ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к стальной трубе для нефтяных скважин и к способу ее производства, и более конкретно к толстостенной стальной трубе для нефтяных скважин, имеющей толщину стенки 40 мм или больше, и к способу ее производства.
УРОВЕНЬ ТЕХНИКИ
[0002]
Поскольку нефтяные скважины и газовые скважины (в дальнейшем нефтяные скважины и газовые скважины все вместе упоминаются как «нефтяные скважины») становятся все более глубокими, более высокая прочность требуется для стальных труб для нефтяных скважин. Традиционно широко использовались стальные трубы для нефтяных скважин класса 80 тысяч фунтов на кв.дюйм (предел пластической деформации от 80 до 95 тысяч фунтов на кв.дюйм, то есть от 551 до 654 МПа) и класса 95 тысяч фунтов на кв.дюйм (предел пластической деформации от 95 до 110 тысяч фунтов на кв.дюйм, то есть от 654 до 758 МПа). Однако в последние годы начали использоваться стальные трубы для нефтяных скважин класса 110 тысяч фунтов на кв.дюйм (предел пластической деформации от 110 до 125 тысяч фунтов на кв.дюйм, то есть от 758 до 862 МПа).
[0003]
Многие из глубоких скважин содержат сероводород, который обладает коррозийностью. По этой причине стальные трубы для нефтяных скважин, предназначенные для использования в глубоких скважинах, обязаны иметь не только высокую прочность, но также и стойкость к сульфидному растрескиванию под напряжением (SSC).
[0004]
Традиционно в качестве меры для улучшения стойкости к сульфидному растрескиванию под напряжением стальной трубы для нефтяных скважин класса от 95 до 110 тысяч фунтов на кв.дюйм известен способ очистки стали или усовершенствования структуры стали. В случае стали, предложенной в японской патентной заявке № 62-253720 (Патентный документ 1), содержание примесей, таких как Mn и P, уменьшается для того, чтобы повысить уровень чистоты стали, улучшая тем самым стойкость стали к сульфидному растрескиванию под напряжением. Сталь, предложенная в японской патентной заявке № 59-232220 (Патентный документ 2), подвергается закалке дважды для того, чтобы измельчить кристаллические зерна, улучшая тем самым стойкость стали к сульфидному растрескиванию под напряжением.
[0005]
Однако стойкость стального материала к сульфидному растрескиванию под напряжением значительно ухудшается с увеличением прочности стального материала. Поэтому для практических стальных труб для нефтяных скважин устойчивое производство труб для нефтяных скважин класса 120 тысяч фунтов на кв.дюйм (предел пластической деформации 827 МПа или больше), обладающих стойкостью к сульфидному растрескиванию под напряжением, которые могли бы выдерживать стандартные условия (окружающая среда H2S с давлением 1 атм) теста постоянной нагрузки в соответствии со стандартом NACE TM0177, способ A, до сих пор не было реализовано.
[0006]
В предшествующем уровне техники, описанном выше, была предпринята попытка использовать в качестве трубы для нефтяных скважин для достижения высокой прочности высокоуглеродистую низколегированную сталь, имеющую содержание C 0,35 мас.% или больше, которая не получила практического применения.
[0007]
Стальная труба для нефтяных скважин, раскрытая в японской патентной заявке № 2006-265657 (Патентный документ 3), производится путем подвергания низколегированной стали, содержащей C: от 0,30 мас.% до 0,60 мас.%, Cr+Mo: от 1,5 мас.% до 3,0 мас.% (из них Мо - 0,5 мас.% или больше) и пр., отпуску после закалки в масле или закалки на аустенит. Этот Патентный документ описывает, что вышеописанный способ производства позволяет подавить растрескивание при закалке, которое может происходить во время закалки высокоуглеродистой низколегированной стали, чтобы тем самым получить сталь для нефтяных скважин или стальную трубу для нефтяных скважин, которая имеет превосходную стойкость к сульфидному растрескиванию под напряжением.
[0008]
Стальная труба для нефтяных скважин, раскрытая в японском патенте № 5333700 (Патентный документ 4), содержит C: от 0,56 мас.% до 1,0 мас.% и Mo: от 0,40 мас.% до 1,00 мас.%, и показывает не более чем 0,50 градуса ширины полупика кристаллографической плоскости (211), получаемого с помощью рентгеновской дифрактометрии, и предел пластической деформации, равный 862 МПа или больше. Этот Патентный документ описывает, что стойкость к сульфидному растрескиванию под напряжением улучшается за счет сфероидизации зернограничных карбидов, и сфероидизация карбидов во время высокотемпературного отпуска дополнительно облегчается при увеличении содержания C. Патентный документ 4 также предлагает способ ограничения скорости охлаждения во время закалки, или временной остановки охлаждения во время закалки и выполнения изотермической обработки для выдержки в диапазоне от более чем 100°C до 300°C для того, чтобы подавить растрескивание при закалке, приписываемое высокоуглеродистому сплаву.
[0009]
Сталь для трубы для нефтяных скважин, раскрытая в международной патентной заявке № WO2013/191131 (Патентный документ 5), содержит C: от более чем 0,35 мас.% до 1,00 мас.%, Мо: от более чем 1,0 мас.% до 10 мас.%, и др., причем произведение содержания C и содержания Мо составляет 0,6 или больше. Кроме того, в вышеописанной стали для трубы для нефтяных скважин количество карбида M2C, который имеет диаметр эквивалентной окружности 1 нм или больше и при этом имеет гексагональную структуру, составляет 5 или больше на 1 мкм2, и ширина полупика кристаллографической плоскости (211) и концентрация C удовлетворяют конкретному соотношению. В дополнение к этому, вышеописанная сталь для трубы для нефтяных скважин имеет предел пластической деформации, равный 758 МПа или больше. В Патентном документе 5 используется способ закалки, аналогичный способу Патентного документа 4.
[0010]
Однако даже с помощью методик Патентных документов 3-5 трудно одновременно получить превосходную стойкость к сульфидному растрескиванию под напряжением и высокую прочность в толстостенной стальной трубе для нефтяных скважин, более конкретно в стальной трубе для нефтяных скважин, имеющей толщину стенки 40 мм или больше. В частности, в толстостенной стальной трубе для нефтяных скважин трудно одновременно получить высокую прочность и уменьшенную вариацию прочности в направлении толщины стенки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0011]
Задачей настоящего изобретения является предложить толстостенную стальную трубу для нефтяных скважин, которая имеет толщину стенки 40 мм или больше, а также имеет превосходную стойкость к сульфидному растрескиванию под напряжением и высокую прочность (827 МПа или больше), в которой вариация прочности в направлении толщины стенки является малой.
[0012]
Толстостенная стальная труба для нефтяных скважин в соответствии с настоящим изобретением имеет толщину стенки 40 мм или больше. Толстостенная стальная труба для нефтяных скважин имеет следующий химический состав: C: от 0,40 мас.% до 0,65 мас.%, Si: от 0,05 мас.% до 0,50 мас.%, Mn: от 0,10 мас.% до 1,0 мас.%, P: 0,020 мас.% или меньше, S: 0,0020 мас.% или меньше, растворимый Al: от 0,005 мас.% до 0,10 мас.%, Cr: больше чем 0,40 мас.% и до 2,0 мас.%, Мо: больше чем 1,15 мас.% и до 5,0 мас.%, Cu: 0,50 мас.% или меньше, Ni: 0,50 мас.% или меньше, N: 0,007 мас.% или меньше, O: 0,005 мас.% или меньше, V: от 0 мас.% до 0,25 мас.%, Nb: от 0 мас.% до 0,10 мас.%, Ti: от 0 мас.% до 0,05 мас.%, Zr: от 0 мас.% до 0,10 мас.%, W: от 0 мас.% до 1,5 мас.%, B: от 0 мас.% до 0,005 мас.%, Ca: от 0 мас.% до 0,003 мас.%, Mg: от 0 мас.% до 0,003 мас.%, и редкоземельные металлы: от 0 мас.% до 0,003 мас.%, с остатком из Fe и примесей. Кроме того, количество карбида, который имеет диаметр эквивалентной окружности 100 нм или больше и содержит 20 мас.% или больше Мо, равно 2 или меньше на 100 мкм2. Кроме того, вышеописанная толстостенная стальная труба для нефтяных скважин имеет предел пластической деформации 827 МПа или больше, и разность между максимальным значением и минимальным значением предела пластической деформации в направлении толщины стенки 45 МПа или меньше.
[0013]
Способ для производства толстостенной стальной трубы для нефтяных скважин в соответствии с настоящим изобретением включает в себя стадии: производства стальной трубы, имеющей вышеописанный химический состав, подвергания этой стальной трубы закалке однократно или многократно, причем температура по меньшей мере однократной закалки составляет от 925°C до 1100°C, и подвергания этой стальной трубы отпуску после закалки.
[0014]
Толстостенная стальная труба для нефтяных скважин в соответствии с настоящим изобретением, которая имеет толщину стенки 40 мм или больше, имеет превосходную стойкость к сульфидному растрескиванию под напряжением и высокую прочность (827 МПа или больше), а также уменьшенную вариацию прочности в направлении толщины стенки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0015]
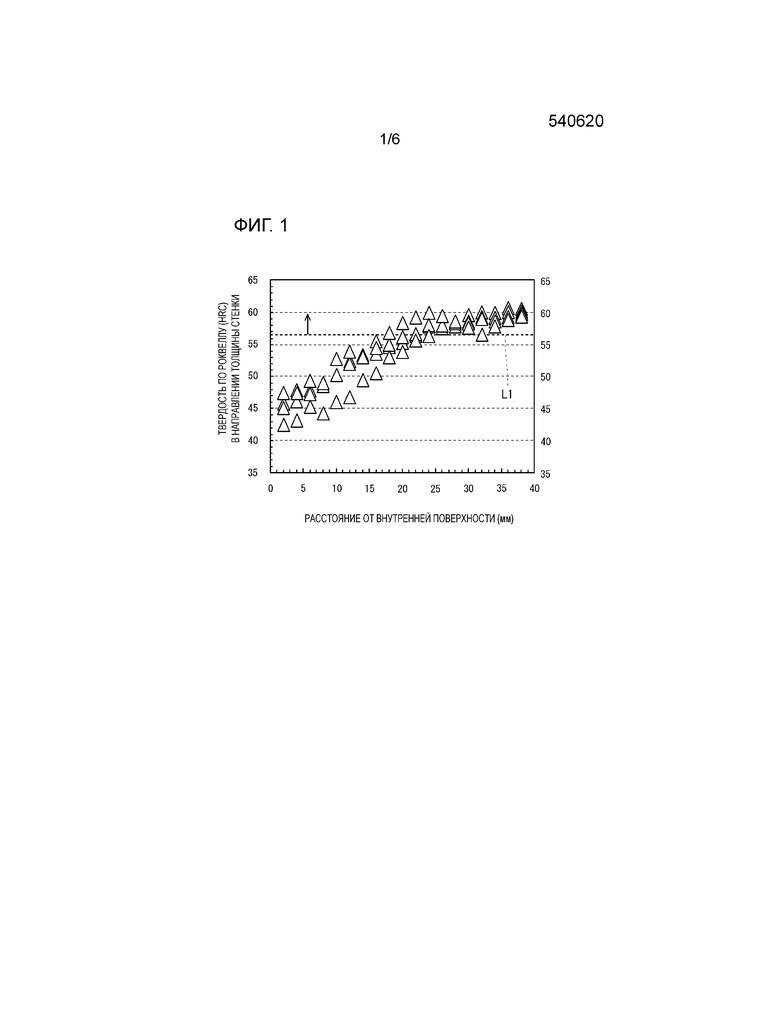
[Фиг. 1] Фиг. 1 иллюстрирует твердость по Роквеллу (HRC) в направлении толщины стенки толстостенной стальной трубы для нефтяных скважин, имеющей химический состав, показанный в Таблице 1.
