Настоящее изобретение относится к способу синтеза для производства огнеупорного оксидно-керамического материала из CaZrO3, в частности, в форме огнеупорного, предпочтительно, механически измельченного, в частности, дробленого и/или размолотого, гранулированного материала, а также шихты и грубокерамического формованного или неформованного огнеупорного изделия, содержащего, по меньшей мере, предварительно синтезированный содержащий цирконат кальция огнеупорный гранулированный материал.
Термин «огнеупорный» в пределах объема изобретения не ограничивается определением в соответствии с ISO 836 или DIN 51060, которое определяет температуру падения конуса >1500°С. Огнеупорные изделия в соответствии с изобретением имеют точку размягчения под давлением Т0,5 в соответствии с DIN EN ISO 1893: 2009-09 Т0,5≥600°С, предпочтительно, Т0,5≥ 800°С. Соответственно, огнеупорными или тугоплавкими зернистыми материалами или гранулированными материалами являются для целей настоящего изобретения, такие зернистые материалы или гранулированные материалы, которые являются подходящими для указанных выше огнеупорных изделий, которые имеют точку размягчения под давлением Т0,5. Огнеупорные изделия по изобретению применяют для защиты конструкций агрегатов в агрегатах, в которых температуры составляют от 600 до 2000°С, в частности, от 1000 до 1800°С.
Известно, что грубокерамические изделия представляют собой изделия из гранулированных материалов с размером зерна до 6 мм, в отдельных случаях также до 25 мм (см. «Gerald Routschka/Hartmut Wuthnow, Praxishandbuch «Feuerfeste Werkstoffe», 5. Auflage, Vulkan-Verlag, (в дальнейшем называемое «Руководство»), Раздел 2).
При этом термин «гранулированный материал» или «зернистый материал» по изобретению включает сыпучее твердое вещество, которое состоит из множества небольших, твердых зерен. Если зерна имеют размер зерна ≤200 мкм, гранулированный материал представляет собой пыль или порошок. Зерно, получаемое посредством механического измельчения, например, дробления и/или размалывания, представляет собой дробленые гранулы или дробленый гранулированный материал. Гранулированный материал также может иметь гранулы или пеллеты, которые получают посредством гранулирования или пеллетирования без механического измельчения. Распределение зерен гранулированного материала по фракциям, как правило, осуществляют посредством просеивания.
В случае грубокерамических изделий также проводят разделение между формованными и неформованными изделиями.
Формованные грубокерамические изделия представляют собой необожженные, отожженные или обожженные в качестве керамики, предпочтительно, изготовленные на керамическом заводе, изделия, в частности, кирпичи или плиты. Они имеют определенную геометрию и готовы к установке. Формование осуществляют, например, посредством прессования, штампования, трамбования или шликерного литья. Формованные изделия, в частности, кирпичи, применяют, например, для кладки футеровки в присутствии цементного раствора или без цементного раствора («бесшовно»). Процесс производства грубокерамических формованных изделий обычно делится на следующие этапы (Руководство, стр. 15/Пункт 2.1):
- Подготовки
- Смешивания
- Формования
- Сушки
- Термической обработки при 800°С, обжига или спекания
- Последующей обработки (при необходимости).
Неформованные изделия по изобретению представляют собой изделия, которые изготовлены в их окончательной форме, обычно пользователем, из неформованной массы или из комка, например, посредством литья, вибрации, набивки, трамбования или торкретирования. Неформованные изделия обычно размещают на месте использования позади опалубки на большой площади и после затвердевания они образуют часть футеровки. Например, неформованные изделия представляют собой массу для торкретирования, массу для трамбования, массу для литья, массу для виброформования или массу для заливки.
Как формованные, так и неформованные изделия по изобретению изготавливают известным способом из грубокерамической шихты.
Цирконат кальция представляет собой стабильный стехиометрический состав на фазовой диаграмме CaO-ZrO2. Он имеет высокую температуру плавления 2368°С и устойчив к щелочной коррозии. Поскольку он редко встречается в природе в виде минерала, цирконат кальция для технического применения должен быть синтезирован. Целью этого предварительного синтезирования при этом является получение фазочистого материала или материала из 100% цирконата кальция. Потому что это обеспечивает хорошие характеристики огнеупорных изделий, полученных из предварительно синтезированного материала.
DE 102012003483 раскрывает термостойкое и устойчивое к коррозии керамическое изделие на основе цирконата кальция, причем структура изделия состоит из дробленых гранул, содержащих предварительно синтезированный цирконат кальция. Дробленые гранулы имеют соотношение ZrO2/CaO от 1,6:1 до 1:1,5 и размер зерна от 100 мкм до 6 мм. Помимо этого, дробленые гранулы имеют долю >50 по массе. Кроме того, изделие имеет окружающую дробленые гранулы спекаемую при >1300°С связующую матрицу из мелкозернистого цирконата кальция и/или диоксида циркония с размером зерна от 50 нм до 150 мкм.
Содержащие цирконат кальция дробленые гранулы могут представлять собой спеченные и раздробленные дробленые гранулы на основе CaZrO3, синтезированного из СаСО3 и ZrO2, причем спеченные дробленые гранулы спекались при температуре более 1300°С.
Кроме того, связующая матрица может быть получена из смеси карбоната кальция с размером зерна от 50 нм до 150 мкм и нестабилизированного диоксида циркония с размером зерна от 50 нм до 150 мкм.
Дробленые гранулы, помимо этого, предпочтительно, получают посредством технологии шликерного литья. Однако они также могут быть получены посредством технологии пластичного формования или прессования.
DE102012003478 А1 описывает применение оксидно-керамического материала с по меньшей мере 75 масс. % CaZrO3 и максимально 25 масс. % ZrO2 в качестве футеровочного материала для газификационных установок. Производство материалов осуществляют, например, с использованием технологии шликерного литья. Для этого, в соответствии с DE102012003478 Al, ZrO2 перемешивают с СаСО3 и другими добавками и добавляют воду с образованием шликера. Молярное соотношение ZrO2/СаСО3 составляет от 1,6:1 до 1:1,5. Шликер выливают в гипсовую форму, которая извлекает воду из шликера, таким образом получая формованную заготовку. Формованную заготовку высушивают, а затем спекают при температурах от 800 до 1700°С, предпочтительно, при от 1300 до 1500°С в окислительных или восстановительных условиях.
В соответствии с другим способом в соответствии с DE102012003478 А1, образец для испытаний, изготовленный шликерным литьем из CaZrO3, дробят на различные гранулометрические классы и гранулированный материал обрабатывают с применением дополнительных добавок с образованием массы, пригодной для литья или виброформования. Эту массу, которая состоит из грубо- и мелкозернистого CaZrO3, а также незначительной доли ZrO2, затем высушивают и спекают. В соответствии с DE102012003478 А1 могут быть получены крупноразмерные строительные элементы с открытой пористостью до 20%.
В DE102012003478 А1 также показан вариант осуществления, в котором полученный материал, после спекания при температуре 1400°С, содержит 64% CaZiO3 и 36% Ca0,15Zr0,85O1,85.
В статье «Chemical Synthesis of Pure and Gd-doped CaZrO3 Powders», I. Erkin Gonenli and A. Cuneyt Tas, показан синтез фазочистого порошка CaZrO3. Его производят из водных растворов хлорида кальция (CaCl2*2Н2О) и оксихлорида циркония (ZrOCl2*8H2O) в соответствующих волюмометрических долях. Образование цирконата кальция осуществляют двумя различными путями химического синтеза: Синтез в процессе самораспространяющегося горения и осаждение в присутствии ЭДТА с применением кислотно-основного титрования.
Задачей настоящего изобретения является создание простого и недорогого, экономичного и экологически безвредного способа синтеза, предпочтительно, фазочистого материала на основе цирконата кальция, предпочтительно, в форме содержащего цирконат кальция гранулированного материала.
Другой задачей является создание шихты для производства грубокерамического, неформованного или формованного огнеупорного изделия, содержащего по меньшей мере один подобный синтезированный содержащий цирконат кальция гранулированный материал, и подобного грубокерамического огнеупорного изделия.
Эти задачи выполняют посредством способа синтеза с признаками по пункту 1, шихты с признаками по пунктам 27 и 28 и грубокерамического изделия с признаками по пункту 35.
Изобретение более подробно поясняется ниже с помощью примера с применением графических материалов. Они иллюстрируют:
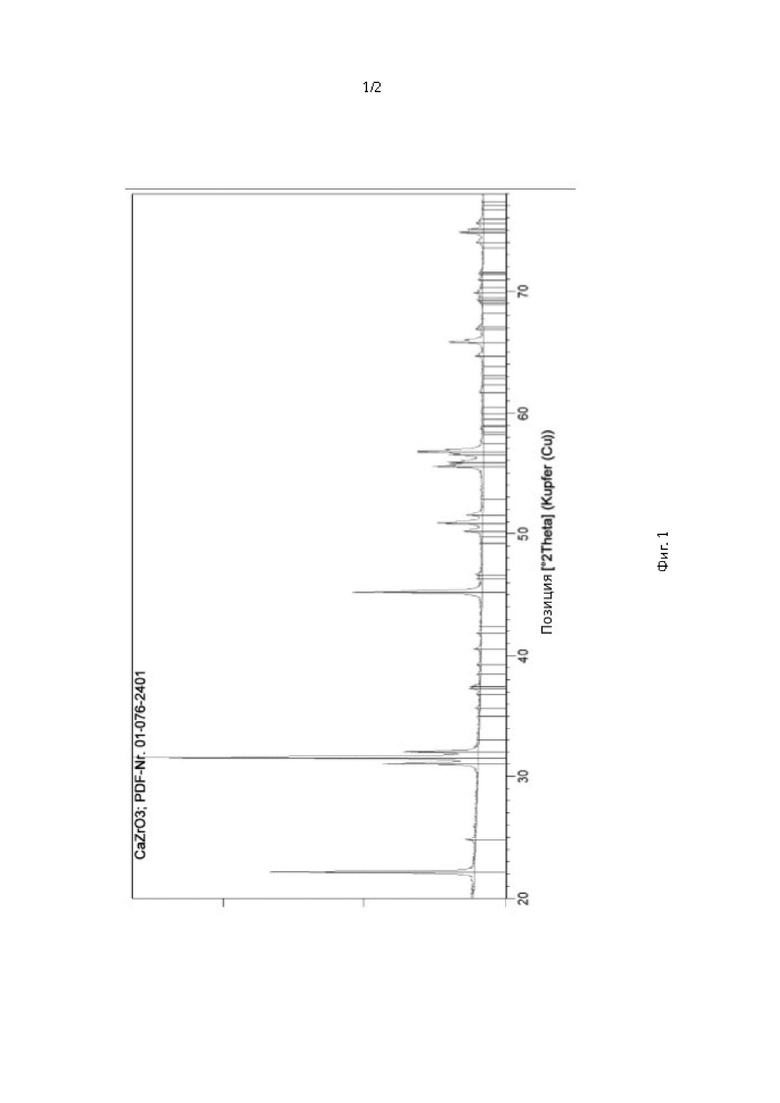
Фигура 1: Полученная с помощью рентгенографии фазовая диаграмма гранулированного материала на основе фазочистого цирконата кальция, полученного согласно изобретению в соответствии с вариантом осуществления 1.
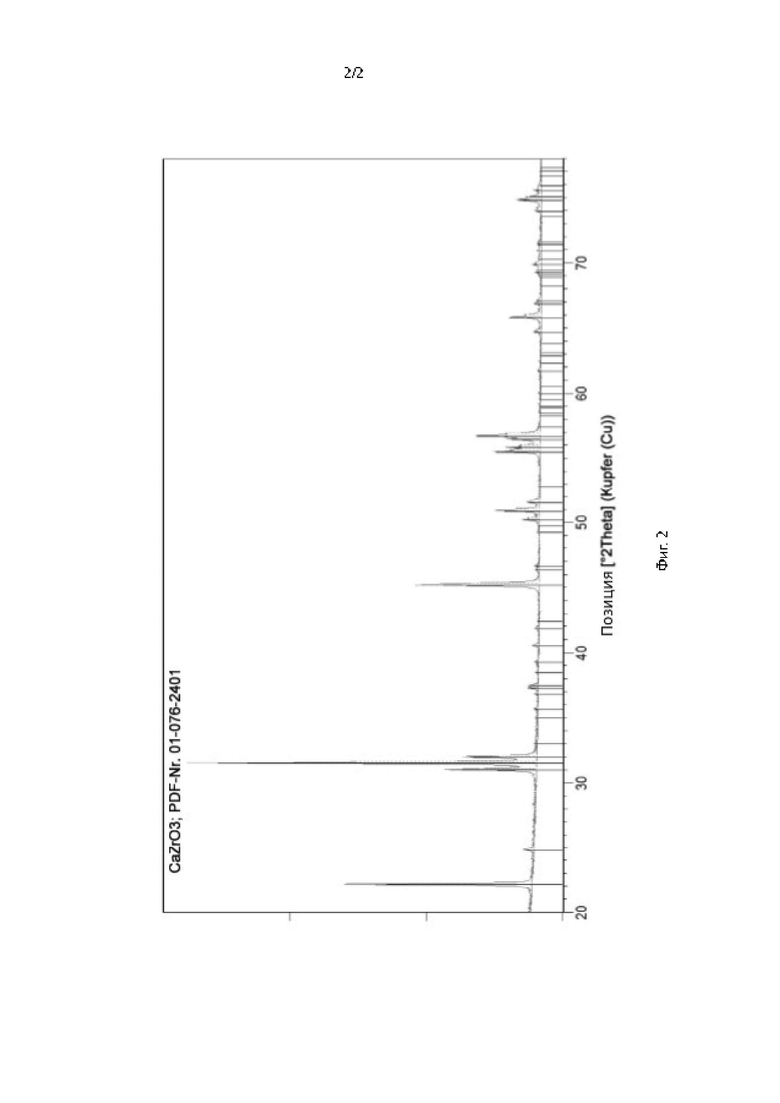
Фигура 2: Полученная с помощью рентгенографии фазовая диаграмма формованной заготовки по изобретению в соответствии с вариантом осуществления 2.
В контексте изобретения неожиданно было обнаружено, что возможно производить, предпочтительно, фазочистый содержащий цирконат кальция материал с применением формования прессованием и спекания из смеси, которая состоит исключительно из, по меньшей мере одного, содержащего Са пылеобразного компонента сырья, по меньшей мере одного, содержащего ZrO2 пылеобразного компонента сырья и воды, а содержание воды составляет от >5 до 10 масс.%, предпочтительно, от 7 до 8 масс.% воды в пересчете на сухую массу смеси.
