Изобретение относятся к области обработки металлов давлением и может быть использованы при изготовлении разнообразных гнутых деталей из тонкостенных труб.
Известно устройство гибки труб, содержащее корпус с закрепленным валом, выполненным со сквозным осевым отверстием, на котором установлен гибочный элемент, закрепленный в сквозном осевом отверстии вала направляющей втулкой с опорным и прижимным роликом, установленными на торце планшайбы с образованием ими ручья соосного с упомянутой втулкой (см. патент РФ №2434703, МПК. B21D 9/05; 7/02, 2011 г.).
Недостатком устройства является то, что оно не позволяет избежать значительного утонения внешнего радиуса трубы при гибке на малый радиус из-за того, что опорный и прижимной ролики не создают достаточного осевого поджатая заготовки.
Известен станок для гибки труб содержащий гибочный диск, и специальное бустерное устройством для создания осевого поджатая трубы. (Никитин, В.А. Проектирование станков холодной и горячей гибки труб / В.А. Никитин. - СПб.: ОАО «ЦТСС». - 2011., с. 20, 22, 68).
Недостатком устройства является то, что при больших углах гибки осевое поджатое создает разгибающий момент, который может приводить к разгибу трубы, что недопустимо.
Технической задачей изобретения является увеличение силы осевого поджатая трубы при исключении ее разгиба.
Поставленная задача обеспечивается тем, что в устройстве для гибки труб наматыванием на гибочный диск, содержащем неподвижные опорные ролики и бустерное устройство, нагружающее трубу силой осевого поджаиая, имеет подвижный ролик, установленый на водиле, насаженном на вал гибочного диска с возможностью простоя при повороте этого вала, который задается зазором шпоночного паза водила и соответствует половине угла поворота гибочного диска.
Технический результат заключается в том что, заявляемое устройство позволяет значительно повысить силу осевого поджатая от бустерного устройства и, следовательно, уменьшить утонение наружной стенки трубы, без опасности разгиба трубы.
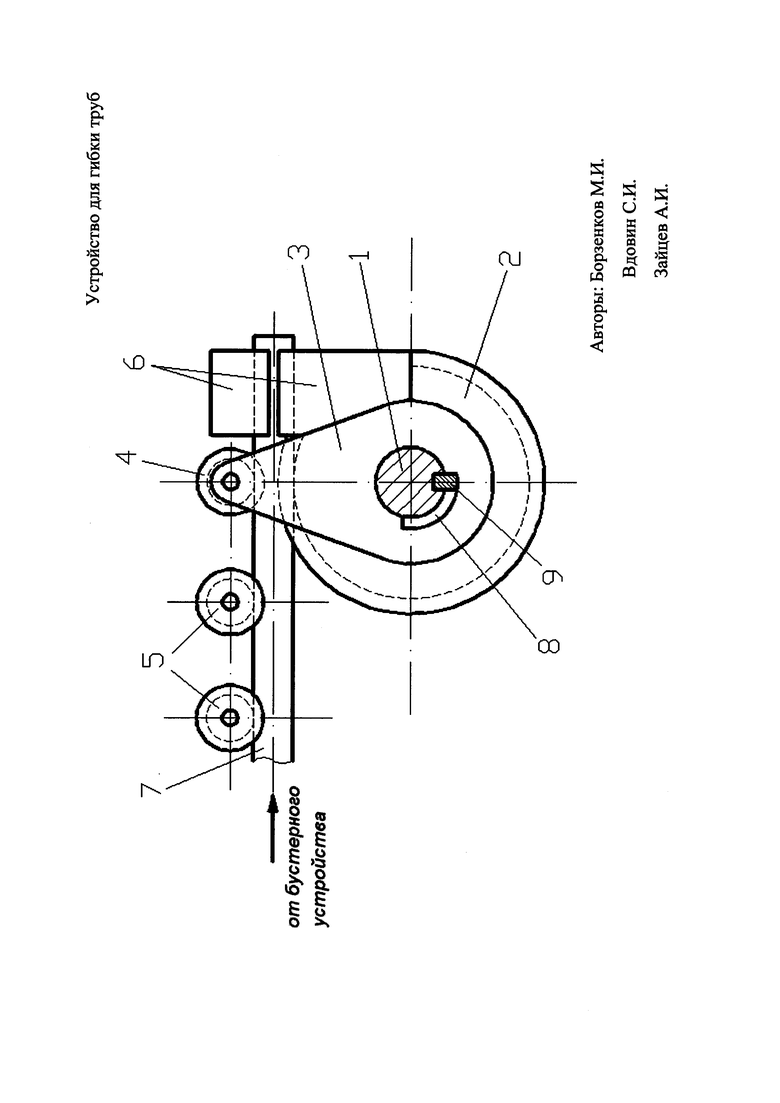
Сущность изобретения поясняется рисунком
Устройство для гибки труб содержит вал 1 гибочного диска 2, на котором размещено, водило 3. На водиле 3 закреплен подвижный опорный ролик 4. Неподвижные опорные ролики 5 закреплены на станине трубогибочного станка (на рисунке не показана). Гибочный диск 2 содержит механизм 6 зажима трубы 7. Шпоночный паз 8 водила 3 выполнен с зазором относительно шпонки 9, обеспечивающим запаздывание поворота водила 3 по сравнению с гибочным диском 2.
