Изобретение относится к трубоги- бочному оборудованию преимущественно для гибки труб в холодном состоянии и может найти применение в отраслях машиностроения с часто переналажйвае- мым производством (с единичным и мелкосерийным характером вьтуска продукции) , в частности в энергетическом машиностро ии для изготовления мелких партий гнутых труб широкой номен клатуры, используемых в трубных узлах рогенераторов различной мощ- ности. , f
повышение про
Цель изобретения
изводительности 1 1|адежности за счет сокращений вспомогательного времени на замену и переналадку гибочного . инструмента.
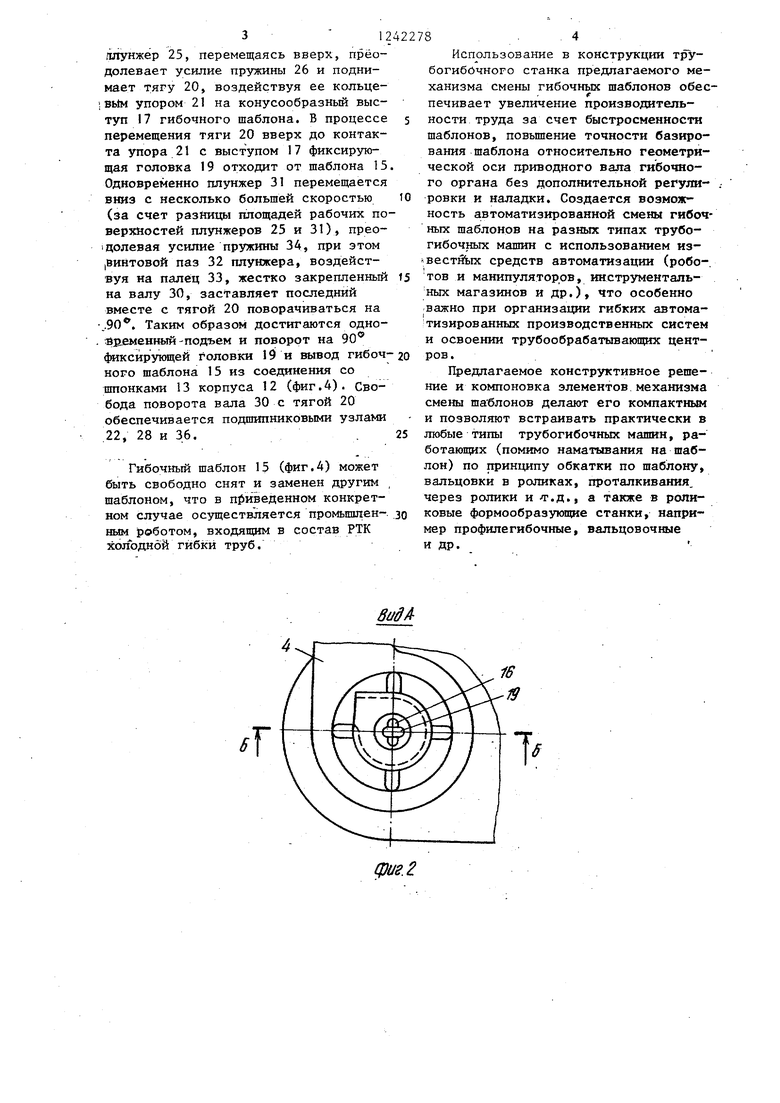
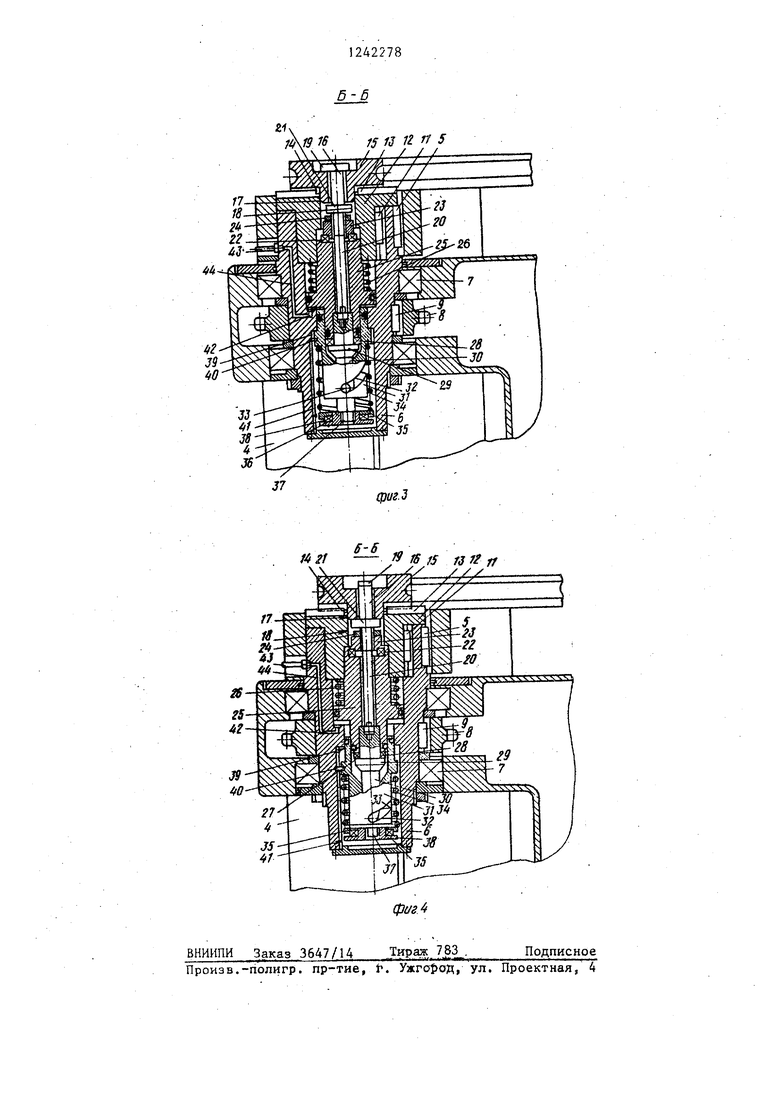
На фиг,1 изображен предлагаемый станок, общий вид; на фиг,2 - вид А на фиг,1; на фиг.З - разрез В-В на фиг.2, рабочее положение механизма смены шаблонов; на фиг.4 - то же, положение механизма смены шаблонов в позиции переналадки.
Трубогибочный станок (на примере конструкции станка, принцип действия которого основан на гибке труб наматыванием на шаблон) состоит из станины 1, на которой установлены про- тивоотжимной механизм 2, смонтированный с возможностью регулировки на неподвижном суппорте 3, поворотньй гибочный суппорт 4 с механизмом зажима трубы (не показан). Суппорт 4 посред ством шпонки 5 жестко укреплен на приводном валу 6, поворотно смонтированном в опорах станины на подшипниках 7 и связанном звездочкой 8, укрепленной на нем с помощью шпонки 9, с силовой цепью приводных гидроцилиндров .
