Изобретение касается обрабатывающей установки для структурных компонентов самолета согласно ограничительной части пункта 1 формулы изобретения, а также способа обработки структурного компонента самолета предложенной обрабатывающей установкой согласно ограничительной части пункта 12.
Изготовление летательных аппаратов и, в частности, самолетов включает в себя обработку больших структурных компонентов самолета, таких как крылья и фюзеляж или их детали в специальных обрабатывающих установках. Известная обрабатывающая установка (US 5,778,505), из которой исходит изобретение, имеет обрабатывающую станцию с зажимной рамой для приема соответственно обрабатываемого структурного компонента самолета. Далее обрабатывающая станция оснащена обрабатывающим модулем в форме клепочного модуля, имеющего верхний инструментальный модуль с верхним инструментом и сопряженный нижний инструментальный модуль с нижним инструментом, при этом при коаксиальной ориентации инструментальной оси верхнего инструмента относительно инструментальной оси нижнего инструмента на структурном компоненте самолета может быть проведен процесс клепания.
У известной обрабатывающей установки предусмотрен С-образный каркас, имеющий верхнюю часть каркаса, нижнюю часть каркаса и соединяющую обе части каркаса друг с другом боковую часть каркаса, при этом верхний инструмент расположен над держателем верхнего инструмента на верхней части каркаса, а нижний инструмент – над держателем нижнего инструмента на нижней части каркаса. При этом держатель нижнего инструмента также выполнен С–образно и установлен на нижней части каркаса с возможностью поворота. Держатель нижнего инструмента также имеет нижнюю часть, верхнюю часть и соединяющую верхнюю с нижней частью боковую часть держателя, при этом нижний инструмент расположен на внешнем конце верхней части держателя. В вертикальном направлении, располагаясь напротив, на внешнем конце нижней части держателя находится вращательная механика, посредством которой держатель нижнего инструмента соединен с нижней частью С–образного каркаса. Тогда обрабатывающая станция сформирована так, чтобы обе инструментальные оси, то есть инструментальная ось верхнего инструмента и инструментальная ось нижнего инструмента, всегда проходили коаксиально оси держателя нижнего инструмента (ось поворота держателя нижнего инструмента).
При обработке структурного компонента самолета зажимная рама между отдельными процессами клепания вращается вокруг продольной оси рамы, при этом зажимная рама, в целом, может быть повернута, по существу, на 180°. При вертикальной ориентации зажимной рамы, то есть, когда обе параллельные продольной оси рамы части рамы расположены в вертикальном направлении одна над другой, одна из частей рамы расположена внутри С–образного держателя нижнего инструмента, то есть между нижней частью и верхней частью держателя нижнего инструмента, в противоположность этому другая часть рамы расположена между держателем нижнего инструмента и верхней частью С–образного каркаса. Из этого положения зажимная рама вращается тогда между отдельными процессами клепания последовательно на 180°, пока другая часть рамы не будет расположена внутри С–образного держателя нижнего инструмента, и зажимная рама снова не будет иметь вертикальной ориентации. Чтобы сделать возможными такие вертикальные ориентации зажимной рамы, обрабатывающая установка должна быть сконструирована соответственно большой. В частности, рабочая высота относительно велика, что, в свою очередь, ведет к соответственно большим габаритам обрабатывающей установки в вертикальном направлении.
В основе изобретения лежит проблема такого оснащения и усовершенствования известной обрабатывающей установки, чтобы рабочая высота и соответственно габарит установки в вертикальном направлении могли быть уменьшены.
Вышеуказанная проблема решается у обрабатывающей установки согласно ограничительной части пункта 1 с помощью признаков отличительной части пункта 1.
Существенным является основополагающее соображение так переместить ось держателя нижнего инструмента, то есть ось поворота держателя нижнего инструмента, чтобы она при каждом этапе обработки, например, процессе клепания или сверления, больше не была расположена в вертикальном направлении под нижним инструментом, а была смещена относительно нее. Другими словами, инструментальная ось нижнего инструмента (вторая инструментальная ось) не принуждается всегда быть ориентированной коаксиально оси держателя нижнего инструмента, благодаря чему по меньшей мере в некоторых положениях обработки нижнего инструмента, под нижним инструментом может быть создано свободное пространство для размещения участка зажимной рамы и структурного компонента самолета во время обработки. При этом это свободное пространство проходит между верхней частью держателя нижнего инструмента, на которой установлен нижний инструмент, и поверхностью, на которой установлен с возможностью поворота держатель нижнего инструмента. То есть, в отличие от уровня техники, создается пространство над указанной поверхностью, на которой установлен держатель нижнего инструмента, которое по всей своей высоте имеется в распоряжении для приема участка зажимной рамы и структурного компонента самолета. В противоположность этому, по уровню техники это пространство частично занимается нижней частью держателя нижнего инструмента, по которой держатель нижнего инструмента соединен с возможностью поворота с лежащей под ним поверхностью. В отличие от уровня техники, этим может быть уменьшена рабочая высота, в частности, по меньшей мере, на 0,3 м, предпочтительно, по меньшей мере, на 0,4 м, особо предпочтительно, по меньшей мере, на 0,5 м. Соответственно также может быть уменьшена общая высота обрабатывающей установки.
В частности, уменьшение рабочей высоты и, при известных обстоятельствах, уменьшение высоты обрабатывающей установки достигается тем, что в по меньшей мере одном положении обработки верхнего инструмента и/или нижнего инструмента соответствующая инструментальная ось проходит не коаксиально относительно оси держателя нижнего инструмента. В частности, соответствующая инструментальная ось параллельно сдвинута относительно оси держателя нижнего инструмента, то есть оси расположены на расстоянии друг от друга и параллельно друг другу (пункт 2). Под положением обработки верхнего инструмента, соответственно, нижнего инструмента понимается положение соответственного инструмента, в котором возможна обработка структурного компонента самолета. В частности, в случае обработки речь идет о процессе клепания или сверления. Следует указать на то, что, наряду с положением или положениями обработки, в котором соответствующая инструментальная ось не коаксиальна, соответственно, параллельно сдвинута относительно оси держателя нижнего инструмента, также могут быть предусмотрены одна или несколько положений обработки соответствующего инструмента, в которых соответствующая инструментальная ось проходит коаксиально оси держателя нижнего инструмента.
