Предлагаемое изобретение относится к сварочному производству, а именно к способам сварки деталей в массовом производстве, например деталей гидроподводах, и может быть использовано на заводах по производству гидроприводов.
Известно устройство для приварки штуцера к корпусу дуговой сваркой в среде защитного газа или под флюсом, при которых сварочную головку вращают вокруг штуцера с помощью устанавливаемого на штуцер колпака, обеспечивающего удерживание головки относительно центра штуцера (см., например, Справочник электросварщика. Киев/Москва, Машгиз, 1952 г., стр.254).
Однако такой способ требует операций по установке дополнительного устройства, закреплению его на штуцере и съему после сварки, что увеличивает машинное время изготовления деталей и при массовом производстве не обеспечивает требуемой производительности.
Известен также способ сварки трубчатых изделий, при котором вращают свариваемое изделие относительно неподвижно установленной сварочной горелки (см., например, статью A.M.Нецвитая и др. Механизированная аргонодуговая сварка тонких металлов. Журнал «Сварочное производство», 1984, №9, стр.28), при этом собранные детали под сварку устанавливают на оправке в трехкулачковом патроне.
Основным недостатком такого способа является необходимость использования присадочной или электродной проволоки для выполнения угловых кольцевых швов, что приводит к увеличению затрат на изготовление, и кроме этого сварной шов не всегда обеспечивает хороший товарный вид изделиям.
Контактная рельефная сварка «острой гранью», осуществляемая без расплавления свариваемых деталей при получении герметичных соединений, обладает преимуществами по сравнению с другими способами сварки - высокой производительностью и возможностью использования стандартных машин точечной сварки. При этом свариваемое изделие обладает хорошим внешним видом (см. статью Каракозова Э.С., Попова А.И., Мартиновича В.В. Особенности образования соединения при контактной рельефной сварке «острой гранью». Журнал «Сварочное производство», 1985, №12, стр.10-12).
Основным недостатком способа является недолговечность сварных соединений такого типа, работающих в условиях неравновесного поля напряжений с циклическим нагружением, например при эксплуатации таких деталей в гидроподводах, связанных с появлением усталостных трещин в зоне сварного стыка, а так как детали гидроподвода изготавливают обычно из среднеуглеродистых сталей, то для снятия внутренних напряжений в швах и повышения пластичности соединений применяют термическую обработку, однако и она полностью не устраняет опасность разрушения деталей при эксплуатации после определенного количества циклов нагружения.
Техническим результатом предлагаемого решения является получение надежного сварного соединения штуцера с корпусом при минимальных затратах времени на подготовку соединений под сварку, без увеличения производственного цикла сварки.
Указанный технический результат достигается за счет того, что при применении способа контактной рельефной сварки штуцера с корпусом, включающего подготовку контактирующих поверхностей зоны сварки, установку штуцера в отверстие корпуса, сварку штуцера с внешней поверхностью корпуса и термическую обработку сварного стыка, установочную часть штуцера выполняют длиной больше толщины стенки корпуса, а термическую обработку соединения в сварочной контактной машине осуществляют с установкой во внутреннюю часть штуцера конического электрода и пропусканием тока через штуцер, при этом прикладывают усилие между электродами и через конический электрод при взаимодействии его вершины по центру с внутренними стенками выступа установочной части штуцера внутри корпуса осуществляют развальцовку нижней кромки штуцера.
