Заявка испрашивает приоритет по американской предварительной заявке с порядковым номером 60/445740, поданной 7 февраля 2003 года, имеющей номер патентного поверенного 33045.6; по американской заявке с порядковым номером 10/431680, поданной 8 мая 2003 года, имеющей номер патентного поверенного 33045.10, и американской заявке с порядковым номером 10/706154, поданной 12 ноября 2003 года, имеющей номер патентного поверенного 330045.12, которые включены в настоящее описание посредством этой ссылки.
Область техники
Изобретение относится к мелкозернистой мартенситной нержавеющей стали на основе железа.
Краткое описание таблиц и чертежей
В таблице I приводится химический состав образцов стали.
В таблице II приведены механические свойства образцов стали.
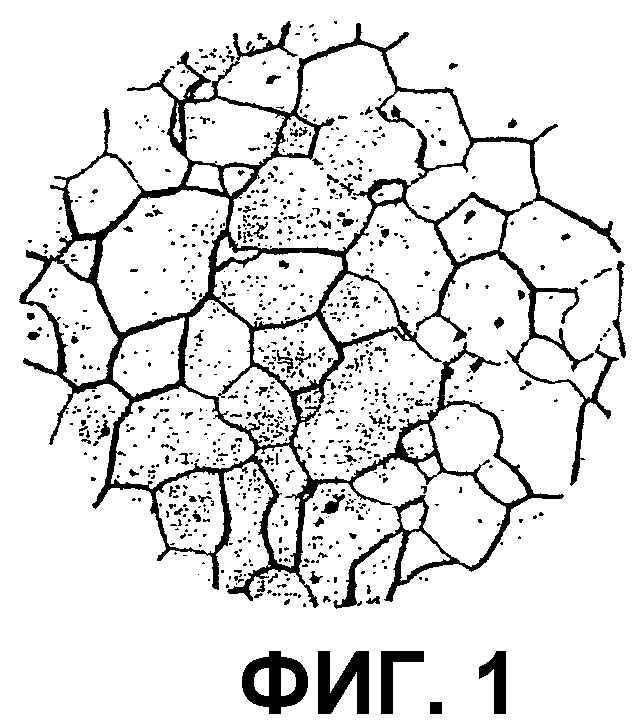
Фиг.1 показывает сравнительную микроструктуру, увеличенную в 100 раз.
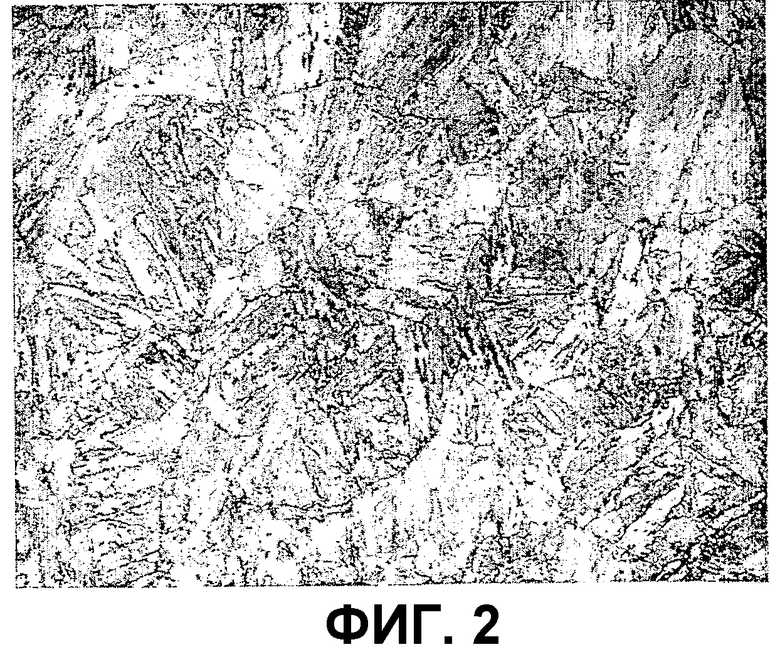
Фиг.2 показывает микроструктуру, увеличенную в 100 раз.
Фиг.3 показывает микроструктуру, увеличенную в 100 раз.
Уровень техники
Обычные мартенситные нержавеющие стали, как правило, содержат от 10,5 до 13% хрома и до 0,25% углерода. Дисперсионно-твердеющие мартенситные марки содержат до 17% хрома. Хром при растворении в твердом растворе обеспечивает коррозионную стойкость нержавеющих сталей. Многие мартенситные нержавеющие стали содержат также (i) стабилизирующие феррит элементы, такие как молибден, вольфрам, ванадий и/или ниобий, для повышения прочности; (ii) стабилизирующие аустенит элементы, такие как никель и марганец, для сведения к минимуму образования дельта-феррита и связывания серы соответственно; (iii) элементы-раскислители, такие как алюминий и кремний. Медь иногда присутствует в дисперсионно-твердеющих мартенситных нержавеющих марках.
Обычные мартенситные нержавеющие стали, как правило, подвергают горячей обработке до их чистового профиля, а затем термообработке для обеспечения выгодной комбинации механических свойств, например высокой прочности и хорошей пластичности в ограниченных пределах. Типичная термообработка обычных мартенситных сталей включает в себя выдержку стали в интервале температур между приблизительно 950°C и 1100°C и охлаждение воздухом (нормализацию), закалку в масле или закалку в воде до комнатной температуры с последующим отпуском стали, как правило, в интервале между 550°C и 750°C. Закалка с последующим отпуском в обычных мартенситных нержавеющих сталях приводит к выделению почти всего углерода в виде обогащенных хромом карбидов (т.е. М23С6) и других карбидов (т.е. М6С), которые обычно выделяются на границах пластинчатого мартенсита и границах зерен остаточного аустенита в объемноцентрированной кубической или объемноцентрированной тетрагональной ферритовой матрице. («М» представляет собой комбинацию атомов различных металлов, таких как хром, молибден и железо.)
В 12-13%-ных хромистых сталях приблизительно 18 из 23 атомов металла в частицах М23С6 являются атомами хрома. Таким образом, для каждых 6 атомов углерода, которые выделяются в частицы М23С6, выделяются также приблизительно 18 атомов хрома (атомное отношение углерода к хрому - 1:3). Объем фракции частиц М23С6, как правило, пропорционален содержанию углерода. Поэтому в 12%-ных хромистых сталях с 0,21 мас.% углерода (которое равно приблизительно 1% атом. углерода), примерно 3 мас.% хрома (˜3% атом.) выделяются в качестве частиц М23С6, оставляя в среднем примерно 9 мас.% хрома, растворенного в твердом растворе матрицы. Если этот материал подвергали отпуску при относительно высокой температуре, то хром, остающийся в твердом растворе (˜9 мас.%), равномерно распределится в матрице благодаря термической атомной диффузии. Однако если температура нагрева при отпуске является относительно низкой и диффузия является медленной, то области, окружающие включения М23С6, будут содержать меньше хрома, чем области, более удаленные от частиц. Такое гетерогенное распределение хрома в твердом растворе известно как сенсибилизация и может вызвать ускоренную локализованную коррозию в обедненных хромом участках, непосредственно окружающих частицы М23С6. Для предотвращения сенсибилизации обычных 12%-ных хромистых сталей с относительно высокими содержаниями углерода используют высокие температуры нагрева при отпуске. Однако предел текучести (остаточная деформация 0,2%) обычных мартенситных сталей уменьшается после закалки с последующим отпуском при высоких температурах - до менее 760 МПа.