Согласно исполнению по пункту 3 формулы держатель нижнего инструмента расположен с возможностью поворота у и, в частности, на нижней части каркаса, проходящей вдоль поперечного направления, перпендикулярного к продольному направлению и вертикальному направлению. Часть каркаса – это, в частности, часть каркаса, несущая как верхний инструментальный модуль, так и нижний инструментальный модуль. Тогда в упомянутом по меньшей мере одном положении обработки, в котором соответствующая инструментальная ось не коаксиальна, соответственно, параллельно сдвинута относительно оси держателя нижнего инструмента, образовано уже упомянутое свободное пространство между нижним инструментом и нижней частью каркаса.
Такой каркас позволяет подходящую рабочую высоту для обработки различных структурных компонентов самолета, например, фюзеляжей или крыльев. Рабочая высота, то есть, место, на котором верхний инструмент соответственно назначению взаимодействует с нижним инструментом, лежит при этом, в частности, в диапазоне от 5 м до 7 м, предпочтительно в диапазоне от 5,5 м до 6,5 м, особо предпочтительно в диапазоне от 5,5 м до 6 м.
Держатель нижнего инструмента может быть сформирован совершенно различным образом. В частности, он может иметь несущую балку и несущую колонну, при этом несущая балка служит для того, чтобы располагать нижний инструмент, а несущая колонна несет несущую балку (пункт 4). Несущая колонна – это та часть держателя нижнего инструмента, которая установлена с возможностью поворота. В частности, несущая колонна на нижней части каркаса установлена с возможностью поворота. Несущая колонна и несущая балка проходят, в частности, перпендикулярно друг другу и образуют соответственно L–образную форму. Но, в принципе, также возможно предусмотреть держатель нижнего инструмента в С–образной форме, при которой от несущий колонны в вертикальном направлении на расстоянии друг от друга проходят две балки, причем в этом случае нижняя из балок должна иметь длину меньшую, чем верхняя из балок (несущая балка). Поскольку только если верхняя несущая балка выступает за нижнюю балку, то и при С–образной форме держателя нижнего инструмента может быть создано указанное свободное пространство, проходящее от нижней части каркаса вплоть до верхней несущей балки, соответственно, нижнего инструмента.