Внутри приводного вала 6 смонтирован механизм 10 фиксации шаблонов, состояшзнй из жестко укрепленного в верхней части вала посредством шпонки 11 цилиндрического корпуса 12 с установочными шпонками 13, контактирующими со шпоночными пазами 14 гибочного шаблона 15. На шаблоне выполнены Т-образный паз 16 и конусообразный выступ 17, взаимодействующий с центрирующим отверстием 18 корпуса 12. В паз 16 установлена фиксирующая головка 19 Т-образной формы тяги 20. Ниже головки 19 с небольшим зазором (1,5-2 мм) от нижней плоскости выступа 1 7 на тяге 20 выполнен кольцевой
упор 21. Тяга 20 пцсредством подаип- ника 22, упорной гайки 23 и контргайки 24 опирается на верхний плунжер
25,подпружиненньШ относительно нижней поверхности корпуса 12 пружиной
26.Нижней кольцевой поверхностью 27 плунж:ер 25 посредством подшипника 28 опирается на кольцевой упорный бурт 29 вала 30, жестко соединенного с тягой 20. На валу 30 установлен Нижний плунжер 31, сопряженный с кольцевой поверхностью 27 верхнего плунжера 25, при этом на цилиндрической поверхности плунжера 31 вьшолнен винтовой паз
32, контактирутош й с пальцем 33, жестко укрепленные на валу 30. Под действием пружины 34,опирающейся на кольцо 35, подшипник 36 и закрепленный на резьбовом конце 37 вала 30 фланец 38, нижний плунжер 31 поджимается к внутренней кольцевой проточке 39 приводного вала 6. Самопроизвольный поворот плунжера 31 относительно вала 30 предотвращается посредством штифта 40, запрессованного в плунжер и контактирующего с пазом 41, выпол- ненным на нижней внутренней поверхности вала 6. Подвод рабочей жидкости от гидросистемы станка к полости 42 осуществляется посредством гибкого рукава 43 и канала 44.