Были разработаны некоторые мартенситные стали с низкими уровнями содержания углерода (менее 0,02 мас.%) и с относительно высокими количествами никеля и других, упрочняющих твердый раствор элементов, таких как молибден. Хотя такие низкоуглеродистые мартенситные нержавеющие стали обычно не склонны к сенсибилизации, они могут после термической обработки иметь предел текучести только до примерно 900 МПа. Кроме того, стоимость этих сталей относительно высока, в основном из-за больших количеств в них дорогих никеля и молибдена.
Патент США №5310341, выданный автору настоящего изобретения, раскрывает - коррозионно-стойкую, дисперсионно-твердеющую мартенситную сталь на основе железа, по существу свободную от дельта-феррита, для использования при высоких температурах, имеющую состав в мас.%: 0,05-0,1 C; 8-12 Cr; 1-5 Co; 0,5-2,0 Ni; 0,41-1,0 Mo; 0,1-0,5 Ti и остальное - железо. Эта сталь отличается от других коррозионно-стойких мартенситных сталей, потому что ее микроструктура состоит из равномерно распределенных мелких частиц, которые очень тесно расположены и которые не укрупняются при высоких температурах. Таким образом, при высоких температурах эта сталь сочетает превосходный предел текучести дисперсионно-твердеющих сталей с технологичностью, предоставляемой дисперсионно-упрочняемыми сталями. Патент США №5310431 включен полностью в настоящее описание посредством этой ссылки
Подробное описание
Последующее описание относится к мелкозернистой мартенситной нержавеющей стали на основе железа, произведенной с использованием термомеханической обработки и упрочненной с относительно равномерным распределением коррозионно-стойких включений типа МХ. В одном варианте осуществления номинальным составом является ( мас.%): 0,05<С<0,15; 7,5<Cr<15; 1<Ni<7; Co<10, Cu<5; Mn<5; Si<1,5; (Mo+W)<4; 0,01<Ti<0,75; 0,135<(1,17 Ti + 0,6 Nb + 0,6 Zr + 0,31 Та + 0,31 Hf)<1; V<2; N<0,1; Al<0,2; (Al+Si+Ti)>0,01; при этом остальное может составлять железо и примеси.
В одном варианте осуществления предусмотрен сплав на основе железа, содержащий более 7,5% и менее 15% хрома, в другом варианте осуществления - содержащий 10,5-13% хрома, который после термомеханической обработки согласно настоящему изобретению имеет мелкие зерна и превосходную комбинацию способностей к растяжению и ударной вязкости. Считается, что механические свойства стали согласно настоящему изобретению в значительной степени обусловлены размером мелких зерен и также сопротивлением укрупнению маленьких вторичных МХ-частиц. Эти особенности микроструктуры являются результатом комбинации химического состава сплава и режима термомеханической обработки. Соответствующие составы сплава и режимы термомеханической обработки выбраны таким образом, что растворенные элементы внедрения (главным образом углерод) находились в форме вторичных МХ-частиц.
Следует понимать, что в металлургических терминах, что для признака «МХ-частица» М - представляет собой атомы металла, Х - представляет собой элементы внедрения, т.е. углерод и/или азот, и что МХ-частица может быть частицей карбида, нитрида или карбонитрида. Обычно имеется два типа МХ-частиц: первичные (большие или крупные) МХ-частицы и вторичные (маленькие или мелкие) МХ-частицы. Первичные МХ-частицы в стали обычно имеют размер более примерно 0,5 мкм (500 нм) и вторичные МХ-частицы (маленькие или мелкие) МХ-частицы обычно имеют размер менее примерно 0,2 мкм (200 нм). Условия, при которых атомы различных металлов образуют МХ-частицы, изменяются в зависимости от состава легированных сталей.
Согласно настоящему изобретению маленькие вторичные МХ-частицы могут образоваться в том случае, когда М=Ti, Nb, V, Та, Hf и/или Zr, а X=С и/или N. В одном варианте осуществления МХ-частицы содержат Ti. Одним преимуществом добавления относительно большого количества титана к стали (в сравнении с другими сильными карбидообразующими элементами) является то, что сера может поглощаться лучше в форме частиц карбосульфида титана (Ti4C2S2), чем сульфида марганца (MnS) или сульфидных частиц других типов. Так как известно, что карбосульфиды титана имеют более высокое сопротивление растворению в определенных водных средах, чем другие сульфиды, и так как растворение частиц некоторых сульфидов, расположенных на поверхности, приводит к точечной коррозии, то устойчивость стали к точечной коррозии согласно этому варианту осуществления может быть повышена, если включения серы присутствуют в качестве карбосульфидов титана.
В следующем варианте осуществления титан используют в качестве легирующего элемента из-за его относительно низкой стоимости по сравнению с другими легирующими элементами, такими как ниобий, ванадий, тантал, цирконий и гафний.
В одном варианте осуществления титан используют в качестве легирующего элемента, так как частицы карбида титана обладают бóльшей термодинамической стабильностью, чем некоторые другие типы карбидных частиц, и поэтому могут быть более эффективными для закрепления зерен при высоких температурах горячей обработки, что, в конечном счете, приводит к лучшим механическим свойствам.
В другом варианте осуществления рекристаллизация и выделение мелких МХ-частиц происходят, как правило, одновременно или почти в то же время, в течение процесса термомеханической обработки. Согласно этому варианту осуществления термомеханическая обработка включает в себя выдержку стали при соответствующей температуре аустенизации для растворения большинства МХ-частиц и горячую обработку стали при температуре, при которой вторичное МХ-выделение и рекристаллизация будут иметь место при приложенной нагрузке и температуре горячей обработки, а также сбалансированном химическом составе. В этом варианте осуществления термообработку выполняют при температурах свыше примерно 1000°C, при этом деформация порядка, по меньшей мере, примерно 0,15 (15%) достигается механически.
Экспериментально было обнаружено, что при определенной температуре с возрастанием нагрузки кинетика рекристаллизации также возрастает (если нагрузка прикладывается при температуре, которая является достаточно высокой, чтобы предотвратить сплющивание). Если прилагают недостаточную нагрузку и/или горячая деформация не проводится при достаточно высокой температуре, то выделение МХ-частиц все еще может иметь место, но может не быть полной рекристаллизации. Было найдено, что рост зерна в течение и после последующей горячей обработки может быть также ограничен путем обеспечения достаточно высокой объемной доли и плотности выделившихся мелких МХ-включений к тому времени или примерно в то же время, когда начинается рекристаллизация. Зерна рекристаллизуются в маленькие, равноосные зерна, и мелкие вторичные МХ-включения препятствуют последующему росту зерна для сохранения в значительной степени маленьких равноосных зерен в конечном продукте. В одном варианте осуществления размер мелкого зерна, который соответствует номеру 5 или более в шкале размеров зерна по ASTM, обеспечивает хорошие механические свойства получающейся стали и может быть получен согласно настоящему изобретению.
Может быть разработан химический состав стали для получения при термомеханической обработке высокой объемной доли и плотности мелких МХ-частиц в качестве включений в стали. Включения, которые образуются в течение и после горячей обработки, являются вторичными включениями, тогда как большие нерастворившиеся первичные частицы могут присутствовать в течение аустенизации. Маленькие вторичные включения могут быть более эффективными, чем большие первичные частицы, в закреплении в зернах и в препятствии росту зерен.
В одном варианте осуществления частицы второй фазы могут быть использованы для упрочнения стали, при этом частицы являются частицами МХ-типа (кристаллическая структура типа NaCI) вместо карбидов, обогащенных хромом, таких как М23С6 и М6С.
В другом варианте осуществления вторичные МХ-частицы обычно выделяются на дислокациях и приводят к относительно однородной дисперсии включений. В этом варианте осуществления дисперсии включений являются относительно однородными.