Пункт 5 формулы задает предпочтительные габариты держателя нижнего инструмента.
В пунктах 6 – 10 заданы различные возможности, как отдельные компоненты обрабатывающей установки могут двигаться, в частности, относительно друг друга, чтобы обрабатываемый структурный компонент самолета мог быть расположен оптимально между верхним инструментом и нижним инструментом. Для различных движений, в частности, поворотных движений и линейных движений, могут быть предусмотрены соответствующие приводные моторы, которые могут быть приведены предпочтительно независимо друг от друга (пункт 11).
Согласно следующему аспекту по пункту 12, которому придается самостоятельное значение, заявляется способ обработки структурного компонента самолета предложенной обрабатывающей установкой.
Существенным согласно этому следующему аспекту является то, что во время обработки структурного компонента самолета, в частности, во время процесса клепания или сверления, первая инструментальная ось и/или вторая инструментальная ось проходит, по меньшей мере, временно не коаксиально относительно оси держателя нижнего инструмента, предпочтительно параллельно сдвинута относительно нее (пункт 13). Этим рабочая высота может быть уменьшена, и соответственно также общая высота обрабатывающей установки может быть минимизирована. В остальном, касательно способа следует сослаться на предыдущие рассуждения для обрабатывающей установки.
Согласно исполнению по пункту 14 зажимная рама с расположенным на ней обрабатываемым структурным компонентом самолета может быть повернута в угловом диапазоне по меньшей мере в 180° или больше вокруг продольной оси рамы. Продольная ось рамы проходит при этом вдоль продольной оси станции.
Далее изобретение будет более подробно разъяснено с помощью чертежей, изображающих лишь примеры исполнения. Показано:
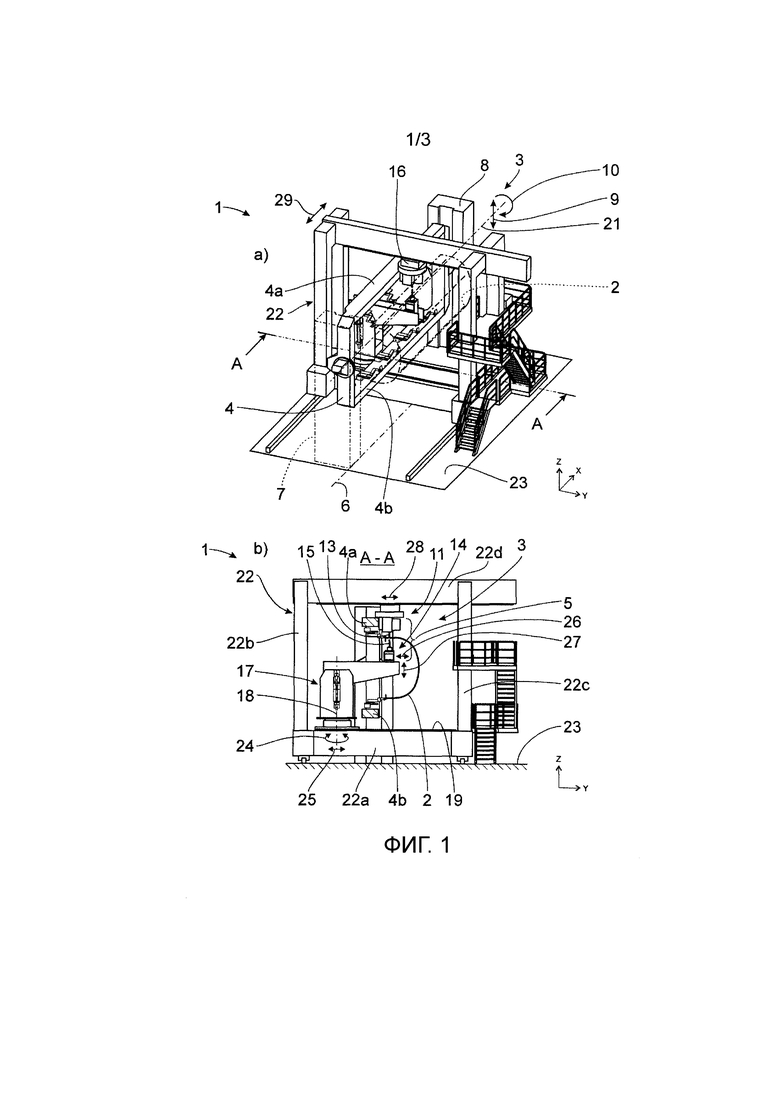
Фиг.1 предложенная обрабатывающая установка в первом положении обработки а) на виде в перспективе и b) на виде в разрезе,
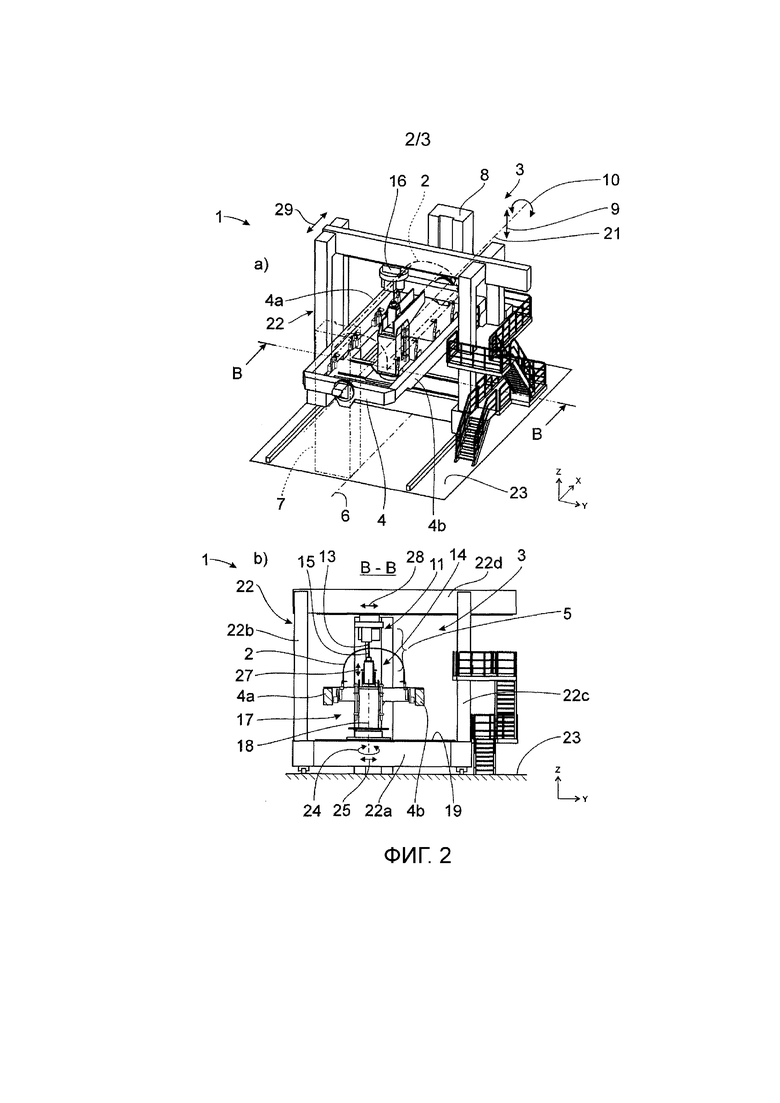
Фиг.2 обрабатывающая установка согласно фиг.1 во втором положении обработки a) на виде в перспективе и b) на виде в разрезе и
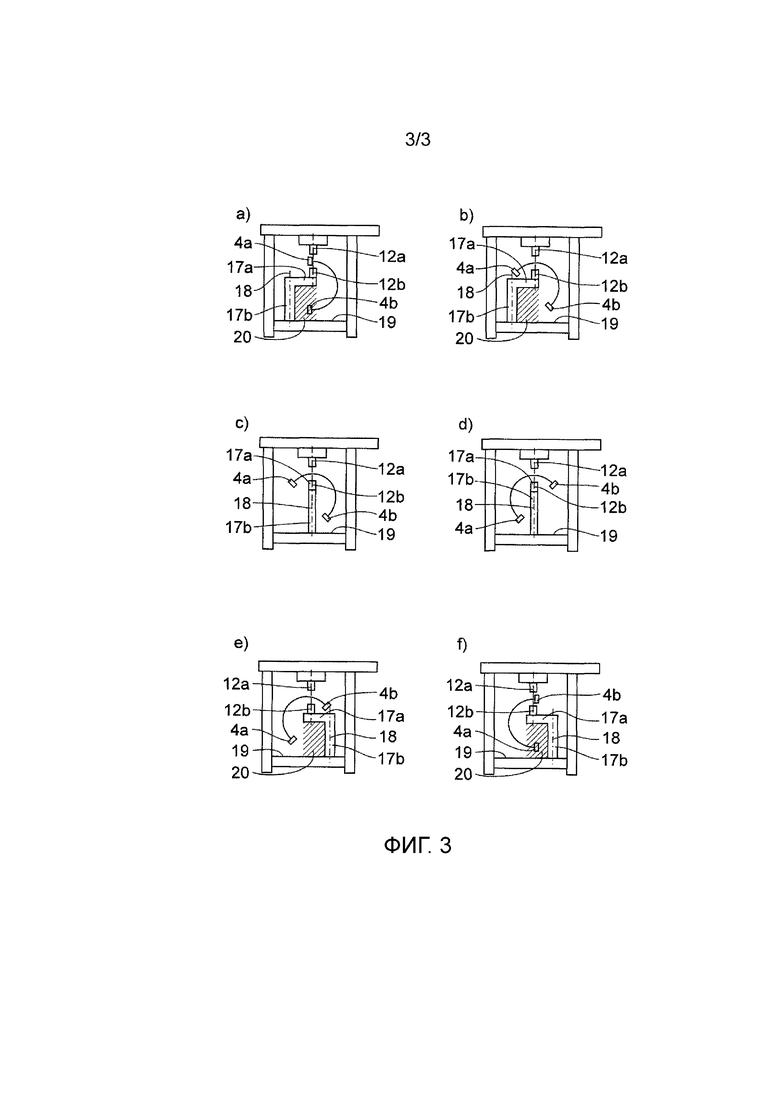
Фиг.3 схематичный вид обрабатывающей установки согласно фиг.1 в различных положениях обработки.