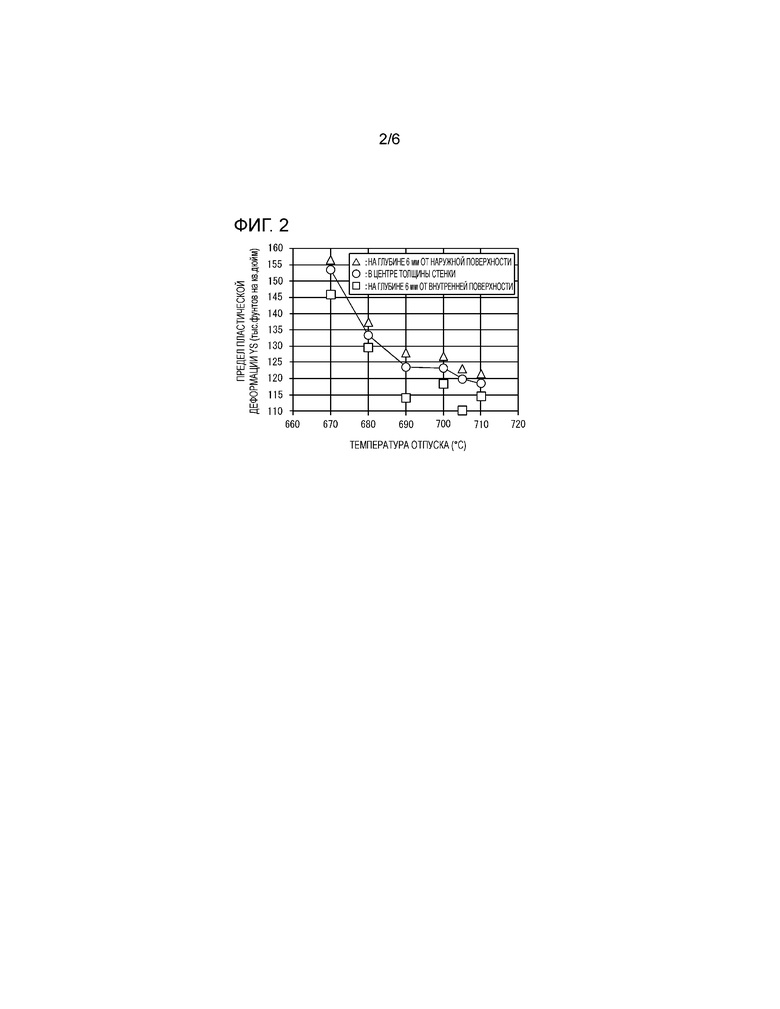
[Фиг. 2] Фиг. 2 иллюстрирует соотношение между температурой отпуска толстостенной стальной трубы для нефтяных скважин, имеющей химический состав, показанный в Таблице 1, и пределом пластической деформации в части наружной поверхности, в центральной части толщины стенки и в части внутренней поверхности толстостенной стальной трубы для нефтяных скважин.
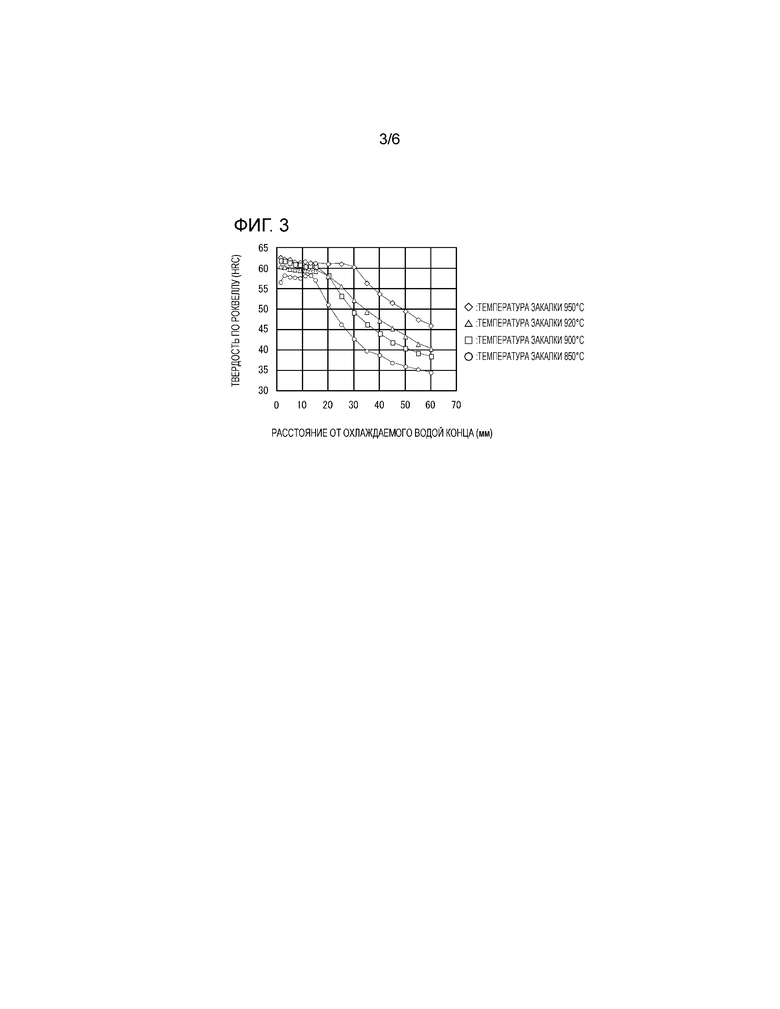
[Фиг. 3] Фиг. 3 иллюстрирует результаты испытаний на прокаливаемость по Джомини стального материала, имеющего химический состав, показанный в Таблице 1.
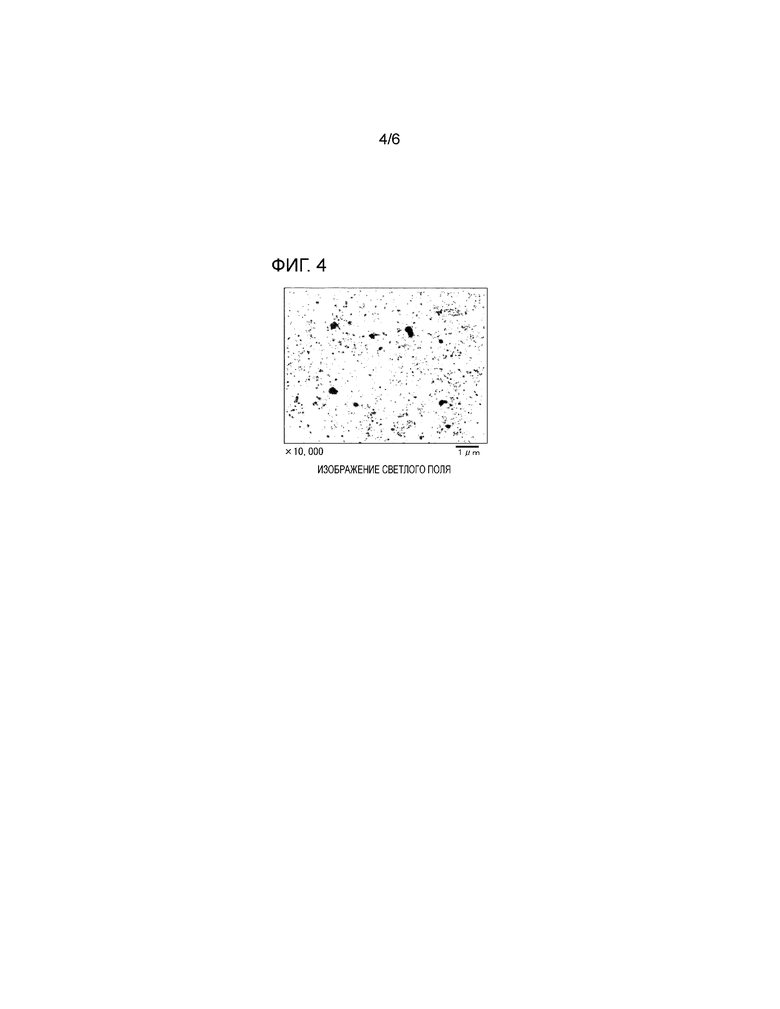
[Фиг. 4] Фиг. 4 представляет собой полученное с помощью просвечивающего электронного микроскопа (TEM) изображение стального материала, подвергнутого закалке при температуре закалки 850°C и изображенного на Фиг. 3.
