Область техники, к которой относится изобретение
Изобретение относится к способу сваривания друг с другом двух деталей, предпочтительно выхлопной системы ДВС, контактной сваркой.
Уровень техники
Из опубликованной позднее немецкой заявки на выдачу патента DE 10 2015 216 013 известен способ, при котором методом контактной сварки к стенке детали выхлопной системы прикрепляют втулку. Деталью выхлопной системы является, например, катализатор, к корпусу которого сваркой прикрепляют втулку для размещения измерительного зонда, например температурного датчика.
В стенке выполнено отверстие, через которое сквозь втулку обеспечен доступ внутрь корпуса. На втулке выполнена поверхность сварки втулки, которую можно приложить к выгнутому наружу, окружающему отверстие участку сварки стенки корпуса и прикрепить к нему контактной сваркой. При этом продольная ось втулки ориентирована относительно плоскости поверхности участка сварки втулки под углом, т.е. не перпендикулярно, чтобы обеспечить соответствующее положение под углом относительно корпуса закрепляемого на втулке измерительного зонда. При этом угол положения измерительного зонда определяет угол между продольной осью втулки и плоскостью поверхности участка сварки втулки.
В альтернативном варианте исполнения поверхность участка сварки втулки выполнена конической или в виде усеченного конуса, чтобы часть втулки с этой поверхностью и участок сварки втулки, по меньшей мере, незначительно заходил или мог быть вставлен в отверстие в случае, если выполненная на нем в виде усеченного конуса поверхность прилегает к выгнутому наружу участку стенки корпуса. При таком исполнении продольная ось втулки параллельна оси выполненного в стенке корпуса отверстия.
Раскрытие изобретения
Задачей настоящего изобретения является предложить способ сваривания друг с другом двух деталей, предпочтительно выхлопной системы ДВС, контактной сваркой, при котором обеспечено более свободное расположение обеих свариваемых деталей относительно друг друга.
Согласно изобретению эту задачу решают посредством способа сваривания друг с другом двух деталей, предпочтительно выхлопной системы ДВС, контактной сваркой, включающего следующие этапы:
а) подготовка первой детали с отверстием ввода, причем отверстие ввода окружено буртиком отверстия ввода зоны сварки первой детали,
b) подготовка второй детали с зоной ввода, вводимой в отверстие ввода первой детали, причем поверхность ввода зоны ввода является зоной сварки второй детали,
с) заведение зоны ввода в отверстие ввода, чтобы поверхность зоны ввода прилегала главным образом вдоль всего буртика отверстия ввода первой детали,
d) подведение электронапряжения к обеим деталям для осуществления контактной сварки первой детали со второй деталью,
причем поверхность зоны ввода изогнута вокруг двух не параллельных друг другу осей или вокруг одной параллельной поверхности зоны ввода оси или/и причем рант буртика отверстия ввода выполнен не в одной плоскости.
Пространственное решение свариваемых друг с другом участков обеих деталей обеспечивает возможность их различного позиционного расположения относительно друг друга, но главным образом с контактированием обеих деталей вдоль всего буртика отверстия ввода, чтобы при контактной сварке через эту зону контакта мог проходить электроток для расплавления деталей, а в зонах прерывания контакта с незначительными разрывами между зонами сварки обеих деталей был обеспечен нагрев, необходимый для расплавления и сваривания обеих деталей.
В этой связи необходимо указать на то, что по замыслу настоящего изобретения обе детали прилегают друг к другу зонами сварки главным образом вдоль всего буртика отверстия ввода в том случае, если обе детали контактируют друг с другом, по меньшей мере, на половину, предпочтительно на 80% длины буртика отверстия ввода.
В предпочтительном относительно возможности выбора положения обеих деталей варианте предложено, чтобы поверхность зоны ввода, по меньшей мере, на отдельных участках имела сферическую форму или форму эллипсоида, или форму эллипсоида вращения. Это обеспечивает возможность сдвигать обе детали относительно друг друга по типу шарового шарнира или ставить их в необходимое положение, но с сохранением или регулированием контакта между обеими деталями по значительной части общей длины буртика отверстия ввода.
В альтернативном варианте выполнения предложено, чтобы поверхность зоны ввода, по меньшей мере, на отдельных участках была поверхностью цилиндра, предпочтительно поверхностью кругового цилиндра. Это также обеспечивает возможность поворота деталей относительно друг друга или их позиционирования относительно друг друга с различной степенью поворота.
Для особенно предпочтительного относительно простого осуществления, а также эффективности процесса сварки способа предложено, чтобы на этапе а) было подготовлено отверстие ввода путем выполнения в первой детали главным образом цилиндрического паза, или/а на этапе с) зону ввода заводить в отверстие ввода таким образом, чтобы поверхность зоны ввода прилегала к краю буртика отверстия ввода.
