(54) СПОСОБ РАЗДЕЛЕНИЯ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Способ разделения труб | 1989 |
|
SU1794601A1 |
| СПОСОБ ОТРЕЗКИ ОТ ПРУТКА ЗАГОТОВОК | 1999 |
|
RU2147493C1 |
| Способ резки профилей и устройство для его осуществления | 1978 |
|
SU770685A1 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| Устройство для разделения профильногоМАТЕРиАлА | 1978 |
|
SU816705A1 |
| Ножницы для резки проката | 1981 |
|
SU996109A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU418289A1 |
| МЕХАНИЗМ ДИФФЕРЕНЦИРОВАННОГО ЗАЖИМА ПРУТКА | 1971 |
|
SU302232A1 |
| Устройство для разделения проката | 1986 |
|
SU1323256A1 |
I
Изобретение относится к обработке металлов давлением, в частности для резки профилей, проката, труб и т. д., и может использоваться в различных отраслях промышленности.
Известен способ разделения профилей, заключающийся в создании концентратора напряжений и последующем скручивании отделяемой заготовки 1.
Недостатком этого способа является то, что в процессе разделения слои металла, расположенные ближе к боковой поверхности профиля, сдвигаются больше, чем слои, распол0женные у центра поперечного сечения профиля. При этом, когда у слоев, расположенных ближе к боковой поверхности профиля, достаточный сдвиг обуславливает отделение заготовки от профиля, слои, расположенные дальще от боковой поверхности (ближе к центру), еще не теряют целостности. Вследствие этого поверхность среза, полученная кручением, бывает некачественной - образуются рванины и остатки металла в виде выступов у центра срезанной поверхности заготовки.
Известно устройство для осуществления способа разделения профилей, содержащее
станину, расположенные по обе стороны от плоскости реза и противоположно друг другу прижим профиля и нижний нож, а также верхний нож и зажим заготовки, причем последние установлены с возможностью поворота 1.
Недостатки известного устройства состоят в малой производительности и в плохом качестве поверхности среза.
Цель изобретения - повыщение производительности.
Для достижения поставленной цели концентратор напряжений создают сдвигом отделяемой заготовки относительно профиля а скручивание осуществляют одновременно
с дальнейщим сдвигом заготовки.
Устройство для осуществления предлагаемого способа снабжено приводами возвратно-поступательного перемещения, связанными с прижимом профиля и верхним ножом, и поддерживателем в виде гидропневматической подущки, взаимодействующим с зажимом заготовки, а нижний нож жестко закреплен на станине.
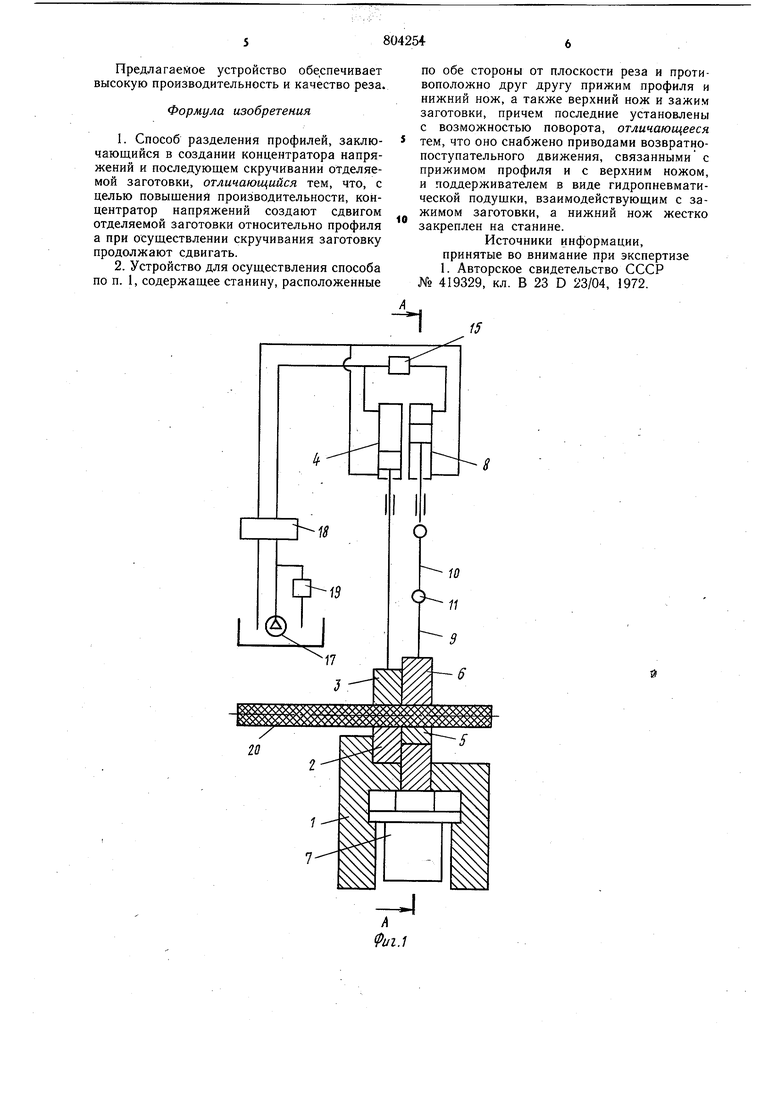
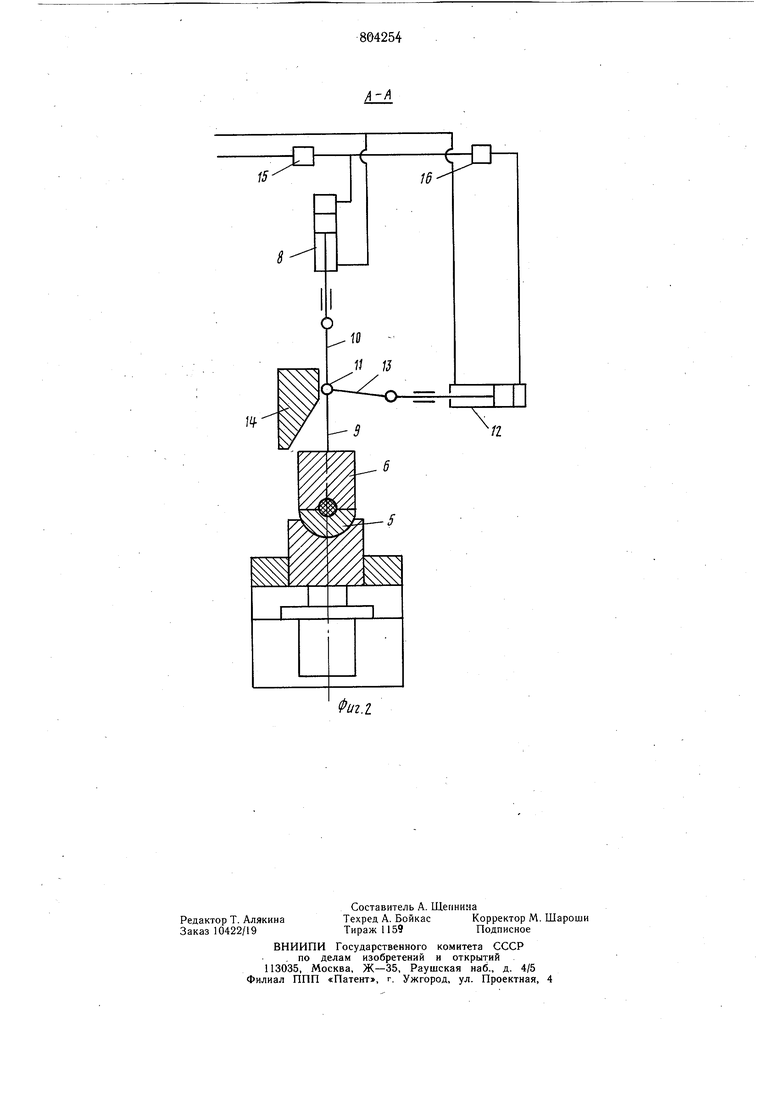