Заявляемый способ контактной рельефной сварки штуцера с корпусом поясняется чертежами, где:
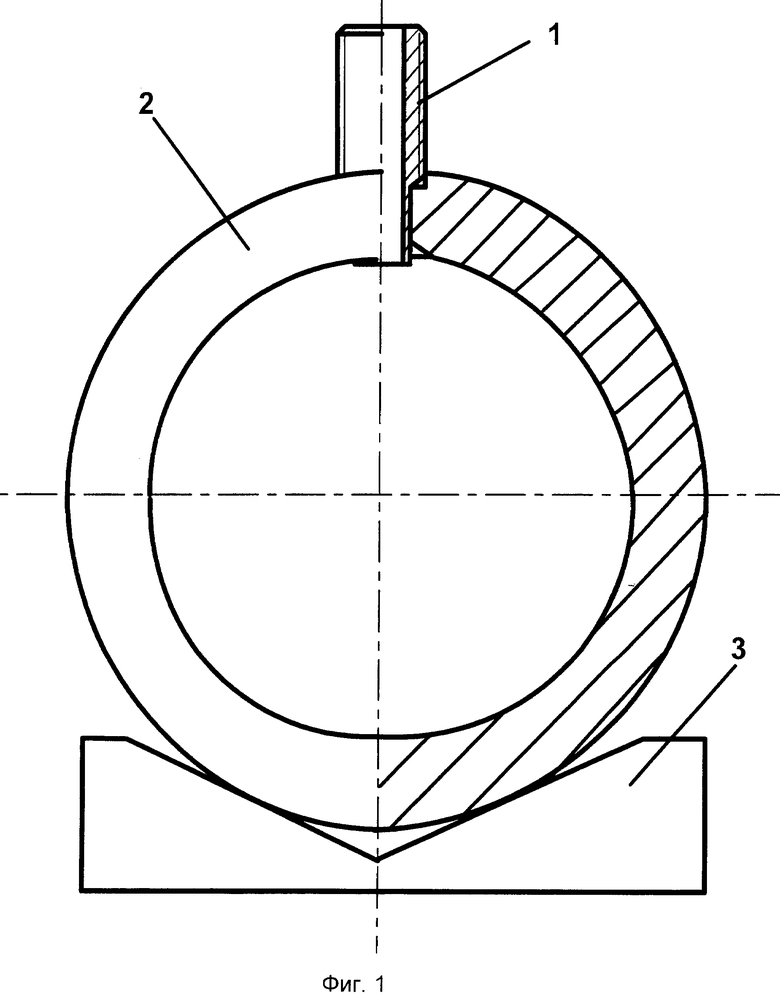
- на фиг.1 схематично показан корпус с установленным штуцером перед сваркой,
- на фиг.2 схематично показан корпус с приваренным штуцером;
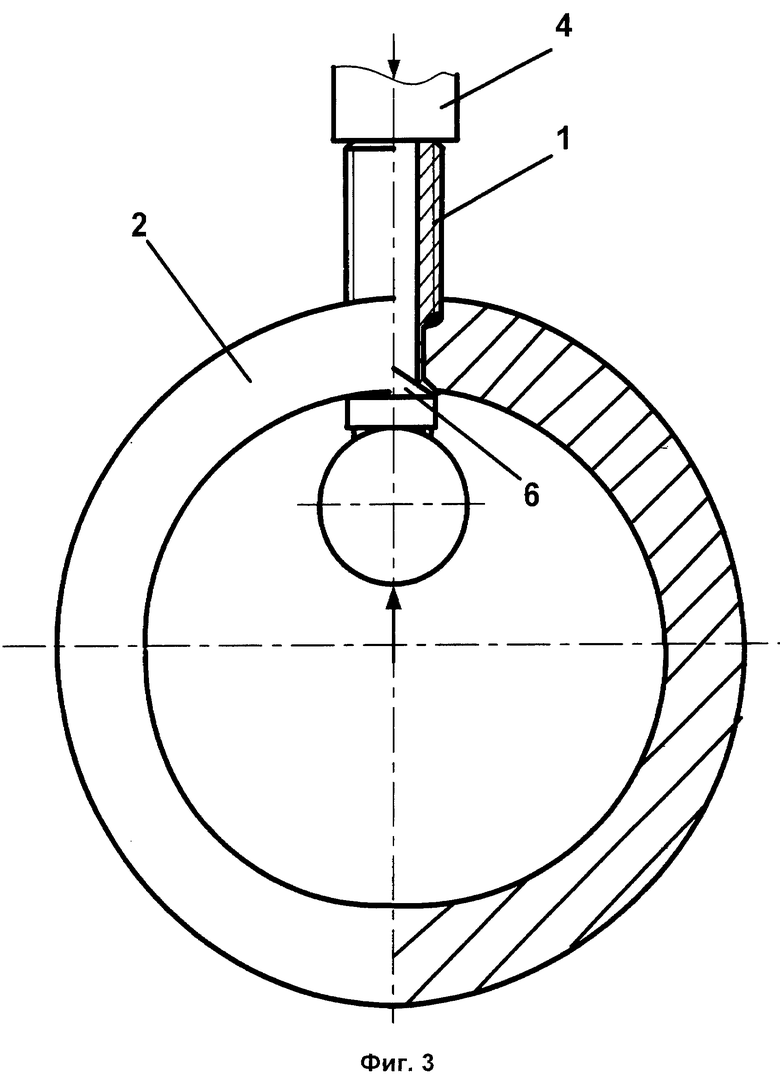
- на фиг.3 схематично показан корпус со штуцером перед термообработкой;
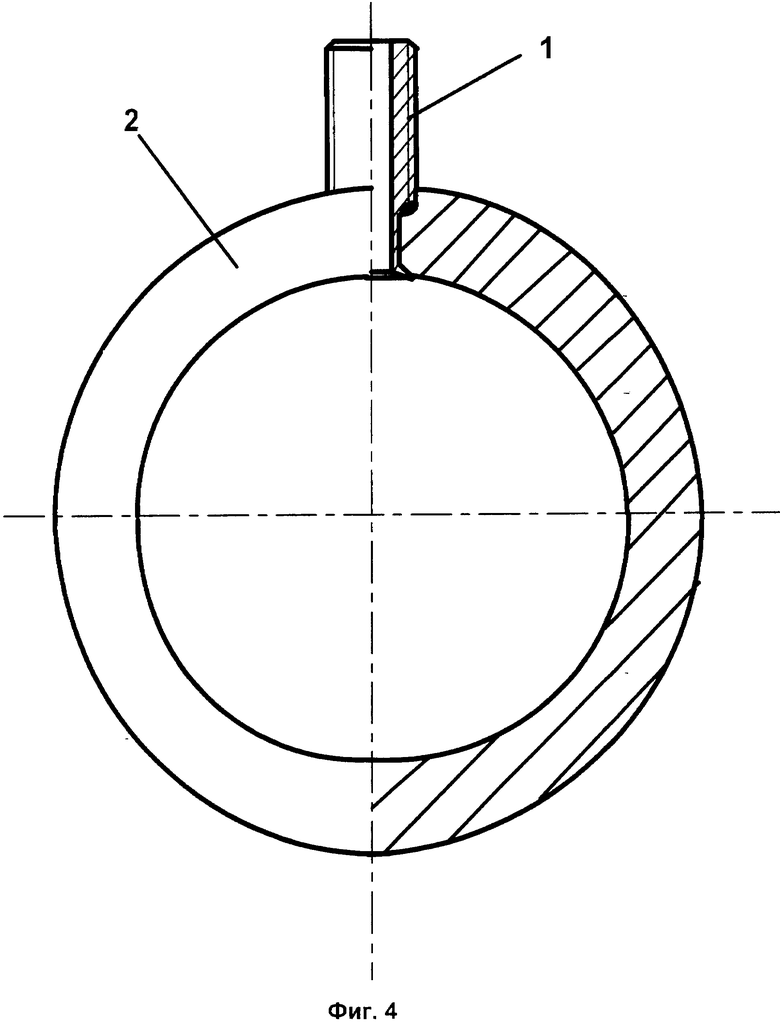
- на фиг.4 схематично показан корпус со штуцером после термообработки.
Заявляемый способ контактной рельефной сварки штуцера с корпусом осуществляется следующим образом. Перед сваркой штуцер 1 с конусной поверхностью и углом конуса от 50 до 60° устанавливают в подготовленное отверстие корпуса 2, имеющее острую кромку, затем корпус 2 укладывают на нижний электрод 3 сварочной точечной машины, опускают на штуцер 1 верхний электрод 4 и включают сварку по заданному циклу. К параметрам сварки относятся сварочный ток, длительность его протекания и усилие сжатия электродов. После разогрева сварочным током острой кромки корпуса 2 и конуса штуцера 1 до определенной температуры происходит сдавливание деталей в месте 5 и сварка в этом месте. Затем осуществляют установку во внутреннюю часть штуцера 1 конического электрода 6 и пропускают ток термической обработки через штуцер 1 от электродов 3 и 6, при этом прикладывают усилие между электродами 4 и 6 и через конический электрод 6 при взаимодействии его вершины по центру с внутренними стенками выступа установочной части штуцера 1 внутри корпуса 2 осуществляют развальцовку нижней кромки штуцера 1. После прогрева штуцера 1, под действием усилия конического электрода 6, нижняя кромка штуцера 1 развальцовывается и полностью заполняет разделку отверстия внутри корпуса 2. После окончания термической обработки и охлаждения деталей происходит укорочение установочной части штуцера 1, при этом часть усилия воспринимаемого штуцером 1 при эксплуатации передается на развальцовку, при разгрузке сварочного шва. Надежность такого соединения при эксплуатации в условиях циклической нагрузки намного выше соединения, полученного обычным способом контактной рельефной сварки «острой гранью».