В альтернативном варианте, в частности, для подготовки очень прочного сварного соединения на этапе а) у отверстие ввода подготавливают поверхность буртика отверстия ввода в соответствии с формой поверхности зоны ввода, или/а на этапе с) зону ввода заводят в отверстие ввода таким образом, чтобы поверхность зоны ввода прилегала к поверхности буртика отверстия ввода.
Отверстие ввода выполняют, например, механическим снятием материала, предпочтительно сверлением, резкой, фрезерованием. В альтернативном варианте отверстие ввода выполняют путем выполнения предпочтительно цилиндрического уступа на первой детали, предпочтительно путем деформирования первой детали. Такой уступ выполняют, например, деформированием окружающей отверстие зоны стенки первой детали или наложением, например привариванием, отдельной детали, образующей уступ.
В особенно предпочтительном, в частности относительно свободы выбора взаимного расположения обеих деталей, варианте исполнения край буртика отверстия ввода проходит главным образом в одной плоскости.
В альтернативном варианте исполнения первая деталь выполнена в виде трубы с главным образом цилиндрическим внешним контуром, причем край буртика отверстия ввода расположен главным образом на поверхности цилиндра. Необходимо указать на то, что деталь в виде трубы выполнена, например, с круглым, овальным или эллиптическим, но главным образом цилиндрическим, т.е. с неизменным в направлении продольной оси трубы контуром.
В частности предложено, в случае, если вторая деталь является втулкой для приема измерительного зонда или ему подобного, чтобы вторая деталь была вытянута в длину в направлении продольной оси детали и имела в оконечной зоне зону ввода. Это не обязательно означает, что размер второй детали в этом направлении больше, чем, например, диаметр второй детали. Продольная ось второй детали по замыслу изобретения является реперной линией с определенной долей симметрии.
Для обеспечения наклонного положения, например, измерительного зонда относительно корпуса катализатора предложено, чтобы на этапе с) заводить вторую деталь в отверстие ввода таким образом, чтобы продольная ось детали не была параллельной оси ввода отверстия ввода.
В способе согласно изобретению точное расположение обеих свариваемых деталей без ущерба качеству соединения, осуществляемого контактной сваркой, было обеспечено за счет того, что зона сварки первой детали или/и зона сварки второй детали была выполнена главным образом без выпуклостей, т.е. выпуклых возвышений, выполняемых, как правило, при контактной сварке.