На фиг. 1 показано устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1. Усилие, развиваемое прессом или сортовыми ножницами в процессе резки, не остается постоянным, а изменяется на протяжении рабочего хода. При этом максимальное усилие возникает не в начале резки- сдвига, а после того, как происходит определенный сдвиг среза-емой заготовки относительно деформируемого прутка, хотя при этом уменьшается плопдадь срезаемого сечения. Величина относительного сдвига S (отношение сдвига срезаемой заготовки к диаметру деформируемого прутка), при котором возникает максимальное усилие, зависит от характеристик срезаемого материала. Максимальное усилие резки возникает при сдвиге, равном примерно 0,15 D, а полное отделение при сдвиге примерно 0,25 D, где D - диаметр разрезаемого прутка. Для сдвига, равном примерно 0,05 D, затрачивается небольшое усилие, и такой сдвиг не производит отделения. Не снимая усилия сдвига, зажатую заготовку поворачивают относительно продольной ее оси на небольщой угол, необходимый .сдвиг и угол кручения зависят от механических свойств и толщины разделяемого материала. Кручение уменьшает прочность срезаемого сечения, а потому сдвигающее усилие, которое непрерывно воздействует на срезаемую заготовку, производит ее дальнейщий сдвиг, так как кручение уменьшило сопротивление срезаемого сечения сдвигу. С момента начала кручения кручение и сдвиг срезаемой заготовки происходят одновременно. Усилие кручения (всегда меньшее, чем усилие сдвига) нарастает до определенного момента времени, пока создаваемый дополнительный сдвиг срезаемой заготовки обуславливает увеличение сопротивления срезаемого сечения. Кручение при резке заготовки от прутка сдвигом уменьшает потребное усилие сдвига, а сочетание кручения со сдвигом обеспечивает хорошее качество срезаемой заготовки При разделении прутка из стали 45 D 100 мм, бб 60 мс/мм полное отделение заготовки от прутка происходит при сдвиге равном 41 мм. К прутку прикладывается усилие 300 тс, в результате чего заготовка сдвигается относительно прутка на 8 мм. Затем заготовку поворачивают, не снимая усилия 300 тс, и она отделяется от прутка. Диаметр срезаемого прутка стали 450 100 м Ширина зажимов равна диаметру деформируемого прутка 100 мм. Сдвиг-перемещение продольной оси деформируемого прутка - 100 мм, а угол кручения срезаемой заготовки - около 15°. Максимальное усилие, развиваемое устройством при резке, около 200 тс --в 2,5 раза меньше, чем при резке на ножницах с противодавлением на нижнем прижиме (от гидропневматической подушки). Устройство для осуществления способа разделения профилей содержит станину 1, к которой жестко прикреплен нижний нож 2, прижим 3 профиля, расположенный противоположно нижнему ножу и связанный с приводом возвратно-поступательного движения в виде силового цилиндра 4. По другую сторону плоскости реза расположен зажим 5 заготовки, и верхний нож 6. Зажим 5 заготовки имеет сферическую опорную поверхность, взаимодействующую с . поддерживателем 7 в виде гидропневматической подушки. Верхний нож 