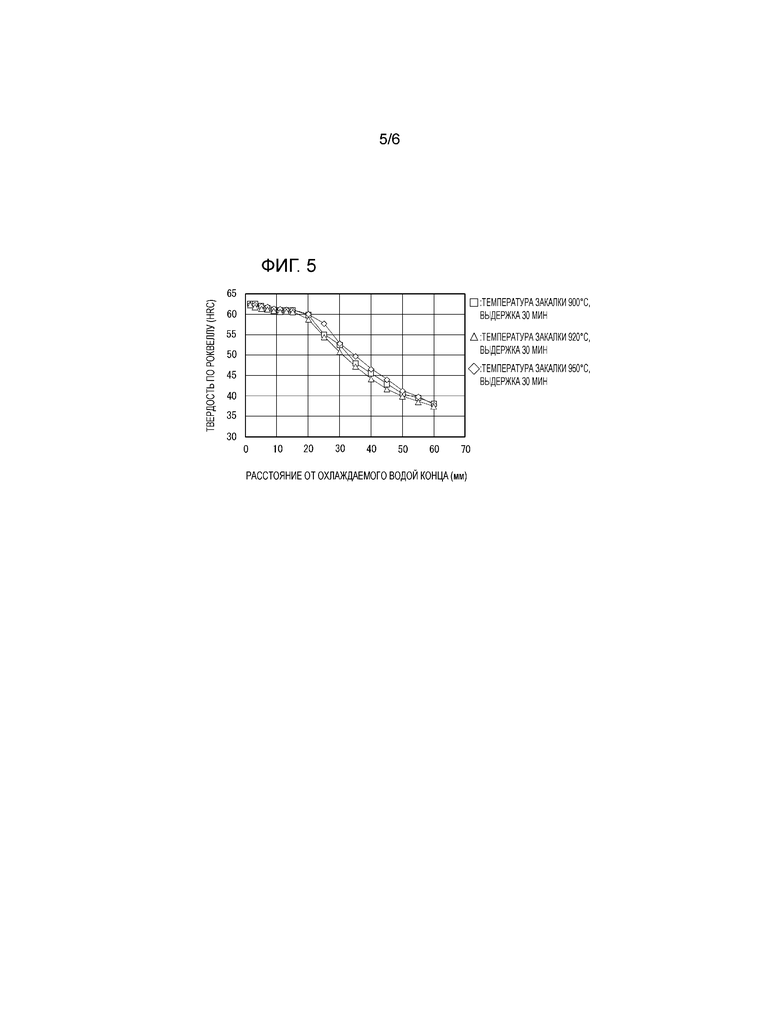
[Фиг. 5] Фиг. 5 иллюстрирует результаты испытаний на прокаливаемость по Джомини стального материала, имеющего химический состав, показанный в Таблице 2.
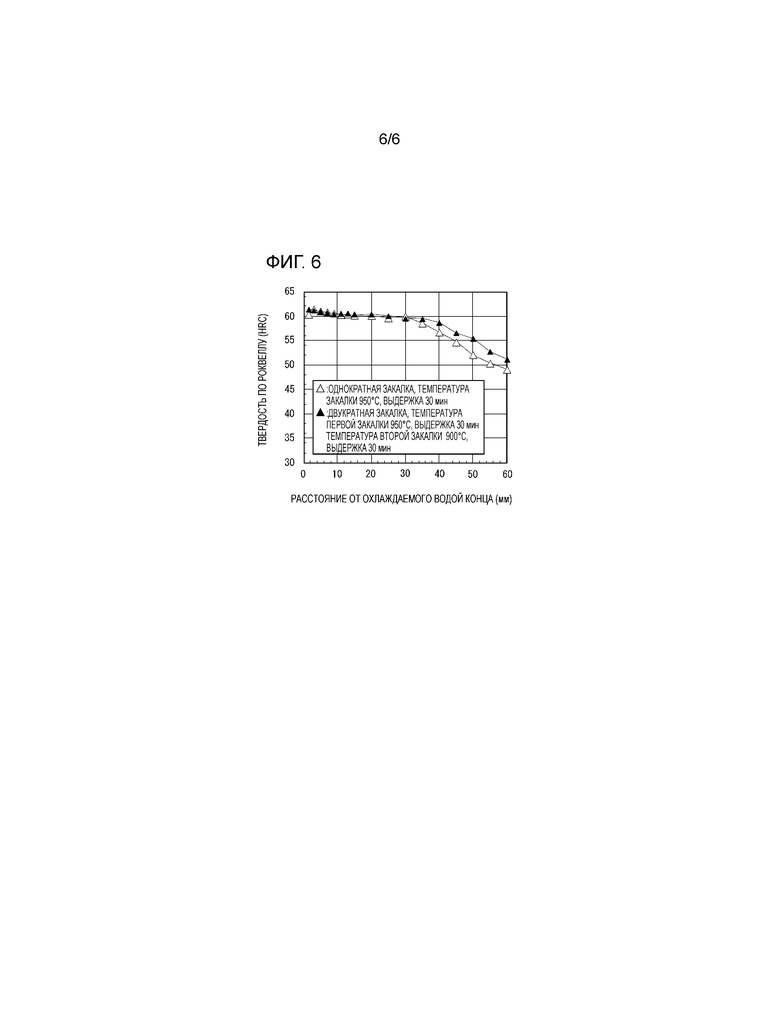
[Фиг. 6] Фиг. 6 иллюстрирует результаты испытаний на прокаливаемость по Джомини, когда количество операций закалки изменяется, с использованием стального материала, имеющего химический состав, показанный в Таблице 1.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0016]
Авторы настоящего изобретения завершили настоящее изобретение на основе следующих находок.
[0017]
Известен способ увеличения содержания Mn и Cr для обеспечения закаливаемости. Однако увеличение содержания этих элементов приводит к ухудшению стойкости к сульфидному растрескиванию под напряжением. С другой стороны, хотя C и Мо улучшают закаливаемость так же, как Mn и Cr, они не ухудшают стойкость к сульфидному растрескиванию под напряжением. Следовательно, подавление содержания Mn до 1,0 мас.% или меньше и содержания Cr до 2,0 мас.% или меньше, и вместо этого поддержание содержания С равным 0,40 мас.% или больше и содержания Мо больше чем 1,15 мас.% позволяют улучшить закаливаемость, одновременно сохраняя стойкость к сульфидному растрескиванию под напряжением. Более высокая закаливаемость будет приводить к увеличению прочности стали.
[0018]
Когда содержание C составляет 0,40 мас.% или больше, карбиды в стали с большой вероятностью будут сфероидизированы. В результате этого стойкость к сульфидному растрескиванию под напряжением будет улучшена. Кроме того, возможно увеличить прочность стали за счет дисперсионного твердения карбидов.
[0019]
В случае стальной трубы для нефтяных скважин, имеющей нормальную толщину, описанная выше регулировка химического состава позволит улучшить стойкость к сульфидному растрескиванию под напряжением и одновременно с этим закаливаемость. Однако для трубы для нефтяных скважин, имеющей толщину стенки 40 мм или больше, найдено, что одна только регулировка химического состава не может гарантировать удовлетворительную закаливаемость.
[0020]
Учитывая такие обстоятельства, авторы настоящего изобретения изучили эту проблему. В результате были получены следующие находки.
[0021]
При закалке, если она выполняется с нерастворенным карбидом, содержащим 20 мас.% или больше Мо (именуемым в дальнейшем карбидом молибдена), закаливаемость ухудшается. В частности, когда карбид молибдена является нерастворенным, закаливаемость не будет улучшаться, поскольку Мо и C растворяются в стали в недостаточной степени. Выполнение закалки в этом состоянии будет вызывать лишь образование бейнита, а образование мартенсита становится маловероятным.
[0022]
Соответственно температура закалки устанавливается в диапазоне от 925°C до 1100°C по меньшей мере для одной закалки из выполняемой однократной или многократной закалки. В этом случае карбид молибдена будет растворен в достаточной степени. В результате этого значительно улучшается закаливаемость стали, предел пластической деформации может быть сделан равным 827 МПа или больше, и вариация предела пластической деформации (максимальное значение - минимальное значение) в направлении толщины стенки может быть снижена до 45 МПа или меньше. Далее это будет описано более подробно.
[0023]
Была произведена бесшовная стальная труба, имеющая толщину стенки 40 мм и химический состав, показанный в Таблице 1. Произведенная стальная труба была нагрета при температуре закалки, равной 900°C. После этого закалка выполнялась путем применения охлаждения туманом наружной поверхности этой стальной трубы.
[0024] [Таблица 1]
Таблица 1
[0025]
Твердость по Роквеллу (HRC) в направлении толщины стенки измерялась после закалки в сечении, перпендикулярном к направлению оси стальной трубы. В частности, тест измерения твердости по Роквеллу (HRC), соответствующий японскому промышленному стандарту JIS Z2245 (2011), выполнялся в вышеописанном сечении с шагом 2 мм в направлении от внутренней поверхности к наружной поверхности.
[0026]
Результаты измерений показаны на Фиг. 1. Что касается Фиг. 1, референсная линия L1 на Фиг. 1 означает значение HRCmin, вычисленное по следующей Формуле (1), определенной Спецификацией Американского нефтяного института (API) 5CT.
HRCmin=58 × C+27 (1)
[0027]
Формула (1) означает твердость по Роквеллу на нижнем пределе, когда количество мартенсита становится равным 90 мас.% или больше. В Формуле (1) C означает содержание C (углерода) в стали (мас.%). Для того, чтобы гарантировать стойкость к сульфидному растрескиванию под напряжением, требуемую от трубы для нефтяных скважин, желательно, чтобы твердость после закалки была не меньше, чем значение HRCmin, определяемое вышеописанной Формулой (1).
[0028]
Что касается Фиг. 1, твердость по Роквеллу значительно уменьшалась в направлении от наружной поверхности к внутренней поверхности, и твердость по Роквеллу становилась меньше, чем HRCmin по Формуле (1), в диапазоне от центра толщины стенки до внутренней поверхности.
[0029]
Эта стальная труба была подвергнута отпуску при различных температурах отпуска. Затем образец для испытания на разрыв в виде прутка круглого сечения, имеющего диаметр 6 мм и параллельную часть длиной 40 мм, был изготовлен из каждого из положения на глубине 6 мм от наружной поверхности (называемого первым положением наружной поверхности), положения в центре толщины стенки, и положения на глубине 6 мм от внутренней поверхности (называемого первым положением внутренней поверхности) стальной трубы после термообработки. Испытание на разрыв было выполнено с использованием произведенных образцов для испытания на разрыв при обычной температуре (25°C) в атмосфере для того, чтобы получить предел пластической деформации (в тысячах фунтов на кв.дюйм).
[0030]
Фиг. 2 представляет собой диаграмму, иллюстрирующую соотношение между температурой отпуска (°C) и пределом пластической деформации YS. Значок треугольника (Δ) на Фиг. 2 показывает предел пластической деформации YS (в тысячах фунтов на кв.дюйм) в первом положении наружной поверхности. Значок кружка (Ο) показывает предел пластической деформации YS (в тысячах фунтов на кв.дюйм) в положении в центре толщины стенки. Значок квадратика (□) показывает предел пластической деформации YS (в тысячах фунтов на кв.дюйм) в первом положении внутренней поверхности.
[0031]
Что касается Фиг. 2, разность между максимальным значением и минимальным значением предела пластической деформации в первом положении наружной поверхности, в положении в центре толщины стенки, и в первом положении внутренней поверхности были большими при любой из температур отпуска. Таким образом, вариация твердости (прочности), образовавшаяся во время закалки, не была устранена с помощью отпуска.
[0032]
Затем, для того, чтобы исследовать эффект температуры закалки, был выполнен тест на прокаливаемость по Джомини, соответствующий японскому промышленному стандарту JIS G0561 (2011), с использованием стального материала, имеющего химический состав, показанный в Таблице 1. Фиг. 3 иллюстрирует результаты испытаний на прокаливаемость по Джомини.