Краткое описание чертежей
Настоящее изобретение подробно описано ниже с привлечением приложенных фигур, на которых изображено:
Фиг. 1 – вид в разрезе двух свариваемых друг с другом деталей, контактирующих с электродом контактной сварки;
Фиг. 2 – аксонометрия компоновки по Фиг. 1;
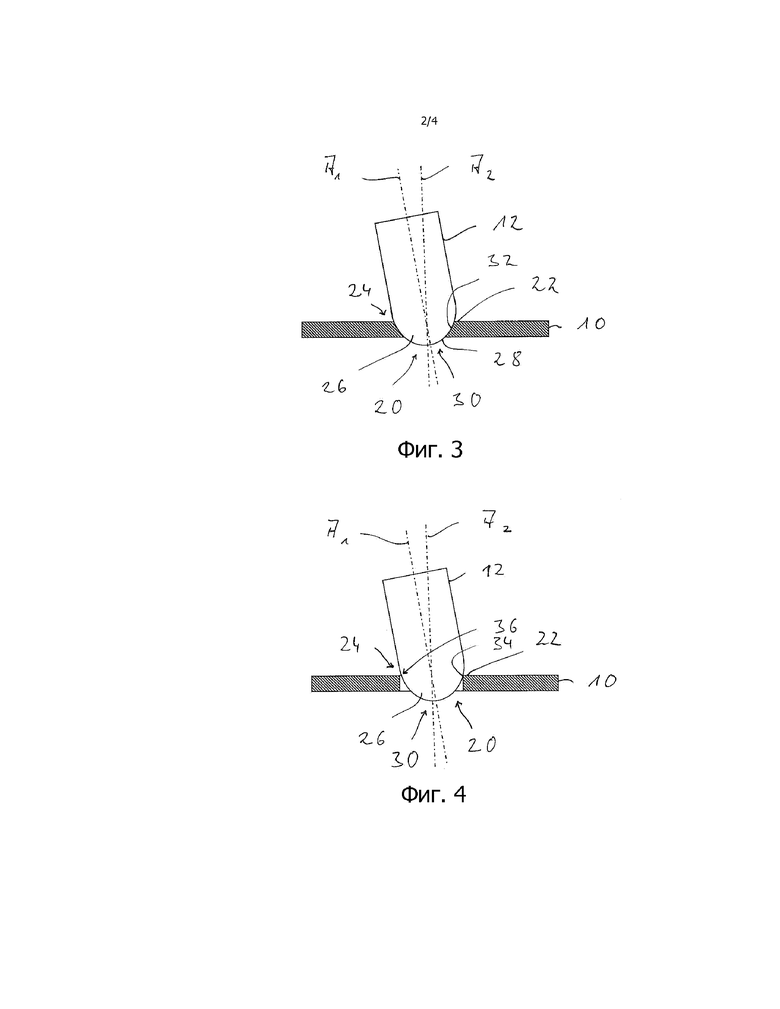
Фиг. 3 – вид в разрезе двух свариваемых друг с другом деталей, прилегающих плоскостями друг к другу;
Фиг. 4 - вид в разрезе двух свариваемых друг с другом деталей, линейно прилегающих друг к другу;
Фиг. 5 – боковая проекция детали в виде трубы с выполненным отверстием ввода;
Фиг. 6 – деталь, свариваемая с деталью по Фиг. 5;
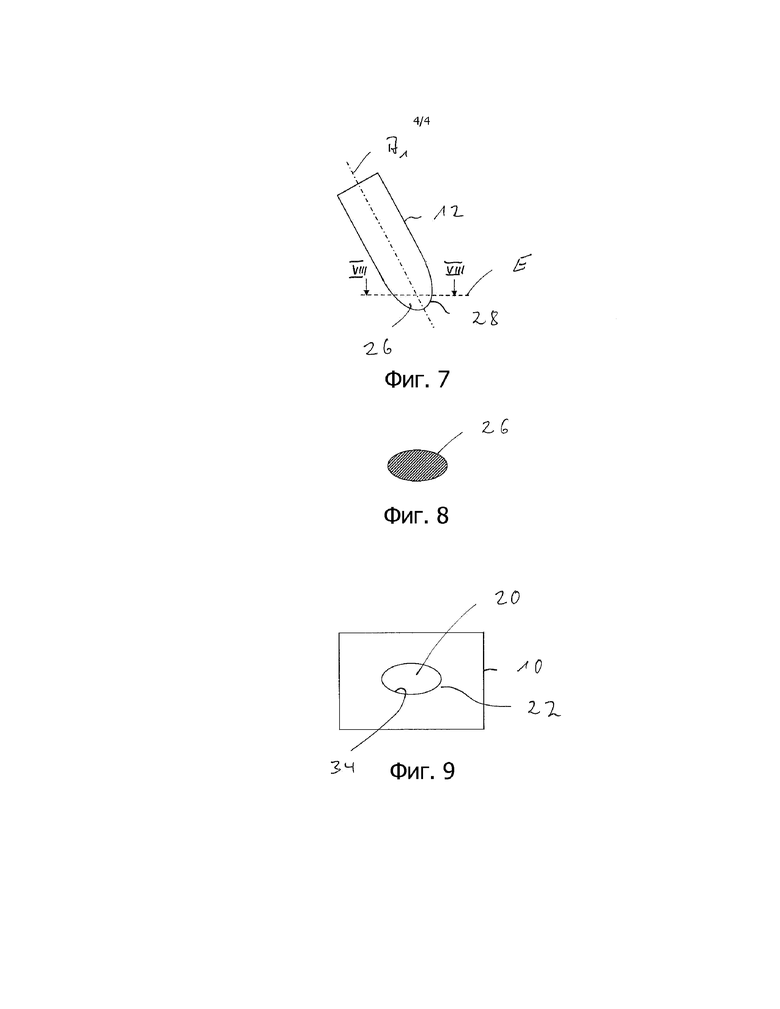
Фиг. 7 – боковая проекция детали с эллипсоидным поперечным сечением;
Фиг. 8 – деталь по Фиг. 7 в разрезе по линии VIII-VIII по Фиг. 7;
Фиг. 9 – деталь с отверстием ввода, свариваемая с деталью по Фиг. 7.
Осуществление изобретения
На Фиг. 1 показаны две свариваемые друг с другом контактной сваркой детали 10, 12 с контактирующими с каждой из них сварочным электродами 14, 16. Первая деталь 10 по Фиг. 1 выполнена главным образом в виде пластины или плоской. Первая деталь 10 является, например, корпусом или частью корпуса системы обработки выхлопных газов, например, катализатора. Вторая деталь 12 в показанном на Фиг. 1 примере является штуцером, прикрепляемым к корпусу или к первой детали 10. Выполненная в виде штуцера вторая деталь 12 включает выполненное, например, с внутренней резьбой отверстие 18, в которое ввинчивают измерительный зонд или т.п. В процессе контактной сварки сварочный электрод 16 заводят соответствующе выполненным уступом в отверстие 18.
Как более подробно показано на Фиг. 3, обе детали 10Б 121 соединяют друг с другом таким образом, чтобы продольная ось A1, например, вытянутой в направлении этой оси второй детали 12 или штуцера проходила относительно оси A2 выполненного в первой детали 10 отверстия ввода 20 под острым углом, т.е. не параллельно. Зона 22 буртика, окружающая отверстие ввода 20, на первой детали 10 образует зону 24 сварки первой детали 10, к которой контактной сваркой прикрепляют зону 30 сварки второй детали 12, подготовленную в зоне 26 ввода на поверхности 28 ввода второй детали 12.
