Изобретение относится к электротермии и может быть реализовано в различных отраслях промышленности, где в процессе термообработки труб применяется индукционный нагрев с последующей закалкой: стальных труб для повышения прочностных характеристик, циркониевых труб для обеспечения квазиизотропной мелкозернистой структуры и т.д.
Как известно, в настоящее время требования к трубам газопроводов, канальным трубам, трубам системы управления и защиты действующих и разрабатываемых типов реакторов существенно повышены Одним из требований является однородность физико-механических свойств труб по их сечению и длине. Указанные качества материала труб достигаются при его скоростном индукционном нагрева и последующей закалке от фиксированной температуры.
По различным технологическим причинам трубы в процессе их изготовления получаются разнотолщинными, причем отклонение по толщине труб от номинальной может достигать ±10% (например, в трубах для канального реактора РБМК это отклонение достигает ±7,5% от номинальной толщины 4 мм), Эти изменения толщины стенки значительно влияют на поглощаемую металлом активную мощность при индуктивном нагреве и приводят к неравномерному нагреву стенок трубы по периметру ее поперечного сечения. Так, например, в процессе скоростного индукционного нагрева таких труб до 950оС при осесимметричном расположении индуктора и трубы тонкостенные участки перегреваются по сравнению с толстостенными на 50-100оС, что после закалки приводит к неоднородности структуры и физических свойств трубы по ее сечению и длине, значительному ее короблению.
Во всех известных устройствах для последовательной закалки труб индуктор расположен осесимметрично относительно трубы, а сами устройства не обеспечивают скоростной равномерный нагрев разнотолщинных труб по их периметру. Так, известное устройство (авт.св.N 183786 от 21.01.65 г.) для последовательной закалки труб с нагревом их в индукторе, смонтированном на шарнирной подвеске. С помощью противовеса с переменным плечом индуктор уравновешивается и в дальнейшем сохраняет положение безразличного равновесия. В процессе нагрева трубы индуктор под действием сил электромагнитного взаимодействия токов, протекающих по индуктору и трубе самоцентрируется и занимает положение, соосное с трубой, что обеспечивает равномерный нагрев коаксиальных изогнутых труб. Нагрев разнотолщинных труб в этом устройстве приводит к нагреву участков с меньшей толщиной стенки до более высоких температур, чем участков с большей толщиной, что обусловливается плотностью тока в поперечном сечении трубы, а также перераспределением тепла по толщине трубы в процессе нагрева.
Известны также другие технические решения (патент США N 29046, ЕП N 0057 779), содержащие индуктор, имеющий форму, согласованную с нагреваемой деталью, где центровка индуктора осуществляется с помощью направляющей, входящей в просверленный канал детали. Осесимметричное расположение индуктора при нагреве разнотолщинных деталей приводит к неравномерности температуры в их поперечном сечении.
Наиболее близким техническим решением, выбранным в качестве прототипа, является устройство непрерывной закалки длинномерных изделий из сплава циркония, которое содержит механизм перемещения изделия в осевом направлении, генератор переменного тока индуктор, пирометр, блок управления мощностью генератора, связанный с пирометром, и систему охлаждения трубы. Известное устройство обеспечивает равномерный нагрев коаксиальных изделий, имеющих даже различную толщину по длине благодаря управлению мощностью генератора в зависимости от показаний пирометра в зоне нагрева. Одно при нагреве разнотолщинных изделий неравномерность нагрева в поперечном сечении сохраняется.
Целью изобретения является повышение качеств закалки путем возможности регулирования температуры нагрева в поперечном сечении трубы.
Поставленная цель технически достигается тем, что устройство снабжено парами встречно-направленных фотодатчиков, установленных между витками или за индуктором в плоскости, перпендикулярной продольной оси кондуктора, при этом последний выполнен с приводами перемещения в плоскости, перпендикулярной его продольной оси соединенными с фотодатчиками.
Обеспечение равномерного нагрева в поперечном сечении разнотолщинных труб или труб, имеющих неоднородную структуру, достигается за счет перемещения индуктора в зависимости от сигнала рассогласования встречно направленных и соединенных дифференциально фотодатчиков. При этом индуктор приближается к поверхности утолщенной трубы, имеющей более низкую температуру, и удаляется от утоненной части имеющей более высокую температуру, тем самым перераспределяя плотность энерговыделения в трубе. Высокая точность регулирования температуры обеспечивается за счет управления расположением индуктора относительно трубы по прямому параметру тепловому излучению.