Трубогибочный станок с механизмом фиксации шаблонов работает следующим образом (приводится описание только работы механизма смены гибочных шаблонов) .
В положении, изображенном на фиг.З, гибочный шаблон 15 точно установлен относительно оси приводного, вала 6 за счет сопряжения конусооб- разного выступа 17 с центрирующим отверстием 18 корпуса 12 и зафиксирован на установочньпс шпонках 13 корпуса в результате воздействия пру- жинм 26 На верхний плунжер 25, который, в свою очередь, воздействуя своей нижней поверхностью 27 через ПОД1ПИПНИК 28 на кольцевой упор 29 вала 30, жестко связанного с тягой 20, заставляет фиксирующую головку 19 надежно зажимать гибочный шаблон,
При необходимости замены одного гибочного шаблона другим (при изменении номенклатуры изгибаемых труб и параметров гибки) вьтолняются сле- дуюш11е операции. По каналу 44 в полость 42 подается рабочая жидкость ОТ гидросистемы станка, при этом
/шунжер 25, перемещаясь вверх, преодолевает усилие прзгжины 26 и поднимает тягу 20, воздействуя ее кольце- вЫм упором 21 на конусообразный выступ 17 гибочного шаблона. В процессе перемещения тяги 20 вверх до контакта упора 21 с выступом 17 фиксирующая головка 19 отходит от шаблона 15 Одновременно плунжер 31 перемещается вниз с несколько большей скоростью (за счет разницы площадей рабочих по верхйостей плунжеров 25 и 31), прео- 1 долевая усилие пружины 34, при этом |Винтовой паз 32 плунжера, воздействуя на палец 33, жестко закрепленный на валу 30, заставляет последний вместе с тягой 20 поворачиваться на ..до. Таким образом достигаются одно- йЕ еменный-подъем и поворот на 90 фиксирующей г оловки 19 и вывод гибочного шаблона 15 из соединения со шпонками 13 корпуса 12 (фиг.4). Свобода поворота вала 30 с тягой 20 обеспечивается подшипниковыми узлами 22, 28 и 36..
Гибочный шаблон 15 (фиг.4) может быть свободно снят и заменен другим шаблоном, что в п{Ьи веденном конкретном случае осуществляется промьшшен- ным роботом, входящим в состав РТК холодной гибки труб.
