Область техники, к которой относится изобретение
Настоящее изобретение относится к способу получения сварного узла сваркой внахлест, а также к сварному узлу, полученному сваркой внахлест.
Уровень техники
Под сваркой (согласно DIN-Norm DIN EN 14610 и DIN 1910-100) понимают неразъемное соединение деталей, полученное с применением теплоты или давления - с использованием присадочных материалов для сварки или без них. В зависимости от способа сварки соединение осуществляется в сварном шве или сварной точке, а в случае сварки трением - также в плоскости. Энергия, необходимая для сварки, подводится от внешнего источника.
При получении сварных швов способом сварки внахлест детали, соединяемые сварным швом, накладывают внахлест для того, чтобы затем сварить друг с другом.
Сварные соединения внахлест можно получить как при помощи углового сварного шва, проходящего по краю, так и другими различными способами, например, точечной сваркой или сваркой трением с перемешиванием путем сваривания насквозь слоев материала.
Если соединения внахлест получают точечной сваркой, сваркой трением с перемешиванием или другим способом сварки, не предусматривающим краевых угловых сварных швов, возникает проблема, связанная с тем, что между соединяемыми деталями за пределами участков сварки появляются зазоры. Эти зазоры подвержены коррозии, в частности, потому, что в них может скапливаться влага. Под действием капиллярных эффектов влага далеко распространяется в зазоре и остается там. Полное заполнение узких зазоров противокоррозионным покрытием является затруднительным. Поэтому долговечность сварного узла, полученного сваркой внахлест, в такой форме не оптимальна.
В данной области техники известны различные подходы, которые применяют с целью решения указанной проблемы. В частности, используют дополнительные наполнители, которые вводят между соединяемыми деталями в области нахлеста для того, чтобы устранить указанные недостатки. В патентной заявке US 2007/0044406 А1 между деталями, которые соединяют, например, при помощи сварки, предусмотрены термопластичные уплотнители. Однако при высоких температурах обработки эти наполнители частично реагируют с материалом в зоне сварки и изменяют свойства материала в процессе сварки.
Раскрытие изобретения
Задачей настоящего изобретения является обеспечение способа получения сварного узла сваркой внахлест, и сварного узла, полученного сваркой внахлест, в которых устранены указанные недостатки. Способ получения сварного узла сваркой внахлест согласно изобретению должен обеспечивать сварные узлы, полученные сваркой внахлест, с высокой долговечностью и низкой восприимчивостью к коррозии. Кроме того, задачей настоящего изобретения является возможность изготовления сварных узлов, полученных сваркой внахлест, которые не имеют зазоров за пределами сварного шва, где может осаждаться влага или другие вещества.
Согласно изобретению эта задача решена при помощи способа получения сварного узла сваркой внахлест с признаками независимого пункта 1 и независимого пункта 6 формулы изобретения, а также сварного узла, полученного сваркой внахлест, с признаками пункта 10 формулы изобретения. В зависимых пунктах формулы изобретения описаны предпочтительные варианты осуществления и усовершенствования изобретения.
Идея, которая лежит в основе способа согласно настоящему изобретению, заключается в том, что в способе получения сварного узла сваркой внахлест вначале обеспечивают две плоские соединяемые детали, которые имеют по меньшей мере по одному основанию. Что касается деталей, то способ предпочтительно применять к листовым деталям. Листовые детали особенно предпочтительно выполнены из стали, предпочтительно - из титана, алюминия или других свариваемых материалов, в том числе, например, из термопластичных материалов.