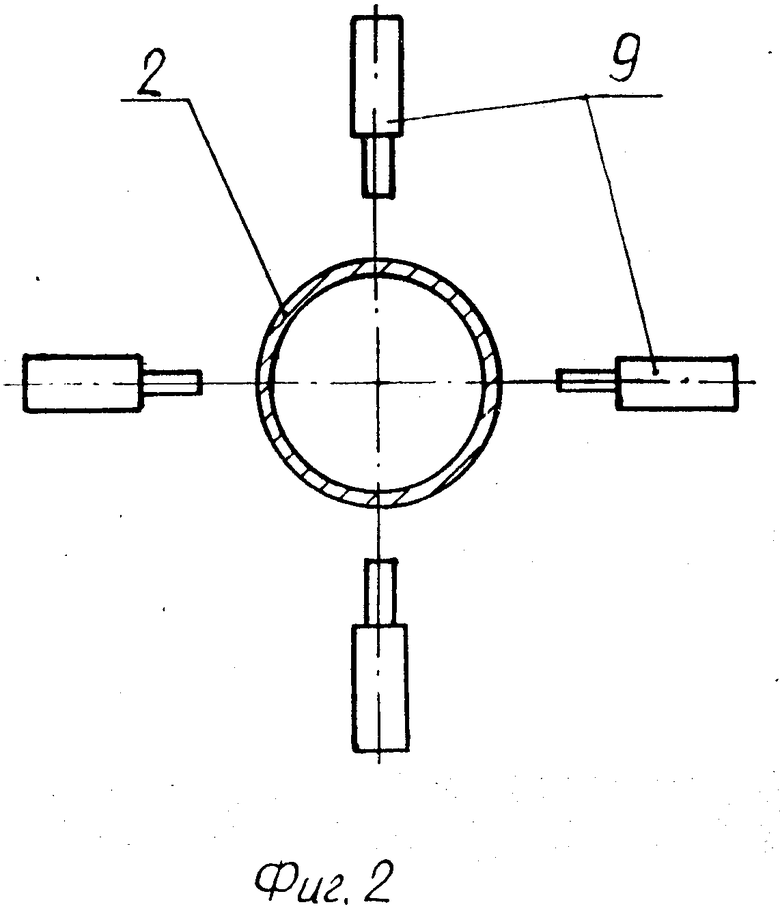
На фиг. 1 показан функциональная схема устройства для последовательной закалки труб; на фиг.2 расположение фотодатчиков в плоскости, перпендикулярной продольной оси трубы; на фиг.3 график температурного режима индукционного нагрева и охлаждения канальной трубы.
Устройство содержит механизм 1 перемещения трубы 2 в осевом направлении, генератор 3 переменного тока, индуктор 4, пирометр 5, блок 6 управления мощностью генератора, связанный с пирометром, систему 7 охлаждения трубы, механизм 8 перемещения индуктора, по крайней мере две пары встречно направленных фотодатчиков 9, соединенных в каждой паре дифференциально и электрически связанных с механизмом 8 перемещения индуктора. Оптические оси датчиков лежат в плоскости, нормальной к оси трубы, равномерно по ее окружности, а сама плоскость находится на выходе трубы из индуктора.
Установка работает следующим образом.
Температуру нагрева трубы устанавливают величиной опорного сигнала в блоке 6 управления мощностью генератора 3. Включают механизм 1 перемещения трубы в осевом направлении и генератор 3 переменного тока. Труба 2 разогревается и сигнал, получаемый с выхода пирометра 5, сравнивают с величиной опорного сигнала. Мощность генератора 3 увеличивают или уменьшают в зависимости от знака сигнала рассогласования между сигналом пирометра 5 и опорным сигналом и таким образом автоматически поддерживают постоянной температуру нагрева трубы 2. Вследствие разной толщины стенки или неоднородности структуры трубы при нагреве возникает разность температур в ее поперечном сечении, которую фиксируют встречно направленные пары фотодатчиков 9. Сигнал рассогласования с каждой пары фотодатчиков 9 поступает в механизм 8 перемещения индуктора 4 и в зависимости от знака сигнала рассогласования индуктор 4 с помощью механизма 8 перемещения приближается или удаляется от поверхности трубы 2 и таким образом автоматически поддерживается равенство температур в поперечном сечении трубы.
При нагреве трубы из циркониевого сплава Э-125 в индукторе высокочастотного генератора частотой 66 кГц глубина проникновения тока в трубу толщиной 4,3 мм в 2,5 раза меньше толщины ее стенок, т.е. прогрев осуществляется за счет распространения тепла теплопроводностью. Температурный режим индукционного нагрева и последующего охлаждения канальной трубы в душевом устройстве приведен на фиг.3. Максимальная температура трубы достигается вне индуктора в момент нахождения разогретого участка трубы между индуктором и зоной охлаждения (фиг.3), Выравнивание температуры по сечению трубы за счет теплопроводности, как видно из фиг.2, происходит за 1 с.