Использование в конструкции тру- богибочного станка предлагаемого механизма смены гибочных шаблонов обесf
печивает увеличение производительности труда за счет быстросменности шаблонов, повьш1ение точности базирования шаблона относительно геометрической оси приводного вала гибочного органа без дополнительной регулировки и наладки. Создается возможность автоматизированной смены гибочных шаблонов на разных типах трубо- гибочных машин с использованием из- «вестй)1х средств автоматизации (роботов и манипуляторов, инструментальных магазинов и др.), что особенно важно при организации гибких автоматизированных производственных систем и освоении трубообрабатывающих центров . Предлагаемое конструктивное решение и компоновка элементов механизма смены шаблонов делают его компактным и позволяют встраивать практически в любые типы трубогибочных машин, работающих (помимо наматывания на шаблон) по принципу обкатки по шаблону, вальцовки в роликах, проталкивания. через ролики и г.д., а также в роликовые формообразукмцие станки, например профилегибочные, вальцовочные и др.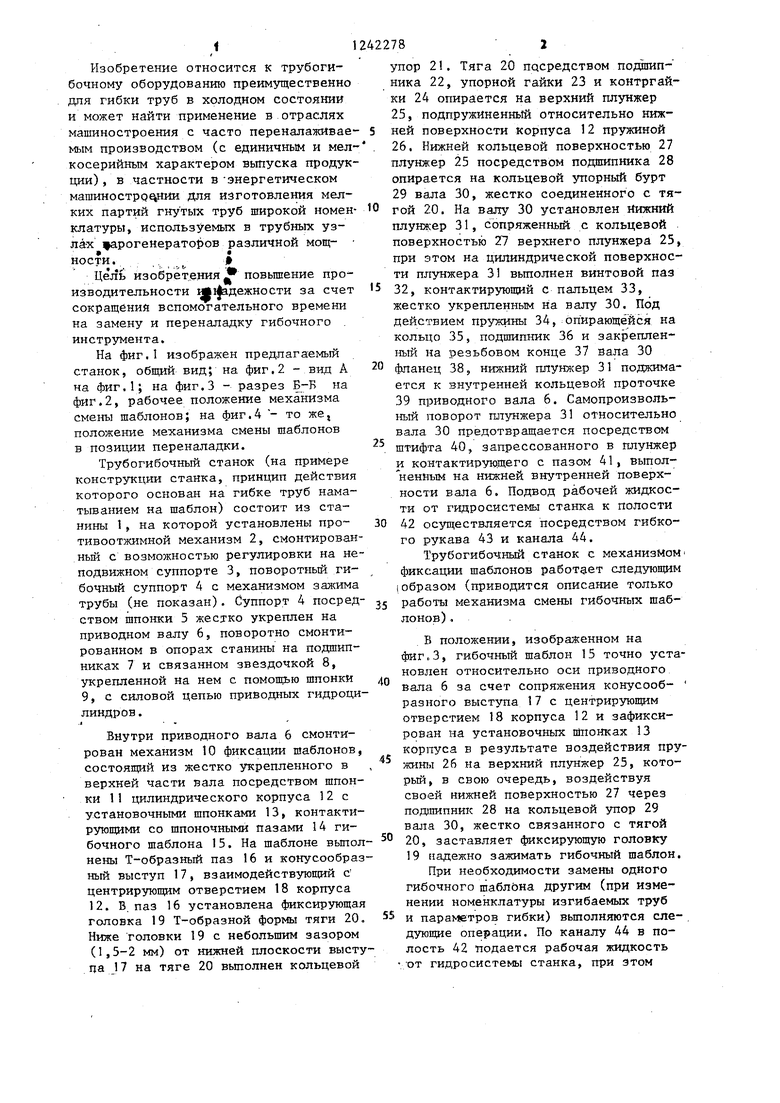
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации сменных гибочных шаблонов на трубогибочном станке | 1988 |
|
SU1648596A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ГИБКИ ТРУБ | 1970 |
|
SU259616A1 |
| Станок для гибки змеевиков | 1979 |
|
SU854507A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ И ЗАЖИМА ТРУБ | 1992 |
|
RU2043803C1 |
| Станок-автомат для двусторонней гибки труб | 1985 |
|
SU1271611A1 |
| Узел поворота с механизмом зажима трубы трубогибочной машины | 1987 |
|
SU1523217A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для подгибки труб в панелях | 1973 |
|
SU496941A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |

фиг.2
Z1
IS 15 13 1i 5
V. / / / /2n
IS
X
фиг.З
f4ff
6-6
J9 IS 15 131 и 4,
ВНИИПИ Заказ 3647/14 JgPM. 3. Подписное Произв.-полигр. пр-тие, i . Ужго1)0й, УЛ. Проектная, 4
| Авторское свидетельство СССР № 1175588, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