В другом варианте осуществления маленькие МХ-частицы ограничивают рост вновь образовавшихся (рекристаллизованных) зерен в течение термомеханической обработки. В стали согласно настоящему изобретению наличие относительно большой объемной доли и плотности мелких МХ-частиц в микроструктуре (благодаря горячей обработке) затрудняет рост рекристаллизованных зерен даже при высоких температурах горячей обработки и, следовательно, способствует формированию мелкозернистой структуры, сохраняющейся до комнатной температуры. Этот вариант осуществления предусматривает контролируемую термомеханическую обработку в сочетании со специально разработанным составом мартенситной нержавеющей стали для ограничения роста зерна и улучшения пластичности.
В другом варианте осуществления сталь согласно настоящему изобретению (после надлежащей термомеханической обработки) может быть впоследствии аустенизирована при относительно высоких температурах выдержки без результирующего чрезмерного роста зерна. В этом варианте осуществления МХ-частицы значительно не укрупняются или растворяются при средних температурах (вплоть до 1150°C).
Предел ползучести в сталях обычно снижается с уменьшением размера зерна. Поэтому в одном варианте осуществления предел ползучести стали согласно настоящему изобретению благодаря мелкому зерну не предполагается таким же высоким, как должен быть, если бы размер зерна был бóльшим. В этом варианте осуществления не предполагается, что сталь согласно настоящему изобретению является особенно стойкой к ползучести при температурах обычного режима ползучести, то есть при температурах (Т) выше половины абсолютной температуры плавления (Tm) стали (T/Tm>0,5).
В другом варианте осуществления сталь согласно настоящему изобретению может быть использована в таких промышленных применениях, как трубы, бруски, листы, проволока, другой продукции для нефтяной и газовой промышленности, так же как и другие продукты, которые требуют сочетания превосходных механических свойств и хорошей коррозионной стойкости.
Неожиданно было обнаружено, что посредством применяемой надлежащим образом термомеханической обработки (ТМО) мартенситной нержавеющей стали, имеющей тщательно сбалансированный состав, создается мелкозернистая структура, которая показывает хорошие способности к растяжению при комнатной температуре, высокую ударную вязкость при низких температурах и хорошую коррозионную стойкость при повышенных температурах.
В одном варианте осуществления химический состав мартенситной нержавеющей стали может быть сбалансирован так, чтобы выполнить одно или более из следующего: (I) - обеспечить соответствующую коррозионную стойкость, (II) - предотвратить или минимизировать образование дельта-феррита при высоких температурах аустенизации, (III) - предотвратить или минимизировать наличие остаточного аустенита при комнатной температуре, (IV) - содержать достаточные количества углерода и сильных карбидообразующих элементов для выделения в качестве частиц МХ-типа, (V) - быть достаточно раскисленным и/или (VI) - иметь относительную чистоту (сведение к минимуму примесей). Термомеханическая обработка согласно изобретению может быть применена относительно равномерно ко всему изделию при достаточно высоких температурах и при достаточно высоких истинных деформациях таким образом, чтобы достигалось: (I) рекристаллизация большей части микроструктуры с образованием в результате маленьких одноосных зерен или (II) повышение плотности дислокаций, тем самым обеспечивая центры зародышеобразования МХ-частицы.
В одном варианте осуществления соответствующие разработка химического состава стали и термомеханическая обработка более детально будут объяснены ниже:
Выбор элементов из следующих шести групп способствует желаемым результатам:
1. Сильные карбидо-/нитридообразующие элементы (Ti, Nb, V, Hf, Zr и Та)
В этом варианте осуществления желательно выделить фазу внедрения растворенного вещества (углерода и азота) в качестве теромодинамически стабильных частиц и максимально увеличить их объемную долю. Не все сильные карбидо-/нитридообразующие элементы равны исходя из их стоимости, доступности, воздействию на образование неметаллических включений или термодинамическую стабильность их соответствующих карбидов, нитридов и/или карбонитридов. Задаваясь этими соображениями, было найдено, что карбид титана является предпочтительной частицей для использования в стали этого варианта осуществления. Однако так как титан также образует нежелательные первичные частицы нитрида титана, то были сделаны попытки обеспечить химический состав сплава, который ограничивает образование нитридов.
Подобно титану - Nb, Та, Zr и Hf также образуют карбиды и нитриды с высокой термодинамической стабильностью и поэтому, если используются в соответствующих количествах, то могут быть использованы по одиночке или в комбинации с Ti без отклонения от определенных аспектов этого варианта осуществления. Нитриды ванадия также имеют относительно высокую термодинамическую стабильность, но карбиды ванадия - не имеют. По существу, частицы нитрида ванадия также могут быть использованы без отклонения от определенных аспектов этого варианта осуществления. Однако V, Та, Zr, Hf и Nb обычно не являются такими желательными, как Ti, потому что они более дорогие, чем Ti. К тому же ниобий, тантал, цирконий, ванадий и гафний не могут связывать серу во включение, как это делает титан в форме Ti4C2S2. В другом варианте осуществления могут быть использованы комбинации одного или более из упомянутых различных сильных карбидообразующих элементов для образования вторичных МХ-частиц.
Часть термомеханической обработки включает выдержку сплава при повышенной температуре перед механической деформацией сплава в горячем состоянии. Имеются две задачи в течение выдержки перед такой горячей обработкой: (I) - большинство сильных карбидо-/нитридообразующих элементов должны раствориться в твердом растворе и (II) - температура должна быть достаточно высокой по всему материалу для того, чтобы облегчить рекристаллизацию микроструктуры в течение горячей обработки. В одном варианте осуществления температура выдержки должна быть температурой растворения МХ-частиц, которая зависит от количеств М (атомов сильного карбидообразующего металла) и Х (атомов С и/или N) в массе металла или, например, находиться в пределах примерно 20°C от температуры растворения МХ-частиц. Количество не растворившихся первичных МХ-частиц должно быть минимизировано для получения наилучших механических свойств. Такая минимизация должна быть учтена при разработке химического состава сплава. Сталь следует выдерживать при температуре выдержки в течение периода времени, достаточного, чтобы привести к гомогенному распределению сильного карбидообразующего элемента(ов), например - примерно 1 час. Желательная атомная стехиометрия между сильными карбидообразующими элементами и растворенными элементами внедрения (углерод и азот) должна быть приблизительно 1:1, чтобы способствовать образованию МХ-частиц. В этом варианте осуществления химический состав разработан так, чтобы минимизировать образование нитридов (путем ограничения азота) без чрезмерных затрат, например, менее 0,1 мас.% в растворе.
В одном варианте осуществления для достижения желательных уровня прочности и объемной доли вторичных МХ-частиц общее количество Ti и других сильных карбидообразующих элементов (циркония, ниобия, тантала и гафния) должно находиться в пределах от примерно 0,135% атом. до менее примерно 1,0% атом. Это количество сильных карбидообразующих элементов Ti, Nb, Zr, Та и Hf является достаточным, чтобы эффективно скрепить вновь образованные зерна после рекристаллизации. Металлургический термин «скрепление» используется для описания явления, в соответствии с которым частицы на границе зерна уменьшают энергию системы частица/матрица/граница, чтобы противостоять миграции границы зерна и таким образом затруднить рост зерна. Довольно значительная объемная доля МХ-частиц будет замедлять кинетику роста зерна в течение и после рекристаллизации. Это количество сильных карбидообразующих элементов Ti, Nb, Zr, Та и Hf приводит к оптимальным механическим свойствам. В другом варианте осуществления титан присутствует от примерно 0,01 мас.% до менее примерно 0,75 мас.%, например, чтобы способствовать связыванию серы в соединения Ti4C2S2, но минимизировать образование первичных МХ частиц.