Изображенная обрабатывающая установка 1 служит для обработки структурных компонентов 2 самолета, в случае которых, как указано выше, может идти речь о фюзеляжах, крыльях или других больших структурных компонентах 2 самолета. Обрабатывающая установка 1 имеет обрабатывающую станцию 3. Обрабатывающая станция 3 имеет, во–первых, зажимную раму 4 для приема соответственно обрабатываемого структурного компонента 2 самолета, а, во–вторых, обрабатывающий модуль 5 для обработки структурного компонента 2 самолета.
Зажимная рама 4 является протяженной вдоль продольной оси 6 станции, проходящей в продольном направлении Х обрабатывающей установки 1. Протяженность зажимной рамы 4 вдоль продольной оси 6 станции следует понимать в широком смысле. Оно означает, что зажимная рама 4 по меньшей мере в одном основном положении проходит параллельно продольной оси 6 станции, например, если зажимная рама 4 ориентирована вертикально и/или ориентирована горизонтально.
Здесь и предпочтительно зажимная рама 4 расположена с возможностью перестановки по высоте и с возможностью поворота на двух установочных башнях 7, 8, проходящих параллельно вертикальному направлению Z. Перестановка по высоте обозначена на фиг.1а ссылочной позицией 9, а возможность поворота – ссылочной позицией 10. При этом перестановка 9 по высоте для обеих установочных башен 7, 8 может быть раздельной, поэтому может быть осуществлен наклон зажимной рамы 4 относительно оси наклона (здесь не изображено), проходящей поперечно продольной оси 6 станции.
Обрабатывающий модуль 5, в случае которого здесь и предпочтительно идет речь о клепочном модуле, сверлильном модуле или комбинированном клепочно–сверлильном модуле, включает в себя верхний инструментальный модуль 11 с ориентированным вдоль первой инструментальной оси 12а верхним инструментом 13 и сопряженный нижний инструментальный модуль 14 с ориентированным вдоль второй инструментальной оси 12b нижним инструментом 15. Верхний инструментальный модуль 11 и нижний инструментальный модуль 14 образуют соответственно исполнительный орган, при этом верхний инструмент 13, в частности, – это клепочная головка или сверлильная головка, а нижний инструмент 15 образует соответствующий ему ответный элемент.
Первая инструментальная ось 12а и вторая инструментальная ось 12b проходят под углом и здесь, в частности, в направлении, перпендикулярном к продольному направлению Х. Здесь это направление также называется как вертикальное направление Z. Первая инструментальная ось 12а и вторая инструментальная ось 12b у примера исполнения на фиг.1-3 в каждом положении обработки верхнего инструмента 13 и нижнего инструмента 15 ориентированы коаксиально друг другу, то есть обе проходят соосно в вертикальном направлении Z. Обе инструментальные оси 12a, 12b в данном случае могут настраиваться индивидуально, то есть могут быть независимо друг от друга параллельно сдвинуты в плоскости, перпендикулярной вертикальному направлению Z. Возможность настройки нижнего инструмента 15, соответственно, нижнего инструментального модуля 14 обозначена на фиг.1b ссылочной позицией 26, а возможность настройки верхнего инструмента 13, соответственно, верхнего инструментального модуля 11 – ссылочной позицией 28. Но, в принципе, также было бы возможным по меньшей мере одну из инструментальных осей 12a, 12b, в частности, первую инструментальную ось 12a располагать неподвижно относительно продольной оси 6 станции.
Верхний инструмент 13 и нижний инструмент 15 в описанном здесь примере исполнения установлены соответственно на сопряженном держателе 16, 17 инструмента, верхний инструмент 13 на держателе 16 верхнего инструмента, а нижний инструмент 15 – на держателе 17 нижнего инструмента, при этом держатель 16, 17 инструмента соответственно является составной частью верхнего инструментального модуля 11, соответственно, нижнего инструментального модуля 14. Здесь держатель 17 нижнего инструмента может поворачиваться вокруг параллельной вертикальному направлению Z оси 18 держателя нижнего инструмента, образующей ось поворота, а именно, – в частности, по меньшей мере, на 180°, предпочтительно, по меньшей мере, на 360°, что здесь обозначено ссылочной позицией 24.
Интересным является то, что, как наглядно показывает фиг.3, в по меньшей мере одном положении обработки, здесь в нескольких положениях обработки, верхнего инструмента 13 и/или нижнего инструмента 15 соответствующая инструментальная ось 12a, 12b проходит не коаксиально и, в частности, с параллельным сдвигом относительно оси 18 держателя нижнего инструмента. Другими словами, верхний инструмент 13 и нижний инструмент 15, как показывают фиг.3a, 3b, 3e и 3f, размещен так, чтобы его инструментальная ось 12a, 12b была смещена относительно оси 18 держателя нижнего инструмента. Но верхний инструмент 13 и нижний инструмент 15 могут быть размещены, как показывают фиг.3c и 3d, соответственно также в положении обработки, в котором соответствующая инструментальная ось 12a, 12b проходит соответственно коаксиально оси 18 держателя нижнего инструмента. Здесь и предпочтительно во время обработки одного и того же структурного компонента 2 самолета проходят друг за другом как положения обработки, при которых соответствующая инструментальная ось 12a, 12b проходит не коаксиально оси 18 держателя нижнего инструмента, так и положений обработки, при которых соответствующая инструментальная ось 12a, 12b проходит коаксиально оси 18 держателя нижнего инструмента.