Фотодатчики могут быть расположены как в промежуточной части индуктора, так и на выходе трубы из индуктора. Расположение фотодатчиков, регистрирующих температуру в сечении, нагретом до (700-850)оС, позволяет при дальнейшем нагреве до температуры 950оС автоматическим перемещением индуктора выравнивать температуру по окружности трубы. Установка фотодатчиков в сечении, нагретом до (400-700)оС, приводит к перегреву утолщенных участков трубы или при неоднородной структуре участков с повышенным электрическим сопротивлением. Если фотодатчики расположены в сечении, нагретом до температуры выше 850оС, то разность температур по окружности трубы лишь незначительно уменьшается. Поэтому в данной установке фотодатчики регистрируют разность температуры по окружности в сечении, нагретом до 700-850оС. При разности температур по окружности более 10оС индуктор автоматически перемещается и при дальнейшем нагреве до 950оС происходит выравнивание температуры по окружности. Как показывают измерения, при точности определения температуры ±5оС фотодатчиками в диапазоне 700-850оС, разность температуры участков трубы в зоне максимальной температуры составляет ±15оС.
В процессе термообработки участки трубы последовательно выходят из зоны нагрева (участок А-Б-В, фиг.1), где из температура повышается до 935±15оС, и выдерживается в течение 5-15 с (участок ВГ, фиг.3), где температура выравнивается по окружности. Время выдержки определяется временем полного растворения легирующих элементов в β-фазе циркония. Последовательно выходя из зоны нагрева участки трубы входят в зону закалки, где охлаждаются со скоростью (400-1200оС)/с струей охлаждающей воды (участок ГД).
Авторам неизвестно использование совокупности заявляемых технологических узлов, приводящих к закалке разнотолщинных циркониевых труб или труб с неоднородной структурой в поперечном сечении из узкого интервала температур и обеспечивающих однородную мелкозернистую упрочненную структуру по всей длине трубы.
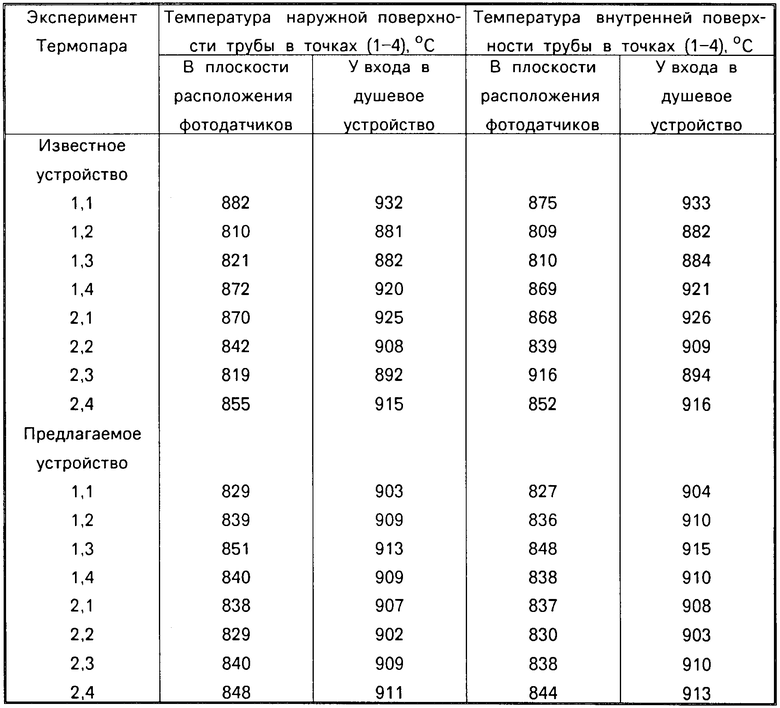
П р и м е р. Индукционному нагреву под закалку подвергали циркониевые трубы наружным диаметром 88±0,1 мм, толщиной стенки 4±0,3 мм, длиной 8500 мм. Нагрев осуществляли подвижным в плоскости, перпендикулярной оси трубы, цилиндрическим индуктором диаметром 96 мм и длиной 40 мм. Контроль температуры производили с помощью четырех внутренних и четырех наружных равномерно распределенных по сечению и зачеканенных одна против другой предварительно проградуированных термопар. Показания термопар записывались с помощью шлейфного осциллографа.
Результаты экспериментов по индукционному нагреву на частоте 66 кГц труб из сплава циркония приведены в таблице.
Из таблицы видно, что при нагреве трубы из сплава Э-125 в неподвижном индукторе перепад температур по окружности равен 72оС, а у входа в зону закалки 50оС. В подвижном индукторе перепад температур равен 22оС, а у входа в зону закалки составляет 11оС, что допустимо по технологическим условиям и нет необходимости закаленные трубы подвергать операции рихтовки.