В показанном на Фиг. 1 – 3 примере выполнения вторая деталь 12, в частности ее зона 26 ввода или выполненная в ней поверхность 28 зоны ввода выполнена относительно оси главным образом вращательно-симметричной и, в частности, в этом примере выполнения поверхность 28 зоны ввода выполнена выпуклой, сферической формы, что означает, что поверхность зоны ввода загнута вокруг, например, двух перпендикулярных друг другу осей.
Соответственно этой сферической или изогнутой форме поверхности 28 зоны ввода и первая деталь 10 в зоне буртика 22 отверстия ввода или в зоне, непосредственно окружающей отверстие 20 ввода или обращенной в его сторону поверхности 32 буртика, выполнена сферической, однако вогнутой. За счет этого при заведении зоны 26 ввода в отверстие 20 ввода обеспечено главным образом плоскостное прилегание между поверхностью 28 зоны ввода и поверхностью 32 буртика. Таким образом, обе детали 10, 12 за счет контакта двух комплементарно сферических поверхностей соединены друг с другом по типу шарового шарнира, что обеспечивает возможность поворота второй детали 12 относительно первой детали 10 без потери взаимного контакта. Это обеспечивает возможность расположения продольной оси A1 под углом относительно оси A2 отверстия 20 ввода, а в случае необходимости и параллельно ей. Принципиально обеспечен свободный выбор местоположения второй детали 12 относительно первой детали 10.
При соединении деталей 10, 12 друг с другом методом контактной сварки, например, после сведения обеих деталей 10, 12, например, показанным на Фиг. 1 образом, с соответствующими сварочным электродами 14, 16 обе детали 10, 12 устанавливают относительно друг друга в необходимое для соединения положение. При этом поверхность 28 зоны ввода прилегает к поверхности 22 буртика предпочтительно по всему периметру отверстия 20 ввода или зоны 22 буртика. Вследствие возможных неизбежных технологических допусков возможно образование зон, в которых между обеими поверхностями 28, 32 существуют незначительные щелеобразные промежутки.
Для осуществления процесса сварки на оба сварочных электрода 14, 16 подают напряжение, чтобы под воздействием проходящего по ним электротока и нагревания при этом обеих деталей 10, 12 в их прилегающих друг к другу зонах поверхностей обеспечить локальное расплавление обеих деталей 10, 12 и, тем самым, их сваривание друг с другом. Так как контакт обеих деталей 10, 12 обеспечен по всему периметру буртика 22 отверстия ввода, сваривание деталей происходит главным образом в зонах прилегания поверхностей 28, 32. В местах незначительных щелеобразных промежутков нагрев поверхностного материала обеих деталей 10, 12 расплавляет его и обеспечивает образование сварного соединения вокруг оси A2 отверстия 20 ввода по периметру без пропусков и, в частности, герметичное и прочное сварное соединение. Необходимость подготовки выпуклых неровностей, по меньшей мере, на одной из свариваемых друг с другом деталей, как это имеет место быть при т.н. контактной рельефной сварке для обеспечения непрерывного герметичного сварного соединения, в способе по данному изобретению отпадает.
В показанном на Фиг. 3 выполнении детали 10 отверстие 20 ввода выполнено, например, в первой детали 10 шаровой фрезой. Радиус кривизны шаровой фрезы отражается на поверхности 32 буртика 22 отверстия ввода и его выбирают в соответствии с радиусом кривизны поверхности 28 зоны ввода.
В показанном на Фиг. 4 альтернативном варианте выполнения отверстие 20 ввода выполняют в первой детали 10 главным образом в виде цилиндрического отверстия. Отверстие 20 ввода выполняют, например, сверлением, резкой, вырубкой или другим подобным образом. Из-за цилиндрической формы отверстия 20 ввода, у которого поверхность 32 буртика является главным образом поверхностью цилиндра, например, с круговым контуром между второй деталью 12, заведенной ее зоной 26 ввода, по меньшей мере, незначительно в отверстие 20 ввода, и первой деталью 10 главным образом отсутствует плоскостной контакт. Вторая деталь 12 в большей степени прилегает поверхностью 28 зоны ввода к краю 34 буртика отверстия ввода зоны 22 ввода. При этом необходимо указать на то, что у отверстия 20 ввода есть принципиально два таких края буртика, причем показанный на Фиг. 4 край 34 буртика отверстия ввода – это край буртика, с которым может контактировать зона 26 ввода.