На следующем этапе способа детали располагают таким образом, чтобы основания были обращены друг к другу и детали перекрывались в области нахлеста, которая по меньшей мере частично проходит через оба основания. Основания можно представить как по существу ровные платообразные возвышения, которые выступают из плоского базового материала. Если обе детали расположены друг на друге и обращены друг к другу основаниями, остальные плоские части деталей вследствие этого, как правило, находятся на расстоянии друг от друга. Основания предпочтительно переходят в плоский базовый материал с некоторым радиусом,
На следующем этапе способа детали соединяют друг с другом сваркой в области нахлеста с образованием по меньшей мере одного сварного шва, при этом на краю области нахлеста вдоль сварного шва образуются несваренные области. Таким образом, сварка осуществляется в зоне, в которой основания граничат друг с другом. Рядом со сварным швом, но в пределах области нахлеста оснований, где основания прилегают друг к другу или образуют зазор, вдоль сварного шва расположены несваренные области.
Затем производят удаление несваренных участков соединенного материала деталей в области нахлеста, при этом на деталях образуются наружные поверхности среза, которые расположены под тупым углом к области нахлеста. Как указано выше, при сварке в области нахлеста оснований около сварного шва остаются несваренные области, в которых детали прилегают друг к другу и образуют зазор. Для того чтобы удалить эти области, которые являются восприимчивыми к коррозии, поскольку вследствие капиллярного эффекта там может накапливаться влага, несваренный материал около сварного шва удаляют. При этом основания предпочтительно позволяют удалять такой материал без повреждения базового материала за пределами оснований.
Согласно предпочтительному варианту осуществления настоящего изобретения при сварке двух деталей формируют по меньшей мере два по существу параллельных сварных шва. Благодаря наличию нескольких сварных швов, расположенных рядом друг с другом, можно обеспечить повышенную долговечность соединения двух деталей. Отдельные сварные швы предпочтительно проходят рядом друг с другом без промежутка между ними. При этом особенно предпочтительно отдельные сварные швы перекрываются. Это исключает проникновение влаги между отдельными соседними сварными швами и возможность возникновения там коррозии.
Кроме того, в способе получения сварного узла сваркой внахлест в качестве способа сварки предпочтительно используют сварку трением с перемешиванием, при которой вращающийся сварочный инструмент прижимают по меньшей мере к одной из деталей для генерирования теплоты трения. На первом этапе этого способа сварки вращающийся инструмент с достаточно высокой силой предпочтительно прижимают к зазору между двумя деталями до тех пор, пока плечо инструмента не дойдет до упора на поверхности детали. Во время второго этапа вращающийся инструмент остается на несколько секунд в месте касания. В результате трения между плечом инструмента и соединяемыми деталями происходит нагревание материала до температуры, немного меньшей, чем температура плавления. Следствием такого подъема температуры является падение прочности, при этом материал размягчается и становится возможным смешивание материала в зоне сварки. Третий этап начинается с движения подачи, при этом вращающийся инструмент перемещают вдоль линии соединения с высоким прижимным усилием. Градиент давления, который возникает в результате движения подачи между передней и задней сторонами инструмента и его вращения, вызывает перемещение вокруг инструмента размягченного материала, который смешивается и образует шов. В конце шва инструмент снова выходит из зоны сварки. Достоинства способа сварки трением с перемешиванием заключаются в том, что способ не требует применения каких-либо присадочных материалов, обеспечивается высокая прочность швов, не требуется применение защитного газа, процесс проходит относительно просто, можно реализовать широкий спектр смешанных соединений, при этом используются относительно низкие технологические температуры, в результате чего возникают лишь небольшие деформации и не оказывается существенного влияния на структурные свойства свариваемых деталей.
Согласно предпочтительному варианту осуществления настоящего изобретения в процессе сварки вспомогательный инструмент располагают таким образом, чтобы одна из деталей была зажата между вспомогательным инструментом и сварочным инструментом, а оба основания прилегали к вспомогательному инструменту. Затем при сварке трением с перемешиванием материал обоих оснований вдавливается в выемку во вспомогательном инструменте, которая граничит с обоими основаниями. Вдавленный материал закрывает разделительный зазор между двумя деталями за пределами собственно сварного шва. Этим обеспечивается герметичное соединение деталей друг с другом. При этом зазор около сварного шва, в котором может накапливаться влага, вызывающая коррозию, предпочтительно закрывается.
Согласно предпочтительному варианту осуществления вспомогательный инструмент по меньшей мере частично снабжен стойким к возникновению царапин, антиадгезионным покрытием. Особенно предпочтительно для этого используют тефлоновое покрытие или предпочтительно - керамическое покрытие. Его достоинство заключается в том, что нагретый металл шва не прилипает к вспомогательному инструменту и не повреждает его.
Сварной узел согласно изобретению, полученный сваркой внахлест, содержит по меньшей мере две детали, которые перекрываются в области нахлеста и которые имеют по меньшей мере по одному основанию, которые ориентированы таким образом, что они обращены друг к другу и по меньшей мере частично проходят в области нахлеста, и при этом в области нахлеста предусмотрен по меньшей мере один сварной шов, который соединяет обе детали друг с другом, а с двух сторон от сварного шва имеются наружные поверхности среза, сформированные путем удаления материала сварного шва и расположенные вдоль сварного шва под тупым углом к области нахлеста обеих деталей.
Достоинством способа получения сварного узла сваркой внахлест согласно изобретению и сварного узла, полученного сваркой внахлест, согласно изобретению, является обеспечение беззазорного сварного соединения. Долговечность сварного соединения согласно изобретению выше, чем в случае сварных швов, получаемых сваркой внахлест, известного уровня техники. Применение дополнительных наполнителей между соединяемыми деталями не требуется. Коррозионная стойкость сварного соединения согласно изобретению выше, чем у соединений известного уровня техники, в частности, благодаря тому, что в соединении внахлест около сварного шва не образуются зазоры, которые сложно защищать и которые являются уязвимым местом для коррозии.
Краткое описание чертежей
Далее приведено более подробное описание вариантов осуществления изобретения со ссылками на прилагаемые чертежи.
На чертежах показаны:
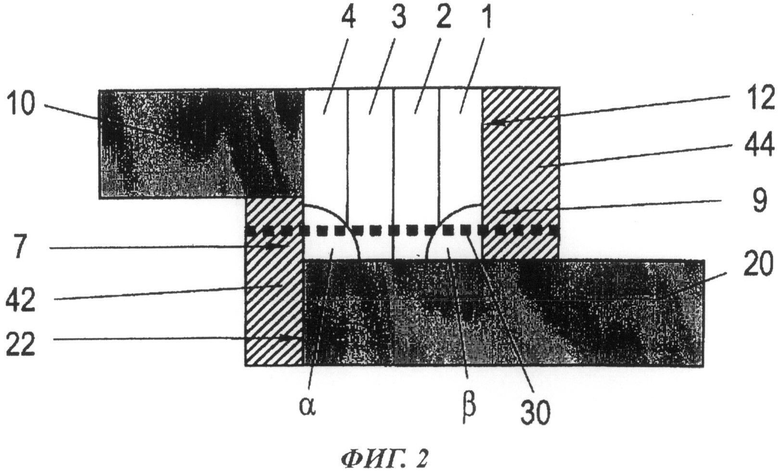
фиг.1 - схематический вид в разрезе первого варианта осуществления сварного узла согласно изобретению, полученного сваркой внахлест, на первом этапе изготовления;
фиг.2 - схематический вид в разрезе варианта с фиг.1 осуществления сварного узла согласно изобретению, полученного сваркой внахлест, в готовом состоянии; и
фиг.3 - схематический вид в разрезе второго варианта осуществления сварного узла согласно изобретению, полученного сваркой внахлест.
Если не указано иного, одинаковые или функционально одинаковые компоненты обозначены на чертежах одинаковыми ссылочными номерами.