В другом варианте осуществления атомные проценты титана, ниобия, циркония, тантала и гафния могут быть определены умножением массовых процентов каждого элемента на следующие кратные числа: примерно 1,17 (Ti), примерно 0,6 (Nb), примерно 0,6 (Zr), примерно 0,31 (Та) и примерно 0,31 (Hf) соответственно.
В другом варианте осуществления, если присутствуют ванадий и ниобий (также известный как колумбий), то V следует ограничить до менее примерно 2 мас.%, например, менее примерно 0,9 мас.%, и Nb следует ограничить до менее примерно 1,7 мас.%, например, менее примерно 1 мас.%, для предотвращения образования дельта-феррита.
2. Элементы внедрения (С и N).
В другом варианте осуществления количество углерода и азота зависит от количества присутствующих сильных карбидо- (и нитридо-) образующих элементов и должно почти соответствовать атомной стехиометрии М:Х - 1:1. Из-за присутствия титана, циркония, ниобия, гафния и/или тантала содержание азота следует сохранять относительно низким для минимизации образования первичных нитридных частиц (включений), существенно не растворяются даже при очень высоких температурах выдержки. Одним походящим методом ограничения содержания азота является применение вакуумно-индукционной плавки. При использовании вакуумно-индукционной плавки содержание азота может быть ограничено до менее примерно 0,02 мас.% В другом варианте осуществления сталь может быть расплавлена в дуговой электропечи с использованием воздуха. Так как растворимость азота в расплавленной стали увеличивается с повышением содержания хрома, открытая (воздушная) плавка может привести к содержанию азота примерно 0,05 мас.% или выше. В другом варианте осуществления уровни содержания азота составляют менее примерно 0,1 мас.%, например, менее примерно 0,065 мас.% В другом варианте осуществления должно присутствовать, по меньшей мере, примерно 0,05 мас.% углерода и менее примерно 0,15 мас.%, например, чтобы достигнуть желательной объемной доли вторичных МХ-частиц (преимущественно - МС-частиц). В этом варианте осуществления содержание азота при необходимости ограничивают до менее примерно 0,1 мас.%.
3. Элементы (Ni, Mn, Co и Cu), не образующие карбиды и стабилизирующие аустенит и элементы (Si, Mo и W), стабилизирующие феррит.
В одном варианте осуществления в стали присутствуют достаточные количества элементов, стабилизирующих аустенит, для сохранения полностью аустенитной структуры в течение выдержки (аустенизации), таким образом минимизируя или предотвращая одновременное присутствие дельта-феррита.
В одном варианте осуществления никель является первичным, не образующим включения, аустенит стабилизирующим элементом, добавляемым для минимизации образования дельта-феррита, тогда как марганец может необязательно присутствовать в качестве вторичного, не образующего включения стабилизирующего аустенит элемента. (В обычных сталях Mn может также связывать серу.) Как никель, так и марганец могут служить для уменьшения температуры Ас1. Элементы, стабилизирующие феррит, такие как молибден, вольфрам и кремний, при необходимости могут также присутствовать в стали и служат для повышения температуры Ас1 и/или увеличения прочности путем упрочнения твердого раствора. В одном варианте осуществления молибден повышает сопротивляемость стали точечной коррозии в определенных средах, в то время как в другом варианте осуществления кремний улучшает коррозионную стойкость и является сильным раскислителем.
Температура Ас1 (также известная как нижняя критическая температура) является температурой, при которой сталь с мартенситной, бейнитной или ферритной структурой (объемноцентрированной кубической или объемноцентрированной тетрагональной) начинает трансформироваться в аустенит (гранецентрированная кубическая) при нагревании от комнатной температуры. Обычно температура Ас1 определяет наивысшую температуру, при которой мартенситная сталь может быть эффективно подвергнута отпуску (без формирования аустенита, который мог бы затем трансформироваться в мартенсит при охлаждении до комнатной температуры). Элементы, стабилизирующие аустенит, обычно понижают температуру Ас1, в то время как элементы, стабилизирующие феррит, в основном ее повышают. Так как имеются определенные обстоятельства, в которых было бы желательно подвергнуть сталь отпуску при относительно высокой температуре (в течение термической обработки после сварки, например, когда прочность сварного изделия ограничена), то в одном варианте осуществления температуру Ас1 поддерживают относительно высокой.
В другом варианте осуществления создают микроструктуру, которая имеет минимальное количество или свободна от дельта-феррита. Чтобы минимизировать присутствие дельта-феррита, должно выполняться следующее соотношение:
NI>CR-7,
где NI = никелевый эквивалент = Ni + 0,11 Mn - 0,0086 Mn2 + 0,41 Co + 0,44 Cu + 18,4 N + 24,5 C (в котором N и С - концентрации в растворе при температуре аустенизации), и CR = хромовый эквивалент = Cr + 1,21 Mo + 2,27 V + 0,72 W + 2,2 Ti + 0,14 Nb + 0,21 Ta + 2,48 Al, где количества всех элементов выражены в массовых процентах.
Температуру Ас1 и присутствие дельта-феррита первоначально определяют по балансу в стали элементов, стабилизирующих феррит, и элементов, стабилизирующих аустенит, и который можно подсчитать, как изложено ниже:
Aс1(°C)=760-5Co-30N-25Mn+10W+25Si+25Mo+50V,
где количества всех элементов выражены в массовых процентах.
В другом варианте осуществления соблюдается общий баланс между элементами, стабилизирующими аустенит, и элементами, стабилизирующими феррит, и также установлены пределы по индивидуальным элементам, как изложено ниже, для поддержания относительно высокой температуры Ас1, в то время как образование дельта-феррита минимизировано или предотвращено.
В одном варианте осуществления для предотвращения образования дельта-феррита и ограничения температуры Ас1 от излишнего снижения предусмотрено, по меньшей мере, от более примерно 1 мас.% до примерно 7 мас.% никеля, например, по меньшей мере, от более примерно 1,5 мас.% до примерно 5 мас.% В другом варианте осуществления, по меньшей мере, от более примерно 1 мас.% до примерно 5 мас.% марганца присутствует для предотвращения излишнего снижения температуры Ас1. Понятно, что более низкие уровни содержания никеля, бóльшие количества марганца или другого элемента(ов) или элементов, стабилизирующих аустенит, будут необходимы для поддержания полностью аустенитной структуры при высоких температурах аустенизации. Вместе с тем, если присутствуют относительно большие количества элементов, стабилизирующих феррит (например, молибден), то концентрацию никеля необходимо устанавливать в точно заданном верхнем интервале концентраций (т.е. 5-7%) для поддержания полностью аустенитной структуры (и минимизации образования дельта-феррита) при высоких температурах выдержки.
В одном варианте осуществления концентрация кобальта составляет менее чем 10 мас.%, например, менее примерно 4 мас.%, для минимизации стоимости и поддержания температуры Ас1 как можно более высокой. В другом варианте осуществления концентрацию меди ограничивают до менее примерно 5 мас.%, например, менее примерно 1,2 мас.% для минимизации стоимости и поддержания температуры Ас1 как можно более высокой.
