которой установлен винт 41, предназначенный для перемещения опорного стакана 20 нериенднкулярно оси изгибаемой трубы 42.
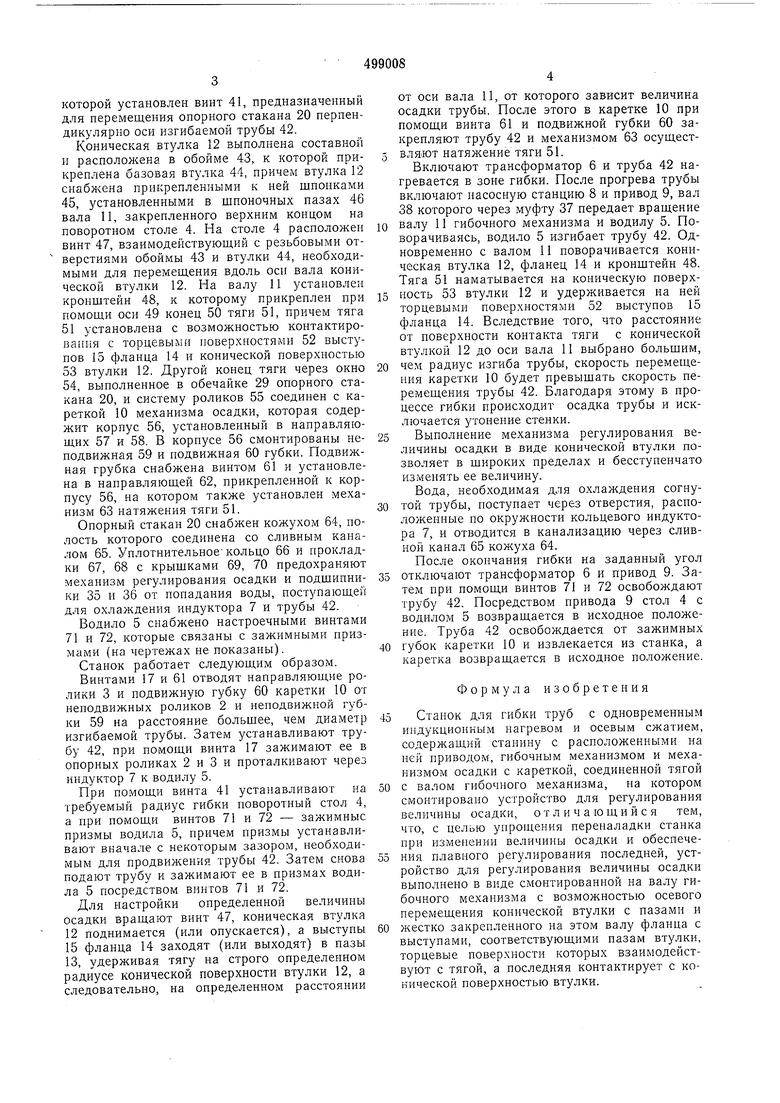
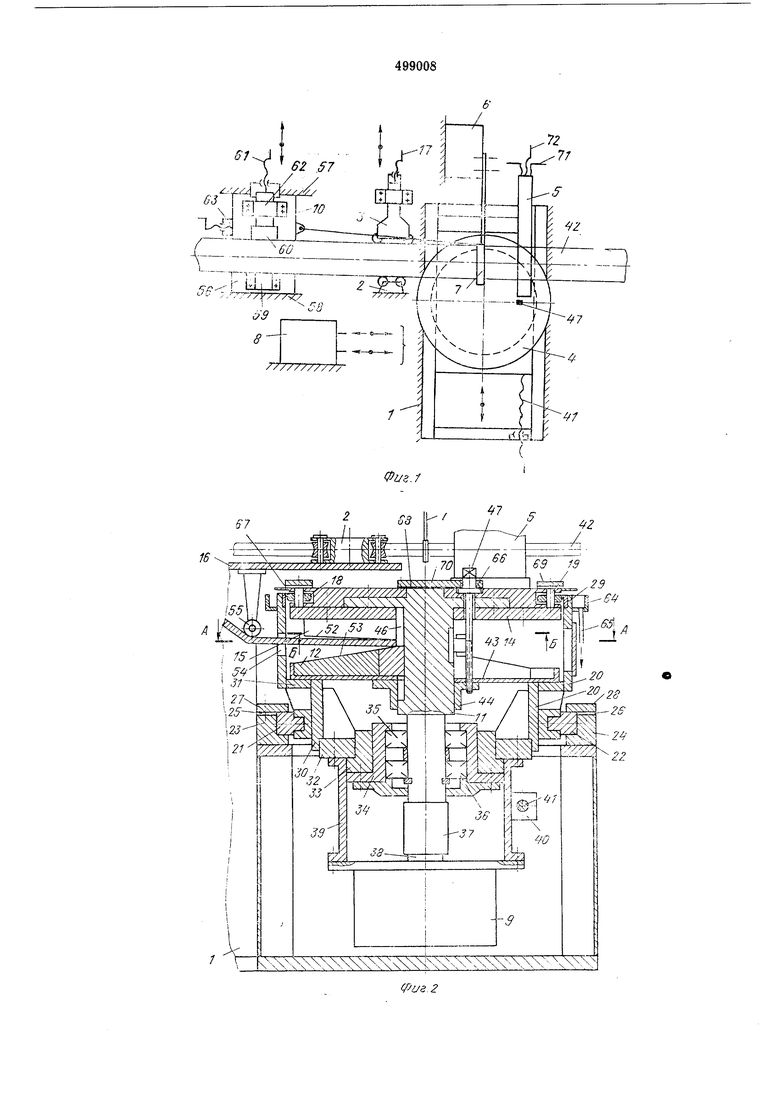
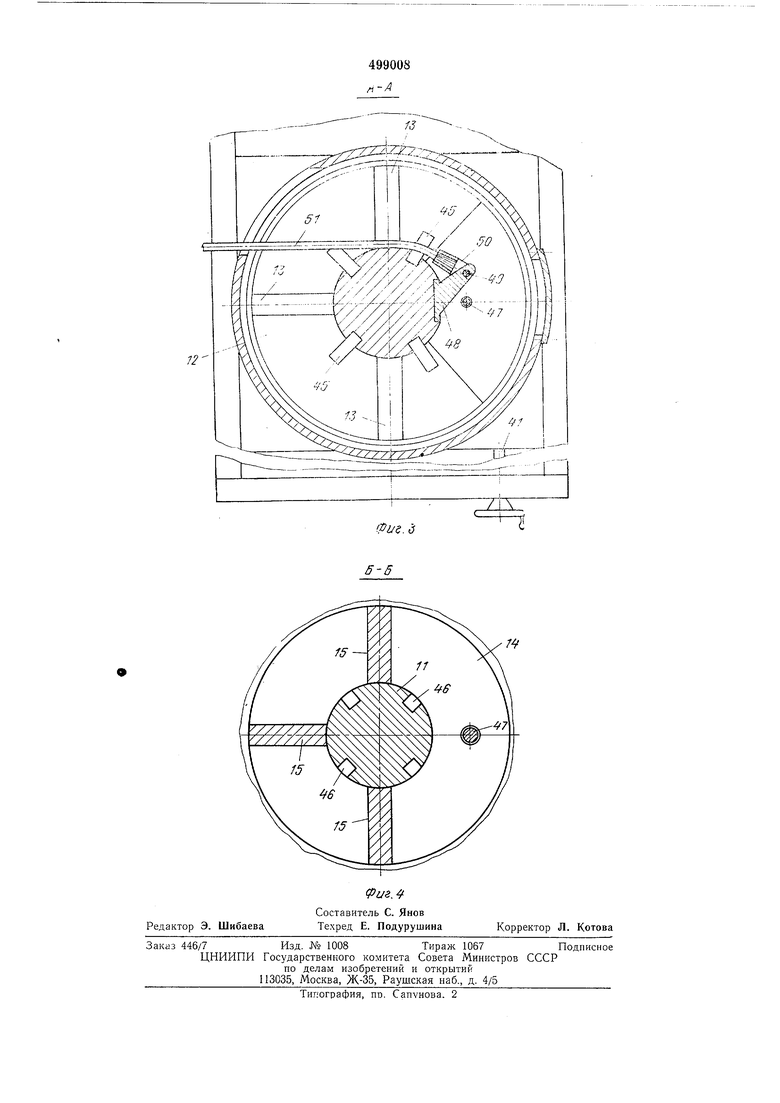
Коническая втулка 12 выполнена составной и расноложена в обойме 43, к которой прикренлена базовая втулка 44, причем втулка 12 снабжена прикрепленными к ней шпонками 45, установленными в шпоночных пазах 46 вала И, закрепленного верхним концом на поворотном столе 4. На столе 4 расположен винт 47, взаимодействуюший с резьбовыми отверстиями обоймы 43 и втулки 44, необходимыми для перемеш,ения вдоль оси вала конической втулки 12. На валу 11 установлен кронштейн 48, к которому прикреплен при помощи ООН 49 конец 50 тяги 51, причем тяга 51 установлена с возможностью контактирования с торцевыми поверхностями 52 выступов 15 фланца 14 н конической поверхностью 53 втулки 12, Другой конец тяги через окно 54, вынолненное в обечайке 29 опорного стакана 20, и систему ролнков 55 соединен с кареткой 10 механизма осадки, которая содержит корпус 56, установленный в направляюш,их 57 и 58. В корпусе 56 смонтированы ненодвижная 59 н нодвижная 60 губки. Подвижная грубка снабжена винтом 61 и установлена в направляющей 62, прикрепленной к корнусу 56, на котором также установлен механизм 63 натяжения тяги 51.