Таким образом, способ синтеза по изобретению имеет следующие этапы обработки:
a) получение смеси из, по меньшей мере одного, содержащего Са пылеобразного компонента сырья, по меньшей мере одного, содержащего ZrO2 пылеобразного компонента сырья и воды с содержанием воды от >5 до 10 масс.%, предпочтительно, от 7 до 8 масс.% воды в пересчете на сухую массу смеси,
b) прессование смеси с образованием формованной заготовки,
c) предпочтительно, сушку с образованием формованной заготовки,
d) спекание формованной заготовки,
e) при необходимости механическое измельчение, предпочтительно, дробление и/или размалывание, спеченного материала с образованием гранулированного материала.
Смесь по изобретению, таким образом, имеет более высокое содержание воды, чем обычно при стандартном формовании прессованием. Помимо этого, смесь по изобретению не содержит других компонентов, в частности, связующих средств и/или вспомогательных средств для прессования.
В контексте изобретения было неожиданно обнаружено, что связующие средства и/или вспомогательные средства для прессования, даже если они присутствуют только в очень незначительном количестве, все равно препятствуют синтезу цирконата кальция. Оказалось, например, что органические, временные связующие средства и/или вспомогательные средства для прессования изменяют предварительно заданное молярное соотношение CaO/ZrO2 во время обжига. Предполагают, что при обжиге органические связующие средства и/или вспомогательные средства для прессования выделяют СО и/или СО2, что снижает содержание Са в сырье. Восстановленный Са, в свою очередь, превращается в газовую фазу и испаряется, так что молярное соотношение CaO/ZrO2 изменяется. Эти реакции протекают при температуре приблизительно 550°С. Таким образом, синтез с помощью органических связующих средств и/или вспомогательных средств для прессования, даже если они присутствуют только в незначительных количествах препятствуют синтезу, в частности, настолько, что производство фазочистых материалов не представляется возможным.
С одной стороны, высокое содержание воды в соответствии с изобретением обеспечивает достаточное сцепление образованной формованной заготовки даже без связующего средства. Кроме того, было неожиданно обнаружено, что высокое содержание влаги в смеси также способствует тому, что может быть получен фазочистый материал. Поскольку из-за высокого содержания воды в процессе спекания существует атмосфера водяного пара, что поддерживает процесс спекания. За счет атмосферы водяных паров поверхностное напряжение отдельного пылевидного зерна сырья снижается, что повышает способность к спеканию. Помимо этого, неожиданно было обнаружено, что атмосфера водяных паров противодействует испарению СаО.
Для того, чтобы можно было производить фазочистый материал, молярное соотношение CaO/ZrO2 в смеси также должно быть по существу эквимолярным. То есть молярное соотношение CaO/ZrO2 в смеси составляет, предпочтительно, 1:1. По меньшей мере, молярное соотношение, предпочтительно, составляет от 1,5:1 до 1:1,6. При определении молярного соотношения идеальной отправной точкой является чистое сырье. Весовое соотношение рассчитывают исходя из молярных масс на основе желаемого соотношения. Конечно, принимается во внимание, что носители СаО также содержат другие компоненты, например, СО2 из СаСО3.
Используемый компонент сырья с Са, предпочтительно, представляет собой компонент сырья, содержащий СаСО3, и/или СаО, и/или Са(ОН)2 и/или СаС2. Предпочтительно, используют компонент сырья с СаСО3.
Компонент сырья с СаСО3, предпочтительно, представляет собой натуральную, размолотую пыль известняка (ТКК = тонкодисперсный карбонат кальция) или синтетический, осажденный карбонат кальция (ОКК = осажденный карбонат кальция) или мел. Именно ОКК является особенно предпочтительным из-за его высокой чистоты. Производство ОКК осуществляют, предпочтительно, посредством проведения реакции диоксида углерода с известковым молоком или суспензией гидроксида кальция. Суспензию гидроксида кальция получают либо путем гашения негашеной извести, либо посредством диспергирования гидроксида кальция в воде.
Используемый компонент сырья с СаО, предпочтительно, представляет собой негашеную известь.
В качестве компонента сырья с Са(ОН)2, предпочтительно, используется гашеная известь.
Компонент сырья с ZrO2, предпочтительно, представляет собой синтетически полученный диоксид циркония. Предпочтительно, диоксид циркония не стабилизирован (моноклинный). Но он также может быть стабилизирован.
Каждый компонент сырья помимо этого, предпочтительно, имеет чистоту по меньшей мере 96 масс.%, предпочтительно, по меньшей мере 99 масс.%.
Это означает, что минимальное содержание соответствующего соединения (СаСО3, СаО, Са(ОН)2, СаС2 или ZrO2) составляет, предпочтительно, по меньшей мере 96 масс.%, предпочтительно, по меньшей мере 99 масс.%, что определяют в каждом случае с помощью рентгенофлуоресцентного анализа (RFA) согласно DIN 51001:2003.
Кроме того, компонент сырья с Са имеет размер зерна ≤200 мкм, предпочтительно, ≤50 мкм, более предпочтительно, от 200 нм до 10 мкм, в соответствии с DIN EN 725-5:2007. И средний диаметр зерна компонента сырья с Са составляет, предпочтительно, от 500 нм до 5 мкм, предпочтительно, от 0,8 до 1 мкм.
Компонент сырья с ZrO2 имеет, предпочтительно, размер зерна ≤200 мкм, предпочтительно,<150 мкм, более предпочтительно, от 200 нм до 10 мкм в соответствии с DIN EN 725-5:2007. И средний диаметр зерна (d50) компонента сырья с ZrO2 составляет, предпочтительно, от 500 нм до 5 мкм, предпочтительно, от 0,7 до 1 мкм.
Размер зерна и средний диаметр зерна определяют с применением лазерной гранулометрии в соответствии с DIN EN 725-5:2007. Для этой цели соответствующую пыль, предпочтительно, диспергируют в этаноле с применением ультразвука.
Как уже было объяснено, формование смеси, состоящей исключительно из компонентов сырья и воды, в формованную заготовку по изобретению осуществляют посредством прессования. При этом прессование осуществляют, предпочтительно, с усилием прессования от 30 до 150 Н/мм2, предпочтительно, от 50 до 80 Н/мм2. Кроме того, прессование осуществляют, предпочтительно, посредством одноосного прессования. Но это также может быть выполнено посредством изостатического прессования или вибропрессованием, или брикетированием, или пеллетированием.
Смешивание, предпочтительно, осуществляют в смесителе интенсивного действия по способу противотока (центробежный пылеотделитель и тарель вращаются в противоположных направлениях).
Предпочтительно, помимо этого параллелепипеидальную образованную формованную заготовку, в частности, получают в традиционном формате кирпича. Предпочтительно, образованная прессованная формованная заготовка имеет следующие размеры:
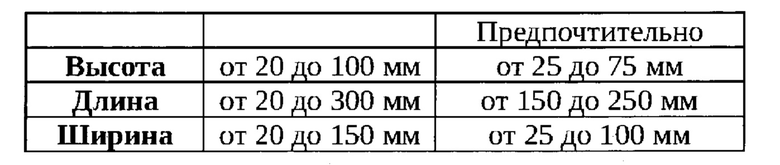
Образованная формованная заготовка помимо этого имеет, предпочтительно, объемную плотность, определенную в соответствии с DIN EN 993-17:1999 от 2,0 до 3,0 г/см3, предпочтительно, от 2,1 до 2,5 г/см3 и/или пористость в соответствии с DIN 66133:1993-06 от 30 до 60 об.%, предпочтительно, от 40 до 50 об.%.