В другом варианте осуществления излишнее добавление элементов, стабилизирующих феррит, способствовало бы образованию дельта-феррита и, следовательно, ухудшению механических свойств и поэтому сумму концентраций молибдена и вольфрама ограничивают до менее примерно 4 мас.%, в то время как кремний ограничивают до менее примерно 1,5 мас.%, например, менее примерно 1 мас.%
4. Коррозионная стойкость (Cr)
Для хорошей сопротивляемости атмосферной коррозии и коррозии из-за диоксида углерода (CO2), растворенного в водных растворах (углекислота), сталь должна содержать соответствующее количество хрома. Обычная коррозионная стойкость типично пропорциональна уровню содержания хрома в стали. Минимальное содержание хрома более примерно 7,5 мас.% является желательным для достаточной коррозионной стойкости. Однако для сохранения структуры, свободной от дельта-феррита при температурах выдержки, хром следует ограничивать 15 мас.%
5. Модификаторы примесей (Al, Si, Ce, Ca, Y, Mq, La, Be, B, Sc)
Для связывания кислорода следует добавлять соответствующие количества элементов, включая алюминий и кремний. Хотя титан может быть также использован для связывания кислорода, его применение было бы относительно дорогим, если бы его использовали вместо алюминия и/или кремния. Однако использование титана в качестве легирующего элемента в сплаве согласно настоящему изобретению делает применение алюминия желательным для связывания кислорода. Редкоземельные элементы церий и лантан также могут быть добавлены, но это не требуется. Поэтому сумма алюминия, кремния и титана должна быть, по меньшей мере, 0,01 мас.% Общее количество алюминия должно быть ограничено до менее 0,2 мас.%, в то время как церий, кальций, иттрий, магний, лантан, бор, скандий и бериллий должны быть ограничены каждый до менее 0,1 мас.%, в противном случае ухудшатся механические свойства.
6. Примеси (S, P, Sn, Sb, Pb, O)
В одном варианте осуществления для сохранения соответствующей пластичности и хорошей комбинации механических свойств серу ограничивают до менее примерно 0,05 мас.%, например, менее примерно 0,03 мас.% В другом варианте осуществления фосфор ограничивают до менее примерно 0,1 мас.% В другом варианте осуществления все другие примеси, включая олово, сурьму, свинец и кислород, должны быть ограничены каждый до менее примерно 0,1 мас.%, например, до менее примерно 0,05 мас.%
Термомеханическая обработка
Целью термомеханической обработки является обеспечения рекристаллизации микроструктуры в течение горячей обработки и выделения равномерно распределенных мелких МХ-частиц, для того чтобы скрепить границы вновь рекристаллизованных зерен так, что после охлаждения до комнатной температуры формировалась мелкозернистая равноосная микроструктура. В одном варианте осуществления для того, чтобы успешно осуществить термомеханическую обработку, скорость рекристаллизации должна быть достаточно высокой исходя из того, что в течение процесса горячей обработки имеет место полная или почти полная рекристаллизация. Обычно скорость рекристаллизации является более высокой при более высоких температурах, чем при более низких температурах. Если рекристаллизация является относительно медленной для заданной степени горячей обработки, которой подвергается сталь, то последующее строение зерна может быть «сплющенным» (большое соотношение геометрических размеров зерен) и механические свойства могут быть ухудшены. В одном варианте осуществления целью термомеханической обработки не является повышение предела ползучести. При получении после рекристаллизации мелких равноосных зерен следует предотвращать или значительно замедлить рост маленьких зерен при охлаждении до комнатной температуры.
В одном варианте осуществления сталь приобретает мелкозернистую структуру за счет выделения мелких МХ-частиц в течение горячей обработки. За счет этого структура с мелким равноосным зерном, образовавшаяся в течение горячей обработки, обычно сохраняется до более низких температур. Таким образом, в этом варианте осуществления комбинация химического состава, который обеспечивает выделение мелких МХ-частиц, и термомеханической обработки объединены единственным образом для создания мелкозернистой структуры мартенситной нержавеющей стали. Так как МХ-частицы являются стойкими к укрупнению, то после охлаждения стали до комнатной температуры ее можно повторно нагревать (аустенизировать) до температур вплоть до примерно 1150°C без существенного роста зерна. После того как мелкозернистая структура была создана путем термомеханической обработки, сталь согласно этому варианту осуществления сохраняет комбинацию ее способностей к растяжению и пластичность даже после повторной аустенизации при относительно высоких температурах и затем закалки с последующим отпуском.
Дополнительные детали другого варианта осуществления термомеханической обработки согласно одному аспекту настоящего изобретению описаны ниже.
Было найдено, что кинетика рекристаллизации для данного сплава главным образом определяется тремя параметрами горячей обработки: температурой деформации, исходным размером аустенитного зерна и истинным напряжением деформации. Было найдено, что другие факторы, например скорость деформации, имеют меньшее влияние. В стали согласно этому варианту осуществления исходный размер аустенитного зерна главным образом определяется температурой выдержки и временем выдержки и количеством присутствующих сильных карбидо- и нитридообразующих элементов.
Если обычные мартенситные нержавеющие стали подвергают горячей обработке при довольно высокой температуре и довольно большом истинном напряжении, то будет иметь место рекристаллизация. (Если температура является недостаточно высокой или напряжение является недостаточно большим или исходный размер зерна слишком большой, то затем в результате происходит сплющивание). Вновь образованные рекристаллизованные зерна затем растут в размере; чем выше температура горячей обработки, тем быстрее рост зерен. Было найдено, что в обычных мартенситных нержавеющих сталях рост зерна имеет место в том случае, если объемная доля и плотность мелких частиц второй фазы являются недостаточными для эффективного скрепления растущих зерен.
В этом варианте осуществления рост зерна после рекристаллизации ограничивается благодаря присутствию мелких вторичных МХ-частиц, которые выделяются в течение горячей обработки. В одном варианте осуществления температура горячей обработки составляет более примерно 1000°C. В другом варианте осуществления истинная деформация составляет более примерно 15% (0,15) для достижения рекристаллизации, протекающей в разумно необходимый выделенный интервал времени (для типичного размера исходного аустенитного зерна), и плотности дислокаций, являющей достаточно большой, чтобы способствовать выделению вторичных МХ-частиц.
В одном варианте осуществления раскрыт способ получения мелкозернистой мартенситной нержавеющей стали с хорошими механическими свойствами, который включает в себя: (I) обеспечение соответствующего количества углерода и сильного карбидообразующего элемента(ов) для обеспечения достаточной объемной доли и плотности вторичных МХ-включений для эффективного уменьшения кинетики роста вновь образованных зерен в течение и после рекристаллизации; (II) регулирование количеств, не образующих включения аустенит и феррит стабилизирующих элементов для поддержания при высоких температурах аустенитной структуры, которая трансформируется в мартенситную при комнатной температуре (без значительных количеств остаточного аустенита или дельта-феррита); (III) добавление соответствующего количества хрома для достаточной коррозионной стойкости; (IV) добавление достаточных количеств раскисляющих элементов и элементов, связывающих примеси; (V) рекристаллизация микроструктуры для создания мелкоразмерных зерен; (VI) выделение мелких МХ-частиц путем термомеханической обработки и (VII) охлаждение нержавеющей стали до комнатной температуры.