[0033]
Значок ромбика (◊) на Фиг. 3 показывает результат при температуре закалки 950°C. Значок треугольника (Δ) на Фиг. 3 показывает результат при температуре закалки 920°C. Значок квадратика (□) и кружочка (Ο) показывают результаты при температурах закалки 900°C и 850°C, соответственно. Что касается Фиг. 3, влияние температуры закалки на глубину закалки было значительным в случае стали, имеющей высокое содержание C и высокое содержание Мо. В частности, когда температура закалки была равна 950°C, твердость по Роквеллу была больше чем 60 HRC даже на расстоянии 30 мм от охлаждаемого водой конца, и таким образом была получена превосходная закаливаемость по сравнению со случаем, в котором температура закалки была меньше чем 925°C.
[0034]
Здесь было выполнено наблюдение микроструктуры стального материала, который имел низкую закаливаемость и был подвергнут закалке при температуре 850°C. Фиг. 4 иллюстрирует фотографическое изображение микроструктуры (изображение с просвечивающего электронного микроскопа) стального материала, подвергнутого закалке при температуре 850°C. На Фиг. 4 видно большое количество выделений в стали. В результате выполнения энергодисперсионной рентгеновской спектроскопии (EDX) этих выделений было выяснено, что большинство выделений представляли собой нерастворенные карбиды молибдена (карбиды, содержащие 20 мас.% Мо).
[0035]
Для того, чтобы определить, будет ли наблюдаться та же самая тенденция в высокоуглеродистой стали, имеющей низкое содержание Мо, был выполнен следующий тест. Был подготовлен стальной материал, имеющий химический состав, показанный в Таблице 2. Содержание Мо в этом тестовом образце составляло 0,68 мас.% и было ниже, чем содержание Мо в химическом составе, приведенном в Таблице 1.
[0036] [Таблица 2]
Таблица 2
[0037]
Тест на прокаливаемость по Джомини, соответствующий японскому промышленному стандарту JIS G0561 (2011), выполнялся с использованием стального материала, показанного в Таблице 2. Фиг. 5 иллюстрирует результаты испытаний на прокаливаемость по Джомини.
[0038]
Значок ромбика (◊) на Фиг. 5 показывает результат при температуре закалки 950°C. Значок треугольника (Δ) и квадратика (□) показывают результаты при температурах закалки 920°C и 900°C, соответственно. На Фиг. 5 в случае низкого содержания Мо не наблюдается никакого влияния температуры закалки на глубину закалки. Таким образом было найдено, что влияние температуры закалки на глубину закалки представляет собой явление, характерное для низколегированной высокоуглеродистой стали с высоким содержанием Mo, имеющей содержание C 0,40 мас.% или больше и содержание Мо больше чем 1,15 мас.%.
[0039]
Кроме того, с использованием стального материала Таблицы 1 было исследовано влияние температуры закалки при выполнении многократной закалки.
[0040]
Значок черного треугольника (▲) на Фиг. 6 иллюстрирует результат испытаний на прокаливаемость по Джомини, когда закалка выполнялась два раза, причем температура первой закалки составляла 950°C, а продолжительность выдержки была равна 30 мин, и температура второй закалки составляла 900°C, а продолжительность выдержки была равна 30 мин. Значок белого треугольника (Δ) на Фиг. 6 иллюстрирует результат испытаний на прокаливаемость по Джомини, когда выполнялась только первая закалка, в которой температура закалки составляла 950°C, а продолжительность выдержки была равна 30 мин. На Фиг. 6 видно, что когда закалка выполняется два раза, закаливаемость будет улучшаться в том случае, если температура по меньшей мере одной закалки будет равна 925°C или больше.
[0041]
Как уже было описано, если закалка выполняется при температуре закалки 925°C или больше (в дальнейшем такая закалка называется высокотемпературной закалкой) для низколегированной высокоуглеродистой стали с высоким содержанием Mo, нерастворенный карбид Мо будет растворяться в достаточной степени, и тем самым закаливаемость будет значительно улучшена. В результате этого возможно получить предел пластической деформации, равный 827 МПа или больше, а также уменьшить вариацию предела пластической деформации в направлении толщины стенки. Кроме того, также возможно улучшить стойкость к сульфидному растрескиванию под напряжением, поскольку содержание Cr и содержание Mn могут быть уменьшены.
[0042]
Толстостенная стальная труба для нефтяных скважин в соответствии с настоящим вариантом осуществления, который был завершен на основе вышеописанных находок, имеет толщину стенки 40 мм или больше. Толстостенная стальная труба для нефтяных скважин имеет следующий химический состав: C: от 0,40 мас.% до 0,65 мас.%, Si: от 0,05 мас.% до 0,50 мас.%, Mn: от 0,10 мас.% до 1,0 мас.%, P: 0,020 мас.% или меньше, S: 0,0020 мас.% или меньше, растворимый Al: от 0,005 мас.% до 0,10 мас.%, Cr: больше чем 0,40 мас.% и до 2,0 мас.%, Мо: больше чем 1,15 мас.% и до 5,0 мас.%, Cu: 0,50 мас.% или меньше, Ni: 0,50 мас.% или меньше, N: 0,007 мас.% или меньше, O: 0,005 мас.% или меньше, V: от 0 мас.% до 0,25 мас.%, Nb: от 0 мас.% до 0,10 мас.%, Ti: от 0 мас.% до 0,05 мас.%, Zr: от 0 мас.% до 0,10 мас.%, W: от 0 мас.% до 1,5 мас.%, B: от 0 мас.% до 0,005 мас.%, Ca: от 0 мас.% до 0,003 мас.%, Mg: от 0 мас.% до 0,003 мас.%, и редкоземельные металлы: от 0 мас.% до 0,003 мас.%, с остатком из Fe и примесей. Кроме того, количество карбида, который имеет диаметр эквивалентной окружности 100 нм или больше и содержит 20 мас.% или больше Мо, равно 2 или меньше на 100 мкм2. Кроме того, вышеописанная толстостенная стальная труба для нефтяных скважин имеет предел пластической деформации 827 МПа или больше, и разность между максимальным значением и минимальным значением предела пластической деформации в направлении толщины стенки 45 МПа или меньше.
[0043]
Способ для производства толстостенной стальной трубы для нефтяных скважин в соответствии с настоящим вариантом осуществления включает в себя стадии: производства стальной трубы, имеющей вышеописанный химический состав, подвергания этой стальной трубы закалке однократно или многократно, причем температура по меньшей мере однократной закалки составляет от 925°C до 1100°C, и подвергания этой стальной трубы отпуску после закалки.
[0044]
Далее будет подробно описана толстостенная стальная труба для нефтяных скважин в соответствии с настоящим вариантом осуществления и способ ее производства. Все проценты в химическом составе означают массовые проценты.
[0045]
[Химический состав]
Химический состав трубы из низколегированной стали для нефтяных скважин в соответствии с настоящим вариантом осуществления содержит следующие элементы.
[0046]
C: от 0,40 мас.% до 0,65 мас.%
Содержание углерода (C) в трубе из низколегированной стали для нефтяных скважин в соответствии с настоящим вариантом осуществления является более высоким, чем в обычных трубах из низколегированной стали для нефтяных скважин. Углерод улучшает закаливаемость и увеличивает прочность стали. Более высокое содержание C дополнительно облегчает сфероидизацию карбидов во время отпуска, улучшая тем самым стойкость к сульфидному растрескиванию под напряжением. Кроме того, C объединяется с Мо или V, образуя карбиды и улучшая тем самым стойкость к размягчению при отпуске. Дисперсия карбидов будет приводить к дополнительному увеличению прочности стали. Если содержание C является слишком низким, эти эффекты не могут быть получены. С другой стороны, если содержание C является слишком высоким, ударная вязкость стали ухудшается, так что растрескивание при закалке становится более вероятным. Следовательно, содержание C составляет от 0,40 мас.% до 0,65 мас.%. Нижний предел содержания С предпочтительно составляет 0,45 мас.%, более предпочтительно 0,48 мас.%, и еще более предпочтительно 0,51 мас.%. Верхний предел содержания C предпочтительно составляет 0,60 мас.%, и более предпочтительно 0,57 мас.%.
[0047]
Si: от 0,05 мас.% до 0,50 мас.%.
Кремний (Si) раскисляет сталь. Если содержание Si является слишком низким, этот эффект не может быть получен. С другой стороны, если содержание Si является слишком высоким, то стойкость к сульфидному растрескиванию под напряжением ухудшится. Следовательно, содержание Si составляет от 0,05 мас.% до 0,50 мас.%. Нижний предел содержания Si предпочтительно составляет 0,10 мас.%, и более предпочтительно 0,15 мас.%. Верхний предел содержания Si предпочтительно составляет 0,40 мас.%, и более предпочтительно 0,35 мас.%.
[0048]
Mn: от 0,10 мас.% до 1,0 мас.%
Марганец (Mn) раскисляет сталь. Кроме того, Mn улучшает закаливаемость стали. Если содержание Mn является слишком низким, эти эффекты не могут быть получены. С другой стороны, если содержание Mn является слишком высоким, Mn наряду с загрязняющими элементами, такими как фосфор (P) и сера (S), сегрегируется на границах зерна. В этом случае стойкость к сульфидному растрескиванию под напряжением и ударная вязкость стали будут ухудшаться. Следовательно, содержание Mn составляет от 0,10 мас.% до 1,00 мас.%. Нижний предел содержания Mn предпочтительно составляет 0,20 мас.%, и более предпочтительно 0,30 мас.%. Верхний предел содержания Mn предпочтительно составляет 0,80 мас.%, и более предпочтительно 0,60 мас.%.
[0049]
P: 0,020 мас.% или меньше
Фосфор (P) является примесью. Фосфор сегрегируется на границах зерна, ухудшая тем самым стойкость стали к сульфидному растрескиванию под напряжением. Следовательно, содержание фосфора составляет 0,020 мас.% или меньше. Содержание Р предпочтительно составляет 0,015 мас.% или меньше, и более предпочтительно 0,012 мас.% или меньше. Содержание Р предпочтительно является настолько низким, насколько это возможно.
[0050]
S: 0,0020 мас.% или меньше
Сера (S) является примесью. Сера сегрегируется на границах зерна, ухудшая тем самым стойкость стали к сульфидному растрескиванию под напряжением. Следовательно, содержание серы составляет 0,0020 мас.% или меньше. Содержание серы предпочтительно составляет 0,0015 мас.% или меньше, и более предпочтительно 0,0010 мас.% или меньше. Содержание S предпочтительно является настолько низким, насколько это возможно.
[0051]
Растворенный Al: от 0,005 мас.% до 0,10 мас.%
Алюминий (Al) раскисляет сталь. Если содержание Al является слишком низким, этот эффект не может быть получен, и стойкость стали к сульфидному растрескиванию под напряжением ухудшается. С другой стороны, если содержание Al является слишком высоким, формируются оксиды, ухудшая тем самым стойкость стали к сульфидному растрескиванию под напряжением. Следовательно, содержание Al составляет от 0,005 мас.% до 0,10 мас.%. Нижний предел содержания Al предпочтительно составляет 0,010 мас.%, и более предпочтительно 0,015 мас.%. Верхний предел содержания Al предпочтительно составляет 0,08 мас.%, и более предпочтительно 0,05 мас.%. Использующийся в настоящем документе термин «содержание Al» означает содержание кислоторастворимого Al, который является «растворимым Al».