Вместе с тем, чтобы образованная формованная заготовка могла подвергаться обработке, она, предпочтительно, имеет прочность на изгиб в холодном состоянии согласно DIN EN 993-6:1995-04 по меньшей мере 1 МПа.
После прессования образованную формованную заготовку, как уже обсуждалось, высушивают.Сушку осуществляют, предпочтительно, до остаточной влажности от 0 до 2 масс.%, в частности, от 0 до 0,5 масс.%, определяемой в соответствии с DIN 51078:2002-12. Образованную формованную заготовку, предпочтительно, высушивают при от 25 и 110°С, в частности, при от 100 до 105°С в течение времени от 4 до 24 ч., предпочтительно, от 12 до 24 ч.
После высушивания по изобретению осуществляют спекание. Спекание, предпочтительно, осуществляют с фазой выдержки при конечной температуре от 1200 до 1800°С, предпочтительно, от 1400 до 1650°С, в течение 2 до 10 ч, предпочтительно, от 4 до 6 ч. Предпочтительно, нагревание при этом осуществляют со скоростью нагрева от 1 до 10 К/мин., предпочтительно, от 2 до 5 К/мин. Помимо этого, во время нагрева осуществляют, предпочтительно, промежуточную фазу выдержки при температуре от 400 до 1000°С, предпочтительно, от 550 до 900°С, в течение от 1 до 3 ч, предпочтительно, от 1,5 до 2,5 ч. Охлаждение осуществляют, предпочтительно, в печи без дополнительного воздействия.
Кроме того, спекание осуществляют, предпочтительно, в нейтральных или окислительных условиях.
Спекание помимо этого осуществляют, предпочтительно, в нагреваемой электричеством или нагреваемой газом печи. Нагреваемые газом печи, которые имеют регулируемое содержание кислорода в воздухе для горения (избыточное или недостаточное количество кислорода), могут обеспечивать более высокую интенсивность горения и в большинстве случаев имеют (другое) поле течения газа в камере сгорания в сравнении с нагреваемой электричеством печью. Помимо этого, спекание осуществляют в виде периодического или непрерывного процесса, в промышленных масштабах, предпочтительно, в виде непрерывного процесса.
Как уже объяснялось, в частности, способом согласно изобретению можно получить очень чистый, в частности, фазово чистый материал на основе цирконата кальция. Полученный по изобретению фазочистый материал на основе цирконата кальция, таким образом, не содержит, в частности, чистого исходного сырья и смешанных фаз. Таким образом, происходит полное превращение используемого исходного сырья в цирконат кальция. По меньшей мере, полученный по изобретению материал на основе цирконата кальция содержит по меньшей мере 98 масс.%, предпочтительно, по меньшей мере 99 масс.% CaZrO3 в пересчете на сухую массу материала на основе цирконата кальция.
Приводимая в качестве примера полученная с помощью рентгенографии фазовая диаграмма фазочистого материала на основе цирконата кальция, полученного в соответствии с вариантом осуществления согласно изобретению, проиллюстрирована на Фигуре 1.
Чистая фаза в рамках изобретения означает, что при анализе состава фазы с помощью рентгеновского структурного анализа какие-либо другие фазы, кроме цирконата кальция, не обнаруживаются или не могут быть обнаружены. Это хорошо видно на Фигуре 1. Потому что обнаруживаются исключительно пики, которые можно отнести к цирконату кальция.
Фазовый анализ при этом осуществляют в соответствии с DIN 13925-2:2003. Для этого в держателе пробы готовят высушенное, полученное с помощью перемалывания вещество (<45 мкм). Контрольно-измерительный прибор, предпочтительно, представляет собой следующее устройство: PHILIPS PW1820. Обработку данных осуществляют, предпочтительно, с применением программного обеспечения для анализа X'Pert Pro MPD (PANalytical B.V., Алмело, Нидерланды). Фон определяют в соответствии с Sonneveld & Visser. Отражения определяют автоматически с применением программы путем выбора соответствующих карт PDF (до этого момента это полуколичественный анализ). После этого аналогичным образом с применением программы автоматически преобразуют фазы, уточняют рассеяние в полуавтоматическом режиме, а затем применяют метод Ритвельда. Кроме того, спеченные формованные заготовки, полученные из материала на основе цирконата кальция по изобретению, предпочтительно, имеют открытую пористость от 5 до 50 об.%, предпочтительно, от 8 до 40 об.%, определяемую в соответствии с DIN EN 993-1:1995-04.
Помимо этого, спеченные формованные заготовки, в частности, спеченные кирпичи, предпочтительно, имеют объемную плотность от 2,50 до 4,50 г/см3, в частности, от 2,60 до 4,30 г/см3, определяемую в соответствии с DIN 993-1:1995-04.
Предпочтительно, как уже обсуждалось, для последующей обработки спеченные формованные заготовки после спекания механически измельчают, предпочтительно, дробят и/или размалывают, а после этого сортируют посредством просеивания на гранулометрические классы. Просеивание осуществляют в ситовой башне посредством просеивания в сухом состоянии согласно DIN EN 933-1:2012. Предпочтительно, используют контрольную просеивающую машину Retsch AS 200 с амплитудой 0,5 мм в течение 2 мин.
Термин «фракция зерна» или «класс зерна» означает, что зерна не остаются на верхнем сите, и ни одно не падает в нижнее сито. Таким образом, отсутствуют зерна с большим и зерна с меньшим размером. Следовательно, гранулометрические классы имеют размер зерна между двумя указанными размерами зерен пробы.
Предварительно синтезированный по изобретению гранулированный материал имеет очень хорошую термомеханическую стабильность.
Помимо этого, полученный по изобретению гранулированный материал, предпочтительно, имеет пористость зерна (открытая пористость) в соответствии с DIN 66133:1993 от 5 до 50 об.%, предпочтительно, от 10 до 40 об.% и/или, предпочтительно, средний размер пор (d50) в соответствии с DIN 66133:1993 от 0,5 до 2 мкм, предпочтительно, от 0,8 до 1,2 мкм.
Кроме того, полученный по изобретению гранулированный материал, предпочтительно, имеет истинную плотность, определенную посредством гелиевой пикнометрии согласно DIN 66137-2:2004 от 4,40 до 4,70 г/см3, предпочтительно, от 4,65 до 4,70 г/см3.
Гранулированный материал по изобретению затем может быть использован известным образом в крупнозернистой керамической шихте для производства формованных или неформованных, грубокерамических огнеупорных изделий.
Если спекаемые формованные заготовки представляют собой пеллеты или гранулы или тому подобное, их также можно использовать непосредственно в качестве огнеупорного гранулированного материала без механического измельчения.
Как правило, грубокерамическая шихта имеет сухую смесь из, по меньшей мере, одного огнеупорного гранулированного материала и добавки, предпочтительно, связующих средств и/или воды и/или жидких добавок или активных добавок. Это означает, что добавляют количество связующего средства (сухого или жидкого) и/или воды, и/или жидкой активной добавки и относят к сухой массе смеси сухих веществ (а не к общей массе шихты).