В одном варианте осуществления раскрыт мартенситный сплав, в котором номер размера зерна по ASTM составляет, по меньшей мере, 5, включающий в себя в себя ( мас.%) вплоть до примерно 0,5% C, по меньшей мере, примерно 5% Cr, по меньшей мере, примерно 0,5% Ni, вплоть до примерно 15% Co, вплоть до примерно 8% Cu, вплоть до примерно 8% Mn, вплоть до примерно 4% Si, вплоть до примерно 6% (Mo+W), вплоть до примерно 1,5% Ti, вплоть до примерно 3% V, вплоть до примерно 0,5% Al, и, по меньшей мере, примерно 40% Fe. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 0,005% (Al+Si+Ti). В другом варианте осуществления сплав включает в себя вплоть до примерно 0,3% С. В другом варианте осуществления сплав включает в себя вплоть до примерно 0,15% C. В другом варианте осуществления сплав включает в себя от примерно 0,05 до примерно 0,15% С. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 7,5% Cr. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 10% Cr. В другом варианте осуществления сплав включает в себя примерно от 7,5 до примерно 15% Cr. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 1% Ni. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 2% Ni. В другом варианте осуществления сплав включает в себя от примерно 1 до примерно 7% Ni. В другом варианте осуществления сплав включает в себя вплоть до примерно 10% Co. В другом варианте осуществления сплав включает в себя вплоть до 7,5% Co. В другом варианте осуществления сплав включает в себя вплоть до 5% Co. В другом варианте осуществления сплав включает в себя вплоть 5% Cu. В другом варианте осуществления сплав включает в себя вплоть до примерно 3% Cu. В другом варианте осуществления сплав включает в себя вплоть до примерно 1% Cu. В другом варианте осуществления сплав включает в себя вплоть до примерно 5% Mn. В другом варианте осуществления сплав включает в себя вплоть до 3% Mn. В другом варианте осуществления сплав включает в себя вплоть до примерно 1% Mn. В другом варианте осуществления сплав включает в себя вплоть до примерно 2% Si. В другом варианте осуществления сплав включает в себя вплоть до примерно 1,5% Si. В другом варианте осуществления сплав включает в себя вплоть до примерно 1% Si. В другом варианте осуществления сплав включает в себя вплоть до примерно 4% (Mo+W). В другом варианте осуществления сплав включает в себя вплоть до примерно 3% (Mo+W). В другом варианте осуществления сплав включает в себя вплоть до примерно 2% (Mo+W). В другом варианте осуществления сплав включает в себя вплоть до примерно 0,75% Ti. В другом варианте осуществления сплав включает в себя вплоть до примерно 0,5% Ti. В другом варианте осуществления сплав включает в себя от примерно 0,01 до примерно 0,75% Ti. В другом варианте осуществления сплав включает в себя вплоть до примерно 2% V. В другом варианте осуществления сплав включает в себя вплоть до примерно 1% V. В другом варианте осуществления сплав включает в себя вплоть до примерно 0,5% V. В другом варианте осуществления сплав включает в себя вплоть до примерно 0,2% Al. В другом варианте осуществления сплав включает в себя вплоть до примерно 0,1% Al. В другом варианте осуществления сплав включает в себя вплоть до примерно 0,05% Al. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 50% Fe. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 60% Fe. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 80% Fe. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 0,01% (Al+Si+Ti). В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 0,02% (Al+Si+Ti). В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 0,04% (Al+Si+Ti). В другом варианте осуществления сплав имеет номер размера зерна по ASTM, по меньшей мере, 7. В другом варианте осуществления сплав имеет номер размера зерна по ASTM, по меньшей мере, 10. В другом варианте осуществления сплав имеет номер размера зерна по ASTM, по меньшей мере, 12. В другом варианте осуществления структура сплава содержит вторичные МХ-частицы, имеющие средний размер менее примерно 400 нм. В другом варианте осуществления сплав содержит вторичные МХ-частицы, имеющие средний размер менее примерно 200 нм. В другом варианте осуществления сплав содержит вторичные МХ-частицы, имеющие средний размер менее примерно 100 нм. В другом варианте осуществления сплав содержит вторичные МХ-частицы, имеющие средний размер менее примерно 50 нм. В другом варианте осуществления сплав имеет температуру Ас1 между 500°C и 820°C. В другом варианте осуществления сплав находится в состоянии горячей обработки. В другом варианте осуществления сплав находится в состоянии прокатки. В другом варианте осуществления сплав находится в состоянии литья. В другом варианте осуществления сплав находится в состоянии ковки. В другом варианте осуществления сплав содержит менее 5% меди, менее 5% марганца, менее 1,5% кремния, менее 2% циркония, менее 4% тантала, менее 4% гафния, менее 1% ниобия, менее 2% ванадия, менее 0,1% каждого члена группы, состоящей из алюминия, церия, магния, скандия, иттрия, лантана, бериллия и бора, и менее 0,02% каждого члена и менее 0,1 общего массового процента всех членов группы, состоящей из серы, фосфора, олова, сурьмы и кислорода. В другом варианте осуществления сплав включает в себя Cr+Ni в интервале от 5,0% до 14,5%. В другом варианте осуществления сплав содержит W+Si+Mo менее 4%. В другом варианте осуществления состав сплава удовлетворяет уравнению: 0,135<1,17 Ti + 0,6 Nb + 0,6 Zr + 0,31 Ta + 0,31 Hf < 1,0. В другом варианте осуществления сплав содержит менее 40 об.% дельта-феррита.
В одном варианте осуществления используется способ производства стали, включающий в себя изготовление сплава, содержащего в мас.% вплоть до примерно 0,5% C, по меньшей мере, примерно 5% Cr, по меньшей мере, примерно 0,5% Ni, вплоть до примерно 15% Co, вплоть до примерно 8% Cu, вплоть до примерно 8% Mn, вплоть до примерно 4% Si, вплоть до примерно 6% (Mo+W), вплоть до примерно 1,5% Ti, вплоть до примерно 3% V, вплоть до примерно 0,5% Al, и, по меньшей мере, примерно 40% Fe; горячую обработку сплава при температуре более примерно 800°C для придания истинной деформации более примерно 0,075 (7,5%) и охлаждение сплава до комнатной температуры для получения мелкозернистой мартенситной микроструктуры. В другом варианте осуществления способ также включает в себя термомеханическую обработку сплава путем аустенизации при температуре, по меньшей мере, примерно 800°C. В другом варианте осуществления температура горячей обработки составляет, по меньшей мере, примерно 900°C. В другом варианте осуществления температура горячей обработки составляет, по меньшей мере, примерно 1000°C. В другом варианте осуществления температура горячей обработки составляет, по меньшей мере, примерно 1200°C. В другом варианте осуществления истинная деформация составляет более примерно 0,10 (10%). В другом варианте осуществления истинная деформация составляет более примерно 0,15 (15%). В другом варианте осуществления истинная деформация составляет более примерно 0,20 (20%). В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 0,005% (Al+Si+Ti). В другом варианте осуществления сплав включает в себя вплоть до примерно 0,3% С. В другом варианте осуществления сплав включает в себя вплоть до примерно 0,15% С. В другом варианте осуществления сплав включает в себя от примерно 0,05 до примерно 0,15% С. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 7,5% Cr. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 10% Cr. В другом варианте осуществления сплав включает в себя от примерно 7,5 до примерно 15% Cr. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 1% Ni. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 2% Ni. В другом варианте осуществления сплав включает в себя от примерно 1 до примерно 7% Ni. В другом варианте осуществления сплав включает в себя вплоть до примерно 10% Co. В другом варианте осуществления сплав включает в себя вплоть до примерно 7,5% Co. В другом варианте осуществления сплав включает в себя вплоть до примерно 5% Co. В другом варианте осуществления сплав включает в себя вплоть до примерно 5% Cu. В другом варианте осуществления сплав включает в себя вплоть до примерно 3% Cu. В другом варианте осуществления сплав включает в себя вплоть до примерно 1% Cu. В другом варианте осуществления сплав включает в себя вплоть до примерно 5% Mn. В другом варианте осуществления сплав включает в себя вплоть до примерно 3% Mn. В другом варианте осуществления сплав включает в себя вплоть до примерно 1% Mn. В другом варианте осуществления сплав включает в себя вплоть до примерно 2% Si. В другом варианте осуществления сплав включает в себя вплоть до примерно 1,5% Si. В другом варианте осуществления сплав включает в себя вплоть до примерно 1% Si. В другом варианте осуществления сплав включает в себя вплоть до примерно 4% (Mo+W). В другом варианте осуществления сплав включает в себя вплоть до примерно 3% (Mo+W). В другом варианте осуществления сплав включает в себя вплоть до примерно 2% (Mo+W). В другом варианте осуществления сплав включает в себя вплоть до примерно 0,75% Ti. В другом варианте осуществления сплав включает в себя вплоть до примерно 0,5% Ti. В другом варианте осуществления сплав включает в себя от примерно 0,01 до примерно 0,75% Ti. В другом варианте осуществления сплав включает в себя вплоть до примерно 2% V. В другом варианте осуществления сплав включает в себя вплоть до примерно 1% V. В другом варианте осуществления сплав включает в себя вплоть до примерно 0,5% V. В другом варианте осуществления сплав включает в себя вплоть до примерно 0,2% Al. В другом варианте осуществления сплав включает в себя вплоть до примерно 0,1% Al. В другом варианте осуществления сплав включает в себя вплоть до примерно 0,05% Al. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 50% Fe. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 60% Fe. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 80% Fe. В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 0,01% (Al+Si+Ti). В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 0,02% (Al+Si+Ti). В другом варианте осуществления сплав включает в себя, по меньшей мере, примерно 0,04% (Al+Si+Ti). В другом варианте осуществления структура сплава имеет номер размера зерна по ASTM, по меньшей мере, 5. В другом варианте осуществления структура сплава имеет номер размера зерна по ASTM, по меньшей мере, 7. В другом варианте осуществления структура сплава имеет номер размера зерна по ASTM, по меньшей мере, 10. В другом варианте осуществления структура сплава имеет номер размера зерна по ASTM, по меньшей мере, 12. В другом варианте осуществления сплав содержит вторичные МХ-частицы среднего размера менее примерно 400 нм. В другом варианте осуществления сплав содержит вторичные МХ-частицы среднего размера менее примерно 200 нм. В другом варианте осуществления сплав содержит вторичные МХ-частицы среднего размера менее примерно 100 нм. В другом варианте осуществления сплав содержит вторичные МХ-частицы среднего размера менее примерно 50 нм.