[0052]
Cr: больше чем 0,40 мас.% и до 2,0 мас.%
Хром (Cr) улучшает закаливаемость стали и увеличивает ее прочность. Если содержание Cr является слишком низким, вышеупомянутый эффект не может быть получен. С другой стороны, если содержание Cr будет слишком высоким, то ударная вязкость и стойкость стали к сульфидному растрескиванию под напряжением ухудшатся. Следовательно, содержание Cr составляет от более чем 0,40 мас.% до 2,0 мас.%. Нижний предел содержания Cr предпочтительно составляет 0,48 мас.%, более предпочтительно 0,50 мас.%, и еще более предпочтительно 0,51 мас.%. Верхний предел содержания Cr предпочтительно составляет 1,25 мас.%, и более предпочтительно 1,15 мас.%.
[0053]
Мо: больше чем 1,15 мас.% и до 5,0 мас.%
Молибден (Мо) значительно улучшает закаливаемость, когда температура закалки составляет 925°C или больше. Кроме того, Mo образует мелкие карбиды, улучшая тем самым стойкость стали к размягчению при отпуске. В результате Mo способствует улучшению стойкости к сульфидному растрескиванию под напряжением за счет высокотемпературного отпуска. Если содержание Mo является слишком низким, этот эффект не может быть получен. С другой стороны, если содержание Мо будет слишком высоким, то вышеупомянутый эффект будет насыщаться. Следовательно, содержание Мо составляет от более чем 1,15 мас.% до 5,0 мас.%. Нижний предел содержания Mo предпочтительно составляет 1,20 мас.%, и более предпочтительно 1,25 мас.%. Верхний предел содержания Mo предпочтительно составляет 4,2 мас.%, и более предпочтительно 3,5 мас.%.
[0054]
Cu: 0,50% или меньше
Медь (Cu) является примесью. Cu ухудшает стойкость к сульфидному растрескиванию под напряжением. Поэтому содержание меди составляет 0,50 мас.% или меньше. Содержание Cu предпочтительно составляет 0,10% или меньше, и более предпочтительно 0,02% или меньше.
[0055]
Ni: 0,50% или меньше
Никель (Ni) является примесью. Ni ухудшает стойкость к сульфидному растрескиванию под напряжением. Следовательно, содержание никеля составляет 0,50 мас.% или меньше. Содержание Ni предпочтительно составляет 0,10% или меньше, и более предпочтительно 0,02% или меньше.
[0056]
N: 0,007 мас.% или меньше
Азот (N) является примесью. N образует нитриды, дестабилизируя тем самым стойкость стали к сульфидному растрескиванию под напряжением. Следовательно, содержание N составляет 0,007 мас.% или меньше. Содержание N предпочтительно составляет 0,005 мас.% или меньше. Содержание N предпочтительно является настолько низким, насколько это возможно.
[0057]
O: 0,005 мас.% или меньше
Кислород (O) является примесью. O образует грубые оксиды, ухудшая тем самым стойкость стали к сульфидному растрескиванию под напряжением. Поэтому содержание кислорода составляет 0,005 мас.% или меньше. Содержание O предпочтительно составляет 0,002 мас.% или меньше. Содержание О предпочтительно является настолько низким, насколько это возможно.
[0058]
Остаток химического состава толстостенной стальной трубы для нефтяной скважины настоящего варианта осуществления состоит из Fe и примесей. Примеси в настоящем документе относятся к элементам, которые загрязняют сталь во время ее промышленного производства из руд и лома, которые используются в качестве сырья для производства стали, или из окружающей среды производственного процесса.
[0059]
Химический состав толстостенной стальной трубы для нефтяной скважины по настоящему варианту осуществления может дополнительно содержать вместо части Fe один или более элементов, выбираемых из группы, состоящей из V, Nb, Ti, Zr и W.
[0060]
V: от 0 мас.% до 0,25 мас.%
Ванадий (V) является опциональным элементом, и может не содержаться. Если он содержится, то V образует карбиды, улучшая тем самым стойкость стали к размягчению при отпуске. В результате V способствует улучшению стойкости к сульфидному растрескиванию под напряжением за счет высокотемпературного отпуска. Однако когда содержание ванадия является слишком высоким, ударная вязкость стали ухудшается. Следовательно, содержание ванадия составляет от 0 мас.% до 0,25 мас.%. Нижний предел содержания V предпочтительно составляет 0,07 мас.%. Верхний предел содержания V предпочтительно составляет 0,20 мас.%, и более предпочтительно 0,15 мас.%.
[0061]
Nb: от 0 мас.% до 0,10 мас.%
Ниобий (Nb) является опциональным элементом, и может не содержаться. Если он содержится, то Nb объединяется с C и/или N, чтобы сформировать карбиды, нитриды или карбонитриды. Эти выделения (карбиды, нитриды и карбонитриды) совершенствуют микроструктуру стали посредством эффекта скрепления, улучшая тем самым стойкость стали к сульфидному растрескиванию под напряжением. Однако если содержание Nb является слишком высоким, нитриды образуются в избыточном количестве, дестабилизируя тем самым стойкость стали к сульфидному растрескиванию под напряжением. Следовательно, содержание Nb составляет от 0 мас.% до 0,10 мас.%. Нижний предел содержания Nb предпочтительно составляет 0,01 мас.%, и более предпочтительно 0,013 мас.%. Верхний предел содержания Nb предпочтительно составляет 0,07 мас.%, и более предпочтительно 0,04 мас.%.
[0062]
Ti: от 0 мас.% до 0,05 мас.%;
Титан (Ti) является опциональным элементом, и может не содержаться. Если он содержится, то Ti образует нитриды и измельчает кристаллические зерна за счет эффекта скрепления. Однако если содержание Ti является слишком высоким, нитриды Ti становятся более грубыми, ухудшая тем самым стойкость стали к сульфидному растрескиванию под напряжением. Следовательно, содержание Ti составляет от 0 мас.% до 0,05 мас.%. Нижний предел содержания Ti предпочтительно составляет 0,005 мас.%, и более предпочтительно 0,008 мас.%. Верхний предел содержания Ti предпочтительно составляет 0,02 мас.%, и более предпочтительно 0,015 мас.%.
[0063]
Zr: от 0 мас.% до 0,10 мас.%
Цирконий (Zr) является опциональным элементом, и может не содержаться. Как в случае Ti, Zr образует нитриды и измельчает кристаллические зерна за счет эффекта скрепления. Однако если содержание Zr является слишком высоким, нитриды Zr становятся более грубыми, ухудшая тем самым стойкость стали к сульфидному растрескиванию под напряжением. Следовательно, содержание Zr составляет от 0 мас.% до 0,10 мас.%. Нижний предел содержания Zr предпочтительно составляет 0,005 мас.%, и более предпочтительно 0,008 мас.%. Верхний предел содержания Zr предпочтительно составляет 0,02 мас.%, и более предпочтительно 0,015 мас.%.
[0064]
W: от 0 мас.% до 1,5 мас.%
Вольфрам (W) является опциональным элементом, и может не содержаться. Если он содержится, то W образует карбиды, улучшая тем самым стойкость стали к размягчению при отпуске. В результате W способствует улучшению стойкости к сульфидному растрескиванию под напряжением за счет высокотемпературного отпуска. Кроме того, как и в случае Мо, W улучшает закаливаемость стали, и, в частности, значительно улучшает закаливаемость, когда температура закалки составляет 925°C или больше. Таким образом W дополняет эффект Мо. Однако если содержание W является слишком высоким, происходит насыщение этого эффекта. Кроме того, W является дорогим. Следовательно, содержание W составляет от 0 мас.% до 1,5 мас.%. Нижний предел содержания W предпочтительно составляет 0,05 мас.%, и более предпочтительно 0,1 мас.%. Верхний предел содержания W предпочтительно составляет 1,3 мас.%, и более предпочтительно 1,0 мас.%.
[0065]
Толстостенная стальная труба для нефтяной скважины в соответствии с настоящим вариантом осуществления может дополнительно содержать B вместо части Fe.
[0066]
B: от 0 мас.% до 0,005 мас.%
Бор (B) является опциональным элементом, и может не содержаться. Если он содержится, B улучшает закаливаемость. Этот эффект появляется, даже если в стали существует небольшое количество B, который не связан азотом. Однако если содержание B является слишком высоким, M23(CB)6 образуется на границах зерна, ухудшая тем самым стойкость стали к сульфидному растрескиванию под напряжением. Следовательно, содержание В составляет от 0 мас.% до 0,005 мас.%. Нижний предел содержания В предпочтительно составляет 0,0005 мас.%. Верхний предел содержания В предпочтительно составляет 0,003 мас.%, и более предпочтительно 0,002 мас.%.
[0067]
Химический состав толстостенной стальной трубы для нефтяной скважины в соответствии с настоящим вариантом осуществления может дополнительно содержать один или более элементов, выбираемых из группы, состоящей из Ca, Mg и редкоземельного металла (REM) вместо части Fe. Любой из этих элементов улучшает форму сульфида, улучшая тем самым стойкость стали к сульфидному растрескиванию под напряжением.
Ca: от 0 мас.% до 0,003 мас.%
Mg: от 0 мас.% до 0,003 мас.%
Редкоземельный металл (REM): от 0 мас.% до 0,003 мас.%
Кальций (Ca), магний (Mg) и редкоземельный металл (REM) являются опциональными элементами, и могут не содержаться. Если они содержатся, эти элементы объединяются с серой, содержащейся в стали, образуя сульфиды. В результате этого форма сульфидов улучшается, улучшая таким образом стойкость стали к сульфидному растрескиванию под напряжением.
[0068]
Кроме того, REM объединяется с фосфором, содержащимся в стали, подавляя тем самым сегрегацию P на границах зерна. В результате ухудшение стойкости стали к сульфидному растрескиванию под напряжением, которое можно приписать сегрегации P, будет подавлено.
[0069]
Однако если содержание этих элементов является слишком высоким, вышеописанный эффект насыщается и производственные затраты увеличиваются. Следовательно, содержание Ca составляет от 0 мас.% до 0,003 мас.%, содержание Mg составляет от 0 мас.% до 0,003 мас.%, и содержание REM составляет от 0 мас.% до 0,003 мас.%. Нижний предел содержания Ca предпочтительно составляет 0,0005 мас.%. Нижний предел содержания Mg предпочтительно составляет 0,0005 мас.%. Нижний предел содержания REM предпочтительно составляет 0,0005 мас.%.