В показанном на Фиг. 4 варианте выполнения зона 26 ввода также выполнена, например, со сферической поверхностью 28 зоны ввода, т.е. с поверхностью, загнутой вокруг двух, например, перпендикулярных друг другу осей, причем вследствие сферической формы радиус кривизны во всех зонах поверхности одинаковый. Выполнение отверстия 20 ввода с круговым контуром обеспечивает между поверхностью 28 зоны ввода и краем 34 буртика отверстия ввода прилегание вокруг оси A2 отверстия 20 ввода, предпочтительно непрерывное, главным образом линейное. Однако, как показано на Фиг. 4 с левой стороны отверстия 20 ввода, например из-за технологических допусков, в некоторых зонах периметра возможно образование незначительных щелеобразных промежутков 36 между поверхностью 28 зоны ввода и краем 34 буртика отверстия ввода. Как было указано ранее относительно Фиг. 3, вследствие малого отстояния и, как правило, относительно небольшой протяженности по периметру таких щелеобразных промежутков 36 при подведении необходимого для сваривания напряжения или при прохождении тока сварки и в этих зонах материал обеих деталей 10, 12 плавится, что обеспечивает их сваривание друг с другом.
На Фиг. 5 и 6 показан альтернативный вариант выполнения двух соединяемых друг с другом деталей 10', 12'. При этом деталь 10' является, например, вытянутой в направлении продольной A3 оси трубой, т.е. имеет главным образом цилиндрическую форму, например, с круглой геометрией поперечного сечения. В первой детали выполняют, например, цилиндрической фрезой отверстие 20' ввода. Ось A2 этого отверстия главным образом перпендикулярна продольной оси A3 первой детали 10'. Зона 22' буртика отверстия 20' или край 34' буртика отверстия ввода, а также плоскость 32' буртика проходят, таким образом, в отличие от примера выполнения по Фиг. 1 – 4 не в одной плоскости, а также изогнуты вследствие изогнутого выполнения первой детали 10'. В частности, край 34' буртика отверстия ввода прилегает к цилиндрической поверхности 38' первой детали 10'.
В связи с этой изогнутой кольцом вокруг оси A2 формой зоны 22' буртика, проходящей в направлении оси A2 отверстия 20' ввода, вторая деталь 12’ включает поверхность 28’ зоны ввода с комплементарной формой, например комплементарно изогнутой относительно кривизны зоны 22’ буртика, например, также в виде кольца. В этом примере выполнения поверхность 28’ зоны ввода изогнута вокруг одной единственной оси A4, например, с главным образом неизменным радиусом кривизны, причем ось A4 не пересекает поверхность зоны ввода, а параллельна ей.
Такое оформление зоны ввода второй детали 12’ обеспечивает возможность ее заведения в отверстие 20’ ввода, чтобы обеспечить контактирование выполненной, например, с кольцевым изгибом главным образом цилиндрической поверхности 28’ зоны ввода с соответствующе изогнутой зоной 28’ буртика. Образование главным образом линейного прилегания к краю 34’ буртика отверстия ввода или, по меньшей мере, локального плоскостного прилегания к поверхности 32’ буртика зависит от вида выполнения отверстия 20’ ввода.
В этом варианте выполнения обе детали 10’, 12’ можно также установить вокруг оси A4 таким образом, чтобы между осями A1 и A2 был при необходимости образован угол, при котором вытянутая в длину вторая деталь 12’ главным образом в направлении продольной оси A1 не обязательно расположена перпендикулярно продольной оси A3 первой детали 10’ и, тем самым, должна быть соединена с первой деталью 10’. В этом случае обеспечена свобода расположения второй детали 12’ относительно первой детали 10’.
Следующий вариант выполнения представлен на Фиг. 7 – 9. Относительно принципиального устройства обеих деталей 10, 12 он соответствует выполнению, показанному на Фиг. 1 – 4. Первая деталь 10, по меньшей мере, в зоне отверстия 20 ввода выполнена главным образом плоской, за счет чего отверстие 20 ввода или зона 2 его буртика расположены в одной плоскости. Показанная на Фиг. 7 в боковой проекции деталь 12 выполнена, например, вытянутой в направлении продольной оси A1. В отличие от варианта выполнения по Фиг. 1 – 4 у первой детали 10, в частности, в зоне 26 ввода поверхность 28 зоны ввода выполнена не с симметрией вращения относительно продольной оси A1. Например, вторая деталь 12, по меньшей мере, в зоне 26 ввода выполнена с эллипсоидной геометрией поперечного сечения.
Если разрезать деталь 12 в плоскости Е под углом к продольной оси A1, то контур периметра поперечного сечения в зоне 26 ввода будет также эллипсоидным, как это показано на Фиг. 8. При расположении второй детали 12 под соответствующим углом продольной оси A1 относительно первой детали 10 прилегание по всему периметру между обеими деталями 10, 12 описанным выше образом будет обеспечено при условии, что отверстие 20 ввода в первой детали 10 выполнено комплементарно показанной на Фиг. 8 геометрии поперечного сечения зоны 26 ввода.
Это означает, что согласно изобретению при известной геометрии зоны 26 ввода и при известном угле наклона второй детали 12 относительно первой детали 10 форму отверстия 20 ввода выбирают так, чтобы соответственно и форма буртика 22 отверстия ввода соответствовала контуру периметра второй детали 12 в его зоне прилегания поверхности 28 зоны ввода к первой детали 10. Описанный выше образ действия обеспечивает при осуществлении процесса контактной сварки непрерывное по всей длине сваривание обеих деталей 10, 12.
Так как и в этом варианте выполнения вторая деталь 12 изогнута вокруг двух осей на участке поверхности 28 зоны ввода, если даже с варьирующимся радиусом кривизны, то и в этом варианте выполнения вторую деталь 12 проворачивают на определенный угол относительно первой детали 10 без существенной потери взаимного прилегания обеих деталей 10, 12. Даже если при этом возникает локальный щелеобразный промежуток между обеими деталями 10, 12, не превышающий определенный размер по периметру, его закрывают путем расплавления обеих деталей 10, 12 под воздействием напряжения сварки или проходящего через них электротока сварки.
Приведенные выше положения свидетельствуют о том, что выполнение в зоне ввода именно той из соединяемых друг с другом деталей, которая включает изогнутую поверхность зоны ввода, поверхности, изогнутой, по меньшей мере, вокруг одной оси, обеспечивает при создании прилегания всегда незначительное заведение этой детали с зоной ввода в отверстие ввода другой детали. Такое взаимное проникновение друг в друга обеспечивает даже при несферической форме прилегающих друг к другу поверхностей возможность проворота, по меньшей мере, на малый угол, но с обеспечением непрерывной зоны сварного соединения при осуществлении процесса контактной сварки.
Такой вид соединения двух деталей друг с другом обеспечен даже независимо от формы, в частности, первой детали. Как показано в различных вариантах осуществления, ее выполняют, по меньшей мере, в зоне отверстия ввода плоской, чтобы и зона буртика отверстия ввода или край буртика отверстия ввода были расположены в одной плоскости. В альтернативном варианте первую деталь выполняют изогнутой в этой зоне. Отверстие ввода в первой детали выполняют, как описано выше, например, металлорежущим методом, т.е., например, сверлением, фрезерованием или резкой. Принципиально существует возможность выполнения этого отверстия путем деформирования первой детали проходящим в направлении оси отверстия, например, цилиндрическим заплечиком. Торцевая поверхность этого заплечика выполнена в этом случае с показанной на Фиг. 3 геометрией поверхности буртика для плоскостного прилегания к поверхности зоны ввода.


Изобретение относится к контактной сварке деталей выхлопной системы ДВС. Подготавливают первую деталь (10) с отверстием (20) ввода, окруженным буртиком (22), в зоне (24) сварки и вторую деталь (12) с зоной (26) ввода в отверстие (20). Заводят зону (26) ввода в отверстие (20) ввода с обеспечением прилегания поверхности (28) зоны ввода вдоль всего буртика (22) отверстия ввода первой детали (10). Подводят электронапряжение к обеим деталям (10, 12) для осуществления контактной сварки первой детали (10) со второй деталью (12). Поверхность (28) зоны ввода изогнута вокруг двух не параллельных друг другу осей или вокруг одной оси, параллельной поверхности зоны ввода. Рант буртика отверстия ввода может быть выполнен не в одной плоскости. Вторую деталь заводят в отверстие таким образом, чтобы продольная ось (А1) детали была не параллельна оси (А2) отверстия ввода. Пространственное решение свариваемых участков деталей обеспечивает возможность их различного позиционного расположения при сварке при контактировании деталей вдоль всего буртика. 3 н. и 20 з.п. ф-лы, 9 ил.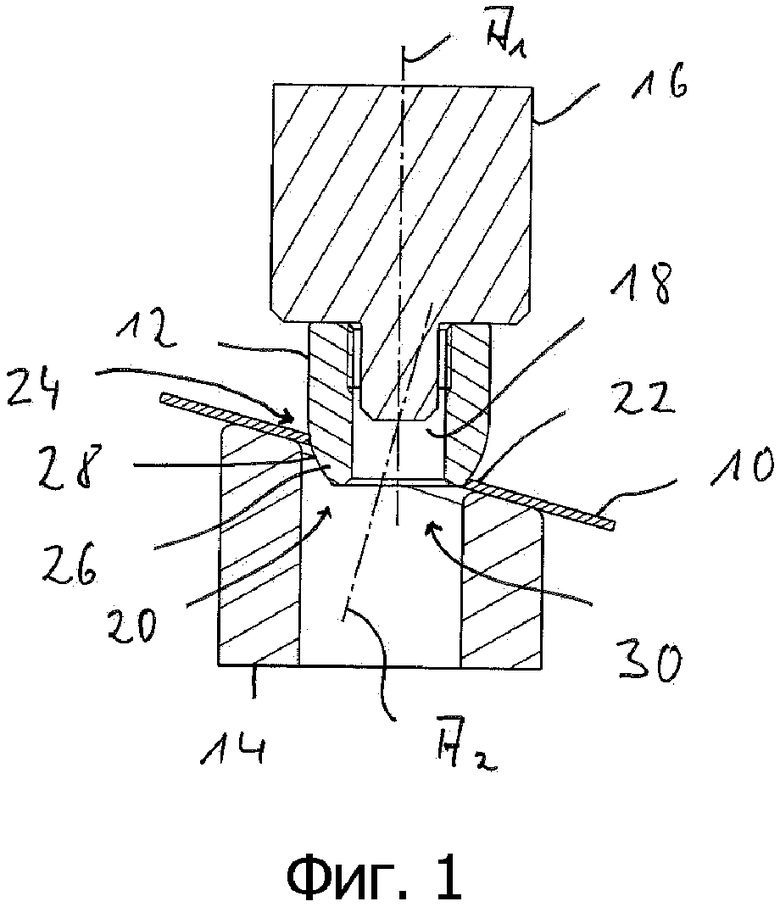
1. Способ сваривания друг с другом двух деталей выхлопной системы ДВС контактной сваркой, включающий следующие этапы:
а) подготовка первой детали (10) с отверстием (20) ввода, которое окружено буртиком (22) отверстия ввода зоны (24) сварки первой детали (10),