Горизонтальный сдвиг между инструментальными осями 12a, 12b и осью 18 держателя нижнего инструмента имеет то преимущество, что в вертикальном направлении Z над плоскостью 19 крепления, в которой держатель 17 нижнего инструмента установлен с возможность поворота, образуется свободное пространство 20, проходящее вплоть до верхней части 17a держателя 17 нижнего инструмента. Это свободное пространство 20 служит для осуществляемого на отдельных участках приема зажимной рамы 4 и закрепленного на ней структурного компонента 2 самолета во время различных положений обработки зажимной рамы 4. В этих положениях обработки, показанных на фиг.3a и 3f, зажимная рама 4 ориентирована вертикально, т.е. проходящие параллельно продольной оси 21 рамы части 4a, 4b рамы расположены в вертикальном направлении Z друг над другом, причем в зависимости от соответствующего положения обработки либо часть 4a рамы с расположенным на ней участком структурного компонента 2 самолета, либо часть 4b рамы с расположенным на ней участком структурного компонента 2 самолета выступает в свободное пространство 20. Так как в уровне техники свободное пространство 20 должно иметь по меньшей мере по существу такой же размер, чтобы служить той же самой цели, хотя держатель 17 нижнего инструмента сформирован C–образно, а нижняя часть держателя 17 нижнего инструмента выступает в пространство между плоскостью 19 крепления держателя 17 нижнего инструмента и нижним инструментом 15, то в случае уровня технике должно быть предоставлено в распоряжение необходимое свободное пространство 20 над нижней частью держателя 17 нижнего инструмента. Но поскольку у предложенной обрабатывающей установки 1 держатель 17 нижнего инструмента не имеет такой нижней части держателя, которая выступает в пространство между плоскостью 19 крепления и нижним инструментом 15, то здесь свободное пространство 20 относительно вертикального направления Z расположено дальше ниже. Соответственно также нижний инструмент 15 расположен дальше ниже, благодаря чему также может быть соответственно уменьшена рабочая высота. В общем, благодаря этому обрабатывающая установка 1, по меньшей мере, в вертикальном направлении Z может быть по размерам меньше, чем в уровне техники.
Наряду с возможными за счет этого меньшими размерами обрабатывающей установки 1 следующим преимуществом предложенного решения является то, что инструменты 13, 15, а также и следующие компоненты обрабатывающей установки 1 лучше доступны. Этим также облегчается обработка 180°–обшивок в качестве структурного компонента 2 самолета, как изображено в данном примере исполнения на фиг.1-3.
Здесь и предпочтительно плоскость 19 крепления, в которой держатель 17 нижнего инструмента установлен с возможностью поворота, образуется нижней частью 22a каркаса 20, который здесь сформирован в форме портала. понятие «в форме портала» означает, что нижняя часть 22a каркаса, которая проходит в поперечном направлении Y, перпендикулярном к продольному направлению X и вертикальному направлению Z, с двух сторон соединена с проходящими в вертикальном направлении Z частями 22b, 22c каркаса, которые расположены на расстоянии друг от друга в поперечном направлении Y и несут верхнюю часть 22d каркаса, которая также проходит в поперечном направлении Y. Верхняя часть 22d каркаса, в свою очередь, несет верхний инструментальный модуль 11. В зоне внутри каркаса 22 проходит зажимная рама 4, на которой закреплен обрабатываемый структурный компонент 2 самолета, в частности, в продольном направлении X. Зажимная рама 4, как пояснялось ранее, может поворачиваться внутри каркаса 22 вокруг продольной оси 21 рамы, которая здесь ориентирована параллельно продольной оси 6 станции, но также может быть наклонена (опрокинута) относительно нее.
Следует указать на то, что каркас 22 обрабатывающей установки 1, в принципе, также может быть выполнен иначе, чтобы нести верхний инструментальный модуль 11. Например, также допустимо, чтобы каркас 22 был сформирован C–образно, то есть имел только одну единственную боковую часть 22b каркаса, соединяющую нижнюю часть 22a каркаса с верхней частью 22d каркаса. Также допустимо отказаться от нижней части 22а каркаса, причем тогда держатель 17 нижнего инструмента независимо от каркаса 22 можно было бы расположить на основании 23. Но является предпочтительным держатель 17 нижнего инструмента располагать жестко с каркасом 22, соответственно, на нижней части 22а каркаса, поскольку таким образом комплекс из каркаса 22, верхнего инструментального модуля 11 и нижнего инструментального модуля 14 можно перемещать относительно зажимной рамы 4 и структурного компонента 2 самолета в продольном направлении Х, соответственно, вдоль продольной оси 6 станции, при этом верхний инструментальный модуль 11 остается всегда оптимально ориентированным относительно нижнего инструментального модуля 14. Указанная возможность перемещения каркаса 22 обозначена на фиг.1a) ссылочной позицией 29.
Держатель 17 нижнего инструмента имеет здесь несущую балку 17a в качестве верхней части держателя и несущую колонну 17b в качестве боковой части держателя. Здесь и предпочтительно несущая колонна 17b установлена с возможностью поворота на нижней части 22a каркаса и проходит по существу в вертикальном направлении Z. Здесь и предпочтительно несущая балка 17a подвижно соединена с несущей колонной 17b и проходит, исходя от несущей колонны 17b, по существу в плоскости, перпендикулярной вертикальному направлению Z. Несущая балка 17a, линейно перемещаемая здесь в вертикальном направлении Z, что обозначено ссылочной позицией 27, служит здесь для установки нижнего инструмента 15. Модуль из несущей балки 17a и несущей колонны 17b образует здесь L–образную форму.
Держатель 17 нижнего инструмента в описанном здесь примере исполнения установлен на нижней части 22а каркаса не только с возможностью поворота, но и с возможностью линейного перемещения в поперечном направлении Y. Кроме того, здесь и предпочтительно нижний инструмент 15 на держателе 17 нижнего инструмента, в частности, у или на этой несущей балке 17a может линейно перемещаться в плоскости, перпендикулярной вертикальному направлению Z. Указанная возможность перемещения держателя 17 нижнего инструмента, соответственно, несущей колонны 17b обозначена на фиг.1b ссылочной позицией 25. Также и уже упомянутый держатель 16 верхнего инструмента может линейно перемещаться на верхней части 22d каркаса в поперечном направлении Y, что обозначено ссылочной позицией 28.