В случае неформованных изделий жидкое и/или твердое, или сухое порошкообразное связующее средство, и/или жидкая активная добавка, предпочтительно, содержатся в контейнере, который отделен от других сухих компонентов шихты.
Связующее средство представляет собой связующее, которое является подходящим для огнеупорных изделий, предпочтительно, временное связующее. Эти связующие средства приведены, например, в Руководстве, Стр. 28/Пункт 3.2.
Активные добавки представляют собой, предпочтительно, вспомогательное средство для прессования.
Сухая смесь по изобретению содержит по меньшей мере один грубый предварительно синтезированный содержащий цирконат кальция гранулированный материал с размером зерна >200 мкм, предпочтительно, в количестве от 10 до 90 масс.%, предпочтительно, от 80 до 90 масс.% в пересчете на суммарную сухую массу смеси сухих веществ и/или, по меньшей мере, один предварительно синтезированный содержащий цирконат кальция пылеобразный гранулированный материал с размером зерна <200 мкм, предпочтительно, в количестве от 0 до 30 масс.%, предпочтительно, от 10 до 20 масс.% в пересчете на суммарную сухую массу смеси сухих веществ.
Размер зерна гранулированного материала определяют с применением просеивания в сухом состоянии согласно DIN EN 933-1:2012.
Кроме того, сухая смесь также может содержать пылеобразный гранулированный материал из материала на основе цирконата кальция или в дополнение к нему, по меньшей мере, один пылеобразный компонент сырья с Са и, по меньшей мере, один пылеобразный содержащий ZrO2 компонент сырья из которого in situ при обжиге изделия образуется дополнительный цирконат кальция. Следовательно, компонент сырья с Са и компонент сырья с ZrO2 являются компонентами сырья, указанными выше. Компоненты сырья, предпочтительно, содержатся в сухой смеси в эквимолярном соотношении с образованием фазочистого цирконата кальция.
Сухая смесь, предпочтительно, содержит предварительно синтезированные содержащие цирконат кальция гранулированные материалы по изобретению и, при необходимости, по меньшей мере, компонент сырья с Са и, по меньшей мере, компонент сырья с ZrO2, более предпочтительно, она состоит из этого.
Сухая смесь также может иметь по меньшей мере один дополнительный грубый гранулированный материал с размером зерна >200 мкм и/или по меньшей мере один дополнительный пылеобразный гранулированный материал с размером зерна <200 мкм из других обычных огнеупорных материалов.
Кроме того, сухая смесь может содержать по меньшей мере одно сухое вспомогательное средство для огнеупорных материалов, предпочтительно, в общем количестве <5 масс.% и/или по меньшей мере одну сухую добавку для огнеупорных материалов, предпочтительно, в общем количестве <5 масс.%.
Сухое вспомогательное средство представляет собой вспомогательное средство, подходящее для использования в огнеупорных изделиях. Эти вспомогательные средства приведены, например, в Руководстве, Стр. 28/Пункт 3.3. Их применяют для улучшения способности к обработке или способности к деформации, или для модифицирования структуры изделия и, таким образом, получают особенные характеристики.
Зерно крупной фракции (= все содержащиеся в шихте грубые гранулированные материалы) сухой смеси имеет, также, предпочтительно, размер зерна до максимально 8 мм, предпочтительно, до максимально 6 мм, более предпочтительно, до максимально 4 мм.
Распределение зерен по фракциям зерна крупной фракции в сухой смеси является, предпочтительно, стабильным.
Распределение зерен по фракциям зерна пылеобразной фракции (= все содержащиеся в шихте пылеобразные гранулированные материалы) сухой смеси, предпочтительно, также является стабильным.
И распределение зерен по фракциям всей сухой смеси также, предпочтительно, является стабильным.
В данном контексте зерно крупной фракции служит в качестве несущего зерна известным образом. В процессе обжига из зерна пылеобразной фракции образуется связующая матрица, в которую встроены зерна крупной фракции.
Как уже объяснялось, шихта по изобретению служит для производства неформованных или формованных грубокерамических изделий.
Для производства прессованных изделий, в частности кирпичей, получают смесь или пластичную массу из сухой смеси для шихты по изобретению с по меньшей мере одним жидким и/или твердым связующим средством и/или водой, и/или одним вспомогательным средством для прессования.
Если шихта содержит жидкое связующее средство и/или вспомогательное средство для прессования, добавление воды не обязательно, но возможно. Но также может применяться исключительно вода.
Для оптимального распределения связующего средства или связующих средств и/или воды, и/или вспомогательного средства для прессования, например, перемешивают в течение от 3 до 10 минут.
Смесь помещают в формы и прессуют, чтобы образовать формованную заготовку. Давление прессования лежит в обычном интервале, например, от 50 до 150 МПа, предпочтительно, от 100 до 150 МПа.
Предпочтительно, после прессования осуществляют сушку, например, при температуре от 40 до 110°С, в частности, от 100 до 105°С. Сушку осуществляют, предпочтительно, до остаточной влажности от 0 до 2 масс.%, в частности, от 0 до 1 масс.%, определяемой в соответствии с DIN 51078:2002-12.
Высушенные, отпрессованные кирпичи могут применяться необожженными или обожженными.
Для обжига высушенный отпрессованный кирпич обжигают, предпочтительно, в керамической печи для обжига, например, туннельной печи, обжигают с образованием керамики, предпочтительно, при температуре от 1200 до 1800°С, в частности, от 1400 до 1700°С. Предпочтительно, применяют окислительный обжиг, но в зависимости от состава материала также может быть использован, предпочтительно, восстановительный обжиг.
Формование формованных изделий также может быть выполнено другим обычным способом, предпочтительно, посредством шликерного литья или способами экструзии пластичной смеси, или ручного или механического штампования или трамбования. При шликерном литье смесь, соответственно, является текучей.
Предпочтительно, обожженные формованные изделия, в частности, кирпичи, имеют объемную плотность от 4,00 до 4,70 г/см3, в частности, от 4,40 до 4,60 г/см3, определяемую в соответствии с DIN 993-1:1995-04.
Прочность на изгиб в холодном состоянии согласно DIN EN 993-6:1995-04 обожженных формованных изделий по изобретению, в частности, кирпичей, предпочтительно, составляет от 10 до 40 МПа.
Помимо этого, обожженные формованные изделия по изобретению, в частности, кирпичи, предпочтительно, имеют модуль упругости в соответствии с DIN EN ISO 12680-1:2007-05 от 80 до 200 ГПа, предпочтительно, от 90 до 120 ГПа.
Для производства неформованных изделий, в частности масс, предпочтительно, масс для торкретирования или масс для вибрирования, или масс для литья, или масс для трамбования, также получают смесь по изобретению из сухой смеси с по меньшей мере одним сухим и/или жидким связующим средством и/или водой, и/или по меньшей мере одной жидкой активной добавкой и смесь, например, располагают позади опалубка. Если шихта содержит жидкое связующее средство и/или активную добавку, добавление вода является не обязательным, но возможным. Но также может применяться исключительно вода.
