Изобретение относится к разделительным операциям обработки металлов давлением и может быть использовано при применении механических прессов и ножниц.
Известен способ отрезки на механических ножницах, который включает установку прутка в рабочую позицию между верхним и нижним ножами, упругое деформирование при ходе вниз звеньев замкнутой через пруток кинематической цепи до отрезки заготовки от прутка сдвигом перекрытием ножей, возврат в верхнее положение с раскрытием ножей [Семенов С.И. Технология и оборудование ковки и горячей штамповки: Учебник для средних профессиональных учебных заведений по специальности 1105 «Обработка металлов давлением». - М. Машиностроение, 1999 г., стр. 10, рис. 4].
Недостаток известного способа заключается в интенсивном износе пар кинематической цепи и потере энергии ее упругой деформации при резком сбросе усилия отрезки.
Изобретение направлено на повышение КПД и надежности работы механических ножниц.
Повышение КПД и надежности работы механических ножниц достигается тем, что способ отрезки на механических ножницах включает раскрытие верхнего и нижнего ножей, установку прутка в рабочую позицию между верхним и нижним ножами, упругое деформирование при ходе вниз звеньев замкнутой кинематической цепи ножниц, отрезку заготовки сдвигом перекрытием верхнего и нижнего ножей, при этом вначале осуществляют упругое деформирование при ходе вниз звеньев замкнутой кинематической цепи ножниц до раскрытия ножей, затем устанавливают пруток в рабочую позицию между верхним и нижним ножами и осуществляют отрезку заготовки сдвигом перекрытием верхнего и нижнего ножей посредством силы упругой деформации кинематической цепи ножниц при возврате в верхнее положение.
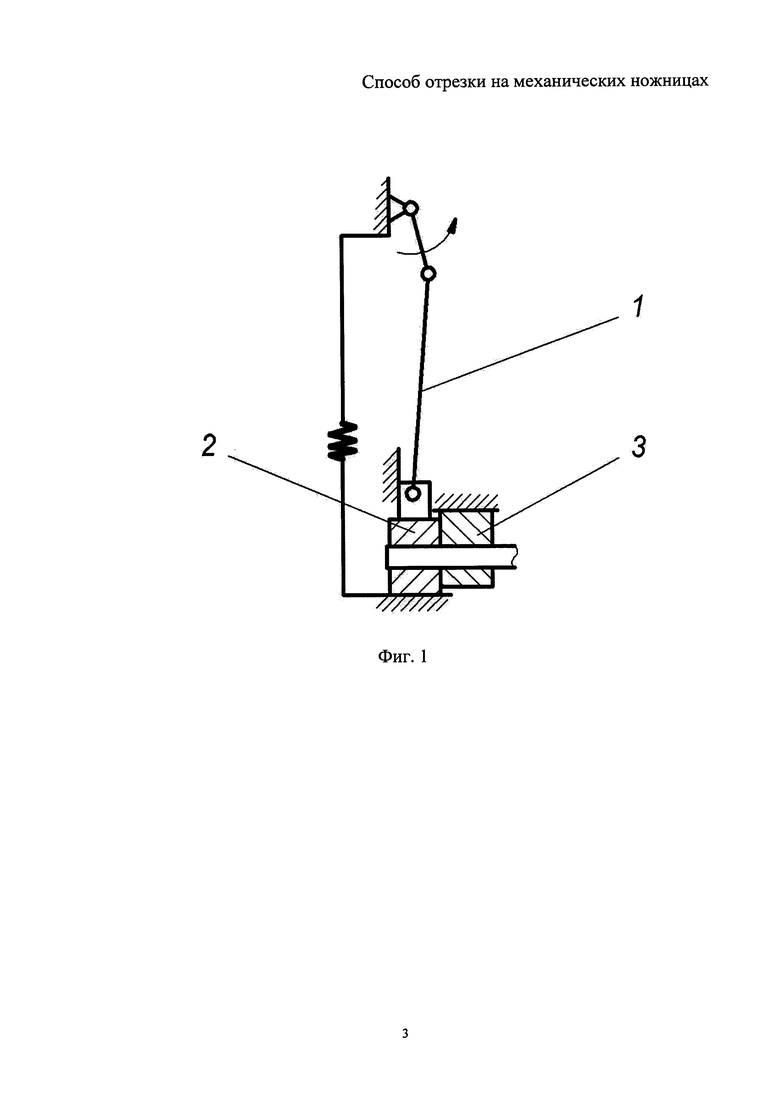
На фиг. 1 показана схема воздействия на пруток на участке возврата кинематической цепи ножниц в верхнее положение при отрезке заготовки указанным способом.
Отрезка заготовок осуществляется следующим образом. При совершении хода вниз кинематическая цепь ножниц 1 замыкается на нижнем ноже 2, установленном на станине. Дальнейшее перемещение происходит в результате воздействия на нижний нож за счет упругой деформации цепи с раскрытием нижнего ножа и верхнего ножа 3, установленного на станине. Пруток устанавливают в рабочую позицию между ножами 2 и 3. Далее, при возврате кинематической цепи в верхнее положение и снятии усилия упругой деформации нижний нож 2 сдвигает заготовку перекрытием верхнего ножа 3.