Отдельные поворотные движения и линейные движения вышеназванных компонентов обрабатывающей установки 1 могут быть обеспечены посредством приводных моторов, в частности, посредством независимых друг от друга приводных моторов (не изображено). Так, предложенная обрабатывающая установка 1 может иметь один или несколько следующих приводных моторов:
– приводной мотор для поворотного движения держателя 17 нижнего инструмента, в частности, относительно нижней части 22а каркаса,
– приводной мотор для линейного движения держателя 17 нижнего инструмента, в частности, относительно нижней части 22а каркаса,
– приводной мотор для линейного движения нижнего инструмента 15, в частности, относительно держателя 17 нижнего инструмента,
– приводной мотор для линейного движения несущей балки 17а держателя 17 нижнего инструмента, в частности, относительно несущей колонны 17b держателя 17 нижнего инструмента,
– приводной мотор для линейного движения держателя 16 верхнего инструмента, в частности, относительно верхней части 22d каркаса,
– приводной мотор для линейного движения нижней части 22а каркаса, соответственно, каркаса 22, в частности, относительно основания 23.
Благодаря ранее описанной конструкции обрабатывающей установки 1 отдельные компоненты обрабатывающей установки 1 могут быть ориентированы, соответственно, расположены относительно друг друга, в частности, так, чтобы, например, максимально настраиваемое расстояние между соответствующей инструментальной осью 12a, 12b и осью 18 держателя нижнего инструмента составляло по меньшей мере 1,0 м, предпочтительно по меньшей мере 2,0 м, особо предпочтительно по меньшей мере 3,0 м (фиг.3a, 3b, 3e, 3f). При этом свободное пространство 20 может иметь в вертикальном направлении Z высоту по меньшей мере 2,0 м, предпочтительно по меньшей мере 2,5 м, особо предпочтительно по меньшей мере 3,0 м. Для этого, в частности, несущая балка 17a держателя 17 нижнего инструмента расположена на расстоянии по меньшей мере 2,0 м, предпочтительно по меньшей мере 2,5 м, особо предпочтительно по меньшей мере 3,0 м от плоскости 19 крепления, соответственно, от нижней части 22a каркаса. Ширина свободного пространства 20 в плоскости, перпендикулярной вертикальному направлению Z, в частности, максимально настраиваемая ширина свободного пространства 20 в поперечном направлении Y, которое получается с помощью длины несущей балки 17a, может составлять также по меньшей мере 2,0 м, предпочтительно по меньшей мере 2,5 м, особо предпочтительно по меньшей мере 3,0 м.
Согласно следующему аспекту, которому также придается самостоятельное значение, заявляется способ обработки структурного компонента 2 самолета предложенной обрабатывающей установкой 1.
Существенным у предложенного способа является то, что за счет выполнения предложенной обрабатывающей установки 1 по время обработки структурного компонента 2 самолета, в частности, во время процесса клепания и/или сверления, первая инструментальная ось 12a и/или вторая инструментальная ось 12b по меньшей мере временно (фиг.3a, 3b, 3e, 3f) может быть размещена, или соответственно, могут быть размещены не коаксиально, соответственно, параллельно смещенными относительно оси 18 держателя нижнего инструмента. Этим, как пояснялось ранее, создается свободное пространство 20, проходящее в зоне под нижним инструментом 15 вплоть до нижнего конца держателя 17 нижнего инструмента, соответственно, вплоть до плоскости 19 крепления держателя 17 нижнего инструмента, в которое во время обработки может отдельными участками погружаться зажимная рама вместе с закрепленным на ней структурным компонентом 2 самолета. Этим достигается то, что при сравнительно малой рабочей высоте структурный компонент 2 самолета, например, имеющий форму полусферы участок фюзеляжа может быть обработан простым образом, причем зажимная рама 4 с расположенным на ней структурным компонентом 2 самолета может быть повернута, в частности, в угловом диапазоне в 180° или более вокруг продольной оси 21 рамы, в частности, параллельной продольной оси 6 станции.
