Фиг.1
«А
Изобретение относится к изготовлению резиновых технических изделий и может быть использовано при изготовлении надувных эластичных оболочек, в частности резино- кордных оболочек для шахтных пневматических крепей.
Цель изобретения - повышение качества оболочек за счет устранения влияния разброса размеров заготовок оболочек при формовании.
На фиг. 1 изображена заготовка оболочки в пресс-форме с подвижной полуформой, находящейся в положении, соответствующем минимально возможному размеру заготовки оболочки; на фиг. 2 - то же, с подвижной полуформой, находящейся в положении, соответствующем действительному размеру заготовки.
Предлагаемый способ может быть осуществлен следующим образом.
Собранную заготовку оболочки 1 помещают в формующую полость 2 пресс-формы, образованной неподвижной полуформой 3 и подвижной относительно нее полуформой 4, установленной в положение,, соответствующее формующей полости 2 для минимально возможного размера заготовки оболочки 1 (фиг. 1). Затем в полость заготовки оболочки 1 подают рабочую среду до создания в ней давления достаточного для перемещения подвижной полуформы 4 под действием раздуваемой заготовки оболочки 1 до увеличения формующей полости до действительного размера заготовки оболочки 1. Это давление может быть в пределах 10-30 кПа. Фиксируют подвижную полуформу 4 в этом рабочем положении с помощью регулируемого упора 5, запирают пресс-форму и доводят давление рабочей среды в заготовке оболочки 1 до номинального давления формования. Осуществляется формование оболочки 1 и вулканизация.
При сборке заготовок одного типоразмера оболочки их размеры колеблются в широких пределах, что при известных способах изготовления оболочек приводит либо к недопрессовке, если размер заготовки меньше номинального, либо к образованию складок на их поверхности, если размеры заготовки больше номинального. По предлагаемому способу формование заготовки производится в формующей полости, соответст0 вующей действительному размеру заготовки, в результате чего при вулканизации обеспечивается идеальное прилегание наружной поверхности заготовки к формообразующим поверхностям пресс-формы, что обеспечивает высокое качество оболочек.
Формула изобретены
Способ изготовления надувных эластич- 0 ных оболочек, при котором собирают заготовку оболочки, помещают ее в пресс-форму с подвижной полуформой, которую фиксируют в рабочем положении, и осуществляют формование и вулканизацию при создании в полости заготовки номинального давления рабочей среды, отличающийся тем, что, с целью повышения качества оболочек, при формовании подвижную полуформу сначала устанавливают