Осуществление изобретения
На фиг.1 показан схематический вид в разрезе первого варианта осуществления сварного узла согласно изобретению, полученного сваркой внахлест, на первом этапе изготовления. Вид в разрезе выбран таким образом, что швы 1, 2, 3, 4 сварки трением с перемешиванием проходят в плоскости бумаги вдоль первой детали 10 и соединяющейся с ней второй детали 20. Первая деталь 10 имеет выступ 16 в форме основания, который показан внизу на детали 10. Вторая деталь 20 также имеет выступ 26 в форме основания, который показан на ее верхней стороне. Детали 10, 20 перекрываются основаниями 16, 26 в области 30 нахлеста, которая показана прерывистой линией. Четыре шва 1, 2, 3, 4 сварки трением с перемешиванием проходят, как показано на этом чертеже, сверху вниз через первую деталь 10 во вторую деталь 20. Швы 1, 2, 3, 4 сварки трением с перемешиванием на боковых границах перекрываются друг с другом и, как показано на чертеже, проходят перпендикулярно плоскости бумаги. В области 30 нахлеста двух деталей 10, 20 по обеим сторонам сварных швов 1, 2, 3, 4 предусмотрены области 32, 34, где отсутствуют сварные швы и где детали 10, 20 не свариваются друг с другом.
На фиг.2 показан схематический вид в разрезе варианта осуществления с фиг.1 сварного узла согласно изобретению, полученного сваркой внахлест, в готовом состоянии. Детали 10, 20 сварены друг с другом четырьмя расположенными внахлест сварными швами 1, 2, 3, 4. Свободные от сварки области 32 и 34 с фиг.1 не показаны, поскольку они отделены или удалены. При этом первая область 42 разреза и вторая область 44 разреза схематически показаны в виде прямоугольников. В этих областях 42, 44 разреза материал отделен от двух деталей 10, 20 таким образом, что в области 30 нахлеста двух деталей 10, 20 отсутствуют несваренные области 32, 34, в то время как обе детали 10, 20 наложены друг на друга только в области сварных швов 1, 2, 3, 4. В результате удаления материала с двух деталей 10, 20 образовались первая наружная поверхность 7 среза и вторая наружная поверхность 9 среза, которые расположены под тупым углом а или В. к области 30 нахлеста и которые проходят вдоль торцевой стороны 12 первой детали 10 или торцевой стороны 22 второй детали 20 и вдоль противоположного основания 16 или 26 другой детали 10 или 20.
За счет удаления несваренных областей нахлеста в сварочном узле отсутствуют зазоры. Поэтому влага не может накапливаться в области нахлеста двух деталей и вызывать там коррозию. Благодаря этому, долговечность сварочного узла значительно увеличивается.
На фиг.3 показан схематический вид в разрезе второго варианта осуществления сварного узла согласно изобретению, полученного сваркой внахлест.Две расположенные внахлест детали 10, 20, которые имеют конструкцию, аналогичную деталям с фиг.1 и фиг.2, сварены друг с другом четырьмя швами 1, 2, 3, 4 путем сварки трением с перемешиванием. В правой части чертежа в соответствии с примером осуществления с фиг.2 область 30 нахлеста до сварного шва 1 удалена путем механической обработки для того, чтобы получить беззазорное соединение. В левой части чертежа показан вспомогательный инструмент 60, который имеет выемку 62 на верхней правой стороне. Вспомогательный инструмент расположен таким образом, чтобы деталь 10 была зажата между вспомогательным инструментом 60 и сварочным инструментом 50, а обе детали 10, 20 прилегали к вспомогательному инструменту 60. Материал обеих деталей 10, 20 вдавливается в выемку 62 вспомогательного инструмента 60, которая граничит с обеими деталями 16, 26.
Таким образом, согласно этому примеру осуществления также получается не содержащий зазоров сварочный узел 1. Во время сварки материал деталей вдавливается в выемку 62, плотно соединяясь с первой и второй деталями 10, 20 и закрывая тем самым область 30 нахлеста между двумя деталями 10, 20.
Настоящее изобретение описано на примерах предпочтительных вариантов осуществления, однако, оно не ограничено этими примерами и может быть модифицировано различными способами.