Изобретение относится к области машиностроения и может быть использовано при обработке структурных компонентов (2) самолета. Обрабатывающая станция (3) содержит зажимную раму (4) и обрабатывающий модуль (5). Модуль (5) имеет верхний инструментальный модуль (11) с верхним инструментом (13) и нижний инструментальный модуль (14) с нижним инструментом (15). Первая и вторая инструментальные оси ориентированы параллельно вертикальному направлению (Z), находящемуся под углом к продольному направлению (Х). По меньшей мере в одном положении обработки верхнего инструмента (13) и по меньшей мере в одном положении обработки нижнего инструмента (15) первая и вторая инструментальные оси ориентированы коаксиально друг к другу. Нижний инструмент (15) установлен на держателе (17) нижнего инструмента. По меньшей мере в одном положении обработки верхнего инструмента (13) и/или по меньшей мере в одном положении обработки нижнего инструмента (15) соответствующая инструментальная ось проходит не коаксиально оси (18) держателя нижнего инструмента. В результате обеспечивается уменьшение габаритов установки в вертикальном направлении. 2 н. и 14 з.п. ф-лы, 3 ил.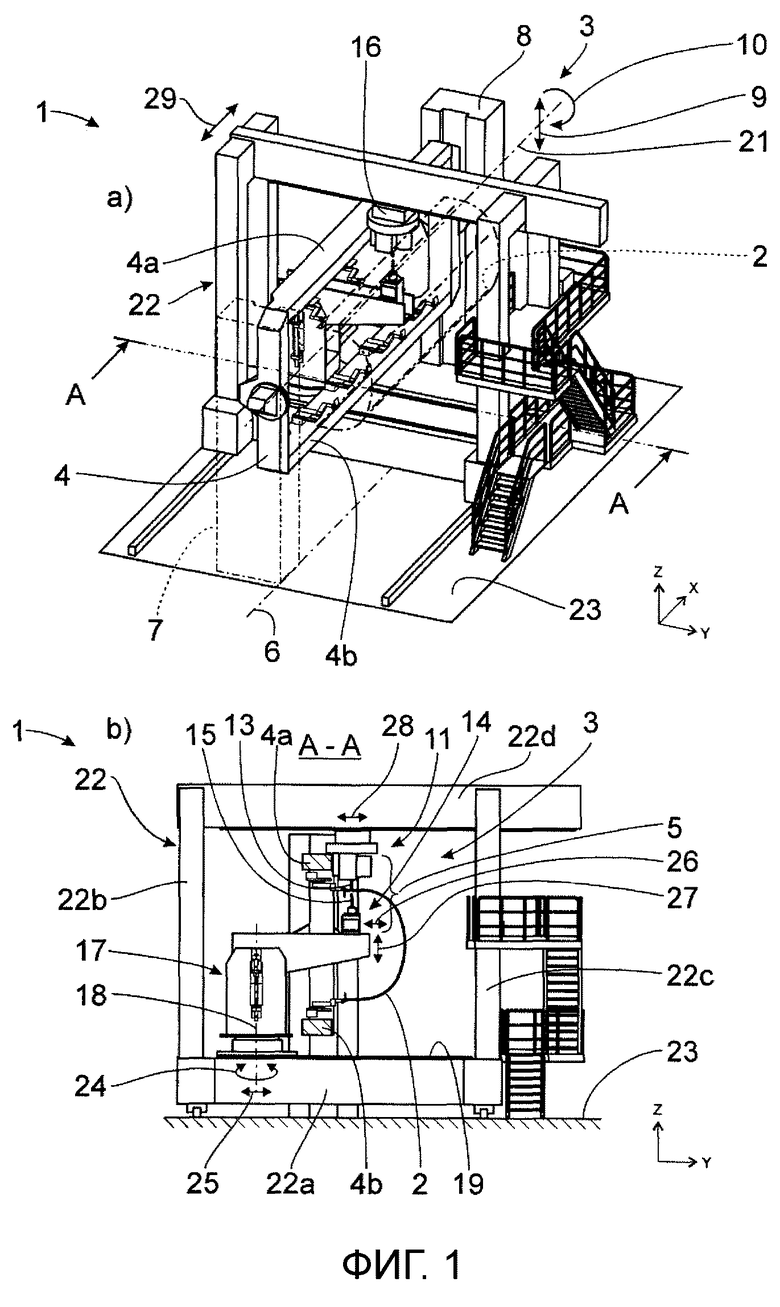
1. Обрабатывающая установка для структурных компонентов (2) самолета с обрабатывающей станцией (3), включающей в себя зажимную раму (4) для приема соответственно обрабатываемого структурного компонента (2) самолета, при этом зажимная рама (4) проходит вдоль проходящей в продольном направлении (Х) продольной оси (6) станции, и обрабатывающий модуль (5) для обработки структурного компонента (2) самолета, который имеет верхний инструментальный модуль (11) с ориентированным вдоль первой инструментальной оси (12а) верхним инструментом (13) и нижний инструментальный модуль (14) с ориентированным вдоль второй инструментальной оси (12b) нижним инструментом (15), причем первая инструментальная ось (12а) и вторая инструментальная ось (12b) ориентированы или выполнены с возможностью ориентации параллельно вертикальному направлению (Z), находящемуся под углом относительно продольного направления (Х), причем в по меньшей мере одном положении обработки верхнего инструмента (13) и в по меньшей мере одном положении обработки нижнего инструмента (15) первая инструментальная ось (12а) и вторая инструментальная ось (12b) ориентированы коаксиально друг другу, и причем нижний инструмент (15) установлен на держателе (17) нижнего инструмента,
отличающаяся тем, что в по меньшей мере одном положении обработки верхнего инструмента (13) и/или в по меньшей мере одном положении обработки нижнего инструмента (15) соответствующая инструментальная ось (12a, 12b) проходит не коаксиально оси (18) держателя нижнего инструмента, так что между поверхностью, на которой установлен держатель (17) нижнего инструмента, и нижним инструментом (15) образуется свободное пространство (20) для размещения участка зажимной рамы и структурного компонента самолета во время процесса обработки.
2. Обрабатывающая установка по п.1, отличающаяся тем, что вертикальное направление (Z) перпендикулярно продольному направлению (Х).
3. Обрабатывающая установка по п.1 или 2, отличающаяся тем, что в упомянутом по меньшей мере одном положении обработки соответствующая инструментальная ось (12a, 12b) является параллельно сдвинутой относительно оси (18) держателя нижнего инструмента, предпочтительно, что в упомянутом по меньшей мере одном положении обработки максимально настраиваемое расстояние между соответствующей инструментальной осью (12a, 12b) и осью (18) держателя нижнего инструмента составляет по меньшей мере 1,0 м, предпочтительно по меньшей мере 2,0 м, особо предпочтительно по меньшей мере 3,0 м.
4. Обрабатывающая установка по одному из пп.1-3, отличающаяся тем, что она содержит каркас, имеющий нижнюю часть (22а) каркаса, проходящую в поперечном направлении (Y), перпендикулярном продольному направлению (Х) и вертикальному направлению (Z), причем держатель (17) нижнего инструмента установлен с возможностью поворота на упомянутой нижней части (22a) каркаса, причем в упомянутом по меньшей мере одном положении обработки, в котором соответствующая инструментальная ось (12a, 12b) не коаксиальна, соответственно, параллельно сдвинута относительно оси (18) держателя нижнего инструмента, образовано свободное пространство (20) между нижним инструментом (18) и нижней частью (22a) каркаса, проходящее в вертикальном направлении (Z) от нижней части (22a) каркаса вплоть до нижнего инструмента (15) или вплоть до участка держателя (17) нижнего инструмента, на котором установлен нижний инструмент (15), предпочтительно, что свободное пространство (20) имеет в вертикальном направлении (Z) высоту по меньшей мере 2,0 м, предпочтительно по меньшей мере 2,5 м, особо предпочтительно по меньшей мере 3,0 м.