В одном варианте осуществления раскрыт мелкозернистый сплав на основе железа, в котором номер размера зерна по ASTM составляет 5 и более, содержащий в мас.% примерно: 0,09 C; 10,7 Cr; 2,9 Ni; 0,4 Mn; 0,5 Mo; 0,15 Si; 0,04 Al; 0,25 Ti; 0,12 V; 0,06 Nb; 0,002 B и остальное - по существу железо и примеси. В другом аспекте предусмотрен способ производства мелкозернистого сплава на основе железа, включает в себя изготовление сплава на основе железа, как указано выше, и термомеханическую обработку путем аустенизации при температуре свыше 1000°C, горячую обработку сплава при температуре более 1000°C для придания истинной деформации более примерно 0,15 (15%) и охлаждение сплава до комнатной температуры для получения мелкозернистой мартенситной структуры, в которой номер размера зерна по ASTM 5 и более.
В другом аспекте изобретения предусмотрен продукт производства, включающий в себя сплав на основе железа, с номером размера зерна по ASTM, по меньшей мере, 5, содержащий в мас.% вплоть до примерно 0,5% C, по меньшей мере, примерно 5% Cr, по меньшей мере, примерно 0,5% Ni, вплоть до примерно 15% Co, вплоть до примерно 8% Cu, вплоть до примерно 8% Mn, вплоть до примерно 4% Si, вплоть до примерно 6% (Mo + W), вплоть до примерно 1,5% Ti, вплоть до примерно 3% V, вплоть до примерно 0,5% Al и, по меньшей мере, примерно 40% Fe. В другом варианте сплав находится в состоянии литья. В другом варианте осуществления сплав находится в состоянии ковки. В другом варианте осуществления сплав находится в состоянии горячей обработки. В другом варианте осуществления сплав находится в состоянии прокатки. В другом варианте осуществления продукт производства используется в химической или нефтехимической промышленностях. В другом варианте осуществления продукт производства выбирают из группы, состоящей из бойлерных труб, паровых коллекторов, роторов турбины, лопаток турбины, облицовочных материалов, дисков газовой турбины и составных частей газовой турбины. В другом варианте осуществления продукт производства включает в себя трубчатый элемент. В другом варианте осуществления продукт производства включает в себя трубчатый элемент, устанавливаемый в скважине.
Пример 1
Сплав на основе железа с мелким размером зерна, имеющий хорошую коррозионную стойкость с высокой прочностью и пластичностью, имеющий состав ( мас.%):
Для того чтобы создать мелкозернистую структуру согласно одному варианту осуществления, сплав подвергают термомеханической обработке. Один вариант осуществления термомеханической обработки включает в себя выдержку сплава в форме сляба толщиной 15 см при 1230°C в течение 2 часов из условия, что для обеспечения по большей части гранецентрированной кубической (аустенитной) структуры по всему сплаву сляб затем подвергают горячей обработке на реверсивном прокатном стане при температуре между 1230°C и 1150°C, при этом достигается коэффициент вытяжки с 0,22 до 0,24 за один проход для рекристаллизации микроструктуры. Получающийся лист затем охлаждают воздухом до комнатной температуры для мартенситного преобразования. Термомеханическая обработка, приведенная выше и примененная к указанному сплаву, имеет следствием мелкозернистую, полностью мартенситную микроструктуру, в которой номер размера зерна по ASTM составляет 5 и более. Для примера образец зерна размером №5 по ASTM показан на Фиг.1.
Фиг.1 показывает сравнительную иллюстрацию номинального размера зерна №5 по ASTM. Показанный образец (травление азотной кислотой, увеличение изображения: ×100) имеет вычисленный размер зерна № - 4,98.
Номер размера зерна по ASTM может быть вычислен, как изложено ниже:
N(0,01 дюйм)2=N(0,0645 мм2)=2n-1,
где N - число зерен, наблюдаемых в реальной зоне 0,0645 мм2 (1 дюйм2 при увеличении ×100) и n - номер размера зерна. (Примечание: зона 1 дюйм × 1 дюйм при ×100 = 0,0001 дюйм2 = 0,0645 мм2.)
Горячая обработка в термомеханической обработке, как описано, может быть осуществлена посредством различных методов, включающих использование обычных прокатных станов для изготовления бруска, катанки, листа и толстого листа, открытой штамповки, закрытой штамповки или ротационных штамповочных прессов и молотов для изготовления штампованных компонентов, прошивного стана Маннесмана, прокатных станов - многоходового, для прокатки бесшовных труб на оправке и/или редукционного для прокатки труб с натяжением или подобного оборудования, используемого для производства цельнотянутых и бесшовных труб.
В одном варианте осуществления используют один или более типов горячей обработки для придания относительно большой равномерной величины истинной деформации обрабатываемому изделию, пока оно горячее. Хотя обрабатываемое изделие можно повторно подвергнуть горячей обработке, после того как оно остынет, горячую обработку следует прекратить при том, когда температура уменьшится ниже примерно 1000°C, иначе может иметь место «сплющивание» и механические свойства могут ухудшиться.