в положение, соответствующее формующей полости для минимально возможного размера заготовки оболочки, затем в полости заготовки оболочки создают давление рабочей среды, достаточное для увеличения формующей полости до действительного размера заготовки оболочки за счет перемещения подвижной полуформы относительно неподвижной под действием раздуваемой заготовки, фиксируют подвижную полуформу и доводят давление рабочей среды в заготовке оболочки до номинального.
5
5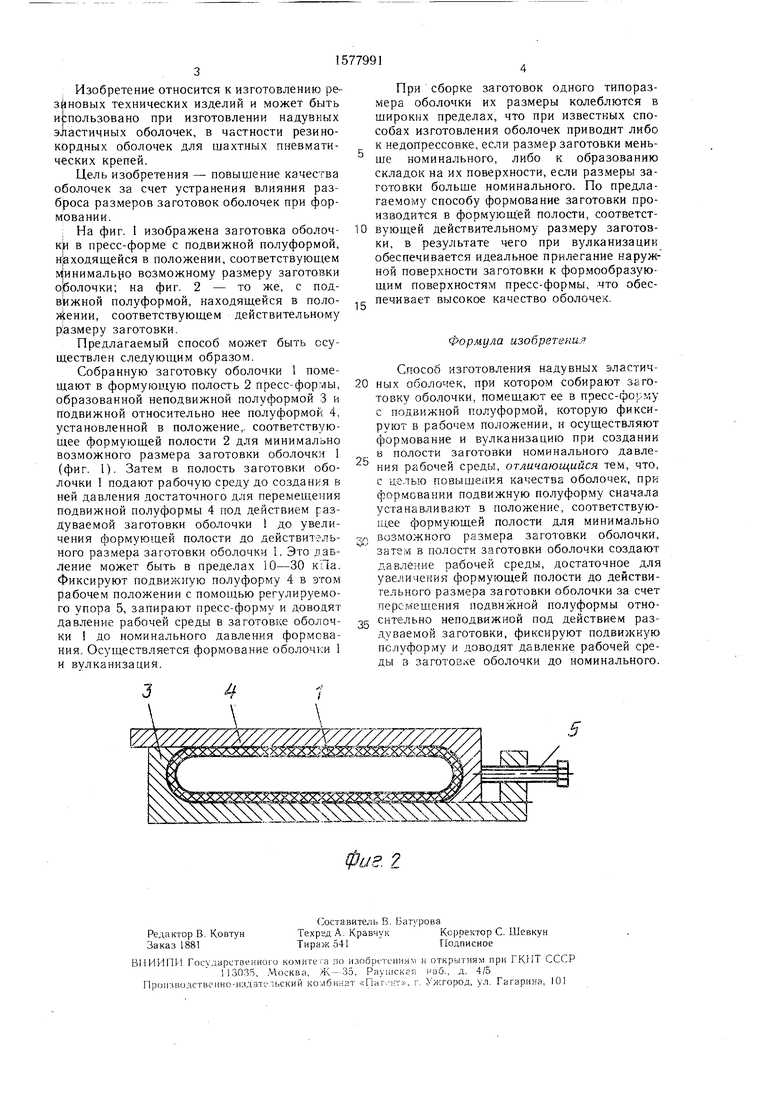
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК И СПОСОБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2688602C1 |
| Устройство для вулканизации по-КРышЕК пНЕВМАТичЕСКиХ шиН | 1979 |
|
SU844365A1 |
| Устройство для изготовления резиновых оболочек | 1985 |
|
SU1243956A1 |
| Пресс-форма для термообработки надувных оболочек | 1991 |
|
SU1825741A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 1999 |
|
RU2157317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ВРАЩЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2638857C1 |
| Пресс-форма для изготовления трубчатых эластичных оболочек | 1978 |
|
SU874386A1 |
| Пресс-форма для вулканизации резинокордных оболочек | 1975 |
|
SU554167A1 |
| Устройство для изготовления камер | 1983 |
|
SU1087363A1 |
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1086638A1 |
Изобретение относится к изготовлению резиновых технических изделий и может быть использовано при изготовлении надувных эластичных оболочек, в частности резинокордных оболочек для шахтных пневматических крепей. Цель изобретения - повышение качества оболочек за счет устранения влияния разброса размеров заготовки оболочек при формовании. Для этого при формовании подвижную полуформу 4 сначала устанавливают в положение, соответствующее формующей полости 2 для минимально возможного размера заготовки оболочки 1. Затем в полости заготовки оболочки 1 создают давление рабочей среды, достаточное для увеличения формующей полости до действительного размера заготовки оболочки за счет перемещения подвижной полуформы 4 относительно неподвижной полуформы 3 под действием раздуваемой заготовки. Фиксируют подвижную полуформу и доводят давление рабочей среды в заготовке оболочки 1 до номинального. В результате предотвращается недопрессовка оболочек и образование складок на их поверхности. 2 ил.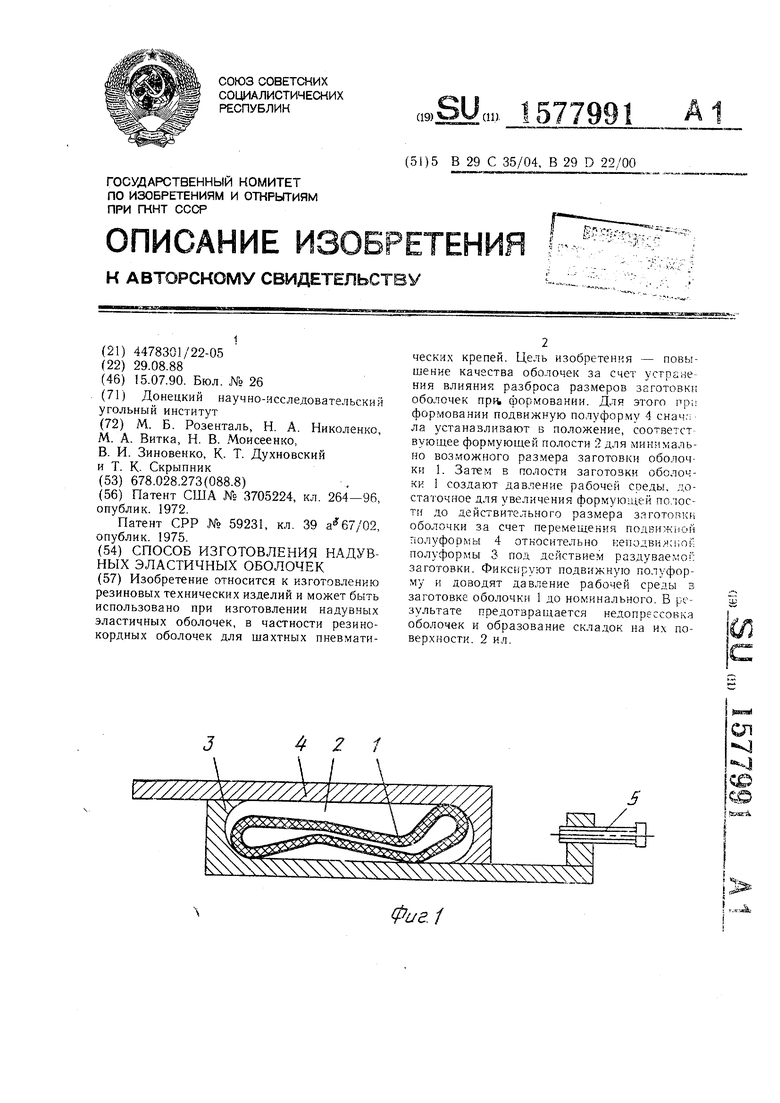
У//////7 7Ш 777777Я77/7
LXXXXXX
.. 1х
5
.ES
| Патент США № 3705224, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Станок для отделки валенок | 1927 |
|
SU59231A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