Опорный стакан 20 снабжен кожухом 64, полость которого соединена со сливным каналом 65. Унлотнительное- кольцо 66 и прокладки 67, 68 с крышками 69, 70 предохраняют механизм регулирования осадки и подшипники 35 н 36 от попадания воды, поступаюшей для охлаждения индуктора 7 н трубы 42.
Водило 5 снабжено настроечными винтами 71 н 72, которые связаны с зажимными призмами (на чертежах не показаны). Станок работает следующим образом. Винтами 17 и 61 отводят направляющие ролики 3 и подвижную губку 60 каретки 10 от неподвижных роликов 2 н неподвижной губки 59 на расстояние большее, чем диаметр изгибаемой трубы. Затем устанавливают трубу 42, при помощи винта 17 зажимают ее в опорных роликах 2 и 3 и проталкивают через индуктор 7 к водилу 5.
При помощи винта 41 устанавливают на требуемый радиус гибки новоротный стол 4, а при помощи винтов 71 и 72 - зажимные призмы водила 5, причем призмы устанавливают вначале с некоторым зазором, необходимым для продвижения трубы 42. Затем снова подают трубу и зажимают ее в призмах водила 5 посредством винтов 71 и 72.
Для настройки определенной величины осадки вращают винт 47, коническая втулка 12 поднимается (или опускается), а выступы 15 фланца 14 заходят (или выходят) в пазы 13, удерживая тягу на строго определенном радиусе конической поверхности втулки 12, а следовательно, на определенном расстоянии
от оси вала И, от которого зависит величина осадки трубы. После этого в каретке 10 при помощн винта 61 и подвижной губки 60 закрепляют трубу 42 и механизмом 63 осуществляют натял ение тяги 51.
Включают трансформатор 6 и труба 42 нагревается в зоне гибки. После прогрева трубы включают насосную станцию 8 и привод 9, вал 38 которого через муфту 37 передает вращение
10 валу 11 гибочного механизма н водилу 5. Поворачиваясь, водило 5 изгибает трубу 42. Одновременно с валом 11 поворачивается коническая втулка 12, фланец 14 и кронштейн 48. Тяга 51 наматывается на коническую поверхность 53 втулкн 12 и удерживается на ней торцевыми поверхностями 52 выступов 15 фланца 14. Вследствие того, что расстояние от поверхности контакта тяги с конической втулкой 12 до оси вала И выбрано большим,
20 чем радиус изгиба трубы, скорость перемещения каретки 10 будет превышать скорость перемещения трубы 42. Благодаря этому в процессе гибки происходит осадка трубы и искЛЕОчается утонение стенки.
25 Выполнение механизма регулирования величины осадки в виде конической втулки позволяет в широких пределах и бесступенчато изменять ее величину. Вода, необходнмая для охлаждения согну0 той трубы, ноступает через отверстия, расположенные по окружности кольцевого индуктора 7, и отводится в канализацию через сливной канал 65 кожуха 64. После окончания гибки на заданный угол
5 отключают трансформатор 6 и привод 9. Затем при помощн винтов 71 и 72 освобождают трубу 42. Посредством привода 9 стол 4 с водилом 5 возвращается в исходное положение. Труба 42 освобождается от зажимных
0 губок каретки 10 и извлекается из станка, а каретка возвращается в исходное положение.
Формула изобретения
5 Станок для гибки труб с одновременным индукционным нагревом н осевым сжатием, содержащий станину с расположенными на ней приводом, гибочным механизмом и механизмом осадки с кареткой, соединенной тягой
0 с валом гибочного механизма, на котором смонтировано устройство для регулирования величины осадки, отличающийся тем, что, с целью упрощения переналадки станка при изменении величины осадки и обеспечения плавного регулирования последней, устройство для регулирования величины осадки выполнено в виде смонтированной на валу гибочного механизма с возможностью осевого перемещения конической втулки с пазами и
жестко закрепленного на этом валу фланца с выступами, соответствующими пазам втулки, торцевые поверхности которых взаимодействуют с тягой, а последняя контактирует с конической поверхностью втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Устройство для подачи материала в рабочую зону пресса | 1983 |
|
SU1346305A1 |
| Машина для гибки труб | 1972 |
|
SU694248A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Трубогибочный автомат | 1986 |
|
SU1526871A1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Установка для центробежной биметаллизации втулок | 1984 |
|
SU1260110A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
2
zz