В другом варианте осуществления после термомеханической обработки сплав может быть впоследствии термически обработан. Для целей настоящей заявки термин «термическая обработка», используемый в настоящем описании, не является таким же, как термомеханическая обработка, описанная выше. Вернее, «термическая обработка» относится к способу, применяемому после того, как деталь была сформована, а именно после того, как она была термомеханически обработана и охлаждена до температуры ниже конечной мартенситной температуры для образования продукта - мелкозернистой мартенситной нержавеющей стали. Конкретно термическая обработка стали может включать в себя отпуск; аустенизацию, закалку и отпуск, нормализацию и закалку с последующим отпуском; нормализацию; а также аустенизацию и закалку. Следует понимать, что для того чтобы произвести коммерческий продукт с высоким выходом продукта, используя технологию, раскрытую в настоящем описании, то следует учитывать качество поверхности и допуск на размер.
Пример 2
Во втором примере, приведенном ниже, две плавки с похожими составами были подвергнуты различной термомеханической обработке с различными режимами. Состав каждой плавки приведен в таблице 1. Плавка №1703 была прокатана в круглый стержень, в то время как плавка №4553 была откована в круглый стержень, в каждом случае использовалась различная термомеханическая обработка. Менее чем примерно 15% деформация была достигнута в течение проходов горячей обработки для получения бруска из сплава №4553, в то время как брусок, изготовленный из сплава №1703, был прокатан с обеспечением более чем примерно 15% деформации. Понятно, что деформация, ε определяется как ln(L/Lo), где L - длина после горячей обработки и Lo - длина перед горячей обработкой (исходная длина). Подобным образом можно использовать площадь поперечного сечения для вычисления деформации. В этом случае ε=ln(А/Ао), где А - площадь поперечного сечения после горячей обработки, Ао - площадь поперечного сечения перед горячей обработкой и А=(АоLo/L), если деформация однородная и при условии, что пластическая деформация имеет место при постоянном объеме. Например, если площадь поперечного сечения обрабатываемой детали составляет 10 см2 перед прокаткой и 8 см2 после прохода прокатки, то будет придана деформация ln(10/8)=0,223 (22,3%). Были определены механические свойства обоих образцов стали и представлены в таблице 2. Оба испытуемых бруска имели приблизительно схожий предел текучести, наибольший предел прочности на разрыв и относительное удлинение при растяжении, плавка №1703 показала значительно большую энергетику удара при испытании по Шарпи, определяемую на образцах с V-образным надрезом, чем плавка №4553, несмотря на тот факт, что испытание на ударную вязкость, выполненное для плавки №1703, было проведено при более низкой температуре по сравнению с плавкой №4553 (-29°C против +24°C). Эти данные показывают, что высокая прочность и большая пластичность стали в данном примере могут быть достигнуты, если используют надлежащую термомеханическую обработку для получения мелкозернистой микроструктуры. Наоборот, если используют ненадлежащую термическую обработку, то получающийся размер зерна будет относительно большим, что может иметь результатом неудовлетворительные механические свойства.
Фиг.2 показывает микроструктуру стали, в которой в течение горячей обработки была обеспечена истинная деформация менее 15% (0,15). Микрофотография (травление реактивом Виллела) сделана при увеличении ×100. Приблизительный размер зерна составляет - ASTM №3 (крупные зерна).
Фиг.3 показывает микроструктуру стали, в которой в течение горячей обработки была обеспечена истинная деформация более 15%. Микрофотография (травление реактивом Виллела) сделана при увеличении ×100. Приблизительный размер зерна составляет - ASTM №10 (мелкие зерна).
Хотя было описано несколько вариантов сплавов и способов производства, следует понимать, что сплавы и способы не ограничиваются только описанными вариантами осуществления, но эти варианты осуществления являются просто иллюстративными и не могут быть использованы для толкования объема притязаний, приведенного ниже. Предполагается, что рассматривается широкий диапазон модификации, изменений и замены в вышеупомянутом раскрытии. В некоторых случаях некоторые отличительные признаки настоящего изобретению могут быть применены без соответственного использования других отличительных признаков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОГО ПРИДАНИЯ ФОРМЫ КОНЕЧНОМУ ПРОДУКТУ С ОЧЕНЬ ВЫСОКОЙ ПРОЧНОСТЬЮ И ПОЛУЧЕННЫЙ ТАКИМ ОБРАЗОМ ПРОДУКТ | 2008 |
|
RU2469102C2 |
| Способ обработки жаропрочных низкоуглеродистых сталей мартенситного класса | 2022 |
|
RU2789958C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ СУПЕРСПЛАВА НА ОСНОВЕ НИКЕЛЯ И ДЕТАЛЬ, ПОЛУЧЕННАЯ УКАЗАННЫМ СПОСОБОМ | 2010 |
|
RU2531217C2 |
| ВЫСОКОТВЕРДЫЙ ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ПРОДУКТ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2674796C2 |
| ДИСПЕРСИОННО-УПРОЧНЕННЫЙ ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ Ni И СПОСОБ ДЛЯ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2543581C2 |
| ОБРАБОТКА АЛЬФА-БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2725391C2 |
| ЖАРОПРОЧНАЯ СТАЛЬ МАРТЕНСИТНОГО КЛАССА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2014 |
|
RU2598725C2 |
| ДВУХФАЗНАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2151214C1 |
| Сталь с повышенной износостойкостью и способы ее изготовления | 2014 |
|
RU2675423C2 |
| Способ термомеханической обработки жаропрочной стали мартенситного класса | 2018 |
|
RU2688017C1 |

Изобретение относится к области металлургии, а именно к мелкозернистым мартенситным сплавам на основе железа с номером размера зерна по ASTM, по меньшей мере, 5 и способу их получения. Сплав содержит, мас.%: от примерно 0,05 до примерно 0,5 углерода; по меньшей мере, примерно 5 хрома; по меньшей мере, примерно 0,5 никеля; до примерно 15 кобальта; до примерно 8 меди; до примерно 8 марганца; до примерно 4 кремния; до примерно 6 молибдена и вольфрама; до примерно 1,5 титана; до примерно 3 ванадия; до примерно 1,7 ниобия; до примерно 0,2 алюминия; менее 2 циркония, менее 4 тантала, менее 4 гафния, менее 0,1 азота, менее 0,1 каждого компонента группы, состоящей из кальция, церия, магния, скандия, иттрия, лантана, бериллия и бора, менее 0,1 каждого компонента группы, состоящей из серы, фосфора, олова, сурьмы, кислорода и свинца, по меньшей мере, примерно 40 железа. Способ включает изготовление сплава, его горячую обработку при температуре более примерно 800°С до получения истинной деформации более примерно 7,5% и охлаждение сплава до комнатной температуры. Сплав обладает высокими механическими свойствами и высокой коррозионной стойкостью. 7 н. и 94 з.п. ф-лы, 3 ил., 2 табл.
0,135<1,17Ti+0,6Nb+0,6Zr+0,31Та+0,31Hf<1,0.
0,05<С<0,15; 7,5<Cr<15; 1<Ni<7; Co<10, Cu<5; Mn<5; Si<1,5; (Mo+W)<4; 0,01<Ti<0,75; 0,135<(1,17 Ti+0,6 Nb+0,6 Zr+0,31 Та+0,31 Hf)<1; V<2; N<0,1; Al<0,2; (Al+Si+Ti)>0,01; каждого из В, Се, Са, Mg, Sc, Y, La и Be менее 0,1; P<0,1; S<0,05; каждого из Sn, Sb, O, Pb и других примесей менее 0,1 и остальное по существу железо.
| US 3660176 А, 02.05.1972 | |||
| US 6030469 A, 29.02.2000 | |||
| МАРТЕНСИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ УЛУЧШЕННОЙ ОБРАБАТЫВАЕМОСТИ | 1994 |
|
RU2080410C1 |
| ДИСПЕРСИОННО-ТВЕРДЕЮЩАЯ МАРТЕНСИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 1994 |
|
RU2099437C1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