b) подготовка второй детали (12) с зоной (26) ввода, вводимой в отверстие (20) ввода первой детали (10), причем поверхность (28) зоны (26) ввода является зоной (30) сварки второй детали (12), причем вторая деталь (12) вытянута в длину в направлении продольной оси (А1) детали и имеет в оконечной зоне зоной (26) ввода,
с) заведение зоны (26) ввода в отверстие (20) ввода с обеспечением поверхности (28) зоны ввода прилегания главным образом вдоль всего буртика (22) отверстия ввода первой детали (10),
d) подведение электронапряжения к обеим деталям (10,12) для осуществления контактной сварки первой детали (10) со второй деталью (12),
отличающийся тем, что поверхность (28) зоны ввода выполнена изогнутой вокруг двух не параллельных друг другу осей, и на этапе с) вторую деталь (12) заводят в отверстие (20) ввода таким образом, чтобы продольная ось (А1) детали была не параллельна оси (А2) отверстия (20) ввода.
2. Способ по п.1, отличающийся тем, что поверхность (28) зоны ввода выполнена сферической формы по меньшей мере на отдельных участках или эллипсоидной формы или формы эллипсоида вращения.
3. Способ по п.1или 2, отличающийся тем, что на этапе а) подготавливают отверстие (20) ввода путем выполнения в первой детали (10) главным образом цилиндрического паза и/или на этапе с) зону (26) ввода заводят в отверстие (20) ввода таким образом, чтобы поверхность (28) зоны ввода прилегала к краю (34) буртика (26) отверстия ввода.
4. Способ по п.1, отличающийся тем, что на этапе а) подготавливают отверстие ввода с поверхностью буртика отверстия ввода в соответствии с формой поверхности зоны ввода или/и на этапе с) зону ввода заводят в отверстие ввода таким образом, чтобы поверхность зоны ввода прилегала к поверхности буртика (26) отверстия ввода.
5. Способ по любому из пп.1-4, отличающийся тем, что отверстие (20) ввода выполняют методом снятия материала, предпочтительно сверлением, резкой, фрезерованием.
6. Способ по любому из пп.1-5, отличающийся тем, что отверстие ввода выполняют путем изготовления предпочтительно цилиндрического заплечика на первой детали, предпочтительно путем деформирования первой детали.
7. Способ по п.1, отличающийся тем, что край (24) буртика (22) отверстия ввода расположен главным образом на цилиндрической поверхности.
8. Способ по любому из пп.1-7, отличающийся тем, что зону (24) сварки первой детали (10) или/и зону (30) сварки второй детали (12) выполняют предпочтительно без рельефных выступов.
9. Способ сваривания друг с другом двух деталей выхлопной системы ДВС контактной сваркой, включающий следующие этапы:
а) подготовка первой детали (10’) с отверстием (20’) ввода, которое окружено буртиком (22’) отверстия ввода зоны (24’) сварки первой детали (10’),
b) подготовка второй детали (12’) с зоной (26’) ввода, вводимой в отверстие (20’) ввода первой детали (10’), причем поверхность (28’) зоны (26’) ввода является зоной (30’) сварки второй детали (12’), причем вторая деталь (12’) вытянута в длину в направлении продольной оси (А1) детали и имеет в оконечной зоне зону (26’) ввода,
с) заведение зоны (26’) ввода в отверстие (20’) ввода с обеспечением поверхности (28’) зоны ввода прилегания главным образом вдоль всего буртика (22’) отверстия ввода первой детали (10’),
d) подведение электронапряжения к обеим деталям (10’,12’) для осуществления контактной сварки первой детали (10’) со второй деталью (12’),
отличающийся тем, что поверхность (28’) зоны ввода выполнена изогнутой вокруг одной параллельной поверхности (28’) зоны ввода оси (А4), и на этапе с) вторую деталь (12’) заводят в отверстие (20’) ввода таким образом, чтобы продольная ось (А1) детали была не параллельна оси (А2) отверстия (20’) ввода.