Перечень ссылочных обозначений:
1, 2, 3, 4 - Сварные швы
7 - Первая наружная поверхность среза
9 - Вторая наружная поверхность среза
10 - Первая деталь
12 - Торцевая сторона первой детали
16 - Основание первой детали
20 - Вторая деталь
22 - Торцевая сторона второй детали
26 - Основание второй детали
30 - Область нахлеста
32 - Первая несваренная область
34 - Вторая несваренная область
42 - Первая область разреза
44 - Вторая область разреза
50 - Сварочный инструмент
60 - Вспомогательный инструмент
62 - Выемка
α - Угол между первой наружной поверхностью среза и областью нахлеста
β - Угол между второй наружной поверхностью среза и областью нахлеста

Способ включает соединение двух деталей. Каждая из деталей выполнена, по меньшей мере, с одним основанием. Детали располагают таким образом, чтобы основания были обращены друг к другу и детали перекрывались в области нахлеста. Область нахлеста, по меньшей мере, частично проходит через оба основания. Детали соединяют сваркой в области нахлеста с образованием, по меньшей мере, одного сварного шва. На краю области нахлеста вдоль сварного шва образуются несваренные области. Затем несваренные области удаляют. На деталях образуются наружные поверхности среза, расположенные под тупыми углами к области нахлеста. Техническим результатом изобретения является получение сварных узлов с высокой долговечностью и коррозионной стойкостью. 3 н. и 10 з.п. ф-лы, 3 ил.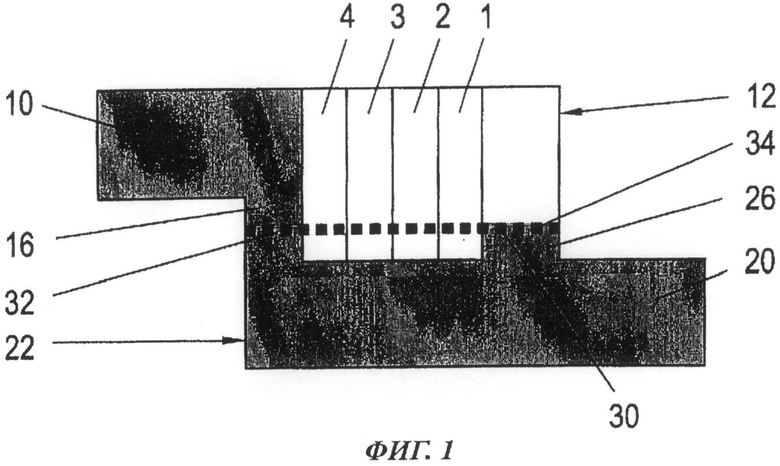
1. Способ получения сварного узла сваркой внахлест, включающий соединение двух деталей (10, 20), которые имеют по меньшей мере по одному основанию (16, 26), содержащий следующие этапы:
(a) располагают детали (10, 20) таким образом, чтобы основания (16, 26) были обращены друг к другу, а детали (10, 20) перекрывались в области (30) нахлеста, которая по меньшей мере частично проходит через оба основания (16, 26);
(b) соединяют детали (10, 20) сваркой в области (30) нахлеста с образованием по меньшей мере одного сварного шва (1), при этом на краю области (30) нахлеста вдоль сварного шва (1) образуются несваренные области (32, 34); и
(c) удаляют несваренные области (32, 34) для получения на деталях (10, 20) наружных поверхностей (7, 9) среза, которые расположены под тупыми углами (α, β) к области (30) нахлеста.
2. Способ по п.1, отличающийся тем, что удаление несваренных областей (32, 34) на этапе (с) производят путем механической обработки, в частности путем фрезерования.
3. Способ по п.1, отличающийся тем, что на этапе соединения деталей (10, 20) формируют по меньшей мере два, по существу, параллельных друг другу сварных шва (1, 2), которые граничат друг с другом без промежутка или перекрываются.