Сваренные предлагаемым способом детали имеют правильную форму, хороший товарный вид и высокую эксплуатационную надежность.
Таким образом, применение предложенного способа контактной рельефной сварки штуцера с корпусом, включающего подготовку контактирующих поверхностей зоны сварки, установку штуцера в отверстие корпуса, сварку штуцера с внешней поверхностью корпуса и термическую обработку сварного стыка, при котором установочную часть штуцера выполняют длиной больше толщины стенки корпуса, а термическую обработку соединения в сварочной контактной машине осуществляют с установкой во внутреннюю часть штуцера конического электрода и пропусканием тока через штуцер, при этом прикладывают усилие между электродами и через конический электрод при взаимодействии его вершины по центру с внутренними стенками выступа установочной части штуцера внутри корпуса осуществляют развальцовку нижней кромки штуцера, что позволяет обеспечить:
- получение качественных и надежных в эксплуатации сварных деталей за счет дополнительного скрепления штуцера со стенкой корпуса во время термообработки сварного шва,
- выполнение всего процесса сварки на обычном оборудовании без дополнительных затрат и без снижения производительности изготовления деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ РЕЛЬЕФНОЙ ДВУХКОНТУРНОЙ СВАРКИ ШТУЦЕРА С КОРПУСОМ | 2009 |
|
RU2399469C1 |
| Способ рельефной сварки трубной заготовки с листом | 1982 |
|
SU1107983A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2443528C1 |
| Способ контактной сварки | 1983 |
|
SU1135580A1 |
| Способ соединения трубы с трубной доской | 1981 |
|
SU1098725A1 |
| Способ рельефной сварки | 1985 |
|
SU1306668A1 |
| СПОСОБ ТЕРМООБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ ЛИНЕЙНОЙ СВАРКОЙ ТРЕНИЕМ | 2013 |
|
RU2551045C1 |
| Способ контактной рельефной сварки | 1989 |
|
SU1742005A1 |
| МАШИНА КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ | 2012 |
|
RU2500511C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ НЕПРЕРЫВНЫХ ПОЛЫХ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2206435C2 |

Изобретение может быть использовано для сварки штуцера с корпусом в массовом производстве, например при изготовлении деталей гидроприводов. В подготовленном в стенке корпуса отверстии выполняют разделку и устанавливают в отверстие штуцер. Длина установочной части штуцера больше толщины стенки корпуса. Сваривают штуцер с внешней поверхностью корпуса с использованием верхнего и нижнего электродов сварочной контактной машины. Затем устанавливают во внутреннюю часть штуцера конический электрод и проводят термическую обработку сварного соединения путем пропускания тока через штуцер. Одновременно осуществляют развальцовку нижней кромки штуцера за счет взаимодействия конического электрода с внутренними стенками выступающей внутри корпуса части штуцера путем прикладывания усилия между верхним и коническим электродами. Техническим результатом изобретения является получение надежного сварного соединения штуцера с корпусом при минимальных затратах времени на подготовку соединений под сварку, без увеличения производственного цикла сварки. 4 ил.
Способ соединения контактной рельефной сваркой штуцера с корпусом, при котором в подготовленном в стенке корпуса отверстии выполняют разделку, устанавливают в отверстие штуцер, длина установочной части которого больше толщины стенки корпуса, и сваривают штуцер с внешней поверхностью корпуса с использованием верхнего и нижнего электродов сварочной контактной машины, затем устанавливают во внутреннюю часть штуцера конический электрод и проводят термическую обработку сварного соединения путем пропускания тока через штуцер, при этом осуществляют развальцовку нижней кромки штуцера за счет взаимодействия конического электрода с внутренними стенками выступающей внутри корпуса части штуцера путем прикладывания усилия между верхним и коническим электродами.
| Способ присоединения штуцера к корпусу штампосварного теплообменника | 1981 |
|
SU1171250A1 |
| Способ присоединения штуцеров к корпусу штампосварных теплообменников | 1980 |
|
SU889338A1 |
| SU 1699744 А1, 23.12.1991 | |||
| 0 |
|
SU398319A1 | |