Как уже объяснялось, способ синтеза по изобретению позволяет производить, предпочтительно, фазочистый содержащий цирконат кальция материал простым, экономичным и экологически безвредным способом. Сложность способа производства (смешивания, прессования, обжига, предпочтительно, измельчения) очень небольшая. Помимо этого, характеристики зерна легко контролируются с помощью температуры спекания. Более высокая температура спекания приводит при этом к более низкой пористости. Гранулированные материалы с более низкой пористостью являются особенно подходящими для литейных масс. Гранулированные материалы для литейных масс, предпочтительно, спекают при >1550°С. Чем выше объемная плотность предварительно синтезированного гранулометрического состава, тем незначительнее усадка при обжиге изготовленного из него материала.
Неформованные и формованные изделия по изобретению применяют, например, для выкладывания огнеупорной футеровки, предпочтительно, для рабочей футеровки или защитной футеровки, установки по газификации угля.
Они также могут быть использованы в качестве теплозащитной плитки в газовых турбинах, в качестве вкладышей в скользящей пластине, тиглей для литья титана/титановых сплавов (VIM), тиглей для других цветных металлов (например, сплавов на основе никеля).
Превосходство способа согласно изобретению и грубокерамических изделий по изобретению дополнительно проиллюстрировано с помощью следующих примеров:
Вариант осуществления 1 (производство гранулированного материала CaZrO3 из СаСО3 и нестабилизированного ZrO2):
В Таблице 1 приведен пример состава для производства массы для прессования. Применяли карбонат кальция (PreCarb 400) от компании Schafer Kalk GmbH & Co. KG, Diez и моноклинный диоксид циркония (ZirPro CSO2) от компании Saint-Gobain, Le Pontet Cedex, Франция.
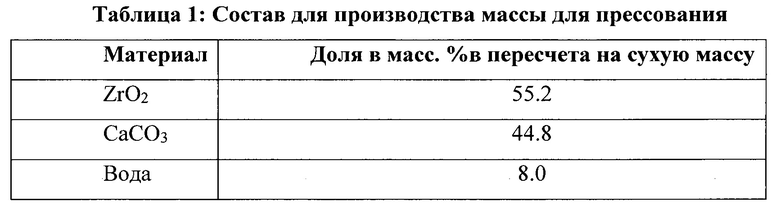
Сначала сухое сырье взвешивали и помещали в смеситель интенсивного действия. После процесса перемешивания в течение 10 мин добавляли воду. Смеситель работал по принципу противотока (центробежный пылеотделитель и тарель вращаются в противоположных направлениях). Влажную массу перемешивали в течение дополнительных 10 мин. Полученную массу затем выливали в форму гидравлического пресса. Формованную заготовку прессовали из нее с усилием прессования до 50 МПа. После извлечения из формы осуществляли сушку при температуре 100°С в течение 24 ч. После этого исследуемый образец спекали при температуре 1400°С в течение 5 ч, с длительностью выдержки во время фазы нагревания 2 ч. при температуре 900°С. Скорость нагрева составляла 3 К мин-1. Охлаждение в печи осуществляли без дополнительного воздействия. После этого полученный материал предварительно грубо измельчали, после чего размалывали в щековой дробилке до различных размеров зерна, а затем классифицировали. Рентгеновский анализ показал только пики, относящиеся к CaZrO3 (см. Фигуру 1). Таким образом, в материале содержится 100% CaZrO3.
Вариант осуществления 2 (производство устойчивой к термическому удару и коррозии формованной заготовки на основе фазочистого цирконата кальция согласно варианту осуществления 1 с различной зернистостью):
В Таблице 2 ниже показан состав для производства грубозернистой огнеупорной формованной заготовки из синтезированного для этого CaZrO3.
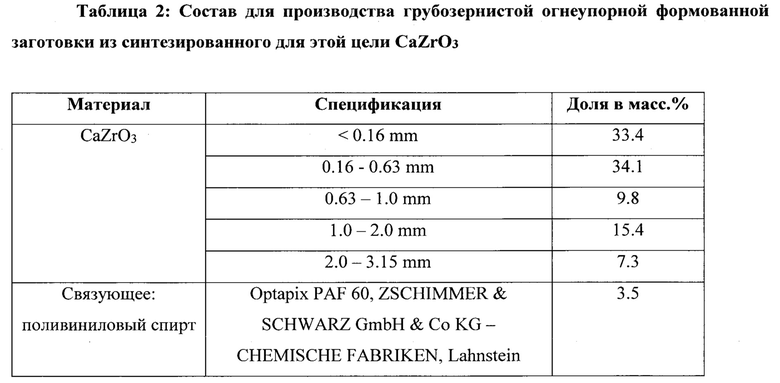
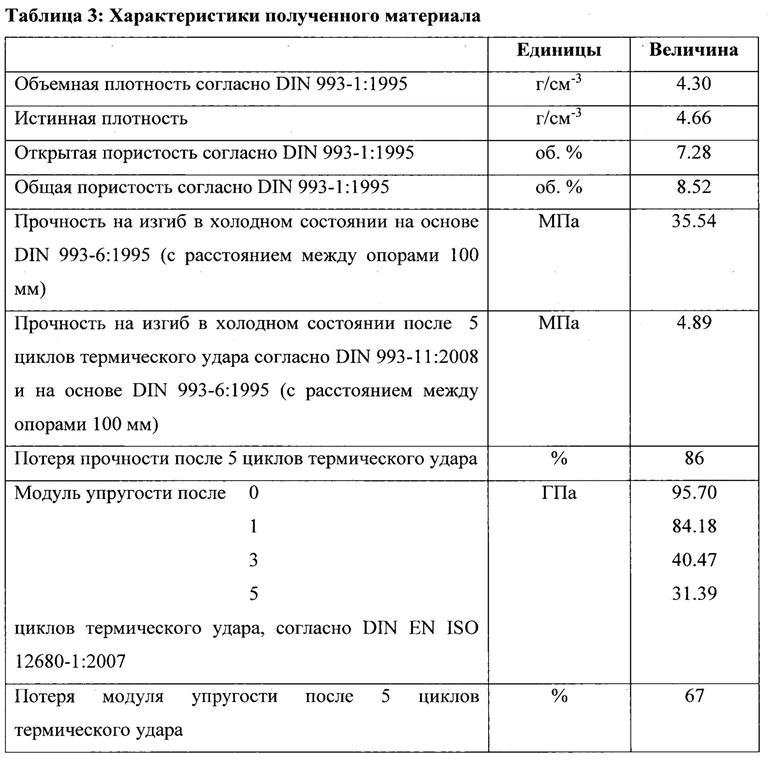
Для производства массы для прессования сначала взвешивали сухое сырье, при этом заполняя смесительный резервуар в порядке от тонкого до грубого. Для смешивания использовали смеситель строительных материалов ToniMix от Toni Technik Baustoffprufsysteme GmbH. Сухое сырье перемешивали в течение 5 мин. После этого добавляли связующее средство и перемешивали в течение дополнительных 5 мин. После этого осуществляли формование прессованием в гидравлическом одноосном прессе. Образцы для испытаний получали при 150 МПа. После кратковременной сушки при температуре 100°С в течение 4 ч осуществляли спекание при температуре 1650°С в течение 6 ч с длительностью выдержки во время фазы нагревания при температуре 900°С в течение 2 ч. Скорость нагрева составляла 2 К мин.-1. В Таблице 3 приведены избранные характеристики материала, полученного таким образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения пористой спеченной магнезии, шихты для получения грубокерамического огнеупорного изделия с зернистым материалом из спеченной магнезии, изделия такого рода, а также способы их получения, футеровки промышленной печи и промышленная печь | 2018 |
|
RU2752414C2 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ГРУБОКЕРАМИЧЕСКОГО ОГНЕУПОРНОГО ОСНОВНОГО ПРОДУКТА, ТАКОЙ ПРОДУКТ, А ТАКЖЕ СПОСОБ ЕГО ПОЛУЧЕНИЯ, ФУТЕРОВКА ПРОМЫШЛЕННОЙ ПЕЧИ И ПРОМЫШЛЕННАЯ ПЕЧЬ | 2020 |
|
RU2815399C1 |
| ОГНЕУПОРНЫЙ ВОССТАНОВЛЕННЫЙ ГРАНУЛЯТ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ЕГО ПРИМЕНЕНИЕ | 2012 |
|
RU2549941C2 |
| ГРУБОКЕРАМИЧЕСКОЕ ОГНЕУПОРНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, А ТАКЖЕ ЕГО ПРИМЕНЕНИЕ | 2014 |
|
RU2671021C1 |
| ОГНЕУПОРНОЕ КЕРАМИЧЕСКОЕ ИЗДЕЛИЕ И ОТНОСЯЩЕЕСЯ К НЕМУ ФОРМОВАННОЕ ИЗДЕЛИЕ | 2009 |
|
RU2467982C2 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ОГНЕУПОРНОГО ИЗДЕЛИЯ ИЗ ЦИРКОНАТА КАЛЬЦИЯ | 2021 |
|
RU2782658C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКИХ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ | 2012 |
|
RU2622557C2 |
| ОГНЕУПОРЫ И ИХ ПРИМЕНЕНИЕ | 2015 |
|
RU2693110C2 |
| ОГНЕУПОРЫ И ИХ ПРИМЕНЕНИЕ | 2015 |
|
RU2712870C2 |
| Получение наноструктурированных материалов на основе BaZrO | 2023 |
|
RU2808853C1 |