[0070]
Использующийся в настоящем документе термин REM является общим названием для в общей сложности 15 элементов, включающих в себя лантаноидный ряд элементов, а также Sc и Y. Выражение «REM содержится» означает, что содержится один или более из этих элементов. Содержание REM означает полное содержание этих элементов.
[0071]
[Грубые карбиды в стали и предел текучести]
В стали толстостенной стальной трубы для нефтяных скважин в соответствии с настоящим вариантом осуществления количество карбида, который имеет диаметр эквивалентной окружности 100 нм или больше и содержит 20 мас.% или больше Мо, равно 2 или меньше на 100 мкм2. В дальнейшем, карбид, имеющий диаметр эквивалентной окружности 100 нм или больше, упоминается как «грубый карбид». Карбид, содержащий 20 мас.% или больше Мо, упоминается как «карбид Мо». Здесь содержание Мо в карбиде относится к содержанию Мо, выраженному в массовых процентах, когда общее количество металлических элементов равно 100 мас.%. Общее количество металлических элементов не включает в себя углерод (C) и азот (N). Карбид молибдена, имеющий диаметр эквивалентной окружности 100 нм или больше, упоминается в дальнейшем как «грубый карбид молибдена». Диаметр эквивалентной окружности означает диаметр окружности, которая получается путем преобразования площади вышеописанного карбида в круг, имеющий ту же самую площадь.
[0072]
Как было описано выше, в толстостенной стальной трубе для нефтяных скважин в соответствии с настоящим вариантом осуществления в результате выполнения «высокотемпературной закалки», при которой температура закалки составляет 925°C или больше, количество нерастворенного грубого карбида Мо уменьшается, и больше Мо и C растворяется в стали. В результате этого Мо и C улучшают закаливаемость, и таким образом может быть получена высокая прочность. Кроме того, за счет увеличения растворенного количества Мо и C вариация прочности в направлении толщины стенки уменьшается. Если количество N грубого карбида Мо будет равно 2 или меньше на 100 мкм2, то предел пластической деформации станет равным 827 МПа или больше, и разность между максимальным значением и минимальным значением предела пластической деформации в направлении толщины стенки (в дальнейшем называемая разностью предела пластической деформации ΔYS) станет равной 45 МПа или меньше в толстостенной стальной трубе для нефтяных скважин, имеющей толщину стенки 40 мм или больше.
[0073]
Количество грубого карбида Мо измеряется следующим способом. Образец для наблюдения микроструктуры берется из любого положения в центральной части толщины стенки. Для этого образца берется пленочная реплика. Взятие пленочной реплики может быть выполнено при следующих условиях. Сначала наблюдаемая поверхность образца подвергается зеркальной полировке. Затем эта отполированная наблюдаемая поверхность разъедается путем замачивания в 3%-м нитале в течение 10 с при обычной температуре. После этого оттенение углеродом выполняется для того, чтобы сформировать пленочную реплику на наблюдаемой поверхности. Образец, у которого пленочная реплика сформирована на поверхности, замачивается в 5%-м нитале в течение 10 с при обычной температуре для того, чтобы отделить пленочную реплику от образца путем разъедания границы между пленочной репликой и образцом. После промывки в растворе этилового спирта пленочная реплика освобождается от раствора этилового спирта с помощью листовой сетки. Эта пленочная реплика сушится и наблюдается. С использованием просвечивающего электронного микроскопа (TEM) с увеличением 10000× получаются фотографические изображения 10 полей зрения. Площадь каждого поля зрения составляет 10 мкм × 10 мкм=100 мкм2.
[0074]
В каждом поле зрения определяется карбид Мо среди всех карбидов. В частности, энергодисперсионная рентгеновская спектроскопия (EDX) выполняется для карбидов в каждом поле зрения. На основании полученных результатов измеряется содержание каждого металлического элемента (включая Мо) в карбидах. Среди этих карбидов карбид, содержащий 20 мас.% или больше Мо, при общем количестве металлических элементов, составляющем 100 мас.%, рассматривается как карбид Мо. Общее количество металлических элементов не включает в себя углерод (C) и азот (N).
[0075]
Измеряется диаметр эквивалентной окружности каждого определенного карбида Мо. Для измерения используется универсальное приложение обработки изображений (ImageJ 1.47v). Карбид Мо, измеренный диаметр эквивалентной окружности которого составляет 100 нм или больше, определяется как грубый карбид Мо.
[0076]
Подсчитывается количество грубого карбида Мо в каждом поле зрения. Среднее количество грубого карбида Мо в 10 полях зрения определяется как количество N грубого карбида Мо (на 100 мкм2).
[0077]
Следует отметить, что предел пластической деформации и разность предела пластической деформации ΔYS измеряются следующим способом. Образец для испытания на разрыв в виде заготовки круглого сечения, имеющей диаметр 6 мм и длину параллельной части 40 мм, изготавливается из металла, взятого в положении глубины 6 мм от наружной поверхности (первое положение наружной поверхности), в положении в центре толщины стенки, и в положении глубины 6 мм от внутренней поверхности (первое положение внутренней поверхности) сечения, перпендикулярного к осевому направлению стальной трубы для нефтяных скважин. Продольное направление этого образца для испытания является параллельным осевому направлению стальной трубы. С использованием этого образца испытание на разрыв выполняется при обычной температуре (25°C) и атмосферном давлении для того, чтобы получить предел пластической деформации YS в каждом положении. В толстостенной стальной трубе для нефтяных скважин в соответствии с настоящим вариантом осуществления предел пластической деформации YS составляет 827 МПа или больше в любом положении, как описано выше. Кроме того, разность между максимальным значением и минимальным значением предела пластической деформации YS в вышеописанных трех положениях определяется как разность предела пластической деформации ΔYS (МПа). В толстостенной стальной трубе для нефтяных скважин в соответствии с настоящим вариантом осуществления разность предела пластической деформации ΔYS составляет 45 МПа или меньше, как описано выше.
[0078]
Следует отметить, что верхняя граница предела пластической деформации особенно не ограничивается. Однако в случае вышеописанного химического состава верхняя граница предела пластической деформации предпочтительно составляет 930 МПа.
[0079]
[Способ производства]
Далее будет описан один пример способа производства вышеописанной толстостенной стальной трубы для нефтяных скважин. В этом примере описание будет сделано для способа производства бесшовной стальной трубы. Этот способ производства бесшовной стальной трубы включает в себя стадию изготовления трубы, стадию закалки и стадию отпуска.
[0080]
[Стадия изготовления трубы]
Сталь, имеющая вышеописанный химический состав, плавится и очищается с помощью какого-либо известного способа. Затем расплавленная сталь формуется в литой материал с помощью процесса непрерывной разливки. Примеры такого литого материала включают в себя сляб, блюм и заготовку. Альтернативно расплавленная сталь может быть сформована в слиток металла с помощью процесса изготовления слитка металла.
[0081]
Сляб, блюм или слиток металла подвергаются горячей обработке для того, чтобы сформировать круглую заготовку. Круглая заготовка может быть сформирована с помощью горячей прокатки или горячей ковки.
[0082]
Эта заготовка подвергается горячей обработке для того, чтобы произвести полую гильзу. Сначала заготовка нагревается в нагревательной печи. Заготовка, извлеченная от нагревательной печи, подвергается горячей обработке для того, чтобы произвести полую гильзу (бесшовную стальную трубу). Например, косая геликоидальная прокатка труб на прошивном стане (процесс Маннесмана) выполняется в качестве горячей обработки для того, чтобы произвести полую гильзу. В этом случае круглая заготовка прошивается и прокатывается на прошивном стане. Прошитая и прокатанная круглая заготовка дополнительно подвергается горячей прокатке на стане для прокатки на оправке, на обжимном стане и на калибровочном стане и т.д. для того, чтобы сформировать полую гильзу. Полая гильза может быть произведена из заготовки с помощью другого способа горячей обработки. Например, в случае короткой толстостенной стальной трубы для нефтяных скважин, такой как соединение, полая гильза может быть произведена с помощью ковки.
[0083]
С помощью вышеописанных стадий производится стальная труба, имеющая толщину стенки 40 мм или больше. Хотя верхний предел толщины стенки особенно не ограничивается, предпочтительно он составляет 65 мм или меньше с точки зрения управления скоростью охлаждения на стадии закалки, которая будет описана позже. Наружный диаметр стальной трубы особенно не ограничивается. Наружный диаметр стальной трубы составляет, например, от 250 до 500 мм.
[0084]
Стальная труба, произведенная с помощью горячей обработки, может быть охлаждена воздухом (в состоянии сразу после прокатки). Стальная труба, произведенная с помощью горячей обработки, также может быть подвергнута прямой закалке после горячего изготовления трубы без охлаждения до обычной температуры, или может быть подвергнута закалке после выполнения вспомогательного нагревания (подогрева) после горячего изготовления трубы. Однако при выполнении прямой закалки или закалки после вспомогательного нагревания (так называемой встроенной в линию закалки) предпочтительно, чтобы охлаждение останавливалось посередине закалки, или чтобы выполнялось медленное охлаждение с целью подавления растрескивания при закалке.
[0085]
Когда прямая закалка выполняется после горячего изготовления трубы, или когда закалка выполняется после выполнения вспомогательного нагревания после горячего изготовления трубы, предпочтительно, чтобы отжиг для удаления напряжения (обработка для удаления напряжения (SR)) выполнялся после закалки и перед термической обработкой на следующей стадии с целью удаления остаточного напряжения. Далее стадия закалки будет описана подробно.
[0086]
[Стадия закалки]
Полая гильза после горячей обработки подвергается закалке. Закалка может выполняться многократно. Однако высокотемпературная закалка (закалка при температуре закалки от 925°C до 1100°C), показанная далее, выполняется по меньшей мере один раз.
[0087]
При высокотемпературной закалке выдержка выполняется при температуре закалки, составляющей от 925°C до 1100°C. Если температура закалки будет меньше чем 925°C, то нерастворенный карбид Мо не будет растворяться в достаточной степени. В результате количество N грубого карбида Мо становится больше чем 2 на 100 мкм2. В таком случае предел пластической деформации толстостенной стальной трубы для нефтяных скважин может стать меньше чем 827 МПа, а разность предела пластической деформации ΔYS в направлении толщины стенки может превысить 45 МПа. С другой стороны, когда температура закалки превышает 1100°C, стойкость к сульфидному растрескиванию под напряжением ухудшается, поскольку γ-зерна становятся грубыми. Если температура закалки при высокотемпературной закалке составляет от 925°C до 1100°C, карбид Мо растворяется в достаточной степени, и количество N грубого карбида Мо станет равным 2 или меньше на 100 мкм2. В результате закаливаемость значительно улучшается. В результате предел пластической деформации толстостенной стальной трубы для нефтяных скважин после отпуска станет равным 827 МПа или больше, а разность предела пластической деформации ΔYS в направлении толщины стенки станет равной 45 МПа или меньше. Нижний предел температуры закалки при высокотемпературной закалке составляет предпочтительно 930°C, более предпочтительно 940°C, и еще более предпочтительно 950°C. Верхний предел температуры закалки предпочтительно составляет 1050°C.