10. Способ по п.9, отличающийся тем, что поверхность (28’) зоны ввода выполнена по меньшей мере на отдельных участках в виде цилиндрической поверхности, предпочтительно в виде поверхности кругового цилиндра.
11. Способ по п.9 или 10, отличающийся тем, что на этапе а) подготавливают отверстие (20’) ввода путем выполнения в первой детали (10’) главным образом цилиндрического паза и/или на этапе с) зону (26’) ввода заводят в отверстие (20’) ввода таким образом, чтобы поверхность (28’) зоны ввода прилегала к краю (34’) буртика (26’) отверстия ввода.
12. Способ по п.9, отличающийся тем, что на этапе а) подготавливают отверстие ввода с поверхностью буртика отверстия ввода в соответствии с формой поверхности зоны ввода или/и на этапе с) зону ввода заводят в отверстие ввода таким образом, чтобы поверхность зоны ввода прилегала к поверхности буртика отверстия ввода.
13. Способ по любому из пп.9-12, отличающийся тем, что отверстие (20’) ввода выполняют методом снятия материала, предпочтительно сверлением, резкой, фрезерованием.
14. Способ по любому из пп.9-13, отличающийся тем, что отверстие ввода выполняют путем изготовления предпочтительно цилиндрического заплечика на первой детали, предпочтительно путем деформирования первой детали.
15. Способ по п.9, отличающийся тем, что первая деталь (10’) выполнена в виде трубы с главным образом цилиндрическим контуром внешнего периметра и что край (34’) буртика (22’) отверстия ввода расположен главным образом на цилиндрической поверхности.
16. Способ по любому из пп.9-15, отличающийся тем, что зону (24’) сварки первой детали (10’) или/и зону (30’) сварки второй детали (12’) выполняют предпочтительно без рельефных выступов.
17. Способ сваривания друг с другом двух деталей выхлопной системы ДВС контактной сваркой, включающий следующие этапы:
а) подготовка первой детали (10’) с отверстием (20’) ввода, которое окружено буртиком (22’) отверстия ввода зоны (24’) сварки первой детали (10’),
b) подготовка второй детали (12’) с зоной (26’) ввода, вводимой в отверстие (20’) ввода первой детали (10’), причем поверхность (28’) зоны (26’) ввода является зоной (30’) сварки второй детали (12’), причем вторая деталь (12’) вытянута в длину в направлении продольной оси (А1) детали и имеет в оконечной зоне зону (26’) ввода,
с) заведение зоны (26’) ввода в отверстие (20’) ввода с обеспечением поверхности (28’) зоны ввода прилегания главным образом вдоль всего буртика (22’) отверстия ввода первой детали (10’),
d) подведение электронапряжения к обеим деталям (10’,12’) для осуществления контактной сварки первой детали (10’) со второй деталью (12’),
отличающийся тем, что рант (34’) буртика (22’) отверстия ввода выполнен не в одной плоскости, и на этапе с) вторую деталь (12’) заводят в отверстие (20’) ввода таким образом, чтобы продольная ось (А1) детали была не параллельна оси (А2) отверстия (20’) ввода.
18. Способ по п.17, отличающийся тем, что на этапе а) подготавливают отверстие 20’) ввода путем выполнения в первой детали (10’) главным образом цилиндрического паза и/или на этапе с) зону (26’) ввода заводят в отверстие (20’) ввода таким образом, чтобы поверхность (28) зоны ввода прилегала к краю (34’) буртика (26’) отверстия ввода.
19. Способ по п.17, отличающийся тем, что на этапе а) подготавливают отверстие ввода с поверхностью буртика отверстия ввода в соответствии с формой поверхности зоны ввода или/и на этапе с) зону ввода заводят в отверстие ввода таким образом, чтобы поверхность зоны ввода прилегала к поверхности буртика отверстия ввода.
20. Способ по любому из пп.17-19, отличающийся тем, что отверстие (20’) ввода выполняют методом снятия материала, предпочтительно сверлением, резкой, фрезерованием.
21. Способ по любому из пп.17-20, отличающийся тем, что отверстие ввода выполняют путем изготовления предпочтительно цилиндрического заплечика на первой детали, предпочтительно путем деформирования первой детали.
22. Способ по п.17, отличающийся тем, что первая деталь (10’) выполнена в виде трубы с главным образом цилиндрическим контуром внешнего периметра, при этом край (34’) буртика (22’) отверстия ввода расположен главным образом на цилиндрической поверхности.
23. Способ по любому из пп.17-22, отличающийся тем, что зону (24’) сварки первой детали (10’) или/и зону (30’) сварки второй детали (12’) выполняют предпочтительно без рельефных выступов.
| US 2006059683 A1, 23.03.2006 | |||
| Способ рельефной сварки | 1980 |
|
SU919831A1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1620246A2 |
| СПОСОБ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ШТУЦЕРА С КОРПУСОМ | 2008 |
|
RU2391187C1 |
| Способ электроконтактной приварки труб | 1955 |
|
SU104602A1 |