6 связан с приводом возвратно-поступательного движения в виде силового цилиндра 8 при помощи рычагов 9 и 10, соединенных шарниром 11. Поворот верхнего ножа 6 и зажима 5 заготовки осуществляется силовым цилиндром 12, соединенным через рычаг 13 с шарниром И, который перемещается по копиру 14, закрепленном настанине 1. Силовые цилиндры 4 и 8 соединены между собой через золотник 15, с силовым цилиндром 12 через золотник 16 и с насосом 17 через реверсивный золотник 18. Напорный золотник 19, расположенный в гидроприводе, обеспечивает отсутствие перегрузки в гидроприводе. Приводы могут быть гидравлическими, пневматическими и механическими. Устройство работает следующим образом. В исходном положении верхний нож 6 и прижим 3 профиля находятся в верхнем положении. В полость нижнего ножа 2 и зажима заготовки подается профиль .20. Включается гидропривод, и рабочая среда насосом подается в полость силового цилиндра 4, а прижим 3 профиля опускается. После того, как прижим 3 прижмет профиль 20 к нижнему ножу 2, давление в трубопроводе возрастает, открывается золотник 15, и рабочая среда поступает в силовой цилиндр 8, опуская вниз верхний нож 6. Происходит сдвиг заготовки с усилием, на которое установлен золотник 15. При этом зажим 5 также опускается вниз, а подцерживатель 7, оказывая сопротивление перемещению зажима 5, производит зажим отделяемой заготовки. Затем после частичного сдвига заготовки относительно профиля (например, с усилием, равным 20% усилия полного разделения сдвигом заготовки от прутка) открывается золотник 16, и рабочая среда поступает в силовой цилиндр 12, в результате перемещения рычагов 9, 10 и 13 происходит поворот верхнего ножа 6, зажима 5 и расположенной в их полостях частично срезанной заготовки. В результате кручения заготовки прилагаемое усилие сдвига силовым цилиндром 8 (соответствующее, например 20% усилию полного отделения сдвигом) в состоянии произвести дальнейший сдвиг заготовки до ее полного отделения. Так как золотник 16 открыт, то сдвиг и кручение заготовки происходят с момента его открытия одновременно. При переключении реверсивного золотника 18 детали устройства возвращаются в исходное положение.
Предлагаемое устройство обеспечивает высокую производительность и качество реза.
Формула изобретения
по обе стороны от плоскости реза и противоположно друг другу прижим профиля и нижний нож, а также верхний нож и зажим заготовки, причем последние установлены с возможностью поворота, отличающееся тем, что оно снабжено приводами возвратнопоступательного движения, связанными с прижимом профиля и с верхним ножом, и поддерживателем в виде гидропневматической подущки, взаимодействующим с зажимом заготовки, а нижний нож жестко закреплен на станине.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 419329, кл. В 23 D 23/04, 1972.
15