[0088]
Продолжительность выдержки при высокотемпературной закалке предпочтительно составляет 15 мин или больше. Если продолжительность выдержки составляет 15 мин или больше, растворение карбида Мо становится более вероятным. Нижний предел продолжительности выдержки предпочтительно составляет 20 мин. Верхний предел продолжительности выдержки предпочтительно составляет 90 мин. Даже когда температура нагрева составляет 1000°C или больше, если продолжительность выдержки составляет 90 мин или меньше, огрубление γ-зерен подавляется, и стойкость к сульфидному растрескиванию под напряжением еще больше улучшается. Однако даже если продолжительность выдержки превышает 90 мин, может быть получен определенный уровень стойкости к сульфидному растрескиванию под напряжением.
[0089]
Когда закалка выполняется многократно, первая закалка предпочтительно является высокотемпературной закалкой. В этом случае карбид Мо растворяется в достаточной степени при первой высокотемпературной закалке. В результате, даже если температура закалки на последующей стадии закалки является низкой и составляет меньше чем 925°C, может быть получена высокая закаливаемость. В результате возможно дополнительно увеличить предел текучести.
[0090]
Кроме того, при охлаждении окончательной закалки, если закалка выполняется однократно или многократно, предпочтительно, чтобы скорость охлаждения составляла от 0,5°C/s до 5°C/s в диапазоне температур от 500°C до 100°C в положении, в котором скорость охлаждения становится минимальной (в дальнейшем называемом точкой самого медленного охлаждения), из всех положений в направлении толщины стенки. Когда вышеописанная скорость охлаждения составляет меньше чем 0,5°C/s, доля мартенсита может стать недостаточной. С другой стороны, когда вышеописанная скорость охлаждения составляет больше чем 5°C/s, может происходить растрескивание при закалке. Когда вышеописанная скорость охлаждения составляет от 0,5°C/s до 5°C/s, доля мартенсита в стали увеличивается в достаточной степени, что приводит к увеличению предела пластической деформации. Средства охлаждения особенно не ограничиваются. Например, охлаждение водяным туманом может быть выполнено для наружной поверхности или для внешней и внутренней поверхностей стальной трубы, либо охлаждение может быть выполнено путем использования некоторой среды, которая имеет более низкую способность к теплообмену, чем вода, такой как масло или полимер.
[0091]
Предпочтительно принудительное охлаждение с вышеописанной скоростью охлаждения начинается до того, как температура в положении самого медленного охлаждения стального материала станет равной 600°C или меньше. В этом случае увеличение предела пластической деформации становится более вероятным.
[0092]
[Твердость (HRC) после закалки и перед отпуском]
Когда вышеописанная толстостенная стальная труба для нефтяных скважин представляет собой соединение, как определено Спецификацией API 5CT, твердость по Роквеллу (HRC) стальной трубы после закалки и перед отпуском (то есть материала в состоянии сразу после закалки) предпочтительно составляет не меньше чем HRCmin, определяемое в соответствии с Формулой (1) на всей площади стальной трубы.
HRCmin=58 × C+27 (1)
где «C» в Формуле (1) означает содержание C (мас.%).
[0093]
Если скорость охлаждения в диапазоне температур от 500°C до 100°C в вышеописанном положении самого медленного охлаждения будет меньше чем 0,5°C/s, то твердость по Роквеллу (HRC) станет меньше, чем HRCmin в соответствии с Формулой (1). Если скорость охлаждения будет составлять от 0,5°C/s до 5°C/s, то твердость по Роквеллу (HRC) станет не меньше чем HRCmin в соответствии с Формулой (1). Нижний предел вышеописанной скорости охлаждения предпочтительно составляет 1,2°C/s. Верхний предел вышеописанной скорости охлаждения предпочтительно составляет 4,0°C/s.
[0094]
Как было описано выше, закалка может выполняться два или более раз. В этом случае по меньшей мере одна закалка может быть высокотемпературной закалкой. Когда закалка выполняется множество раз, как было описано выше, предпочтительно выполнять обработку для снятия напряжений после закалки и перед выполнением закалки на следующей стадии с целью удаления остаточного напряжения, образующегося при закалке.
[0095]
Когда выполняется обработка для снятия напряжений, температура обработки составляет 600°C или меньше. С помощью обработки для снятия напряжений возможно предотвратить возникновение отсроченного растрескивания после закалки. Если температура этой обработки превышает 600°C, предаустенитные зерна после окончательной закалки могут стать грубыми.
[0096]
[Стадия отпуска]
Отпуск выполняется после выполнения вышеописанной закалки. Температура отпуска составляет от 650°C до точки Ac1. Если температура отпуска будет меньше чем 650°C, то сфероидизация карбидов станет недостаточной, и стойкость к сульфидному растрескиванию под напряжением ухудшится. Нижний предел температуры отпуска предпочтительно составляет 660°C. Верхний предел температуры отпуска предпочтительно составляет 700°C. Продолжительность выдержки при температуре отпуска предпочтительно составляет от 15 до 120 мин.
Примеры
[0097]
Была произведена расплавленная сталь массой 180 кг, имеющая химические составы, показанные в Таблице 3.
[0098] [Таблица 3]
Таблица 3
[0099]
Расплавленная сталь каждой марки использовалась для того, чтобы произвести слиток металла. Этот слиток металла подвергался горячей прокатке для того, чтобы произвести стальной лист, предназначенный для использования в толстостенной стальной трубе для нефтяных скважин. Толщина (соответствующая толщине стенки) стального листа для каждого Теста показана в Таблице 4.
[0100]
[Таблица 4]
Таблица 4
+580°C 10 мин отжиг для удаления напряжений
+900°C 30 мин закалка туманом (скорость охлаждения 2°C/s)
+580°C 10 мин отжиг для удаления напряжений
+900°C 30 мин закалка туманом (скорость охлаждения 2°C/s)
+600°C 15 мин отжиг для удаления напряжений
+900°C 30 мин закалка туманом (скорость охлаждения 3°C /s)
+600°C 15 мин отжиг для удаления напряжений
+600°C 15 мин отжиг для удаления напряжений
+900°C 30 мин закалка туманом (скорость охлаждения 2°C/s)
+600°C 15 мин отжиг для удаления напряжений
+900°C 30 мин закалка туманом (скорость охлаждения 1,5°C/s)
+600°C 15 мин отжиг для удаления напряжений
+900°C 30 мин закалка туманом (скорость охлаждения 2°C/s)
+600°C 15 мин отжиг для удаления напряжений
+900°C 30 мин закалка туманом (скорость охлаждения 3°C/s)
+600°C 15 мин отжиг для удаления напряжений
+900°C 30 мин закалка туманом (скорость охлаждения 1,5°C/s)
+600°C 15 мин отжиг для удаления напряжений
+900°C 30 мин закалка туманом (скорость охлаждения 1,5°C/s)
+550°C 15 мин отжиг для удаления напряжений
+960°C 30 мин закалка туманом (скорость охлаждения 2°C/s)
+550°C 15 мин отжиг для удаления напряжений
+900°C 30 мин закалка туманом (скорость охлаждения 3°C/s)
(Скорость охлаждения 3°C/s)
(Скорость охлаждения 2,5°C/s)
(Скорость охлаждения 2,5°C/s)
(Скорость охлаждения 2°C/s)
[0101]
Термическая обработка (закалка и обработка для снятия напряжений) выполнялась при условиях термической обработки, показанных в Таблице 4, для стальных листов каждого Теста после горячей прокатки. В Таблице 4 показано, что в Тесте № 1 закалка с помощью охлаждения туманом (закалка туманом) выполнялась один раз, температура закалки была равна 950°C, продолжительность выдержки составляла 30 мин, и скорость охлаждения стального листа в диапазоне температур от 500°C до 100°C была равна 3°C/s (обозначено как «Скорость охлаждения 3°C/s» в Таблице 4).
[0102]
В Таблице 4 показано, что в Тесте № 2 закалка с помощью охлаждения туманом выполнялась при первой закалке, в который температура закалки была равна 950°C, а продолжительность выдержки составляла 30 мин. Также в Таблице 4 показано, что после этого была выполнена обработка для снятия напряжений (обозначена как «отжиг для удаления напряжений» в Таблице 4), в которой температура термической обработки была равна 580°C, а продолжительность выдержки составляла 10 мин. Это означает, что после этого была выполнена закалка туманом второй раз, и при этом температура закалки была равна 900°C, продолжительность выдержки составляла 30 мин, а скорость охлаждения составляла 2°C/s. Следует отметить, что при закалке туманом водяной туман распылялся только на одну из поверхностей (из двух поверхностей) стального листа. Затем та поверхность, на которую был распылен водяной туман, считалась наружной поверхностью стальной трубы, а поверхность с другой стороны считалась внутренней поверхностью стальной трубы.
[0103]
Скорости охлаждения, показанные в Таблице 4, являются средними скоростями охлаждения в диапазоне температур от 500°C до 100°C в положении самого медленного охлаждения стального листа для каждого Теста.
[0104]
После выполнения вышеописанной термической обработки был выполнен отпуск. При отпуске в каждом Тесте температура отпуска составляла от 680°C до 720°C, а продолжительность выдержки составляла от 10 до 120 мин.
[0105]
[Тест измерения твердости по Роквеллу после закалки и перед отпуском]
Твердость по Роквеллу измерялась, как показано ниже для стального листа (в состоянии сразу после закалки) каждого Теста после вышеописанной термической обработки (после окончательной закалки). Тест измерения твердости по Роквеллу (HRC), соответствующий японскому промышленному стандарту JIS Z2245 (2011), выполнялся в положении на глубине 1,0 мм от наружной поверхности (той поверхности, на которую распылялся водяной туман) (именуемом в дальнейшем «второе положение наружной поверхности»), в центральном положении толщины листа, соответствующем центру толщины стенки (в положении в центре толщины стенки), и в положении на глубине 1,0 мм от внутренней поверхности стального листа (поверхности, находящейся напротив той поверхности, на которую распылялся водяной туман) (именуемом в дальнейшем «второе положение внутренней поверхности»). В частности, твердость по Роквеллу (HRC) в произвольных трех местах определялась в каждом из второго положения наружной поверхности, положения в центре толщины стенки и второго положения внутренней поверхности, и их среднее значение определялось как твердость по Роквеллу (HRC) для каждого положения (второго положения наружной поверхности, положения в центре толщины стенки и второго положения внутренней поверхности).
[0106]
[Тест измерения количества N грубого карбида Mo]
Количество N (на 100 мкм2) грубого карбида Mo определялось вышеописанным способом для стального листа каждого Теста после отпуска.