Таким образом, предлагаемое устройство позволяет повысить качество закалки путем регулирования температуры нагрева в поперечном сечении трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 1990 |
|
RU2024630C1 |
| СПОСОБ ИНДУКЦИОННОЙ ПАЙКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И ПРОСТАЯ И МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ ПАЙКИ | 2011 |
|
RU2570861C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦИРКОНИЕВЫХ СПЛАВОВ | 1989 |
|
SU1767924A1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Способ индукционного термического упрочнения остряков стрелочных переводов и установка для его осуществления | 2022 |
|
RU2794329C1 |
| ИНДУКТОР ДЛЯ МЕТОДИЧЕСКОГО НАГРЕВА ЗАГОТОВОК В ФОРМЕ ТЕЛА ВРАЩЕНИЯ | 1995 |
|
RU2080745C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2007 |
|
RU2356675C1 |
| ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОГО НАГРЕВА ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ | 2005 |
|
RU2297114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |


Использование: последовательная закалка труб с индукционным нагревом. Сущность изобретения: устройство содержит механизм 1 осевого перемещения труб, соосно расположенные по вертикали многовитковый индуктор (И)4 и спрейер, соединенный с индуктором генератор с блоком 6 управления его мощности и соединенный с блоком пирометр 5, пару встречно направленных фотодатчиков 9, установленных между витками или за И в плотности, перпендикулярной продольной оси И. При этом И выполнен с приводами 8 перемещения в плоскости, перпендикулярной его продольной оси, соединенными с фотодатчиками 9. Устройство позволяет регулировать температуры нагрева в поперечном сечении трубы, повышая тем самым качество закалки. 3 ил. 1 табл.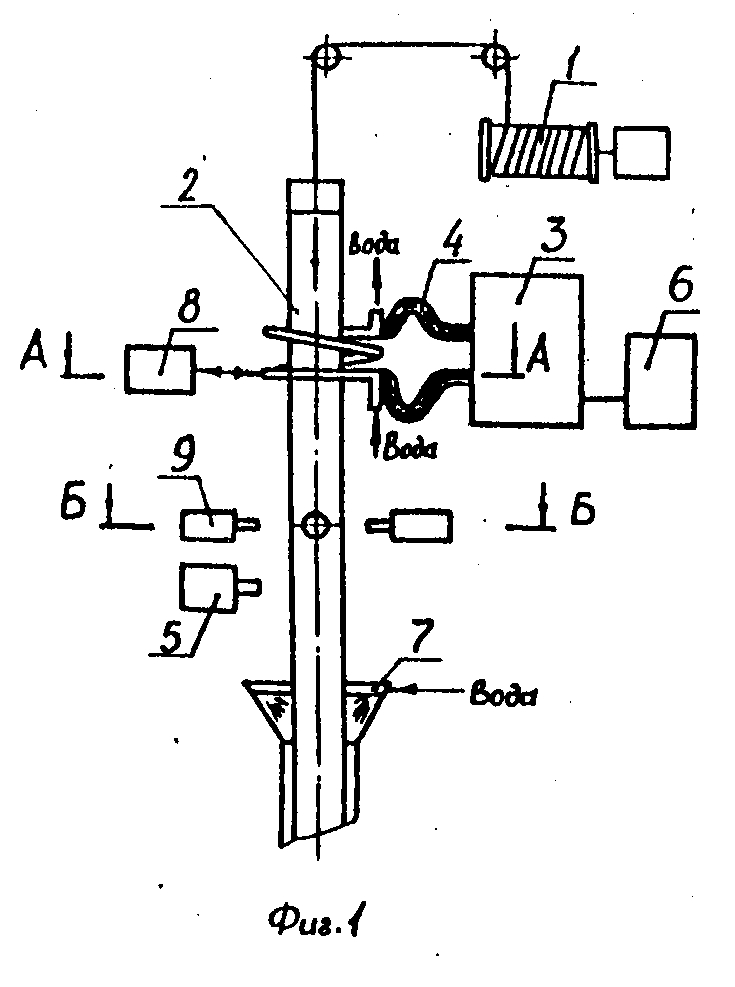
УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ЗАКАЛКИ ТРУБ, содержащее механизм осевого перемещения труб, соосно расположенные по вертикали многовитковый индуктор и спрейнер, соединенный с индуктором генератор с блоком управления мощностью, и пирометр, соединенный с блоком, отличающееся тем, что, с целью повышения качества закалки путем возможности регулирования температуры нагрева в попоречном сечении трубы, устройство снабжено парами встречно направленных фотодатчиков, установленных между витками или индуктором в плоскости, перпендикулярной продольной оси индуктора, при этом последний выполнен с приводами перемещения в плоскости, перпендикулярной его продольной оси, соединенными с фотодатчиками.
| СПОСОБ ПОЛУЧЕНИЯ РАСТЕНИЙ-РЕГЕНЕРАНТОВ | 2004 |
|
RU2303348C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