5. Обрабатывающая установка по одному из пп.1-4, отличающаяся тем, что держатель (17) нижнего инструмента имеет несущую балку (17a), на которой установлен нижний инструмент (15), и несущую колонну (17b), которая установлена с возможностью поворота и на которой закреплена несущая балка (17a), предпочтительно, что несущая балка (17a) проходит по существу в плоскости, проходящей в продольном направлении (X) и поперечном направлении (Y), а несущая колонна (17b) проходит по существу в вертикальном направлении (Z), и/или несущая балка (17a) и несущая колонна (17b) вместе образуют L–образную форму.
6. Обрабатывающая установка по п.5, отличающаяся тем, что несущая балка (17a) расположена на расстоянии по меньшей мере 2,0 м, предпочтительно по меньшей мере 2,5 м, особо предпочтительно по меньшей мере 3,0 м от нижней части (22a) каркаса и/или проходит в плоскости, проходящей в продольном направлении (X) и поперечном направлении (Y) от несущей колонны (17b) на длину по меньшей мере 2,0 м, предпочтительно по меньшей мере 2,5 м, особо предпочтительно по меньшей мере 3,0 м, предпочтительно, что свободное пространство (20) между несущей балкой (17a) и нижней частью (22a) каркаса проходит по наибольшей части длины несущей балки (17a).
7. Обрабатывающая установка по одному из пп. 1-6, отличающаяся тем, что держатель (17) нижнего инструмента, в частности несущая колонна (17a), выполнена с возможностью линейного перемещения на нижней части (22a) каркаса в поперечном направлении (Y).
8. Обрабатывающая установка по одному из пп.1-7, отличающаяся тем, что нижний инструмент (15) на держателе (17) нижнего инструмента, в частности на несущей балке (17a), выполнен с возможностью линейного перемещения в проходящей в продольном направлении (X) и поперечном направлении (Y) плоскости предпочтительно таким образом, чтобы вторая инструментальная ось (12b) в по меньшей мере одном положении обработки нижнего инструмента (15) имела возможность расположения коаксиально оси (18) держателя нижнего инструмента.
9. Обрабатывающая установка по одному из пп. 1-8, отличающаяся тем, что верхний инструмент (13) установлен на держателе (16) верхнего инструмента, причем держатель (16) верхнего инструмента установлен на верхней части (22d) каркаса, проходящей в поперечном направлении (Y), предпочтительно, что держатель (16) верхнего инструмента выполнен с возможностью линейного перемещения на верхней части (22d) каркаса в поперечном направлении (Y) предпочтительно таким образом, чтобы первая инструментальная ось (12a) в по меньшей мере одном положении обработки верхнего инструмента (13) имела возможность расположения коаксиально оси (18) держателя нижнего инструмента.
10. Обрабатывающая установка по одному из пп.4-9, отличающаяся тем, что нижняя часть (22a) каркаса и верхняя часть (22d) каркаса соединены друг с другом, в частности, посредством по меньшей мере одной боковой части (22b, 22c) каркаса, предпочтительно, что нижняя часть каркаса (22d), упомянутая по меньшей мере одна боковая часть (22b, 22c) каркаса и верхняя часть (22d) каркаса вместе образуют C–образную форму или форму портала.
11. Обрабатывающая установка по одному из пп.4-10, отличающаяся тем, что нижняя часть (22a) каркаса, в частности, вместе с верхним инструментальным модулем (11) и нижним инструментальным модулем (14) выполнена с возможностью линейного перемещения в продольном направлении (X).
12. Обрабатывающая установка по одному из пп. 1-11, отличающаяся тем, что обрабатывающая установка (1) имеет
– первый приводной мотор для поворотного движения (24) держателя (17) нижнего инструмента, в частности, относительно нижней части каркаса,
– второй приводной мотор для линейного движения (25) держателя (17) нижнего инструмента, в частности, относительно нижней части каркаса,
– третий приводной мотор для линейного движения (26) нижнего инструмента (15), в частности, относительно держателя (17) нижнего инструмента,
– четвертый приводной мотор для линейного движения (27) несущей балки (17a) держателя (17) нижнего инструмента, в частности, относительно несущей колонны (17b) держателя (17) нижнего инструмента,
– пятый приводной мотор для линейного движения (28) держателя (16) верхнего инструмента, в частности, относительно верхней части (22d) каркаса и/или нижней части (22a) каркаса, и/или
– шестой приводной мотор для линейного движения (29) нижней части (22a) каркаса, в частности, относительно основы (23),
предпочтительно, что первый приводной мотор, второй приводной мотор, третий приводной мотор, четвертый приводной мотор, пятый приводной мотор и/или шестой приводной мотор выполнены с возможность приведения в действие независимо друг от друга.
13. Способ обработки структурного компонента (2) самолета обрабатывающей установкой (1) по одному из пп. 1-12,
отличающийся тем, что во время обработки структурного компонента (2) самолета первая инструментальная ось (12a) и/или вторая инструментальная ось (12b) по меньшей мере временно проходит не коаксиально оси (18) держателя нижнего инструмента.
14. Способ по п.13, отличающийся тем, что во время обработки структурного компонента (2) самолета осуществляют процесс клепки или сверления.
15. Способ по п.13 или 14, отличающийся тем, что во время обработки структурного компонента (2) самолета, в частности во время процесса клепания или сверления, первая инструментальная ось (12a) и/или вторая инструментальная ось (12b) по меньшей мере временно параллельно сдвинута относительно оси (18) держателя нижнего инструмента.
16. Способ по одному из пп.13-15, отличающийся тем, что зажимную раму (4) с расположенным на ней структурным компонентом самолета поворачивают в угловом диапазоне по меньшей мере 180°, предпочтительно больше чем 180°, вокруг продольной оси (21) рамы, ориентированной и/или выполненной с возможностью ориентации параллельно продольной оси (6) станции.
| US 5778505 A1, 14.07.1998 | |||
| Установка для сборки и разборкиКлЕпАННыХ издЕлий | 1979 |
|
SU795708A1 |
| Автоматическая клепальная установка | 1979 |
|
SU895587A1 |
| Установка для клепки | 1980 |
|
SU950474A1 |
| US 4967947 A1, 06.11.1990. | |||