[0107]
[Тест на предел пластической деформации (YS) и прочность при растяжении (TS)]
Образец для испытания на разрыв в виде прутка круглого сечения, имеющего диаметр 6 мм и параллельную часть длиной 40 мм, был изготовлен из каждого из положения на глубине 6.0 мм от наружной поверхности (той поверхности, на которую распылялся водяной туман) (первого положения наружной поверхности), положения в центре толщины стенки и положения на глубине 6.0 мм от внутренней поверхности (поверхности, находящейся напротив той поверхности, на которую распылялся водяной туман) (первого положения внутренней поверхности) стального листа каждого Теста после отпуска. Осевое направление образца для испытания на разрыв было параллельным направлению прокатки стального листа.
[0108]
Используя каждый образец в виде прутка круглого сечения, испытание на разрыв выполнялось при обычной температуре (25°C) в атмосфере для того, чтобы получить предел пластической деформации YS (МПа) и прочность при растяжении (TS) в каждом положении. Кроме того, в каждом положении определялась разность предела пластической деформации ΔYS (МПа), которая является разностью между максимальным значением и минимальным значением предела пластической деформации YS (МПа).
[0109]
[Тест стойкости к сульфидному растрескиванию под напряжением]
Образец для испытания на разрыв в виде прутка круглого сечения, имеющего диаметр 6,3 мм и параллельную часть длиной 25,4 мм, был изготовлен из материала, взятого в первом положении наружной поверхности, в положении в центре толщины стенки, и в первом положении внутренней поверхности стального листа каждого Теста после отпуска.
[0110]
Используя каждый тестовый образец, выполнялся тест стойкости к сульфидному растрескиванию под напряжением с постоянной нагрузкой, соответствующий способу А стандарта NACE-TM0177 (версия 2005 г.). В частности, тестовый образец погружался в ванну NACE-A с температурой 24°C (с парциальным давлением H2S, равным 1 бар), и погруженный тестовый образец подвергался нагрузке, соответствующей 90% от предела пластической деформации, полученного с помощью вышеописанного теста на предел пластической деформации. После истечения 720 час визуально определялось, произошло ли растрескивание в тестовом образце. Когда растрескивание не наблюдалось, считалось, что стойкость к сульфидному растрескиванию под напряжением является превосходной («NF» в Таблице 5), а когда растрескивание наблюдалось, считалось, что стойкость к сульфидному растрескиванию под напряжением является недостаточной («F» в Таблице 5).
[0111]
[Результаты теста]
Таблица 5 показывает результаты теста.
[0112] [Таблица 5]
Таблица 5
(МПа)
(МПа)
[0113]
«ΔYS» в Таблице 5 показывает разность предела пластической деформации для каждого Теста. Из Таблицы 5 видно, что в Тестах 1-14 и 17-20 химический состав был подходящим, и производственные условия (условия закалки) также были подходящими. В результате количество N грубого карбида Mo для Тестов 1-14 и 17-20 было равно 2 или меньше на 100 мкм2. В результате предел пластической деформации был равен 827 МПа или больше в любых положениях, и разность предела пластической деформации ΔYS составляла 45 МПа или меньше. Кроме того, в тесте стойкости к сульфидному растрескиванию под напряжением растрескивание не наблюдалось ни в каких положениях (в первом положении наружной поверхности, в положении в центре толщины стенки, и в первом положении внутренней поверхности), показывая тем самым превосходную стойкость к сульфидному растрескиванию под напряжением. Следует отметить, что твердость по Роквеллу перед отпуском (HRC, см. Таблицу 4) для всех Тестов 1-14 и 17-20 была больше, чем значение HRCmin, вычисленное в соответствии с вышеописанной Формулой (1).
[0114]
С другой стороны, химические составы Тестов 15 и 16 были подходящими. Однако температуры закалки в этих Тестах были меньше чем 925°C. В результате количество N грубого карбида Mo было равно 2 или больше на 100 мкм2 для обоих Тестов 15 и 16. В результате предел пластической деформации в первом положении внутренней поверхности был меньше чем 827 МПа. Кроме того, разность предела пластической деформации ΔYS превышала 45 МПа. Кроме того, было подтверждено сульфидное растрескивание под напряжением в положении в центре толщины стенки и в первом положении внутренней поверхности.
[0115]
Варианты осуществления настоящего изобретения были описаны выше. Однако вышеописанные варианты осуществления являются просто примерами осуществления настоящего изобретения. Следовательно, настоящее изобретение не будет ограничиваться вышеописанными вариантами осуществления, и может быть выполнено путем подходящей модификации вышеописанных вариантов осуществления внутри такого диапазона, который не отступает от духа настоящего изобретения.
ПЕРЕВОД ЧЕРТЕЖЕЙ
Фиг. 1
1 - твердость по Роквеллу (HRC) в направлении толщины стенки; 2 - расстояние от внутренней поверхности (мм).
Фиг. 2
1 - предел пластической деформации YS (тыс.фунтов на кв.дюйм); 2 - температура отпуска (°С); 3 - на глубине 6 мм от наружной поверхности; 4 - в центре толщины стенки; 5 - на глубине 6 мм от внутренней поверхности.
Фиг. 3
1 - твердость по Роквеллу (HRC); 2 - расстояние от охлаждаемого водой конца (мм); 3 - температура закалки 950°С; 4 - температура закалки 920°С; 5 - температура закалки 900°С; 6 - температура закалки 850°С.
Фиг. 4
1 - изображение светлого поля.
Фиг. 5
1 - твердость по Роквеллу (HRC); 2 - расстояние от охлаждаемого водой конца (мм); 3 - температура закалки 900°С, выдержка 30 мин; 4 - температура закалки 920°С, выдержка 30 мин; 5 - температура закалки 950°С, выдержка 30 мин.
Фиг. 6
1 - твердость по Роквеллу (HRC); 2 - расстояние от охлаждаемого водой конца (мм); 3 - однократная закалка, температура закалки 950°С, выдержка 30 мин; 4 - двукратная закалка, температура первой закалки 950°С, выдержка 30 мин; 5 - температура второй закалки 900°С, выдержка 30 мин.
Изобретение относится к области металлургии, а именно к толстостенной стальной трубе для нефтяных скважин, имеющей толщину стенки 40 мм или более. Изготавливают стальную трубу, имеющую следующий химический состав, мас.%: C: от 0,40 до 0,65, Si: от 0,05 до 0,50, Mn: от 0,10 до 1,0, P: 0,020 или менее, S: 0,0020 или менее, растворенный Al: от 0,005 до 0,10, Cr: больше чем 0,40 и до 2,0, Мо: больше чем 1,15 и до 5,0, Cu: 0,50 или менее, Ni: 0,50 или менее, N: 0,007 или менее, O: 0,005 или менее, V: от 0 до 0,25, Nb: от 0 до 0,10, Ti: от 0 до 0,05, Zr: от 0 до 0,10, W: от 0 до 1,5, B: от 0 до 0,005, Ca: от 0 до 0,003, Mg: от 0 до 0,003, редкоземельный металл: от 0 до 0,003, Fe и примеси – остальное. Количество карбида, имеющего диаметр эквивалентной окружности 100 нм или более и содержащего 20 мас.% или более Мо, составляет 2 или менее на 100 мкм2. Подвергают стальную трубу закалке однократно или многократно, причем температура по меньшей мере одной закалки составляет от 925°C до 1100°C, а затем осуществляют отпуск при температуре от 650°С до Ас1 с выдержкой от 15 до 120 мин. Труба имеет предел пластической деформации 827 МПа или более, разность между максимальным значением и минимальным значением предела пластической деформации в направлении толщины стенки 45 МПа или менее и высокую стойкость к сульфидному растрескиванию под напряжением. 2 н.п. ф-лы, 6 ил., 5 табл.
1. Толстостенная стальная труба для нефтяной скважины, характеризующаяся тем, что она имеет толщину стенки 40 мм или больше, а также тем, что сталь имеет следующий химический состав:
C: от 0,40 мас.% до 0,65 мас.%,
Si: от 0,05 мас.% до 0,50 мас.%,
Mn: от 0,10 мас.% до 1,0 мас.%,
P: 0,020 мас.% или меньше,
S: 0,0020 мас.% или меньше,
растворенный Al: от 0,005 мас.% до 0,10 мас.%,
Cr: больше чем 0,40 мас.% и до 2,0 мас.%,
Мо: больше чем 1,15 мас.% и до 5,0 мас.%,
Cu: 0,50 мас.% или меньше,
Ni: 0,50 мас.% или меньше,
N: 0,007 мас.% или меньше,
O: 0,005 мас.% или меньше,
V: от 0 мас.% до 0,25 мас.%,
Nb: от 0 мас.% до 0,10 мас.%,
Ti: от 0 мас.% до 0,05 мас.%,
Zr: от 0 мас.% до 0,10 мас.%,
W: от 0 мас.% до 1,5 мас.%,
B: от 0 мас.% до 0,005 мас.%,
Ca: от 0 мас.% до 0,003 мас.%,
Mg: от 0 мас.% до 0,003 мас.%, и
редкоземельный металл: от 0 мас.% до 0,003 мас.%, с остатком из Fe и примесей, в которой
количество карбида, который имеет диаметр эквивалентной окружности 100 нм или больше и содержит 20 мас.% или больше Мо, равно 2 или меньше на 100 мкм2, и при этом
толстостенная стальная труба для нефтяных скважин имеет предел пластической деформации 827 МПа или больше, и разность между максимальным значением и минимальным значением предела пластической деформации в направлении толщины стенки 45 МПа или меньше.
2. Способ производства толстостенной стальной трубы для нефтяных скважин по п.1, характеризующийся тем, что он содержит следующие стадии:
производство стальной трубы, имеющей химический состав по п. 1,
подвергание этой стальной трубы закалке однократно или многократно, причем температура по меньшей мере одной закалки составляет от 925°C до 1100°C,
а отпуск осуществляют при температуре от 650°С до Ас1 с выдержкой от 15 до 120 мин после закалки.
| EA 200870437 A1, 27.02.2009 | |||
| ВЫСОКОПРОЧНАЯ БЕСШОВНАЯ СТАЛЬНАЯ ТРУБА, ОБЛАДАЮЩАЯ ОЧЕНЬ ВЫСОКОЙ СТОЙКОСТЬЮ К СУЛЬФИДНОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ ДЛЯ НЕФТЯНЫХ СКВАЖИН И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2493268C1 |
| СТАЛЬНАЯ ТРУБА С ВЫСОКОЙ РАСШИРЯЕМОСТЬЮ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2459883C2 |
| МЕЛКОЗЕРНИСТАЯ, МАРТЕНСИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2004 |
|
RU2321670C2 |
| CA 2872854 A1, 27.12.2013. | |||