Устройство работает следующим образом. Трубу 7 пропускают через ролики 5 и 4 и закрепляют ее механизмом зажима 6 трубы 7. Включают поворот вала 1 гибочного диска 2. В начале поворота вала 1 гибочного диска 2, при малых углах гибки, водило 3 простаивает, так как шпонка 9 свободно перемещается по пазу 8 водила 3, когда шпонка 9 вала 1 гибочного диска 2 проходит шпоночный паз 8 водила 3 полностью, оно начинает поворачиваться совместно с гибочным диском 2. В таком положении ролик 4 поворачиваясь совместно с гибочным диском 2, воспринимает осевое поджатие от бустерного устройства и препятствует разгибу трубы 7. Величина зазора шпоночного паза 8 определяет угол простоя водила 3 при повороте гибочного диска 2, и равна половине угла поворота этого диска, что позволяет устройству работать на больших углах гибки, когда осевое поджатие от бустерного устройства создает значительный разгибающий момент, который может привести к разгибу трубы 7. После гибки каждого колена опорный ролик 4 возвращается в исходное положение вместе с гибочным диском 2 и водилом 3 за чет контакта шпонки 9 вала 1 с другой стороной шпоночного паза 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб | 2017 |
|
RU2704046C2 |
| Станок для гибки труб | 1973 |
|
SU499008A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Устройство для двусторонней гибки крутоизогнутых отводов | 1974 |
|
SU541534A1 |
| Трубогибочный станок | 1975 |
|
SU659235A1 |
| Трубогибочный станок | 1984 |
|
SU1242278A1 |
| ПЕРЕДАЧА С ТОРЦЕВЫМИ ЗУБЬЯМИ | 2010 |
|
RU2425267C1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| Трехроликовая машина | 1989 |
|
SU1780898A1 |
Изобретение относятся к области обработки металлов давлением и может быть использовано при изготовлении гнутых деталей из тонкостенных труб. Устройство содержит неподвижные опорные ролики, бустерное устройство для нагружения трубы осевым поджатием и вал с гибочным диском, установленным на валу со шпонкой, водило со шпоночным пазом, насаженное на вал гибочного диска. Повышается сила осевого поджатия от бустерного устройства, вследствие чего уменьшается утонение наружной стенки трубы. 1ил.
Устройство для гибки труб наматыванием, содержащее неподвижные опорные ролики, бустерное устройство для нагружения трубы осевым поджатием и вал с гибочным диском, выполненным с возможностью поворота, отличающееся тем, что оно снабжено шпонкой, выполненной на валу гибочного диска, и водилом, насаженным на вал гибочного диска и имеющим шпоночный паз для перемещения по нему шпонки гибочного вала с обеспечением простоя водила и его поворота совместно с гибочным диском после полного прохождения шпонки упомянутого вала и опорным роликом, закрепленным на водиле и выполненным с возможностью поворота совместно с гибочным диском и восприятия осевого поджатия от бустерного устройства.
| ГАЛЬПЕРИН А.И | |||
| Машины и оборудование для изготовления криволинейных участков трубопроводов, М., "Недра", 1983, сс.63-64, рис.20 | |||
| Способ гибки труб | 1977 |
|
SU673347A1 |
| Трубогиб | 1983 |
|
SU1274800A1 |
| Передвижное основание для бурения скважин в море | 1960 |
|
SU133438A1 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |

