку металлического расплава осуществляют таким образом, что зеркало металла в кристаллизаторе (4) поднимают выше края кристаллизатора (4) до тех пор, пока в установленной на кристаллизаторе (4), снабженной керамической футеровкой, насадке (22) не будет достигнута высота максимум 10% длины слитка.
4. Способ по п.3, отличающийся тем, что изолированную насадку (22) дополнительно подогревают.
5. Способ по п.2, отличающийся тем, что доливку металлического расплава осуществляют таким образом, что зеркало металла в кристаллизаторе (4) поднимают выше края кристаллизатора до тех пор, пока в установленной на кристаллизаторе (4), снабженной керамической футеровкой, насадке (22) не будет достигнута высота максимум 10% длины слитка.
6. Способ изготовления слитков путем разливки металла в короткий, водоохлаждаемый, открытый снизу кристаллизатор (4), включающий этапы подачи металлического расплава из подогреваемого разливочного ковша (1) в кристаллизатор (4) либо напрямую, либо через подогреваемую, снабженную огнеупорной футеровкой промежуточную емкость (3), и вытягивания затвердевающего слитка (6) из кристаллизатора (4) вниз посредством подовой плиты (8), при этом процесс разливки осуществляют с установленной скоростью разливки, соответствующей поперечному сечению слитка, причем при достижении желаемой или максимальной длины слитка, определяемой высотой хода подовой плиты (8), осуществляют доливку металлического расплава в количестве, которое компенсирует возникающую при затвердевании слитка усадку металлического расплава, для чего после конца процесса разливки разливочный ковш (1) и/или промежуточную емкость (3) удаляют, зеркало жидкого металла в кристаллизаторе (4) покрывают жидким слоем (7) шлака, и путем плавления расходуемого электрода (18) электрошлаковым методом подогревают до тех пор, пока не затвердеет все поперечное сечение слитка, при этом скорость плавления расходуемого электрода (18) выбирают в начале процесса электрошлакового подогрева и устанавливают таким образом, что она составляет от 0,5 до 2,5-кратного диаметра слитка или длины стороны у квадратных слитков или половины суммы узкой и широкой стороны у прямоугольных форматов, причем указанную скорость плавления к концу доливки непрерывно или пошагово снижают до 10-15% начального значения.
7. Способ по п.6, отличающийся тем, что вытянутый из кристаллизатора (4) слиток (6) направляют в зону (12) вторичного охлаждения, в которой его охлаждают распыляемой водой, аэрозольным туманом или сжатым воздухом, причем это охлаждение пошагово или непрерывно уменьшают во время фазы полного затвердевания жидкой сердцевины после конца процесса разливки и по окончании вытягивания слитка.
8. Способ по п.6, отличающийся тем, что расходуемый электрод (18) по своему химическому составу соответствует составу слитка (6).
9. Способ по п.6, отличающийся тем, что расплавленное во время затвердевания количество соответствует 2-10% общего веса слитка (6).
10. Способ по п.7, отличающийся тем, что доливку металлического расплава осуществляют максимум со скоростью разливки таким образом, что зеркало металла в кристаллизаторе (4) поднимают выше края кристаллизатора до тех пор, пока в установленной на кристаллизаторе (4), снабженной керамической футеровкой насадке (22) не будет достигнута высота максимум 10% длины слитка.
| JP H07144255 A, 06.06.1995 | |||
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2004 |
|
RU2245754C1 |
| Способ отливки слитков на многоручьевой машине полунепрерывного литья | 1991 |
|
SU1822364A3 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ РАСПЛАВЛЕННОГО МЕТАЛЛА В УСТАНОВКУ НЕПРЕРЫВНОЙ ВЕРТИКАЛЬНОЙ РАЗЛИВКИ С ВЫТЯГИВАНИЕМ ВВЕРХ ЗАГОТОВОК И УСТАНОВКА С ИСПОЛЬЗОВАНИЕМ ЭТОГО УСТРОЙСТВА | 1994 |
|
RU2111830C1 |
| ОБРАБОТКА РАСПЛАВЛЕННЫХ МЕТАЛЛОВ ДВИЖУЩЕЙСЯ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ | 2001 |
|
RU2296034C2 |
| Э.Германн | |||
| Непрерывное литье | |||
| Москва, Металлургиздат, 1961, с | |||
| Гидравлическая или пневматическая передача | 0 |
|
SU208A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ШПАЛОРЕЗНЫЙ СТАНОК | 1922 |
|
SU607A1 |