4. Способ по п.1, отличающийся тем, что основание (16) первой детали (10) расположено на краю первой детали (10), а первую наружную поверхность (7) среза формируют таким образом, что она проходит от основания (16) через торцевую сторону (22) противоположной детали (20), и/или основание (26) второй детали (20) расположено на краю второй детали (20), а вторую наружную поверхность (9) среза формируют таким образом, что она проходит от основания (26) через торцевую сторону (12) противоположной детали (10).
5. Способ по п.1, отличающийся тем, что на этапе соединения деталей (10, 20) в качестве сварки используют сварку трением с перемешиванием, в которой вращающийся сварочный инструмент (50) прижимают по меньшей мере к одной из деталей (10, 20) для генерирования теплоты трения.
6. Сварной узел, полученный сваркой внахлест, содержащий по меньшей мере две перекрывающиеся в области (30) нахлеста детали, при этом в области (30) нахлеста предусмотрен по меньшей мере один сварной шов (1), который соединяет обе детали (10, 20) друг с другом, а с двух сторон от сварного шва (1) имеются боковые наружные поверхности (7, 9) среза, сформированные путем удаления материала сварного шва и расположенные вдоль сварного шва (1) под тупыми углами (α, β) к области (30) нахлеста двух деталей (10, 20).
7. Сварной узел по п.6, отличающийся тем, что две детали (10, 20) соединены друг с другом сварным швом (1), полученным сваркой трением с перемешиванием.
8. Сварной узел по п.6, отличающийся тем, что предусмотрено по меньшей мере два, по существу, параллельных друг другу сварных шва (1, 2).
9. Сварной узел по п.8, отличающийся тем, что сварные швы (1, 2) граничат друг с другом.
10. Способ получения сварного узла сваркой внахлест, включающий соединение двух деталей (10, 20), которые имеют по меньшей мере по одному основанию (16, 26), содержащий следующие этапы:
(а) располагают детали (10, 20) таким образом, чтобы основания (16, 26) были обращены друг к другу, а детали (10, 20) перекрывались в области (30) нахлеста, которая по меньшей мере частично проходит через оба основания (16, 26);
(b2) располагают по меньшей мере один вспомогательный инструмент (60) таким образом, чтобы одна из деталей (10, 20) была зажата между вспомогательным инструментом (60) и сварочным инструментом (50), оба основания (16, 26) прилегали к вспомогательному инструменту (60), а выемка (62) во вспомогательном инструменте (60) граничила с обоими основаниями (16, 26); и
(с2) соединяют детали (10, 20) сваркой в области (30) нахлеста с образованием по меньшей мере одного сварного шва (1), при этом на краю области нахлеста материал обоих оснований (16, 26) вдавливается в выемку (62) вспомогательного инструмента (60), которая граничит с обоими основаниями (16, 26).
11. Способ по п.10, отличающийся тем, что на этапе соединения деталей (10, 20) формируют по меньшей мере два, по существу, параллельных сварных шва (1, 2), которые граничат друг с другом без промежутка или перекрываются.
12. Способ по п.10, отличающийся тем, что основание (16) первой детали (10) расположено на краю первой детали (10), а первую наружную поверхность (7) среза формируют таким образом, что она проходит от основания (16) через торцевую сторону (22) противоположной детали (20), и/или основание (26) второй детали (20) расположено на краю второй детали (20), а вторую наружную поверхность (9) среза формируют таким образом, что она проходит от основания (26) через торцевую сторону (12) противоположной детали (10).
13. Способ по п.10, отличающийся тем, что на этапе соединения деталей (10, 20) в качестве способа сварки используют сварку трением с перемешиванием, в которой вращающийся сварочный инструмент (50) прижимают по меньшей мере к одной из деталей (10, 20) для генерирования теплоты трения.
| US 2007044406 A1, 01.03.2007 | |||
| Способ сварки деталей | 1979 |
|
SU837679A1 |
| Способ контактной рельефной сварки | 1980 |
|
SU941086A1 |
| US 0006676008 B1, 13.01.2004 | |||
| JP 0011058039 A, 02.03.1999 | |||
| DE 0010336668 A1, 24.02.2005. | |||