Энергия упругой деформации кинематической цепи расходуется на выполнение отрезки, а после отделения заготовки возвращается на маховик ножниц без раскрытия зазоров и ударов в кинематических парах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-ножницы | 1980 |
|
SU956180A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 2005 |
|
RU2287397C1 |
| Радиально-обжимная машина | 1972 |
|
SU478662A2 |
| Ножницы для резки проката | 2020 |
|
RU2736946C1 |
| Штамп для отрезки заготовок от прутка | 1981 |
|
SU929348A1 |
| Пресс-ножницы | 1980 |
|
SU963726A1 |
| Плоскопрокатный автомат | 1983 |
|
SU1209350A1 |
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU418289A1 |
Изобретение относится к разделительным операциям обработки металлов давлением и может быть использовано при применении механических прессов и ножниц. Способ отрезки заготовки от прутка механическими ножницами включает упругое деформирование звеньев замкнутой кинематической цепи ножниц и раскрытие ножей при ходе вниз непосредственным воздействием на нижний нож, а отрезку заготовки сдвигом перекрытием верхнего и нижнего ножей производят силой упругой деформации кинематической цепи ножниц при возврате в верхнее положение. В результате обеспечивается повышение КПД и надежности работы механических ножниц. 1 ил.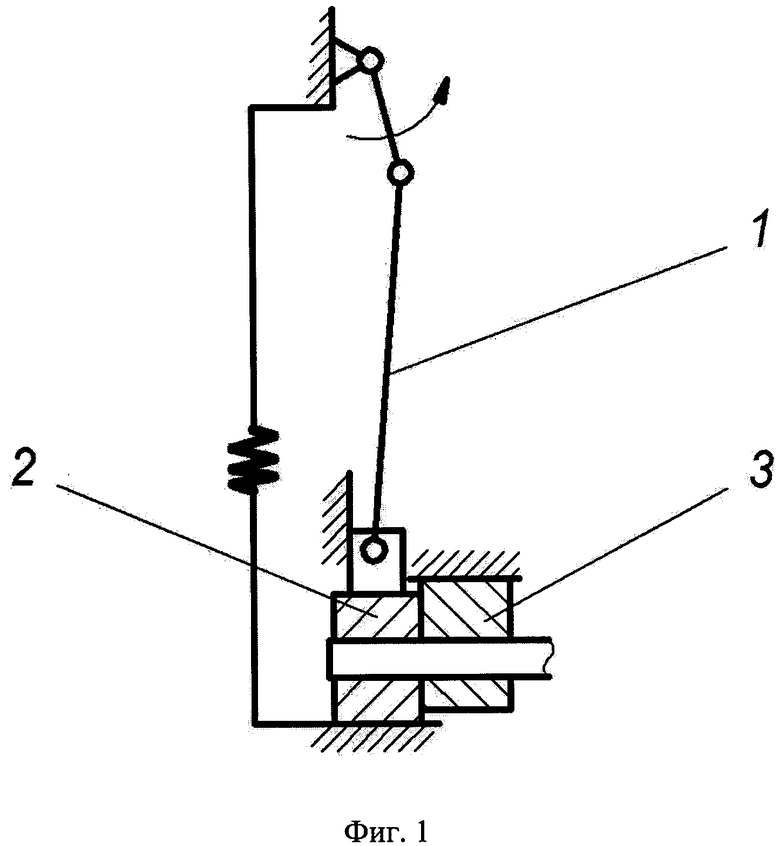
Способ отрезки заготовки от прутка механическими ножницами, включающий раскрытие верхнего и нижнего ножей, установку прутка в рабочую позицию между верхним и нижним ножами, упругое деформирование при ходе вниз звеньев замкнутой кинематической цепи ножниц, отрезку заготовки сдвигом перекрытием верхнего и нижнего ножей, отличающийся тем, что вначале осуществляют упругое деформирование при ходе вниз звеньев замкнутой кинематической цепи ножниц до раскрытия ножей, затем устанавливают пруток в рабочую позицию между верхним и нижним ножами и осуществляют отрезку заготовки сдвигом перекрытием верхнего и нижнего ножей посредством силы упругой деформации кинематической цепи ножниц при возврате в верхнее положение.
| Семенов С.И | |||
| Технология и оборудование ковки и горячей штамповки | |||
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОГО СОЕДИНЕНИЯ ДВУХ ИЛИ НЕСКОЛЬКИХ ЭЛЕКТРОДВИГАТЕЛЕЙ ПОСТОЯННОГО ТОКА, СНАБЖЕННЫХ КОНТАКТНЫМИ КОЛЬЦАМИ, ДЛЯ ПОЛУЧЕНИЯ СИНХРОННОГО ИХ ВРАЩЕНИЯ | 1919 |
|
SU1105A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ разделения профилей и устройстводля ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU804254A1 |
| Ножницы для резки металлических прутков | 1986 |
|
SU1488139A1 |
| US 6000311 A1, 14.12.1999. | |||