Настоящее изобретение относится к способу синтеза огнеупорного оксидно-керамического материала из CaZrO3, в частности, в форме огнеупорного, механически измельченного, в частности, дробленного и/или размолотого зернистого состава, а также шихты и грубокерамического формованного или неформованного огнеупорного изделия. Для синтеза гранулированного материала из цирконата кальция получают смесь пылеобразного сырья, содержащего кальций, и пылеобразного ZrO2 в молярном соотношении CaO/ ZrO2 от 1,5:1 до 1:1,6, и воды, прессуют смесь с получением заготовки, спекают и затем механически измельчают. Каждый из компонентов сырья имеет чистоту по меньшей мере 96 мас.%. Продукт содержит по крайней мере 98 мас.% цирконата кальция. Шихта для получения огнеупорного изделия содержит синтезированный гранулированный материал – цирконат кальция и пылеобразные компоненты: источник СаО и моноклинный ZrO2, а также связующее. Изделия используют для огнеупорной футеровки в установках по газификации угля, в газовых турбинах, в тиглях для плавки цветных металлов. Технический результат изобретения – получение фазочистого цирконата кальция. 6 н. и 35 з.п. ф-лы, 2 ил., 3 табл.
1. Способ синтеза для синтеза огнеупорного оксидно-керамического содержащего цирконат кальция материала в форме огнеупорного содержащего цирконат кальция механически измельченного гранулированного материала со следующими этапами способа:
a) получение смеси из по меньшей мере одного пылеобразного компонента сырья с Са, по меньшей мере одного пылеобразного компонента сырья с ZrO2 и воды,
b) прессование смеси с образованием по меньшей мере одной формованной заготовки,
c) спекание формованной заготовки,
d) механическое измельчение спеченной формованной заготовки в гранулированный материал, отличающийся тем, что
получают смесь, которая состоит исключительно из компонентов сырья и воды и имеет содержание воды от >5 до 10 мас.% в пересчете на сухую массу смеси, и в которой молярное соотношение CaO/ZrO2 в смеси составляет от 1,5:1 до 1:1,6.
2. Способ синтеза по п. 1, отличающийся тем, что получают смесь, которая имеет содержание воды от 7 до 8 мас. % в пересчете на сухую массу смеси.
3. Способ синтеза по п. 1 или 2, отличающийся тем, что получают смесь, в которой молярное соотношение CaO/ZrO2 в смеси составляет 1:1.
4. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что получают содержащий цирконат кальция материал, который имеет содержание CaZrO3 по меньшей мере 98 мас.%, предпочтительно по меньшей мере 99 мас.%, в пересчете на сухую массу материала.
5. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что в качестве компонента сырья с Са используют компонент сырья, содержащий СаСО3, и/или компонент сырья, содержащий СаО, и/или компонент сырья, содержащий Са(ОН)2, и/или компонент сырья, содержащий СаС2.
6. Способ синтеза по п. 5, отличающийся тем, что в качестве компонента сырья, содержащего СаСО3, используют натуральную размолотую пыль известняка, и/или синтетический, осажденный карбонат кальция, и/или мел, и/или в качестве компонента сырья, содержащего СаО, используют негашеную известь, и/или в качестве компонента сырья, содержащего Са(ОН)2, используют гашеную известь.
7. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что в качестве компонента сырья с ZrO2 используют синтетически полученный, предпочтительно, моноклинный диоксид циркония.
8. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что каждый из компонентов сырья имеет чистоту по меньшей мере 96 мас.%, предпочтительно по меньшей мере 99 мас.%.
9. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что по меньшей мере один компонент сырья с Са имеет размер зерна ≤200 мкм, предпочтительно ≤50 мкм, более предпочтительно от 200 нм до 10 мкм в соответствии с DIN EN 725-5:2007 и/или средний диаметр зерна компонента сырья с Са составляет от 500 нм до 5 мкм, предпочтительно от 0,8 до 1 мкм.
10. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что по меньшей мере один компонент сырья с ZrO2 имеет размер зерна ≤200 мкм, предпочтительно ≤150 мкм, более предпочтительно от 200 нм до 10 мкм в соответствии с DIN EN 725-5:2007 и/или средний диаметр зерна компонента сырья с ZrO2 составляет от 500 нм до 5 мкм, предпочтительно от 0,7 до 1 мкм.
11. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что прессование осуществляют с усилием прессования от 30 до 150 Н/мм2, предпочтительно от 50 до 80 Н/мм2.
12. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что прессование осуществляют посредством одноосного или изостатического прессования.
13. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что получают параллелепипеидальную формованную заготовку.
14. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что получают формованную заготовку с объемной плотностью, определяемой в соответствии с DIN EN 993-17:1999, от 2,0 до 3,0 г/см3, предпочтительно от 2,1 до 2,5 г/см3, и/или с пористостью в соответствии с DIN 66133:1993-06 от 30 до 60 об.%, предпочтительно от 40 до 50 об.%.
15. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что получают формованную заготовку с прочностью на изгиб в холодном состоянии согласно DIN EN 993-6:1995-04 по меньшей мере 1 МПа.
16. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что формованную заготовку высушивают до остаточной влажности от 0 до 2 мас.%, в частности от 0 до 0,5 мас.%, определяемой в соответствии с DIN 51078:2002-12.
17. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что формованную заготовку спекают с фазой выдержки при конечной температуре от 1200 до 1800°С, предпочтительно от 1400 до 1650°С, в течение от 2 до 10 ч, предпочтительно от 4 до 6 ч.
18. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что во время нагрева осуществляют промежуточную фазу выдержки при температуре от 400 до 1000°С, предпочтительно от 550 до 900°С, в течение от 1 до 3 ч, предпочтительно от 1,5 до 2,5 ч.
19. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что при спекании нагрев осуществляют со скоростью нагрева от 1 до 10 K/мин, предпочтительно от 2 до 5 K/мин.
20. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что спекание осуществляют в нагреваемой электричеством печи или в нагреваемой газом печи.
21. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что получают спеченную формованную заготовку с открытой пористостью от 5 до 50 об.%, предпочтительно от 8 до 40 об.%, определяемой в соответствии с DIN EN 993-1:1995-04.
22. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что получают спеченную формованную заготовку с объемной плотностью от 2,50 до 4,50 г/см3, в частности от 2,60 до 4,30 г/см3, определяемой в соответствии с DIN 993-1:1995-04.
23. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что спеченную формованную заготовку дробят и/или размалывают для получения гранулированного материала.
24. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что получают механически измельченный гранулированный материал с открытой пористостью зерна в соответствии с DIN 66133:1993 от 5 до 50 об.%, предпочтительно от 10 до 40 об.%, и/или средним размером пор (d50) в соответствии с DIN 66133:1993 от 0,5 до 2 мкм, предпочтительно от 0,8 до 1,2 мкм.
25. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что получают гранулированный материал с истинной плотностью, определенной посредством гелиевой пикнометрии согласно DIN 66137-2:2004 от 4,40 до 4,70 г/см3, предпочтительно от 4,65 до 4,70 г/см3.
26. Способ синтеза по любому из предыдущих пунктов, отличающийся тем, что формованную заготовку сушат перед спеканием.
27. Шихта для производства грубокерамического, огнеупорного, формованного или неформованного изделия, отличающаяся тем, что шихта состоит из
а) сухой смеси по меньшей мере одного огнеупорного предварительно синтезированного, механически измельченного, содержащего цирконат кальция гранулированного материала, который получен согласно способу по одному из предшествующих пунктов, и дополнительно по меньшей мере одного пылеобразного компонента сырья с Са и по меньшей мере одного пылеобразного компонента сырья с ZrO2.
28. Шихта для производства грубокерамического, огнеупорного, формованного или неформованного изделия, отличающаяся тем, что шихта состоит из
a) сухой смеси по меньшей мере одного огнеупорного предварительно синтезированного, механически измельченного, содержащего цирконат кальция гранулированного материала, который получен согласно способу по одному из предшествующих пунктов, и дополнительно по меньшей мере одного пылеобразного компонента сырья с Са и по меньшей мере одного пылеобразного компонента сырья с ZrO2, и
b) жидкого и/или сухого связующего средства, и/или воды, и/или жидкой добавки.
29. Шихта по п. 27 или 28, отличающаяся тем, что по меньшей мере один пылеобразный компонент сырья с Са и по меньшей мере один пылеобразный компонент сырья с ZrO2 содержатся в сухой смеси в молярном соотношении CaO/ZrO2 от 1,5:1 до 1:1,6.
30. Шихта по п. 27 или 28, отличающаяся тем, что сухая смесь содержит по меньшей мере один грубый предварительно синтезированный содержащий цирконат кальция гранулированный материал с размером зерна >200 мкм и/или по меньшей мере один предварительно синтезированный содержащий цирконат кальция пылеобразный гранулированный материал с размером зерна <200 мкм.
31. Шихта по п. 27 или 28, отличающаяся тем, что сухая смесь содержит по меньшей мере один грубый предварительно синтезированный содержащий цирконат кальция гранулированный материал с размером зерна >200 мкм в количестве от 10 до 90 мас.%, предпочтительно от 80 до 90 мас.% в пересчете на суммарную сухую массу смеси сухих веществ и по меньшей мере предварительно синтезированный содержащий цирконат кальция пылеобразный гранулированный материал с размером зерна ≤200 мкм.
32. Шихта по п. 27 или 28, отличающаяся тем, что сухая смесь содержит по меньшей мере один грубый предварительно синтезированный содержащий цирконат кальция гранулированный материал с размером зерна >200 мкм, и по меньшей мере один предварительно синтезированный содержащий цирконат кальция пылеобразный гранулированный материал с размером зерна ≤200 мкм в количестве от 10 до 20 мас.% в пересчете на суммарную сухую массу смеси сухих веществ.
33. Шихта по одному из пп. 27-32, отличающаяся тем, что по меньшей мере один пылеобразный компонент сырья с Са и по меньшей мере один пылеобразный компонент сырья с ZrO2 содержатся в сухой смеси в молярном соотношении CaO/ZrO2 1:1.
34. Шихта по одному из пп. 27-33, отличающаяся тем, что сухая смесь состоит из по меньшей мере одного предварительно синтезированного гранулированного материала на основе цирконата кальция и по меньшей мере одного компонента сырья с Са, и по меньшей мере одного компонента сырья с ZrO2.
35. Грубокерамическое огнеупорное неформованное изделие, отличающееся тем, что изделие получено из шихты, содержащей по меньшей мере один предварительно синтезированный механически измельченный содержащий цирконат кальция гранулированный материал, который получен в соответствии со способом по одному из пп. 1-26, при этом изделие представляет собой литейную массу, и предварительно синтезированный содержащий цирконат кальция гранулированный материал имеет открытую пористость зерна в соответствии с DIN 66133:1993 от 5 до 15% и/или получен посредством спекания при температуре >1550°С.
36. Грубокерамическое огнеупорное неформованное изделие по п. 35, отличающееся тем, что изделие получено из шихты по любому из пп. 27-34.
37. Способ производства грубокерамического огнеупорного изделия, которое является обожженным или необожженным, формованным или неформованным, отличающийся тем, что изделие получают из шихты, содержащей по меньшей мере один предварительно синтезированный, механически измельченный, содержащий цирконат кальция гранулированный материал, который получают в соответствии со способом по одному из пп. 1-26.
38. Способ по п. 37, отличающийся тем, что изделие получают из шихты по одному из пп. 27-34.
39. Способ использования грубокерамического огнеупорного изделия, которое является обожженным или необожженным, формованным или неформованным, и которое получают из шихты, содержащей по меньшей мере один предварительно синтезированный, механически измельченный, содержащий цирконат кальция гранулированный материал, который получают в соответствии со способом по одному из пп. 1-26, отличающийся тем, что изделие используют для огнеупорной футеровки, предпочтительно для рабочей футеровки или защитной футеровки установки по газификации угля или в качестве теплозащитной плитки в газовых турбинах, или в качестве вкладышей в скользящей пластине, или в качестве тигля для цветных металлов, в частности для литья титана или титановых сплавов, или сплавов на основе никеля.
40. Способ по п. 39, отличающийся тем, что изделие производят из шихты по одному из пп. 27-34.
41. Способ по п. 39 или 40, отличающийся тем, что изделие является изделием по п. 35.
| DE 102012003483 B3, 21.02.2013 | |||
| JP 2005200297 A, 28.07.2005 | |||
| CN 102001705 A, 06.04.2011 | |||
| JP 9142929 A, 03.06.1997 | |||
| Способ получения плотного огнеупорного материала | 1979 |
|
SU920048A1 |
| Способ изготовления огнеупорных теплоизоляционных порошков | 1982 |
|
SU1188147A1 |

